
Unión de metales: Explicación de la soldadura, el remachado y el roscado
¿Cómo construimos las máquinas que impulsan nuestro mundo? Sumérgete en el arte de la unión mecánica, donde el metal se...
¿Cómo se crean piezas de maquinaria complejas, como bloques de motor y cuerpos de bomba, a partir de metal fundido? Este artículo se adentra en el fascinante mundo de la fundición, desde la tradicional fundición en arena hasta innovadoras técnicas especiales. Al explorar los procesos, materiales y métodos utilizados, los lectores comprenderán a fondo cómo se forman piezas metálicas complejas con precisión y eficacia. Tanto si siente curiosidad por los fundamentos del moldeo como por las particularidades de la fundición a la cera perdida, esta guía le proporcionará valiosos conocimientos sobre las técnicas esenciales que conforman nuestro paisaje industrial.
El método de formar piezas fundidas (piezas en bruto o piezas) con determinadas formas y propiedades fundiendo metal, fabricando moldes y vertiendo el metal fundido en la cavidad del molde, esperando a que se enfríe y solidifique, se denomina fundición. La fundición se utiliza ampliamente en la industria de fabricación de maquinaria y es uno de los principales métodos para producir piezas en bruto o piezas.
El proceso de moldeo por colada presenta las siguientes características:
El proceso de producción de piezas de fundición implica muchos pasos, y los factores que afectan a la calidad de las piezas fundidas son complejos. Es fácil que se produzcan defectos de fundición como un colado insuficiente, cavidades de contracción, porosidad, agujeros de arena y grietas, lo que se traduce en una elevada tasa de desechos.
El moldeo por fundición se divide en dos grandes categorías: moldeo en arena y moldeo especial, en función de los materiales del molde, los métodos de moldeo y las condiciones de vertido. La fundición en arena es un método de fundición tradicional con procesos flexibles y bajos costes. La fundición especial se refiere a métodos de fundición distintos de la fundición en arena.
El rendimiento de colada de una aleación es el rendimiento de proceso que presenta la aleación durante el proceso de conformado de la colada. La calidad del rendimiento de la fundición afecta directamente a la calidad interna y externa de la fundición. Los principales aspectos del rendimiento de fundición incluyen la fluidez, la contracción, la oxidación, la absorción de gas y la tendencia a la segregación de la aleación de fundición.
El método de fundición que utiliza arena de moldeo como material para preparar el molde se denomina fundición en arena, que consiste en verter metal fundido en la cavidad del molde de arena y obtener la pieza fundida después de que se enfríe y solidifique.
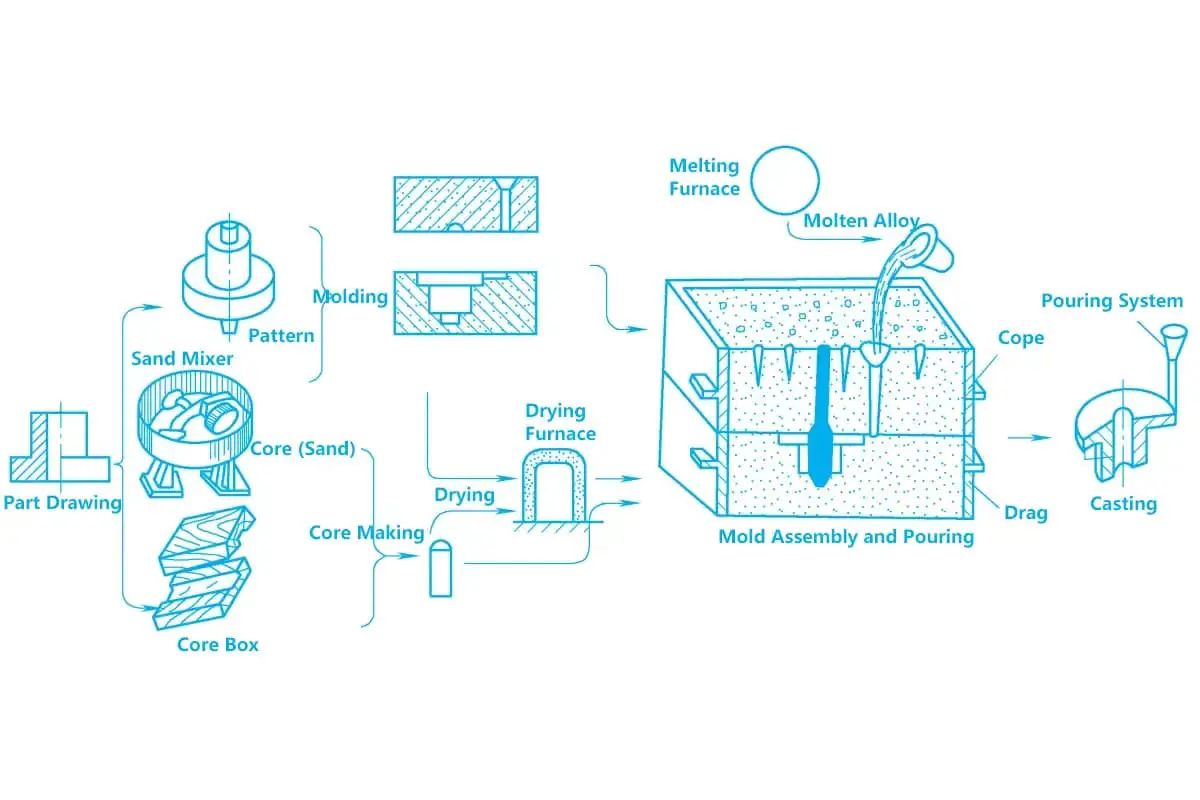
En la producción de piezas de fundición, la pieza utilizada para formar el contorno externo de la pieza se denomina molde, y la pieza utilizada para formar la cavidad interna o la forma local de la pieza se denomina núcleo. El material utilizado para hacer el molde se llama arena de moldeo, y el material utilizado para hacer el núcleo se llama arena de núcleo. La arena de moldeo y la arena del núcleo se denominan colectivamente materiales de moldeo. En la figura 1 se muestra el proceso de fundición en arena.
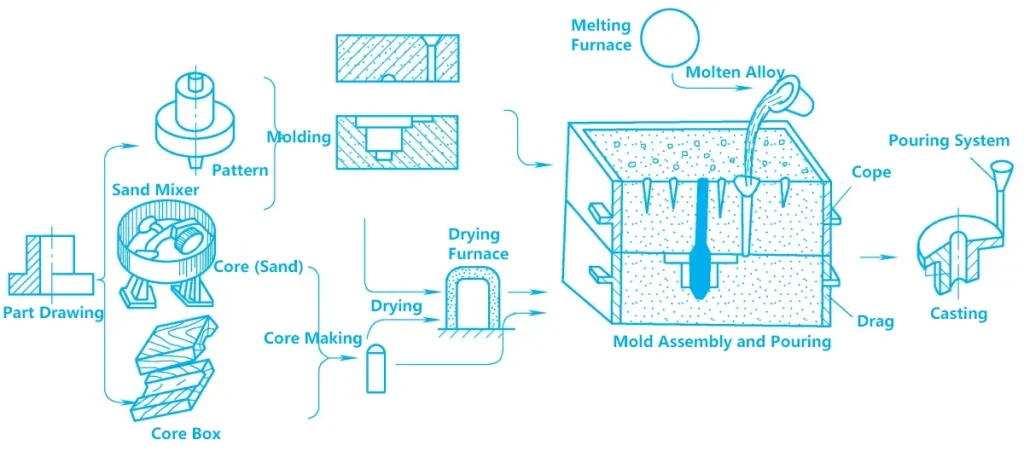
El moldeo es el proceso de formación de la cavidad interna del molde de arena mediante un patrón, que forma el contorno externo de la pieza fundida tras el vertido. Es el proceso más básico de la fundición en arena y se divide en dos categorías: moldeo manual y moldeo a máquina. El moldeo manual se utiliza principalmente para la producción de piezas únicas o lotes pequeños, mientras que el moldeo a máquina se utiliza principalmente para la producción en masa.
Existen muchos métodos de moldeado manual. Según las características de la caja de arena, hay moldeado de dos cajas, moldeado de tres cajas y moldeado de foso; según las características del modelo, hay moldeado de patrón sólido, moldeado de patrón dividido, moldeado de excavación de arena, moldeado de caja falsa, moldeado de pieza suelta y moldeado de rascador.
En fundición, una misma pieza puede utilizar diferentes métodos de moldeo. El método específico a utilizar depende de factores como las características estructurales, el tamaño, el lote de producción y las condiciones de producción de la pieza fundida.
El moldeo a máquina consiste en completar todas las operaciones, como el llenado del molde con arena (llenado de arena), la compactación de la arena y la extracción del patrón, utilizando máquinas de moldeo. El moldeo a máquina tiene una baja intensidad de mano de obra, una alta productividad, una calidad de fundición estable y unos márgenes de mecanizado reducidos. Sin embargo, la compactación de la arena mediante moldeo a máquina no puede penetrar a través de la caja central, por lo que no puede utilizarse para el moldeo de tres cajas.
La fabricación de machos es el proceso de llenado de arena de machos en una caja de machos, compactación, recorte y otros procedimientos para formar un macho. Dado que el metal fundido impacta fácilmente en el núcleo y lo rodea metal fundido a alta temperatura durante el vertido, se requiere que el núcleo tenga mayor resistencia, permeabilidad, refractariedad y colapsabilidad.
Para mejorar la resistencia del núcleo, se pueden añadir huesos de núcleo durante su fabricación. Los huesos pequeños suelen ser de alambre de hierro o clavos, mientras que los medianos y grandes suelen ser de hierro fundido. Para mejorar la permeabilidad del núcleo, se pueden excavar canales de ventilación en el centro del núcleo para conectar con el exterior del molde. Para los machos más grandes, se pueden colocar líneas de cera, coque, escoria, etc., en el centro del núcleo.
El proceso de verter metal líquido en un molde se denomina colada. La colada es uno de los pasos importantes para garantizar la calidad de las piezas fundidas. Del total de piezas desechadas, entre 20% y 30% corresponden a piezas desechadas. Por lo tanto, la temperatura y la velocidad de colada deben controlarse estrictamente durante la colada.
El proceso de extracción de las piezas fundidas del molde de arena se denomina sacudido. Se divide en manual y mecánico. El primero se utiliza para la producción de lotes pequeños de una sola pieza, mientras que el segundo se utiliza para la producción en serie.
La clave de la agitación es captar el momento adecuado para abrir el molde. Si el molde se abre demasiado pronto, la pieza fundida no se habrá enfriado lo suficiente, lo que provocará defectos como deformaciones y endurecimiento de la superficie, y la pieza fundida formará tensiones internas y grietas. Si el molde se abre demasiado tarde, ocupará espacio de producción y utillaje, reduciendo la productividad. El tiempo de sacudida está relacionado con el tamaño y la forma de la pieza fundida y el tipo de aleación.
Se denomina limpieza a los procesos de corte del sistema de inyección, extracción del núcleo, eliminación de rebabas y rebabas, y limpieza de la arena adherida tras el sacudido, para que la superficie de la pieza fundida cumpla los requisitos.
La fundición en arena tiene muchas ventajas y su uso está muy extendido, pero también presenta algunos inconvenientes, como la escasa precisión dimensional de las piezas fundidas, superficie rugosabaja productividad, calidad inestable y alta intensidad de mano de obra.
Para mejorar aún más la calidad y la eficiencia de la producción de piezas de fundición, se han encontrado algunos métodos de fundición avanzados que difieren significativamente de la fundición en arena ordinaria. Estos métodos de fundición, que difieren significativamente de la fundición en arena ordinaria, se denominan colectivamente fundición especial.
Existen muchos métodos de fundición especial, como la fundición a la cera perdida, la fundición en molde metálico, la fundición a presión, la fundición centrífuga, la fundición a baja presión, la fundición en molde de concha, la fundición en molde cerámico, la fundición continua, la fundición al vacío y la fundición en molde magnético. Aquí presentamos los métodos más utilizados, como la fundición a la cera perdida, la fundición en molde metálico, la fundición a presión y la fundición centrífuga.
La fundición a la cera perdida es el método de fundición de precisión más utilizado. Utiliza materiales fusibles (como la cera) para hacer un modelo (modelo de cera), recubre el modelo con varias capas de revestimientos refractarios y, tras endurecerse y secarse, funde el modelo y lo vacía del molde para obtener un molde (cáscara) sin línea de partición. Tras la cocción a alta temperatura y el vertido, se obtiene la pieza de fundición deseada. Dado que la cera se utiliza a menudo para hacer patrones de cera en la fundición a la cera perdida, también se conoce comúnmente como fundición a la cera perdida.
Características y aplicaciones de la fundición a la cera perdida:
La fundición a cera perdida se utiliza principalmente para fabricar piezas pequeñas con formas complejas, requisitos de alta precisión y mecanizado difícil, como álabes de motor, piezas pequeñas de automóviles, tractores y máquinas herramienta. También se utiliza ampliamente en las industrias de telecomunicaciones, maquinaria, instrumentación y fabricación de herramientas.
El método de verter metal líquido en un molde hecho de metal para obtener piezas fundidas se denomina fundición en molde metálico. Dado que los moldes metálicos pueden reutilizarse continuamente cientos o miles de veces, la fundición en molde metálico también se denomina fundición en molde permanente.
Características y aplicaciones de la fundición de moldes metálicos:
La fundición en molde de metal es adecuada principalmente para la producción en serie de piezas de fundición de aleación de metales no férreos (como aluminio, magnesio, cobre, etc.) de tamaño mediano y pequeño con un grosor de pared relativamente uniforme, como pistones de aluminio, bloques de cilindros, culatas de automóviles, tractores y motores de combustión interna, carcasas de motores, cubiertas de cajas de conexiones, casquillos de aleación de cobre y manguitos. También puede producir piezas de fundición de metales ferrosos de forma simple.
La fundición a presión (denominada fundición a presión) es un método en el que el metal líquido se presiona rápidamente en un molde metálico a alta presión y se solidifica bajo presión para obtener piezas fundidas. La fundición a presión es un proceso de conformado de rápido desarrollo, poco cortante y no cortante de la moderna tecnología de procesamiento de metales.
Características y aplicaciones de la fundición a presión:
La fundición a presión se utiliza ampliamente en las industrias de fabricación de automóviles, tractores, instrumentos, instrumentos electrónicos, industria de defensa, equipos médicos, etc., como bloques de cilindros de motores, culatas, carcasas de transmisión, cubiertas de motores, carcasas y soportes de instrumentos y cámaras, juntas de tuberías, engranajes, etc.
En la actualidad, se utiliza principalmente para piezas de fundición de metales no férreos de pequeño tamaño (menos de 10 kg) en la producción en serie, siendo las piezas de fundición a presión de aleación de zinc y aleación de aluminio las más utilizadas.
La fundición centrífuga es un método de fundición en el que el metal líquido se vierte en un molde giratorio de alta velocidad, llenando el molde y solidificándose bajo la acción de la fuerza centrífuga.
Características y aplicaciones de la fundición centrífuga:
La fundición centrífuga se utiliza principalmente para fabricar piezas fundidas huecas de cuerpos giratorios, como camisas de cilindros y bujes. Además, puede fundir diversas piezas moldeadas densas y de alta resistencia, como pequeños impulsores y herramientas de corte moldeadas. La fundición centrífuga es adecuada para diversos materiales metálicos, produciendo piezas fundidas de hasta varias toneladas de peso o con un diámetro de agujero mínimo de 7 mm.

