Curvado de tubos: Selección y uso de la varilla
A la hora de curvar tubos, es fundamental elegir la varilla adecuada. En el artículo de Artizono se analizan distintos tipos...
¿Cómo transforman los ingenieros tubos metálicos rígidos en formas complejas con precisión y eficacia? En este artículo se analizan varias técnicas de curvado de tubos, como el curvado por prensa, el curvado por estirado y el curvado por rodillo. También clasifica estos métodos en función de factores como la temperatura y el uso de moldes. Al conocer estas técnicas, comprenderá mejor los procesos que hacen posible desde componentes de automoción hasta elementos arquitectónicos.

Existen muchos métodos de curvado de tubos, que pueden dividirse en curvado por presión, curvado por tracción, curvado por empuje, curvado por rodillo y perfilado según el método de curvado; en curvado en frío y curvado en caliente según si se calienta durante el curvado; y en curvado con núcleo (relleno) y curvado sin núcleo (relleno) según si hay relleno durante el curvado.
A veces, para cumplir los requisitos específicos de forma de los accesorios de tubería, o para reducir la dificultad del proceso de curvado, también se utilizan otros métodos especiales de curvado, como el método de curvado de engarce, etc. El resumen de varios métodos de proceso de curvado es el siguiente.
El curvado en prensa es el primer proceso utilizado para curvar tubos. Consiste en doblar la pieza bruta del tubo en una prensa hidráulica o prensa mecánica utilizando un molde o mandril. En la figura 4-10 se muestra el principio del curvado a presión. El método de curvado a presión puede utilizarse para curvar accesorios de tubería con secciones rectas, así como codos. Actualmente, el doblado a presión se utiliza principalmente para prensar codos y se ha aplicado ampliamente en la producción de codos.
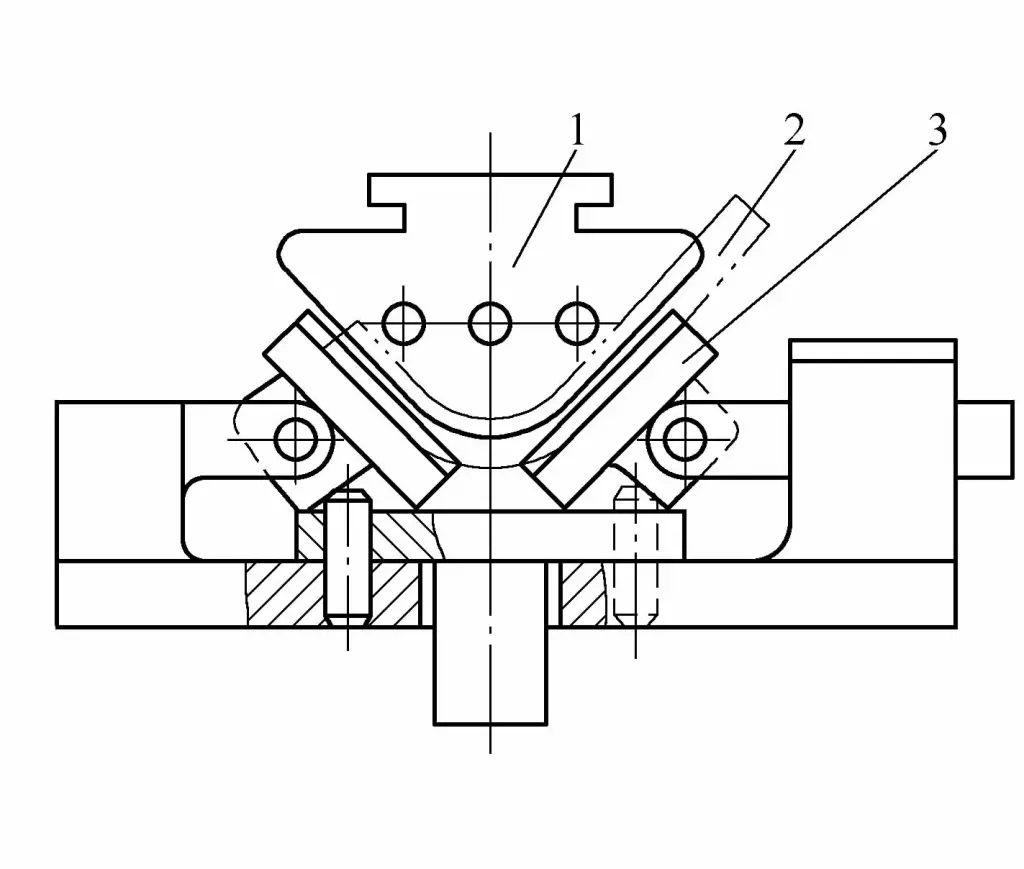
1-Puñetazo
2-Billetes
3-Matriz cóncava oscilante
El curvado por tracción es el método de presionar el tubo contra una matriz convexa fija, aplicando una fuerza de tracción axial F y un momento de flexión a ambos extremos del tubo al mismo tiempo, de forma que el tubo se forma a lo largo de la matriz convexa, como se muestra en la figura 4-11. En general plegado conformadoEl ángulo máximo de flexión es de unos 180°.
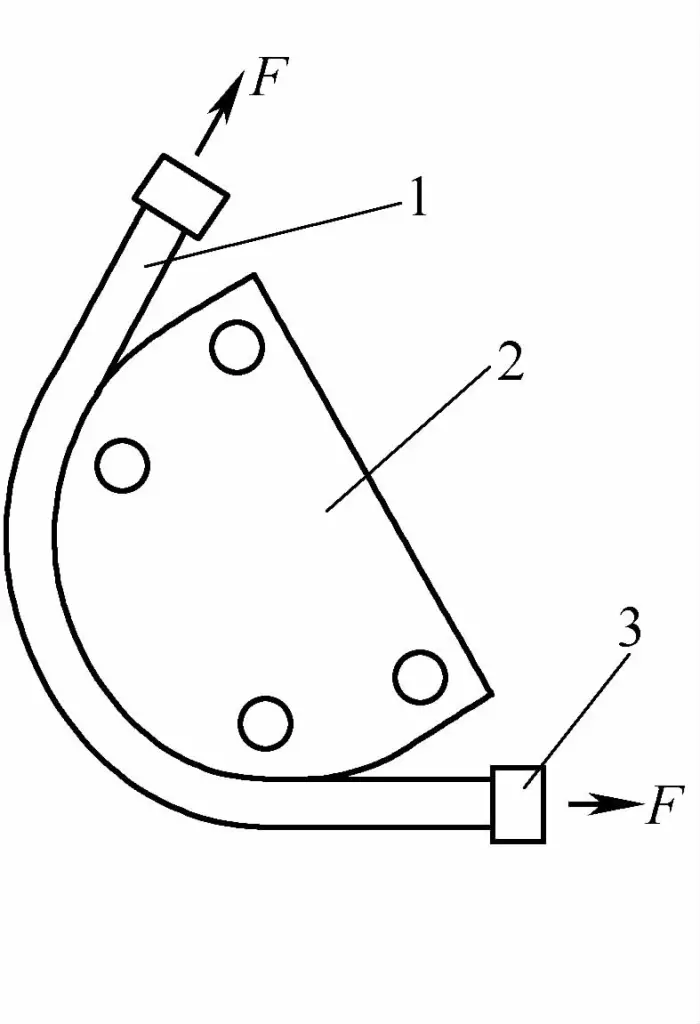
1-Racores
2-Placa de flexión fija
3-Molde fijo
Durante el doblado, el tubo se somete a una fuerza de tracción axial mientras se dobla para superar las arrugas del interior y mejorar la distribución de la tensión dentro de la sección, reducir el springback y mejorar la precisión de la forma. Comparado con otros procesos de doblado, el conformado por doblado tiene las siguientes características:
1) Puede formar piezas con estructuras espaciales complejas.
2) Puede doblar piezas con una mayor relación de forma y resistencia.
3) Alta precisión de flexión, pequeño springback.
4) Puede eliminar eficazmente la tensión residual dentro del material doblado, buena estabilidad del tamaño del producto.
5) Debido al endurecimiento en frío de los materiales metálicos, las propiedades mecánicas globales del material pueden mejorarse tras el curvado por estiramiento.
Sin embargo, el método de curvado por estiramiento es difícil de mantener la forma de la sección transversal de la pieza en bruto curvada, es adecuado principalmente para perfiles de sección abierta con partes que soportan fuerzas, y este método no es adecuado para formar tubos de pared delgada.
El curvado por empuje consiste en colocar primero el tubo que se va a curvar en el manguito guía del molde de curvado, bajo la fuerza de empuje del punzón, la pieza bruta del tubo se encuentra en un estado de tensión de compresión, y en el proceso de pasar por la matriz, se dobla en la forma de curvatura requerida, como se muestra en la figura 4-12.
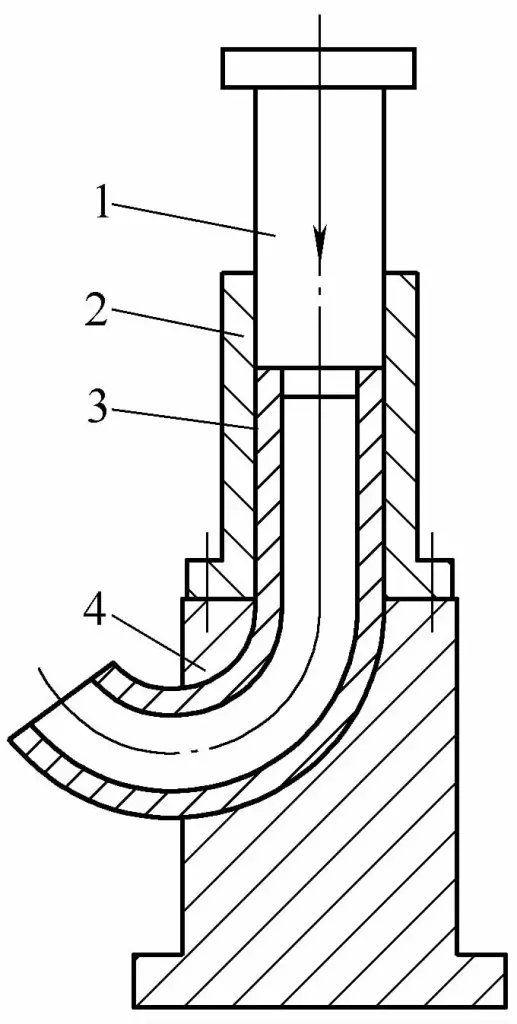
1-Columna de presión
Manguito de 2 guías
3-Billetes
4-Molde de plegado
El plegado por empuje es un proceso de plegado realizado en una prensa general, prensa hidráulicao máquina especial de empuje, utilizada principalmente para curvar codos. Sin embargo, el método de curvado por empuje requiere pasar a través de la matriz de curvado por completo, por lo que este método no puede hacer codos con secciones rectas, y tampoco es adecuado para curvar tubos con radios de curvatura pequeños.
Según las características del proceso de curvado por empuje, puede dividirse en dos tipos: curvado por empuje en frío con molde y curvado por empuje en caliente con mandril. El curvado por empuje en frío con molde consiste en introducir a presión el tocho en un molde con cavidad de curvado a temperatura ambiente, formando así un codo de tubo.
El curvado por empuje en caliente con mandril se realiza bajo la acción del empuje y la resistencia del mandril de cuerno de toro, calentándose al empujar, lo que provoca que el tocho sufra una expansión circunferencial y una deformación axial por flexión, empujando así el tocho de menor diámetro hacia un codo de mayor diámetro. El principio de funcionamiento se muestra en la figura 4-13.
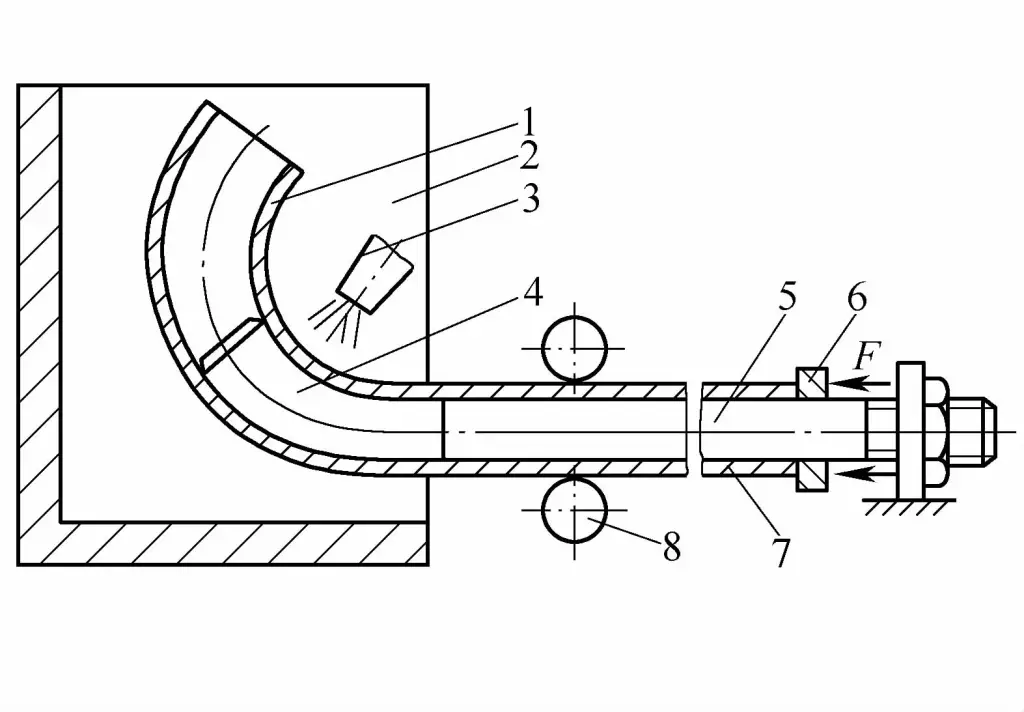
1-Codo
2-Horno de calentamiento por reflexión
3-Fuente de calor
Mandril 4-Bullhorn
Varilla de 5 núcleos
6-Placa de empuje
7-Tubo en blanco
8-Apoyo
El doblado es una forma de procesamiento en la que la matriz activa gira alrededor del molde de doblado fijo para realizar el doblado, dividido en modo de compresión y modo de estirado, como se muestra en la Figura 4-14. La principal diferencia entre los dos métodos es si el punzón gira con el material del tubo. El método en el que el punzón no gira con el material del tubo es el modo de compresión, de lo contrario, es el modo de estiramiento. Este método tiene una distorsión transversal relativamente grande y tampoco es adecuado para formar tubos de paredes delgadas.
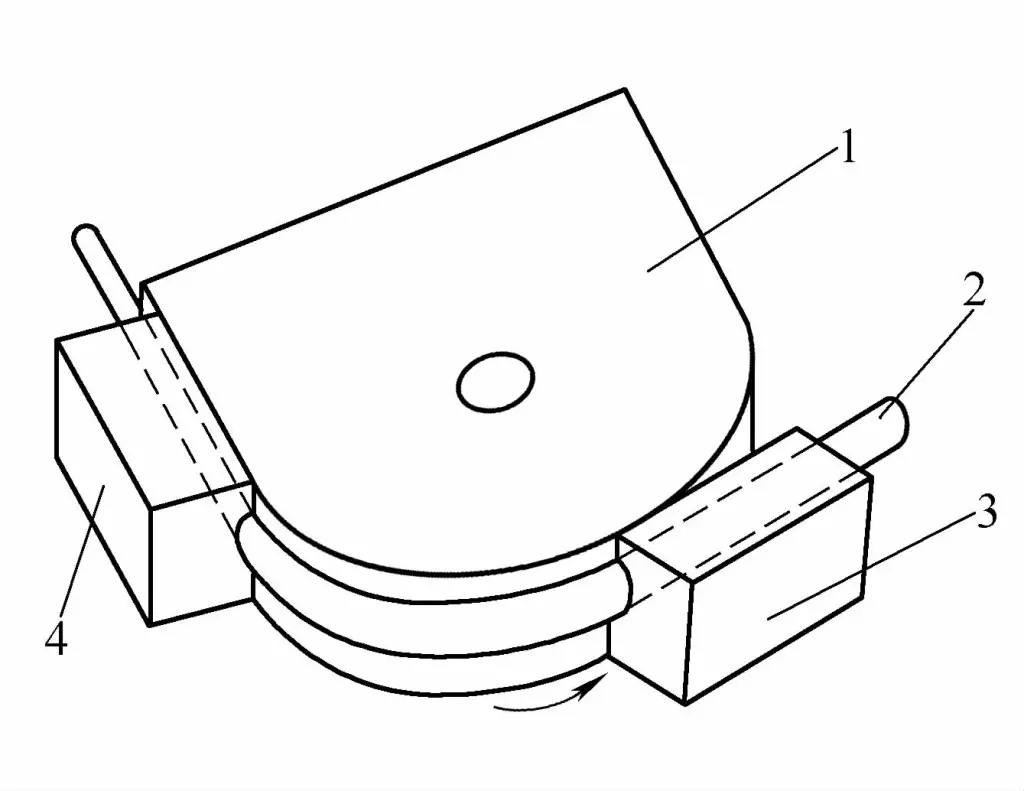
1-Punzón fijo
2 tubos ajuste
3-Matriz giratoria
4-Aprieta el molde cóncavo
El curvado se divide en curvado manual y curvado a máquina.
El curvado manual es el proceso de curvar el tubo en bruto utilizando un simple dispositivo de curvado. Dependiendo de si se aplica calor durante el curvado, puede dividirse en curvado en frío y curvado en caliente. Generalmente, para tubos en blanco de pequeño diámetro (diámetro de tubo en blanco D≤25mm), debido al menor par de flexión, se utiliza el doblado en frío; mientras que los tubos en blanco de mayor diámetro se doblan principalmente en caliente. El curvado manual no requiere equipo de curvado especializado, el coste de fabricación del dispositivo de curvado es bajo y es cómodo de ajustar y utilizar, por lo que es adecuado para la producción de lotes pequeños sin equipo de curvado especializado. La desventaja es que requiere mucha mano de obra y tiene baja productividad.
El curvado a máquina es el proceso de curvado realizado en una máquina curvadora vertical u horizontal. Según sus características de proceso, puede dividirse en tres tipos: curvado con mandril, curvado sin mandril y curvado por empuje. Dado que el curvado a máquina se realiza en frío, este tipo de máquina curvadora también se denomina máquina curvadora en frío. Durante el curvado a máquina, el tubo en bruto no se llena de material, sino que se dobla utilizando un mandril o sin mandril, lo que resulta en una alta eficiencia de producción y buena calidad de curvado, por lo que es ampliamente utilizado en la producción en masa.
El curvado con rodillos es el proceso de curvar el material del tubo utilizando tres o cuatro rodillos accionados, como se muestra en la figura 4-15. El principio de funcionamiento del método de curvado con rodillos es básicamente el mismo que el del curvado con rodillos de chapa, con la única diferencia de que los rodillos utilizados para el curvado de tubos con rodillos tienen superficies de trabajo que coinciden con la forma de la sección transversal del tubo en bruto curvado.
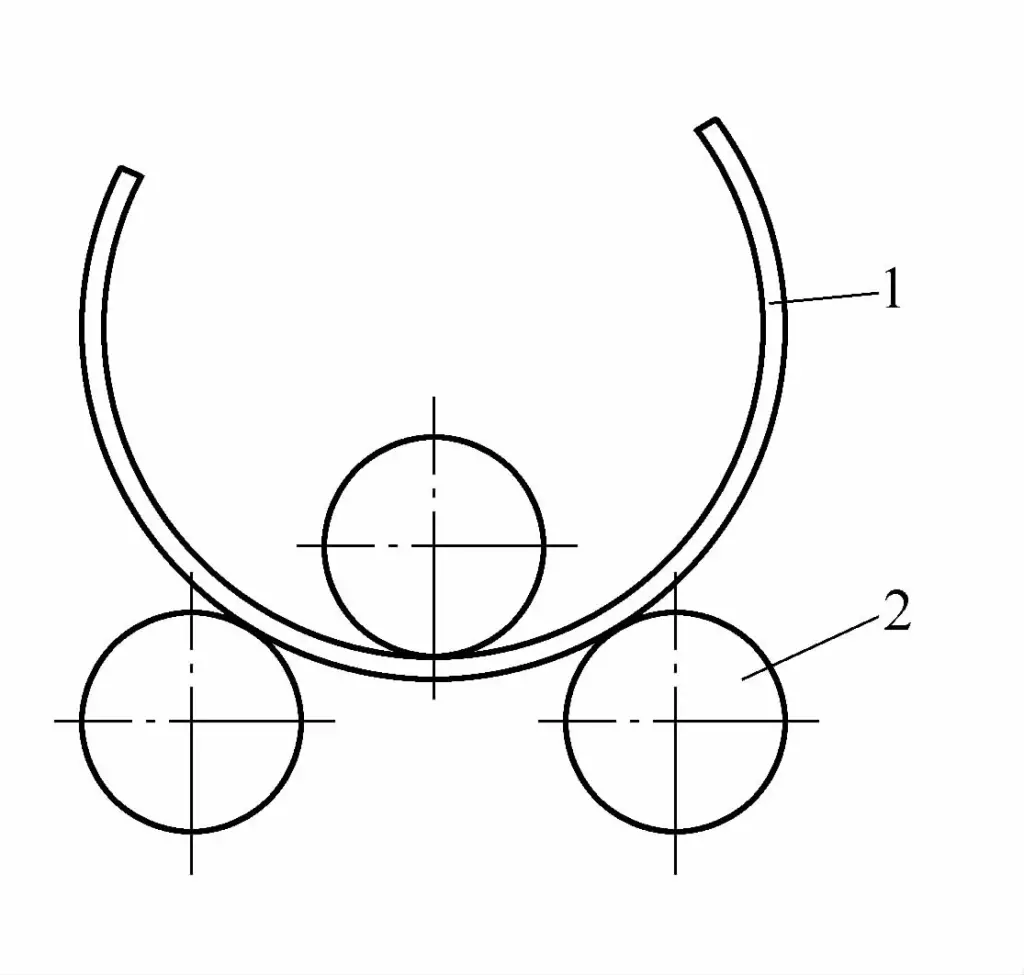
1-Pieza doblada
2-Rodillo motriz
Cambiando la separación entre los rodillos, puede conseguirse el curvado de cualquier radio de curvatura. El método de curvado por rodillos tiene ciertas limitaciones en cuanto al radio de curvatura, y sólo es adecuada para piezas de tubería de pared gruesa que requieren un radio de curvatura grande, especialmente conveniente para doblar piezas de tubería en forma de anillo o espiral.
El área de deformación por flexión de la pieza en bruto de tubo se somete directamente a la acción del molde rígido, incluidos métodos comunes como el plegado a presión, el plegado por estirado, el plegado por empuje, el plegado por rodillo, etc. Las características son alta repetibilidad y velocidad rápida. Para mejorar la precisión del curvado, suele ser necesario ajustar la forma y el tamaño de la pieza de trabajo del molde rígido para compensar el springback que se produce tras la descarga de la pieza. La cantidad de compensación es difícil de calcular con precisión y a menudo debe determinarse por experiencia.
El área de deformación de curvado no está sometida directamente a la acción de un molde rígido, y la forma final del tubo viene determinada por el movimiento relativo de la herramienta y la pieza. El curvado por láser pertenece al curvado sin molde.
El curvado en frío se refiere a la tecnología de procesamiento de curvar el tubo a temperatura ambiente con fuerza mecánica. Dado que el metal se endurece por deformación durante el curvado en frío, el tubo metálico después del curvado en frío es mucho más duro que el tubo metálico después del curvado en caliente, pero el curvado en frío no destruye las propiedades originales del metal.
Tras el curvado en frío, no es necesario limpiar y eliminar la piel de óxido, y no se produce deformación térmica. En comparación con el curvado en caliente, el curvado en frío consume más potencia de curvado, y tanto el springback como la tensión residual aumentan significativamente. Además, el curvado en frío no puede curvar curvas cerradas de radio muy pequeño.
Tecnología de procesamiento que calienta el accesorio de tubería a la temperatura de curvado especificada del accesorio de tubería antes de curvarlo. El curvado en caliente tiene una adaptabilidad con la que no puede compararse el curvado en frío. Por ejemplo, la distancia recta entre dos codos adyacentes en una tubería puede mantenerse muy pequeña, o incluso puede realizarse un curvado continuo sin dejar un intervalo de sección de tubería recta; los materiales con poca ductilidad en frío pueden transformarse en codos; los codos que requieren mucha energía mecánica durante el curvado en frío pueden transformarse, y los materiales frágiles propensos a agrietarse durante el curvado en frío pueden curvarse para darles forma.
El curvado en caliente puede curvar codos de radio pequeño en tuberías. Para los tubos de acero al carbono y la mayoría de los tubos de acero aleado, el radio de curvatura del curvado en caliente es mucho menor que el del curvado en frío, y el radio de curvatura puede ser tan pequeño como 0,7 a 1,5 veces el diámetro exterior del tubo. Sin embargo, el curvado en caliente tiene las siguientes desventajas: equipamiento complejo, altos costes de procesamiento, baja eficiencia de producción y altos valores de rugosidad superficial. En el caso de los tubos de cobre, se utiliza el proceso de curvado en frío, y como se evita el calentamiento a alta temperatura, se elimina la posibilidad del "mal del hidrógeno".
Tomar el control numérico CNC proceso de curvado de tubos de Yituo Company como ejemplo, el equipo de doblado utilizado es una dobladora de tuberías de control numérico CNC, y el proceso de doblado de tuberías utilizado para el doblado de tuberías de control numérico es el doblado de tuberías en frío, que de acuerdo con el principio de formación de la dobladora de tuberías de control numérico se divide en doblado por tracción y doblado por empuje.
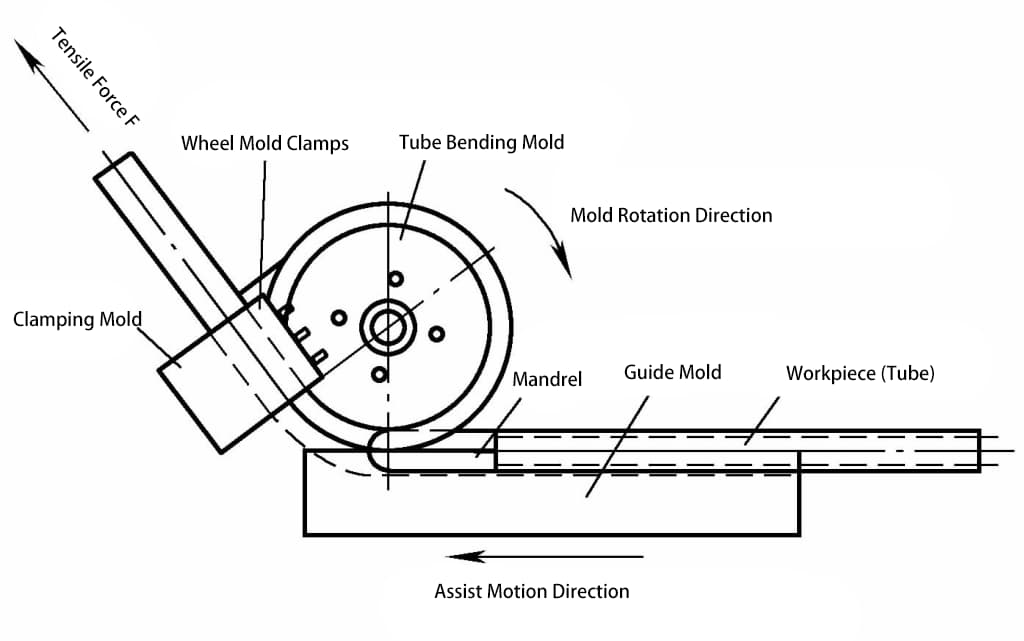
Principio de conformado por curvado por tracción: Bajo la acción de la fuerza de tracción F que sujeta el accesorio de tubería en el extremo frontal del molde de rueda, el accesorio de tubería gira con un cierto radio del molde de rueda y envuelve la tubería alrededor del molde para curvarse y conformarse, como se muestra en la Figura 4-16. El curvado por tracción es similar al curvado alrededor de la industria.
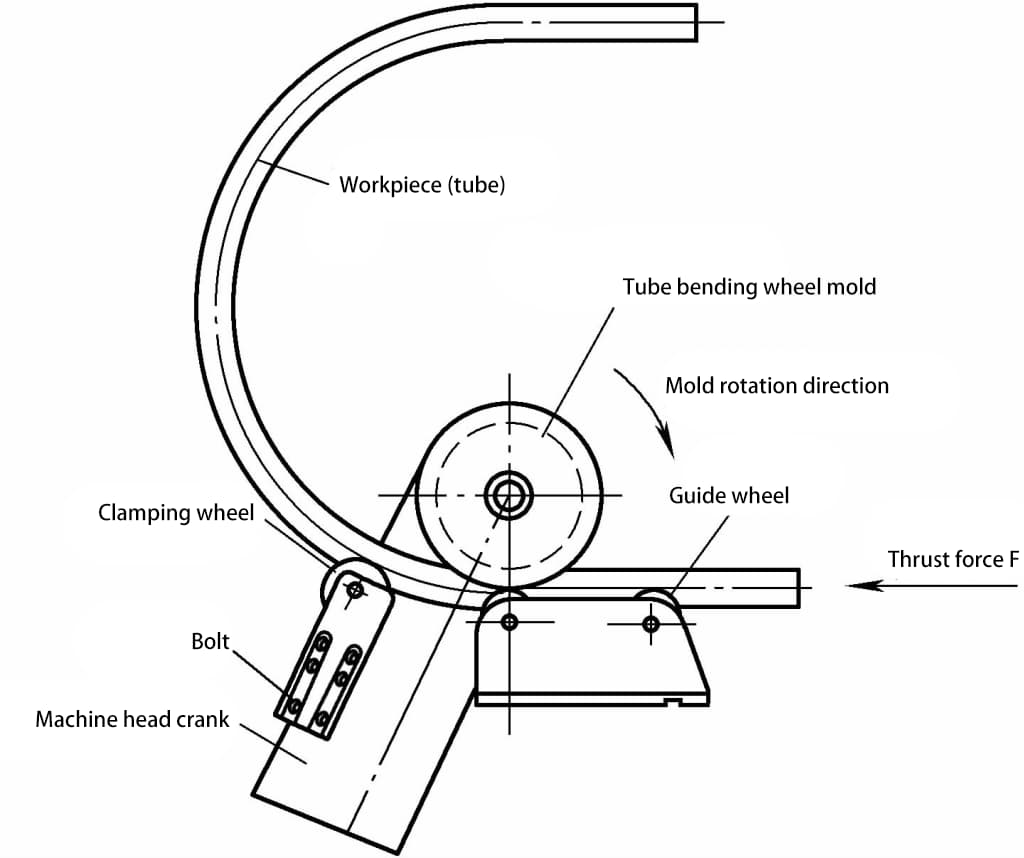
Principio de conformado por curvado por empuje: Bajo la acción de la fuerza de empuje F aplicada detrás del accesorio de tubería, la tubería se forma y el radio de curvatura del arco se determina utilizando el ángulo de posicionamiento del brazo de curvado del cabezal de la máquina, como se muestra en la Figura 4-17. El curvado por empuje es similar al curvado por rodillo de la industria.
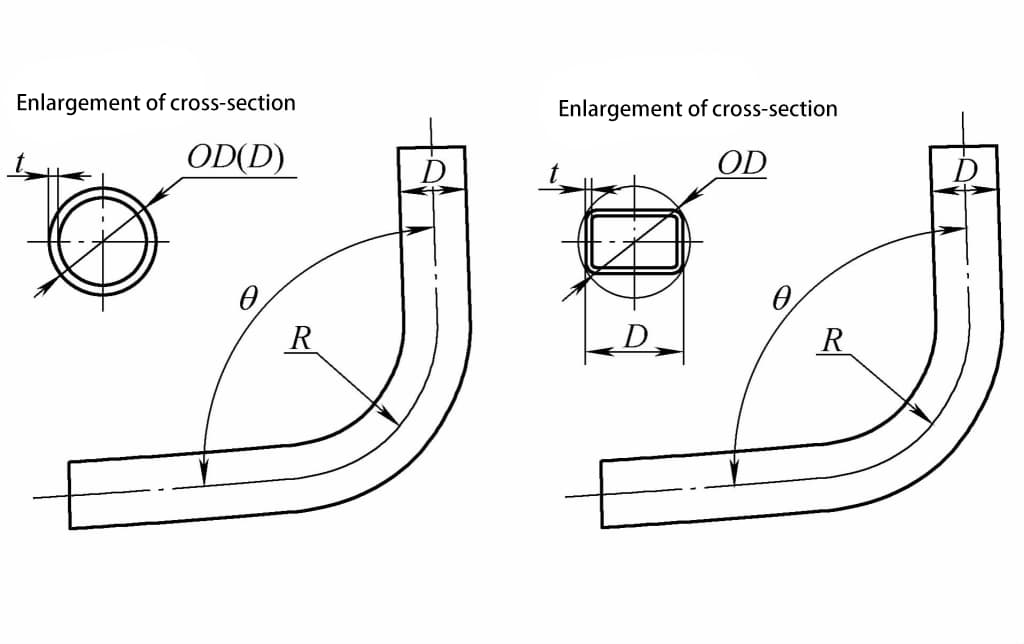
La base para seleccionar el método de conformado de tubos es la siguiente:
Curvado por estirado: El conformado por estirado se utiliza bajo la condición de 2,5≤R s ≤6.
Plegado por empuje: El conformado por flexión por empuje se utiliza bajo la condición de R s ≥6.
Nota: R s =R/D donde R es el radio de la capa neutra de un accesorio de tubería doblado; D es el diámetro de la tubería en la dirección de doblado (ver Figura 4-18).