La prensa mecánica comúnmente utilizada es principalmente la prensa de manivela, que es ampliamente utilizada en la formación de material (formación de plástico) como equipo que obtiene la fuerza necesaria y el desplazamiento lineal para la formación de material a través del mecanismo de biela de manivela. Puede realizar procesos como estampado, extrusión, forjado, etc., y es ampliamente utilizada en la industria automotriz, maquinaria agrícola, industria aeronáutica, industria de instrumentos electrónicos, industria ligera de hardware, y otros campos.
Según la función de cada parte de la prensa, puede dividirse en los siguientes componentes:
1) Mecanismo de trabajo.
El mecanismo de ejecución de trabajo del equipo consta de una manivela, una biela y una corredera, que convierten el movimiento giratorio en movimiento lineal alternativo. Dado que el mecanismo de trabajo es un mecanismo de biela de manivela rígida, la prensa tiene posiciones límite superior e inferior fijas (puntos muertos superior e inferior) durante el funcionamiento, lo que permite controlar con precisión las dimensiones de las piezas conformadas.
2) Sistema de transmisión.
El sistema de transmisión consta de transmisión por correa y transmisión por engranaje, transmitiendo la energía del motor eléctrico al mecanismo de trabajo. Durante el proceso de transmisión, la velocidad disminuye gradualmente y el par aumenta gradualmente.
3) Mecanismo de funcionamiento.
El mecanismo de funcionamiento consta principalmente de un embrague, un freno y el correspondiente sistema eléctrico. Tras arrancar, el motor controla el estado de funcionamiento del mecanismo de trabajo, permitiendo que funcione de forma intermitente o continua.
4) Sección de energía.
La sección de energía consta de un motor eléctrico y un volante de inercia. La energía para el funcionamiento de la máquina la proporciona el motor eléctrico. Tras el arranque, el motor acelera el volante de inercia, y éste proporciona la energía de trabajo a corto plazo para la prensa, desempeñando un papel de almacenamiento y liberación de energía.
5) Sección de apoyo.
La sección de soporte está formada por el cuerpo de la máquina, la mesa de trabajo, las fijaciones, etc. Conecta todas las partes de la prensa en un todo.
6) Sistemas auxiliares.
Los sistemas auxiliares incluyen el sistema neumático, el sistema de lubricación, el dispositivo de protección contra sobrecargas, el colchón de aire, el cambio rápido de troqueles, el dispositivo de corte, el dispositivo de supervisión, etc. Mejoran la seguridad y la facilidad de manejo de la prensa. En las prensas nuevas, la proporción del coste de este sistema muestra una tendencia al alza.
(2) Clasificación de las prensas de manivela
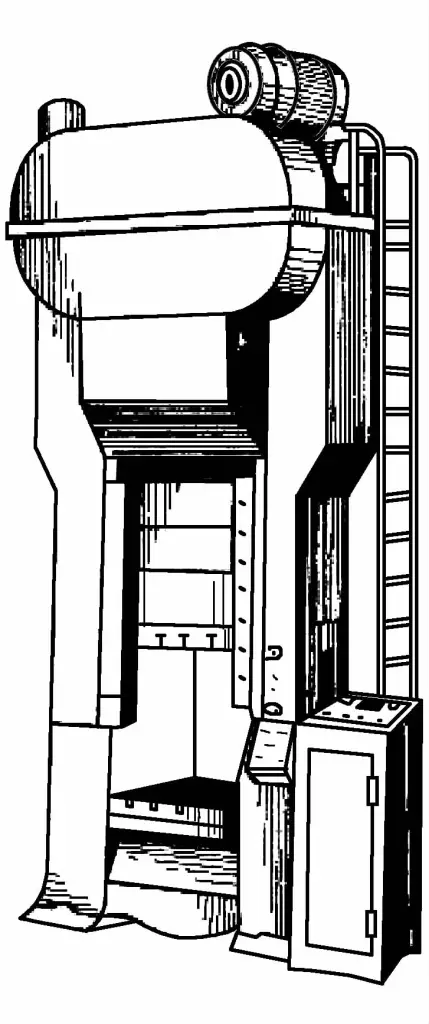
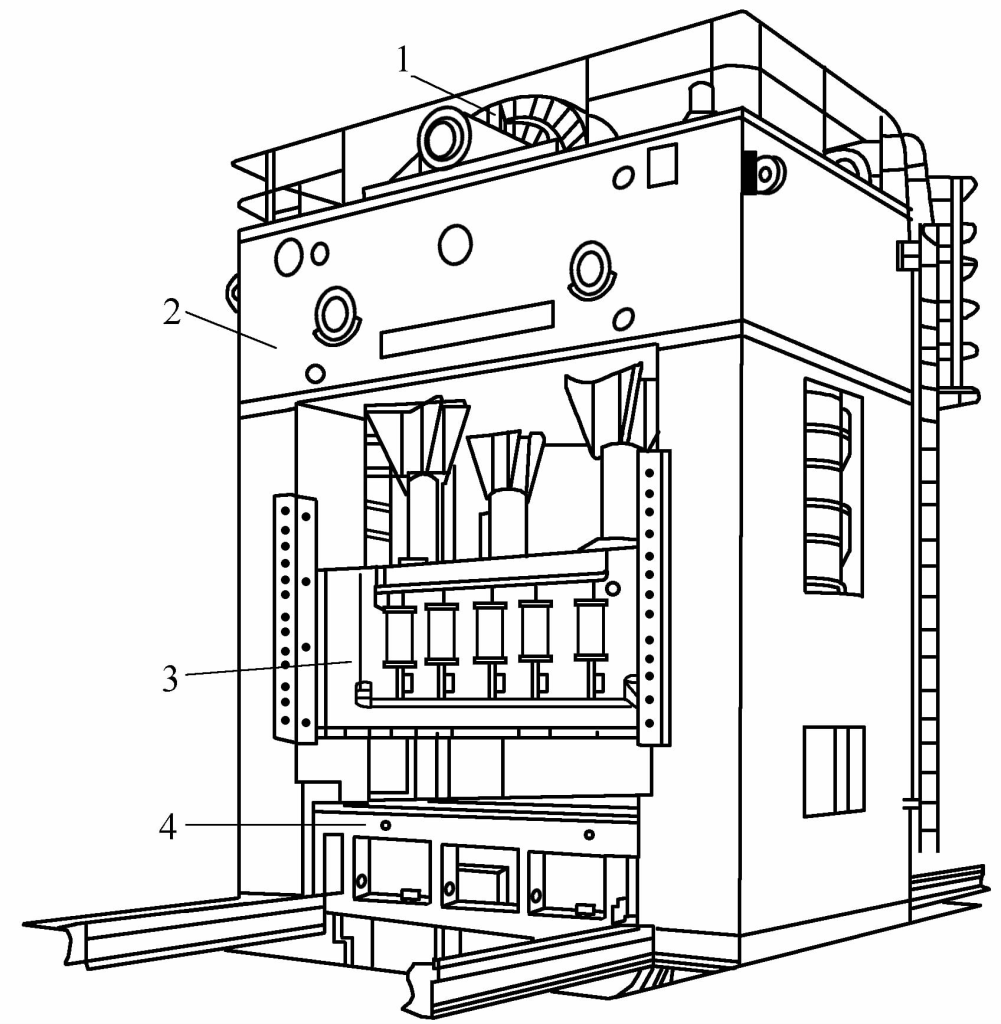
En la actualidad, las prensas de manivela se clasifican principalmente en función de la estructura de la bancada, dividiéndose en prensas de manivela abierta y prensas de manivela cerrada. Las prensas de manivela cerradas pueden dividirse a su vez en prensas cerradas de un punto (véase la Figura 3-57), prensas cerradas de doble punto y prensas cerradas de cuatro puntos (véase la Figura 3-58), etc.
Figura 3-57 Prensa cerrada de un punto
Figura 3-58 Prensa de cuatro puntos cerrada
1-Sistema de transmisión Cuerpo de 2 máquinas Deslizador 3 4-Banco de trabajo
La bancada de la prensa de manivela abierta tiene forma de "C", con la parte delantera y los lados izquierdo y derecho del cuerpo abiertos, lo que facilita la instalación del molde, el ajuste y las operaciones de conformado. Sin embargo, la rigidez del cuerpo (especialmente la rigidez angular) es escasa.
La deformación bajo carga afecta a la precisión de las piezas y reduce la vida útil del molde, adecuado para prensas pequeñas, comúnmente utilizadas por debajo de 1000kN.
El cuerpo de la prensa de manivela cerrada es una estructura de bastidor, con la parte delantera y trasera abiertas y los laterales cerrados. La instalación del molde y las operaciones de conformado se llevan a cabo en los lados delantero y trasero.
La deformación vertical causada por la deformación del cuerpo bajo carga puede eliminarse ajustando la altura de cierre del molde. No afecta a la precisión de las piezas ni a la precisión de funcionamiento del molde, adecuado para prensas de manivela medianas y grandes.
Además de los métodos de clasificación anteriores, existen otros métodos de clasificación:
Según su uso tecnológico, se pueden clasificar en prensas de manivela generales, prensas de embutición profunda, prensas punzonadoras de alta velocidad, prensas de forja en caliente, prensas de extrusión en frío, etc. Estas prensas han mejorado el mecanismo de deslizamiento de la manivela para que su capacidad de fuerza y curva de movimiento sean más adecuadas para los requisitos del proceso de conformado correspondiente.
Según el número de correderas, pueden clasificarse en prensas de manivela de acción simple y prensas de manivela de acción doble. Las de simple efecto se refieren a las que tienen una corredera en el mecanismo de trabajo, y las de doble efecto a las que tienen dos correderas, interior y exterior, con la corredera interior instalada dentro de la corredera exterior, cada mecanismo accionado por separado.
Las prensas de manivela de doble acción también se conocen como prensas de embutición profunda (véase la Figura 3-59). Para piezas de chapa fina de gran tamaño y formas complejas, especialmente piezas de cubierta, es aconsejable utilizar una prensa de embutición profunda específica.
Por lo tanto, la prensa de embutición profunda es un equipo importante en el procesamiento de piezas de cubiertas agrícolas. Generalmente, una prensa de embutición profunda tiene dos deslizadores, el deslizador exterior se utiliza para el canteado, y el deslizador interior se utiliza para la embutición profunda.
Figura 3-59 Prensa de embutición profunda
La corredera exterior de la prensa de embutición profunda de doble acción está provista de una corredera interior para conseguir la doble acción.
El movimiento de la corredera interior y la corredera exterior de la prensa de embutición profunda de doble acción debe mantener una cierta relación para satisfacer los requisitos del proceso de embutición profunda, y la relación de movimiento de las correderas interior y exterior se representa mediante un diagrama de ciclo de trabajo.
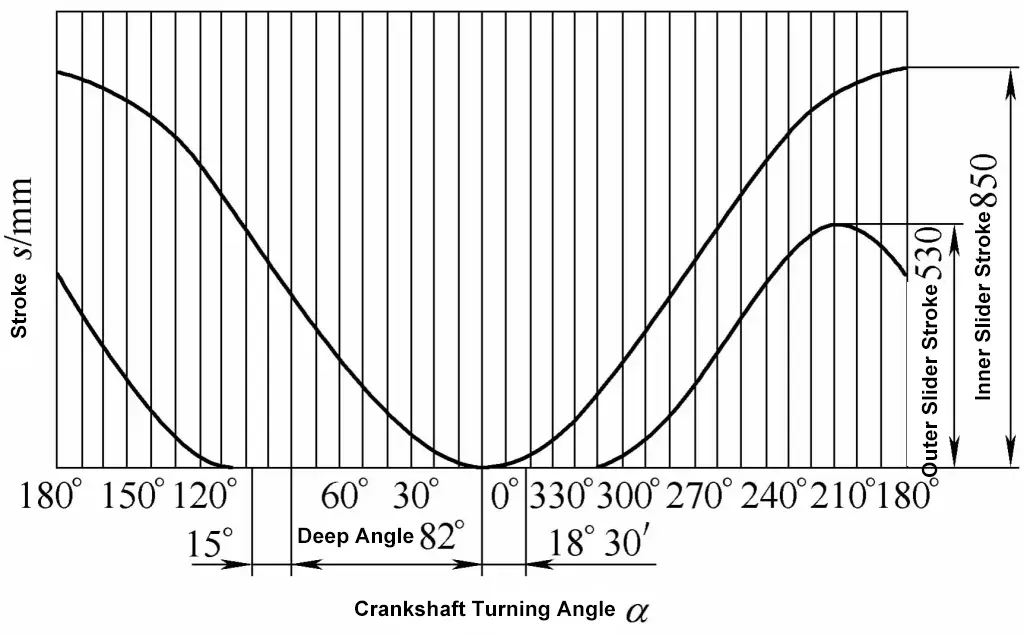
La figura 3-60 es el diagrama del ciclo de trabajo deslizante de la prensa de embutición profunda de doble acción JB46-315.
Figura 3-60 Diagrama del ciclo de trabajo de la corredera de la prensa de embutición profunda de doble acción JB46-315
El patrón de movimiento de la corredera interior es similar al de la corredera de la prensa de manivela general. El deslizador exterior es accionado por múltiples mecanismos y realiza un movimiento intermitente aproximado. Durante el funcionamiento, la corredera exterior presiona la pieza en bruto 10°~15° por delante de la corredera interior, la corredera interior comienza la embutición profunda aproximadamente a α≤82°, y la embutición profunda termina a α=0°.
En la carrera de retorno, la corredera exterior se retrasa 10°~15° con respecto a la corredera interior, con el fin de evitar que la pieza se atasque en el punzón, por lo que el ángulo de sujeción de la corredera exterior se ajusta a 100°~110°.
Cuando la corredera interior vuelve al punto muerto superior, la corredera exterior ya ha pasado el punto muerto superior y se ha movido hacia abajo una cierta distancia, esta distancia se llama recorrido de avance, aproximadamente igual a 0,1~0,15 del recorrido de la corredera, el "avance" asegura que la corredera presione la pieza en bruto hacia delante en la siguiente carrera de trabajo, y la cantidad de "avance" no debe ser demasiado grande para asegurar que la pieza se pueda sacar de la matriz.
La prensa de embutición profunda de doble acción también está equipada con un colchón de aire, que puede expulsar la pieza de trabajo una vez finalizada la embutición profunda. Dado que el deslizador exterior se retrasa 10°~15° con respecto al deslizador interior durante la carrera de retorno, para evitar dañar la pieza de trabajo dentro de este intervalo de 10°~15°, el colchón de aire debe estar equipado con un dispositivo de retraso de retorno para sincronizar su subida con el deslizador exterior.
La prensa de embutición profunda de doble acción tiene las siguientes características de proceso:
1) Fuerza de canteado estable y fiable.
Para piezas complejas de embutición profunda, se suelen colocar diferentes nervios de embutición profunda en el molde para ajustar y controlar la resistencia del flujo de metal. La prensa de embutición profunda de doble acción, debido a que su deslizador exterior tiene suficiente presión para deformar completamente el metal en las costillas de embutición profunda, utiliza plenamente el papel de proceso de las costillas de embutición profunda.
2) Funciona suavemente sin golpes.
La corredera exterior de la prensa de embutición profunda de doble acción ya se encuentra en el punto muerto inferior al iniciar el canteado, por lo que la fuerza de impacto es muy pequeña cuando entra en contacto con la pieza.
Si se utilizan elementos elásticos o cojines de aire, el deslizador tiene una cierta velocidad cuando el anillo de canteado entra en contacto con la pieza, lo que provoca impactos más grandes al comienzo del canteado, causando vibraciones en el anillo de canteado y un aumento repentino de la fuerza de canteado, exprimiendo el lubricante entre el anillo de canteado y la pieza en bruto, aumentando la fricción durante la embutición profunda y aumentando la posibilidad de rotura en las piezas embutidas.
3) Operaciones fáciles de mecanizar.
Cuando se utiliza una prensa de embutición profunda de doble acción, el troquel de dibujo se monta correctamente, es decir, la matriz hembra de embutición profunda está abajo, la matriz macho está arriba, la pieza se embute hacia abajo, y la periferia de la pieza en bruto puede mantenerse constante en altura, lo que facilita el uso de brazos robóticos para operaciones automatizadas.
4) Velocidad de embutición adecuada.
Al tratarse de una prensa especializada, la velocidad de la corredera interior para embutición profunda responde mejor a las exigencias del proceso de embutición profunda.
Imagínese que le encargan un proyecto de fabricación de alto riesgo: la precisión y la eficacia son primordiales, pero la elección entre una prensa mecánica y...
Nuestros ingenieros de ventas están a su disposición para responder a todas sus preguntas y ofrecerle un presupuesto rápido y adaptado a sus necesidades.