
Corrección Manual: Técnicas para chapas finas y gruesas y perfiles de acero
¿Alguna vez se ha preguntado por qué a veces las piezas de chapa no encajan a la perfección? Este artículo explora el fascinante mundo de...
¿Ha pensado alguna vez cómo se endereza el metal doblado? Este artículo se sumerge en el mundo de la corrección mecánica, revelando las herramientas y métodos que vuelven a dar forma al acero deformado. Descubra cómo las enderezadoras de rodillos y las prensas hidráulicas consiguen resultados precisos en la corrección de chapas, tubos y perfiles. Prepárese para comprender la magia que se esconde tras estas potentes máquinas.

La corrección mecánica es el proceso de corrección de piezas de trabajo deformadas y materiales de acero deformados mediante equipos mecánicos. El equipo utilizado para la corrección mecánica incluye enderezadoras de rodillos, rodillos redondos, aplanadoras especializadas, enderezadoras y diversas prensas, como prensas mecánicas, prensas hidráulicas, prensas de tornillo, etc.
Cuadro 1 Métodos de corrección mecánica y su campo de aplicación
| Categoría | Boceto | Ámbito de aplicación | |
| Corrección de la máquina de estiramientos |  | Deformación de chapas finas, torsión de perfiles, enderezamiento de tubos y alambres | |
| Corrección de prensa | 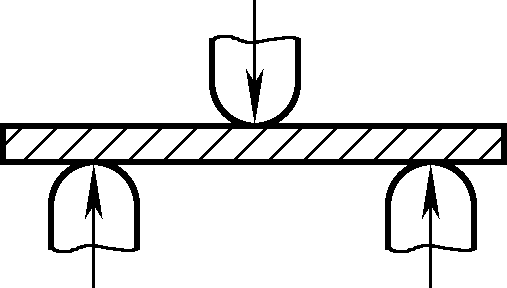 | Corrección localizada de chapas, tubos y perfiles | |
| Corrección Jacks | 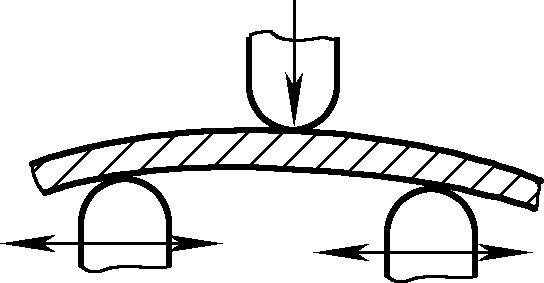 | Enderezado de ángulos de acero, canales de acero y vigas en I, también utilizable para doblado | |
| Máquina correctora de rollos | Rollo recto | 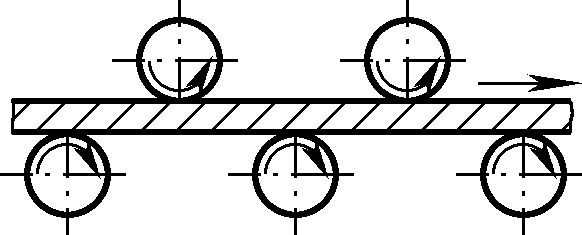 | Corrección de chapas, tubos y perfiles |
| Rodillo inclinado | Corrección de materiales de sección redonda | ||
 | Corrección de precisión de tubos de pared delgada con secciones circulares | ||
 | Corrección de tubos y varillas circulares de pared gruesa | ||
En el cuadro 2 se indica la precisión de la corrección mecánica.
Tabla 2 Precisión de corrección de los equipos de corrección más utilizados
| Equipamiento | Rango de corrección | Precisión de corrección (mm) | |
| Máquina correctora de rollos | Máquina de corrección de planchas multibobina | Nivelación de placas | 1.0~5.0 |
| Máquina de corrección de ángulos de acero multibobina | Ángulo de acero | 1.0 | |
| Máquina enderezadora y cortadora | Enderezado y corte de materiales en bobina (alambre, varilla, acero plano, fleje) | 0.5~0.7 | |
| Máquina de corrección de rodillos inclinados | Enderezado de tubos y varillas de sección redonda | Materiales rugosos 0,5-0,9 Materiales acabados 0,1-0,2 | |
| Máquina de prensa | Prensa plegadora horizontal | Vigas en I, canales de acero, componentes soldados tipo varilla | 1.0 |
| Prensa plegadora vertical | |||
| Prensa manual | Enderezado de materiales en bruto | Materiales acabados 0,05-0,15 | |
| Prensa de fricción | |||
| Prensa hidráulica | Vigas en I, perfiles de acero, vigas en H, componentes soldados tipo varilla | ||
La deformación de las chapas de acero suele corregirse en las máquinas enderezadoras de rodillos múltiples. Al nivelar, cuanto más gruesa es la chapa de acero, más fácil es corregirla; cuanto más fina es la chapa, más fácil es que se deforme, lo que dificulta la corrección.
Las máquinas enderezadoras pueden clasificarse por el número de rodillos, como cinco rodillos, siete rodillos, nueve rodillos, hasta veintiún rodillos, etc. En cuanto a la posición relativa, pueden clasificarse en paralelas y no paralelas. Las grandes máquinas enderezadoras multieje pueden corregir placas de acero de hasta 50 mm de grosor y 2000 mm de ancho.
Normalmente, las chapas de acero con un grosor superior a 3 mm se nivelan en una máquina niveladora de cinco rodillos o siete rodillos, mientras que las chapas de acero finas con un grosor inferior a 3 mm deben nivelarse en una máquina niveladora de nueve rodillos, once rodillos o más rodillos múltiples.
El principio básico de la nivelación de chapas de acero se muestra en la figura 1. Los rodillos 5 y 7 son rodillos guía de alimentación, el rodillo 6 es el rodillo guía de descarga y el resto son rodillos de trabajo.
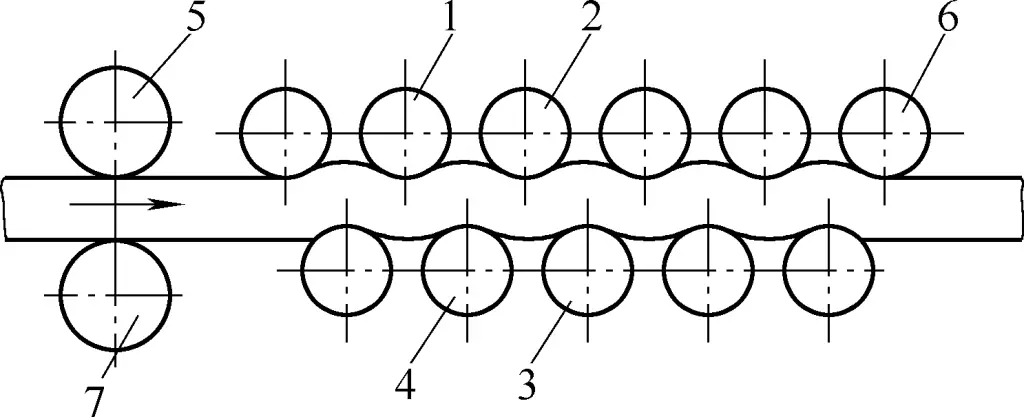
Cuando la placa se introduce entre los rodillos superior e inferior, los rodillos 1, 2 y 4 forman un grupo para doblar la placa hacia arriba, y los rodillos 2, 3 y 4 forman un grupo para doblar la placa hacia abajo. Mediante la flexión y el estiramiento repetidos más allá del límite de elasticidad, las zonas originalmente "tensas" se estiran, equilibrándose con las zonas anteriormente "sueltas". Esto crea el llamado flujo plástico, logrando el objetivo de nivelación.
La presión de los rodillos superiores de la máquina enderezadora determina directamente la separación entre los rodillos. Cuando la presión de los rodillos superiores es moderada, sólo se estiran las zonas "apretadas" de la placa, equilibrándose con las zonas "sueltas", y la placa queda nivelada. Este es el estado ideal. Cuando la presión del rodillo superior es insuficiente, aunque las zonas "tensas" de la placa se estiran, no se equilibran con las zonas "sueltas", y la placa no queda completamente nivelada.
Cuando la presión del rodillo superior es demasiado alta, no sólo se estiran las zonas "tensas", sino también las zonas "sueltas" en diversos grados. Aunque el grado de estiramiento se equilibra y la chapa se nivela, los granos de la chapa se distorsionan y se rompen, lo que provoca un endurecimiento excesivo por trabajo en frío, reduciendo así la vida útil de la chapa. Por lo tanto, la determinación de la presión adecuada del rodillo superior afecta directamente al resultado de nivelación de la chapa.
La presión de los rodillos superiores de la máquina enderezadora (es decir, la separación entre los rodillos) se ajusta generalmente de forma que los rodillos guía de alimentación (como los rodillos 5 y 7 de la figura 1) superen el grosor de la placa en 2-3 mm (para facilitar la inserción de la placa que se va a enderezar), mientras que el extremo de descarga se iguala al grosor de la placa. Los rodillos de trabajo se ajustan en función del grosor de la placa, con el extremo delantero más pequeño que el grosor de la placa en 1-5 mm, aumentando gradualmente hacia la parte trasera, hasta que los rodillos guía de descarga se ajustan para ser iguales al grosor de la placa.
Sin embargo, en los procesos de nivelación reales, este método es incómodo de medir, por lo que en la práctica se suelen utilizar métodos basados en la experiencia para determinar la presión del rodillo superior de la máquina niveladora.
Introduzca en la máquina enderezadora una tira de chapa del mismo grosor que la chapa a enderezar. Ajuste la presión con la mano hasta que los rodillos estén en contacto con la tira de chapa y aplique cierta presión. Observe también la altura y el nivel izquierda-derecha de los rodillos superiores. Una vez que la banda haya salido de la máquina enderezadora, compruebe su planitud y realice otra prueba de enderezado y ajuste. Esta presión se denomina presión de base.
A continuación, introduzca la placa a nivelar. Después de laminar, compruebe la planitud de la placa y escuche el ruido de carga de la máquina para juzgar si la presión del rodillo superior es adecuada. Si la presión no es adecuada, se pueden realizar ajustes finos o, después de laminar una sección, volver a realizar el ajuste fino. La presión final determinada se denomina presión de trabajo real. Después, la nivelación del lote puede realizarse de acuerdo con esta presión.
Introduzca la placa en la máquina niveladora, utilice una mano o una palanca para presionar hacia abajo el rodillo superior, y juzgue si la presión es adecuada por la resistencia que se siente. A continuación, inspeccione visualmente si los asientos de los rodamientos del rodillo superior están a la misma altura y si los rodillos están alineados horizontalmente. Ponga en marcha la enderezadora y, después de introducir la placa en la rejilla de soporte, ajuste la presión en función de la planitud de la placa y la rotación de los rodillos.
Si un determinado rodillo superior no gira o gira de forma intermitente, indica que la presión ejercida sobre ese rodillo es insuficiente. Si todos los rodillos superiores giran, significa que se aplica una cierta presión. Si se observa desalineación, significa que la presión en el lado desalineado es demasiado alta, mientras que la presión del otro lado es demasiado baja. Ajuste en consecuencia en función de la presión excesiva o insuficiente. Si, después de cortar la placa enrollada en segmentos más pequeños, quedan grandes zonas desalineadas, la presión sigue siendo insuficiente y es necesario aplicar más presión.
En cuanto a la presión de los rodillos guía de descarga, puede ajustarse con precisión en función de la flexión hacia arriba o hacia abajo del extremo de la chapa después de salir de la máquina enderezadora.
La máquina enderezadora puede utilizarse para enderezar una amplia gama de placas, como bobinas, placas convexas, placas onduladas y piezas sueltas. Los principales métodos de operación de enderezado incluyen los siguientes aspectos.
De acuerdo con el método mencionado anteriormente para determinar la presión del rodillo superior, ajuste los rodillos de trabajo a la presión de trabajo, levante el rodillo guía de alimentación 5, levante la bobina e introduzca un extremo de la bobina entre los rodillos guía de alimentación 5 y 7. Ponga en marcha gradualmente la máquina enderezadora para que la bobina entre lentamente una cierta distancia (aproximadamente 1-2 rodillos de trabajo). A continuación, ajuste la posición del extremo de la placa de avance moviendo la grúa en todas las direcciones, asegurándose de que quede paralela al contorno exterior de un determinado rodillo superior o inferior (observado lateralmente) para evitar que la placa se desvíe. A continuación, presione hacia abajo el rodillo guía de alimentación superior 5 y aplique una presión más fuerte para evitar que la bobina se disloque al colocarla en el soporte de bobinas. Por último, ponga en marcha la máquina y suelte la placa.
Observando la planitud de la chapa entregada a la cuna y escuchando el ruido de carga de la máquina, se puede juzgar si la presión de los rodillos superiores es la adecuada. Una vez realizados los ajustes necesarios, se pueden efectuar correcciones de nivelación a granel.
Tiras estrechas cortadas por el máquina cizalla tienden a torcerse y deformarse debido al filo inclinado, junto con las deformaciones por flexión plana y vertical.
Estas tiras también pueden nivelarse utilizando la máquina niveladora. El método de enderezado es: Ajustar la presión de base de los rodillos superiores como se ha descrito anteriormente, elevar el rodillo guía de alimentación superior 5 para que sea ligeramente más alto en comparación con una placa del mismo grosor, para acomodar la dificultad de insertar tiras retorcidas. La presión del rodillo de trabajo debe ser ligeramente superior a la de nivelación de una placa del mismo grosor, para inducir una deformación plástica excesiva y obtener mejores resultados de nivelación.
Dependiendo del grado de nivelación requerido, la banda puede pasarse por la máquina una segunda o tercera vez, pero la banda debe invertirse y aplicarse una ligera presión adicional para obtener resultados óptimos de nivelación. Este método es menos eficaz para la curvatura vertical de las tiras, que puede requerir una corrección manual tras salir de la máquina.
Debe tenerse en cuenta que el método de nivelación descrito anteriormente puede provocar un ligero adelgazamiento y estiramiento de las tiras.
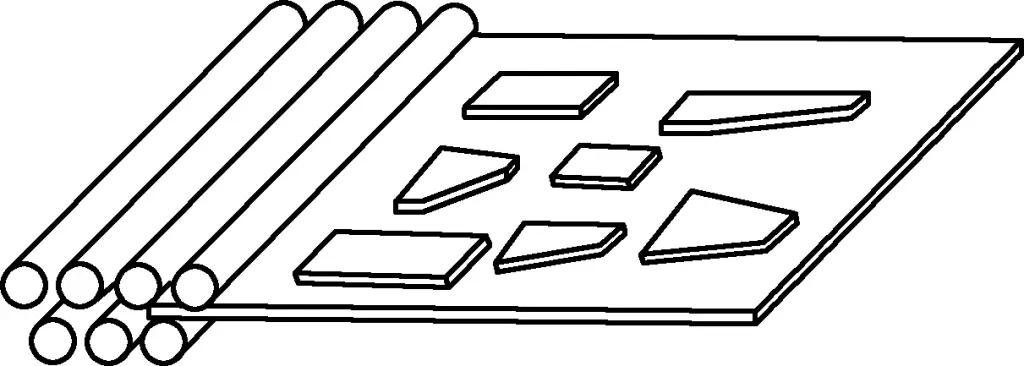
En el caso de placas individuales más delgadas, puede utilizarse una placa de acero más gruesa como placa de apoyo, colocando encima la placa más delgada para nivelarla. Como alternativa, se pueden apilar varias placas largas y delgadas para nivelarlas, como se muestra en la figura 2.
Para placas con el centro plano pero los bordes ondulados, inserte una placa de apoyo en la sección media plana para adelgazarla y estirarla, logrando la nivelación, como se muestra en la figura 3.
En el caso de las chapas con una sección central ondulada pero lados planos, puede añadirse relleno a los lados para adelgazarlos y lograr la corrección, como se muestra en la figura 4.
En el caso de chapas con una cara ondulada y otra plana, se puede añadir relleno a la cara plana para adelgazarla y estirarla, consiguiendo la corrección, como se muestra en la figura 5.

Además, se puede aplicar presión directamente sobre la cara plana para estirarla y adelgazarla, consiguiendo así la corrección, como se muestra en la figura 6.
(7) Corrección del curvado plano en una curvadora de tres rodillos
Las chapas de acero cortadas en caliente tienden a formar curvas verticales, siendo poco frecuentes las curvas planas y las torceduras. Los flejes de acero cortados en una cizalla inclinada tienden a formar curvaturas compuestas, es decir, curvaturas verticales, curvaturas planas y torsiones, siendo el efecto más evidente cuanto más fina es la chapa. Una enderezadora sólo puede corregir los dobleces planos y eliminar las torsiones parciales, mientras que una dobladora de tres rodillos puede corregir tanto los dobleces planos como las torsiones.
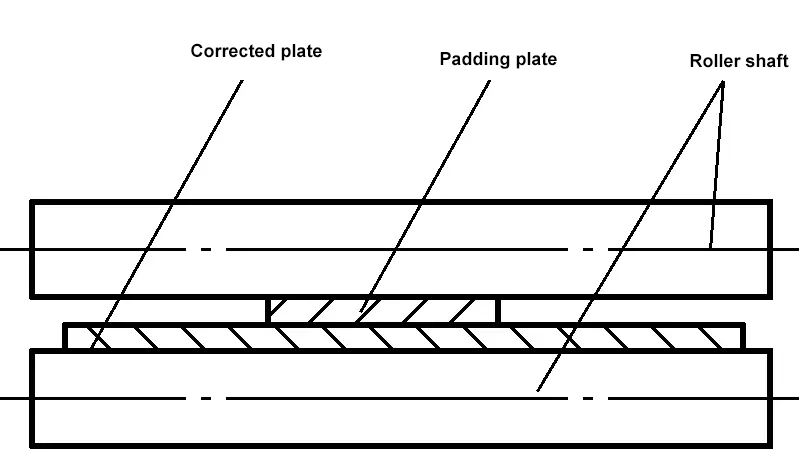
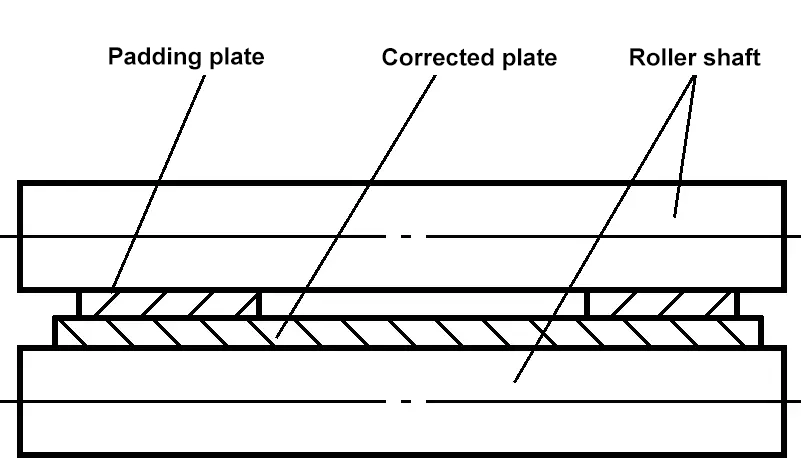
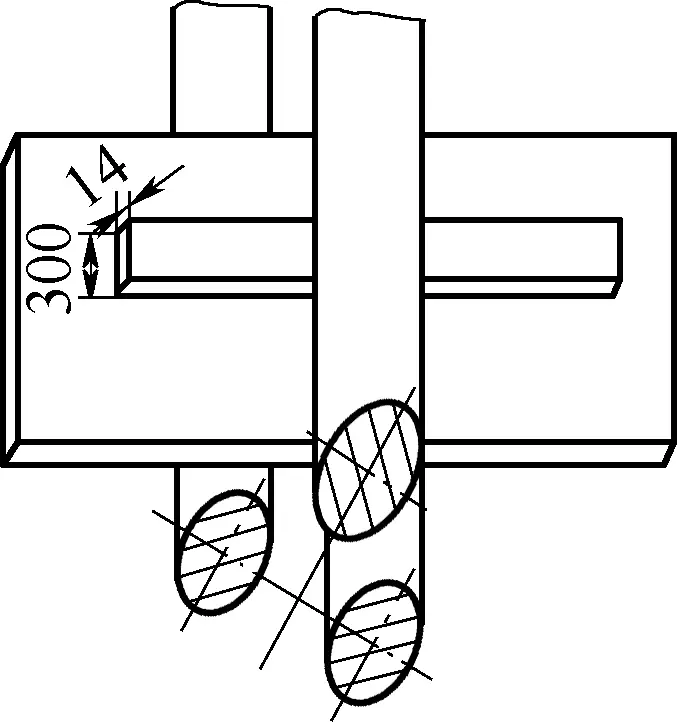
La figura 7 muestra un esquema de la corrección de una chapa de acero de 14mm×300mm×2560mm cortada por una cizalla inclinada. Durante la operación, se coloca una almohadilla de 32 mm de grosor en la máquina dobladora y, a continuación, la banda de acero se enrolla verticalmente en la máquina. El rodillo del eje superior se baja y se hace rodar repetidamente hacia delante y hacia atrás para corregir la curvatura plana y eliminar la torsión parcial. El grado de descenso del rodillo superior depende de la corrección, pero en ningún caso la almohadilla debe doblarse hacia arriba.
El requisito previo para utilizar este método es que la almohadilla sea bastante gruesa, generalmente entre 30 y 40 mm, y cuanto mayor sea la diferencia de rigidez entre la almohadilla y la placa que se corrige, mejor.
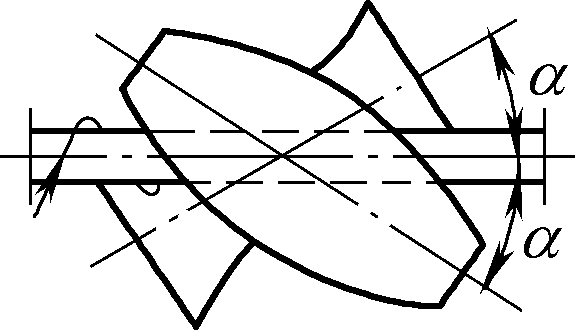
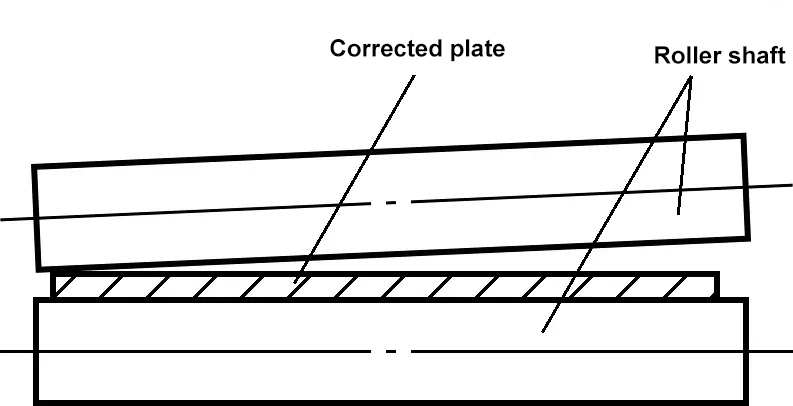
Al corregir la torsión de las bandas de acero, la banda de acero debe colocarse a un cierto ángulo con respecto al rodillo del eje. Debido a los diferentes grados de torsión, el ángulo de inclinación es difícil de determinar de antemano y, por lo general, se ajusta en función de la cantidad de presión aplicada y del efecto de corrección observado. El proceso de corrección debe comenzar de forma ligera y aumentar gradualmente la presión, observando el efecto antes de proceder a la corrección por lotes. Debe evitarse apretar demasiado, ya que podría provocar una torsión inversa, empeorando la situación.
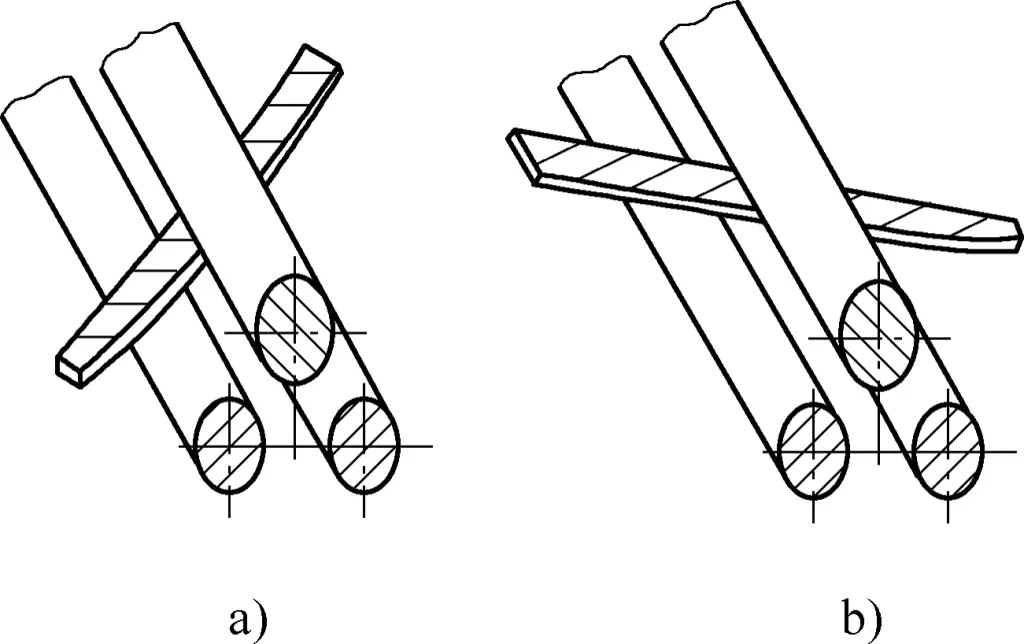
Las figuras 8a y 8b muestran, respectivamente, métodos para corregir tiras de acero torcidas hacia la derecha y hacia la izquierda. El efecto de corrección depende del ángulo con el que se coloca el material en el rodillo del eje, pero no está relacionado con qué extremo se alimenta primero.
Si se coloca un acolchado debajo del material, es imposible corregir la torsión, ya que el acolchado no puede doblarse hacia arriba.
La corrección mecánica de tubos, perfiles de acero y otros perfiles se realiza principalmente mediante la corrección en frío, que implica el uso de enderezadoras de perfiles de varios rodillos, estiradoras de perfiles y prensas.
El principio de funcionamiento de una enderezadora de perfiles de varios rodillos es similar al de una enderezadora de chapas. La diferencia es que el rodillo corrector es un rodillo adaptado al contorno y alineado con la sección transversal del perfil que se corrige, como se muestra en la figura 9. Cuando se corrigen perfiles diferentes, pueden utilizarse rodillos con contornos distintos.
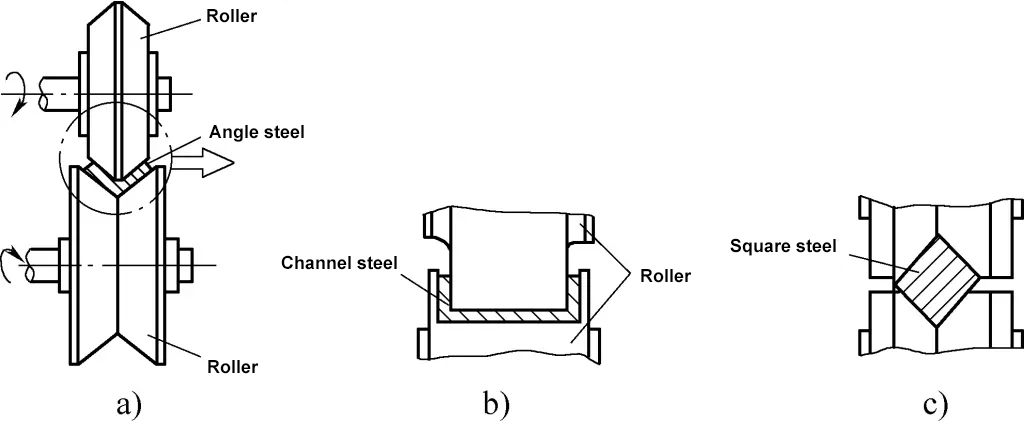
a) Corrección del ángulo de acero
b) Corrección del canal de acero
c) Corrección cuadrada de acero
De forma similar al principio de nivelación de hojas, los perfiles pasan por filas superiores e inferiores de rodillos y se doblan repetidamente, estirando así las fibras y logrando la corrección. En las máquinas de rodillos rectos, las líneas del eje de los rodillos son paralelas, lo que las hace adecuadas para diversos perfiles. En las máquinas de rodillos oblicuos, los contornos de los rodillos son hiperbólicos, y los rodillos están dispuestos en su mayoría en grupos superiores e inferiores (2-3 rodillos por grupo), con el eje del rodillo oblicuo. Esto induce un movimiento de rotación adicional en los materiales redondos, mejorando el efecto de corrección, lo que las hace adecuadas para la corrección de tubos, varillas y alambres.
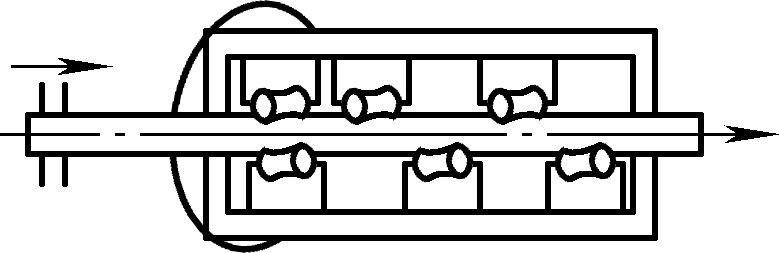
La deformación por flexión de perfiles de acero y diversas vigas soldadas puede corregirse mediante el método de flexión inversa con un estirador de perfiles. La camilla está dispuesta horizontalmente, y las piezas móviles suelen ser de doble cabezal (véanse las figuras de la Tabla 1).
Durante el funcionamiento, el perfil de acero se coloca entre el soporte y el empujador. La parte que sobresale es bloqueada por el empujador y presionada hacia el soporte mientras puede moverse a lo largo. La posición del soporte puede ajustarse accionando el volante para adaptarse a diferentes grados de curvatura del perfil de acero. Cuando el empujador es accionado por el motor para moverse horizontalmente hacia adelante y hacia atrás, aplica periódicamente un empuje al perfil de acero que se está corrigiendo, provocando la flexión inversa para lograr el propósito de la corrección.
La posición inicial del empujador puede ajustarse para controlar la cantidad de deformación. La mesa está equipada con rodillos para apoyar el perfil de acero y reducir la fricción durante su movimiento de vaivén. La enderezadora de perfiles de acero también puede utilizarse para doblar los perfiles de acero, lo que la convierte en una máquina de doble uso, tanto para doblar como para corregir.
El principio de enderezado, la secuencia y el método para enderezar perfiles y varias vigas soldadas con una prensa son los mismos que para los materiales de chapa gruesa, pero durante la operación, la posición de colocación de la pieza de trabajo, la ubicación de prensado, el grosor de la cuña y el área de colocación deben ajustarse razonablemente de acuerdo con el tamaño y la deformación de la pieza de trabajo para mejorar la calidad y la velocidad de enderezado. La figura 10 muestra un diagrama esquemático del enderezado de perfiles metálicos con una prensa.
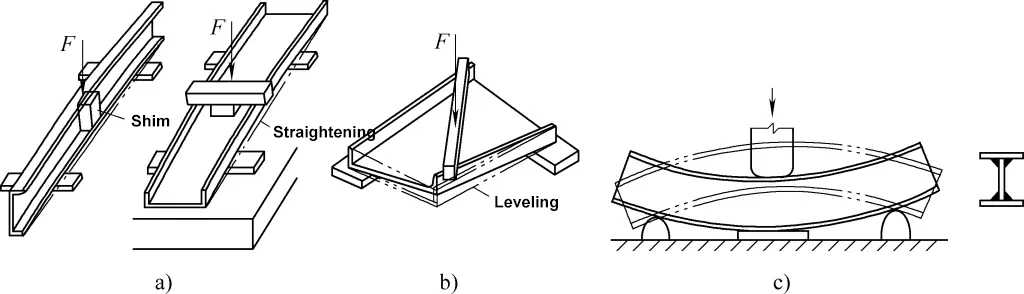
a) Enderezado de curvas de canal de acero
b) Enderezado por torsión de canal de acero
c) Enderezado de curvas de vigas en I


