
Máquinas de corte por plasma: Una visión en profundidad
¿Cómo puede una máquina aprovechar la potencia del plasma para cortar metal con precisión? Las máquinas de corte por plasma ofrecen una...
¿Cómo se comparan el corte por plasma y el corte por láser? El corte por plasma ofrece velocidad y eficacia para metales gruesos, mientras que el corte por láser proporciona precisión y bordes más limpios para materiales más finos. Este artículo desglosa los principios, ventajas y aplicaciones de ambos métodos, ayudándole a comprender qué tecnología de corte se adapta mejor a sus necesidades. Tanto si es un aficionado al bricolaje como un profesional de la industria, obtendrá valiosos conocimientos sobre estas potentes técnicas de corte. Siga leyendo para descubrir la herramienta adecuada para su próximo proyecto.


El corte por plasma es un proceso de corte térmico de alta precisión que utiliza un arco constreñido de alta densidad energética y un flujo de plasma de alta velocidad para fundir y expulsar el metal, creando un corte limpio y continuo. Esta técnica avanzada ioniza el gas para formar plasma, que se dirige a través de una boquilla de cobre de diámetro fino para concentrar la energía.
El proceso de corte por arco de plasma ofrece varias ventajas sobre los métodos tradicionales:
Sin embargo, el corte por plasma presenta algunos retos:
Cabe destacar que la tecnología de plasma va más allá de las aplicaciones de corte. La versatilidad de los sistemas de arco de plasma permite realizar operaciones de soldadura, pulverización, recargue y ranurado, lo que la convierte en una valiosa herramienta polivalente en la fabricación de metales.
Para optimizar el rendimiento del corte por plasma y mitigar sus inconvenientes, considere la posibilidad de instalar mesas de agua para reducir el ruido y controlar los humos, así como de invertir en sistemas de plasma de alta definición para mejorar la calidad del corte y reducir el impacto medioambiental.

1.1 Características del corte por arco de plasma
El corte por arco de plasma utiliza un arco altamente comprimido y a alta temperatura entre un cátodo (normalmente un electrodo de tungsteno) y un ánodo. Este proceso crea un chorro de plasma caracterizado por una alta ionización, densidad de energía y velocidad de flujo.
El mecanismo de corte consiste en forzar el arco y el gas inerte a través de una boquilla de pequeño diámetro, produciendo un chorro extremadamente caliente y de alta velocidad. Esta energía concentrada del arco funde el material de la pieza, mientras que el chorro de gas expandido a alta temperatura expulsa el metal fundido a través del corte.
Cuando se cortan materiales ferrosos como acero al carbono o hierro fundido, se puede añadir oxígeno a la corriente de gas para proporcionar energía exotérmica adicional, mejorando el proceso de corte.
Las principales ventajas del corte por arco de plasma son
Sin embargo, el corte por plasma también tiene algunas limitaciones:
Los equipos de corte por arco de plasma suelen requerir:
Existen sistemas de corte por plasma manuales y automatizados. El corte manual requiere conocimientos similares a los del oxicorte, pero con un control adicional de los parámetros. Los sistemas automatizados ofrecen mayor precisión y productividad, y a menudo incorporan mesas o camisas de agua para reducir el ruido y los humos.
En conclusión, el corte por arco de plasma ofrece ventajas significativas en velocidad, versatilidad y calidad de corte para una amplia gama de materiales y espesores. Sin embargo, a la hora de elegir un proceso de corte, deben sopesarse el coste del equipo, los requisitos de seguridad y las limitaciones en materiales muy gruesos.
1.2 Principio de funcionamiento del corte por arco de plasma
El corte por arco de plasma utiliza un arco de plasma de temperatura extremadamente alta, que suele oscilar entre 10.000 °C y 14.000 °C, lo que supera considerablemente el punto de fusión de todos los metales y no metales conocidos. Este calor extremo permite cortar una gran variedad de materiales, incluidas la mayoría de las sustancias metálicas y no metálicas.
Desarrollado en la década de 1950, el corte por arco de plasma se empleó inicialmente para cortar materiales metálicos que suponían un reto para el corte tradicional con llama de oxígeno-acetileno, como las aleaciones de aluminio y el acero inoxidable. A medida que la tecnología evolucionó, su aplicación se amplió para incluir el acero al carbono y el acero de baja aleación, convirtiéndolo en un método de corte versátil en la fabricación moderna.
El diseño fundamental de una antorcha de corte por arco de plasma se parece mucho al de una antorcha de soldadura por arco de plasma. Sin embargo, la diferencia clave radica en las características del flujo de gas:
La eficacia del arco de plasma para el corte viene determinada por varios factores:
La figura 4.1 ilustra la estructura básica de una antorcha de corte por arco de plasma.
En las operaciones de corte por arco de plasma, la fuente de alimentación está configurada exclusivamente para polaridad positiva de CC, con la pieza de trabajo conectada al electrodo positivo. Esta configuración garantiza una transferencia de energía y un rendimiento de corte óptimos.
Cuando se corta metal, se emplea un arco transferido. El método de iniciación de este arco transferido depende del diseño específico de la antorcha de corte. Las antorchas de corte por arco de plasma pueden clasificarse en dos tipos principales:
La Figura 4.2 muestra el diagrama de cableado del circuito de una antorcha de corte de arco piloto. El circuito de la antorcha de corte de arco no piloto es similar, pero carece de la rama resistiva presente en la configuración de arco piloto. Esta diferencia de diseño afecta a las características de iniciación y estabilidad del arco de cada tipo de antorcha.
Comprender estos principios y las configuraciones de los equipos es crucial para optimizar los procesos de corte por arco de plasma en aplicaciones industriales, garantizando cortes eficientes y de alta calidad en una amplia gama de materiales.
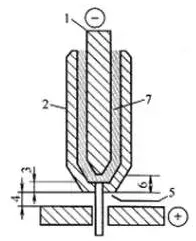
Fig. 1 Estructura básica de la pistola de corte por arco de plasma
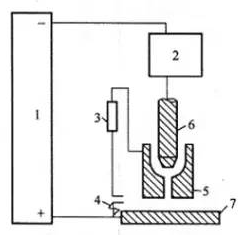
Fig. 2 Circuito básico de la pistola de corte por arco de mantenimiento
La función de la resistencia en la Fig. 2 es limitar la corriente de mantenimiento del arco al valor más bajo que pueda encender suavemente el arco de transferencia.
Se utiliza un arrancador de arco de alta frecuencia para encender el arco de mantenimiento.
Cuando se produce el arco, el contacto del contactor se cierra y el arrancador de arco de alta frecuencia genera alta frecuencia y alta tensión para encender el arco de mantenimiento.
Una vez encendido el arco de mantenimiento, cuando la pistola de corte se acerca a la pieza, la llama de plasma de alta velocidad procedente de la boquilla entra en contacto con la pieza para formar una trayectoria entre el electrodo y la pieza, de modo que el arco se transfiere entre el electrodo y la pieza.
Una vez establecido el arco de transferencia, el arco de mantenimiento se extingue automáticamente y el contacto del contactor se desconecta automáticamente tras un periodo de retardo.
El corte por láser es una tecnología de corte avanzada y muy utilizada en el procesamiento de materiales.
Es un método de procesamiento que utiliza un rayo láser de alta densidad energética como "herramienta de corte" para cortar térmicamente materiales.
La tecnología de corte por láser puede utilizarse para cortar diversos tipos de metal, placas no metálicas, materiales compuestos y materiales duros como el carburo de tungsteno y el carburo de titanio, y se ha utilizado ampliamente en la construcción de defensa nacional, aeroespacial, maquinaria de ingeniería y otros campos.
2.1 Principio y clasificación del corte por láser
(1) Principio del corte por láser
El corte por láser es un método de corte térmico de precisión que utiliza un rayo láser concentrado de alta densidad de potencia para procesar materiales. Cuando el rayo láser irradia la pieza de trabajo, calienta rápidamente el material hasta su punto de fusión, temperatura de vaporización o punto de ignición, dependiendo de las propiedades del material y del resultado deseado. Simultáneamente, una corriente de gas de alta velocidad, normalmente nitrógeno u oxígeno, se dirige coaxialmente con el rayo láser para expulsar el material fundido de la ranura, dando como resultado un corte limpio y preciso.
El proceso implica varios mecanismos clave:
El corte por láser ofrece varias ventajas, como alta precisión, mínima zona afectada por el calor, capacidad para cortar geometrías complejas y aptitud para una amplia gama de materiales, desde metales a no metales.
Véase la Fig. 3 para una representación esquemática del principio de corte por láser.
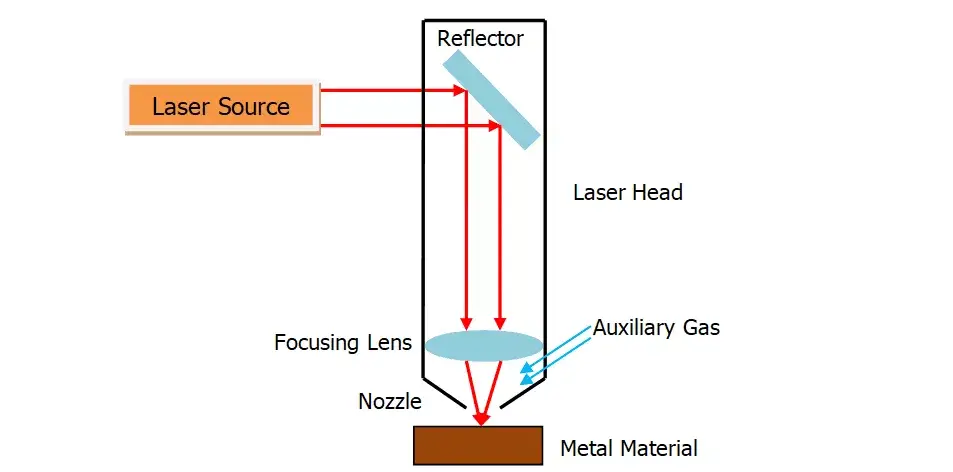
Fig. 3 Principio del corte por láser
(2) Clasificación del corte por láser
El corte por láser puede clasificarse en cuatro tipos principales: corte por vaporización láser, corte por fusión láser, corte por oxígeno láser y trazado láser con fractura controlada.
1) Corte por vaporización láser
En este proceso, un rayo láser de alta densidad energética calienta rápidamente la pieza de trabajo, haciendo que la temperatura del material alcance rápidamente su punto de ebullición. Esto provoca la vaporización del material, formando un chorro de vapor a alta velocidad. A medida que el vapor es expulsado, crea simultáneamente un corte en el material.
Debido al elevado calor de vaporización de los materiales, el corte por vaporización láser requiere una gran potencia y densidad de potencia. Este método se emplea principalmente para cortar chapas metálicas extremadamente finas y materiales no metálicos como papel, textiles, madera, plásticos y caucho.
2) Corte por fusión láser
El corte por fusión láser consiste en utilizar el calor del láser para fundir el material metálico. A continuación, se sopla un gas no oxidante (como Ar, He o N2) a través de una boquilla coaxial con el haz. La corriente de gas a alta presión expulsa el metal fundido, creando un corte.
Esta técnica requiere sólo aproximadamente 1/10 de la energía necesaria para el corte por vaporización, ya que no necesita la vaporización completa del material. El corte por fusión láser es especialmente eficaz para cortar materiales resistentes a la oxidación o metales activos, como el acero inoxidable, el titanio, el aluminio y sus aleaciones.
La eficacia y precisión del corte por fusión láser lo convierten en el método preferido en muchas aplicaciones industriales, especialmente cuando son cruciales unos cortes limpios y unas zonas mínimas afectadas por el calor.
3) Oxicorte por láser
El oxicorte por láser combina la precisión de la tecnología láser con la reacción exotérmica del oxicorte. Este proceso utiliza un rayo láser como fuente de precalentamiento y oxígeno como gas de corte, creando un efecto sinérgico que mejora la eficacia y la calidad del corte.
El mecanismo funciona en dos frentes principales:
Debido a la importante aportación de calor de la reacción de oxidación, el oxicorte por láser sólo requiere aproximadamente 50% de la energía láser necesaria para el corte por fusión pura. Esta eficiencia energética se traduce en velocidades de corte considerablemente mayores en comparación con los métodos de vaporización láser o corte por fusión.
El oxicorte por láser es especialmente eficaz para materiales con alta afinidad al oxígeno, como:
Sin embargo, es menos adecuada para materiales que forman óxidos refractarios o tienen poca tendencia a la oxidación, como los aceros inoxidables, el titanio, el aluminio y sus aleaciones. Para estos materiales, son más apropiadas otras técnicas de corte por láser, como el corte por fusión con asistencia de gas inerte.
4) Trazado láser y fractura controlada
El trazado por láser es una técnica de procesamiento de materiales de precisión que utiliza láseres de densidad de alta energía para crear ranuras controladas y poco profundas en la superficie de materiales frágiles. Este proceso consta de los siguientes pasos:
La fractura controlada, una técnica afín, aprovecha los fuertes gradientes de temperatura generados durante el trazado láser para inducir tensiones térmicas localizadas en materiales frágiles. Este método:
Tanto el trazado láser como la fractura controlada son especialmente valiosos para procesar materiales quebradizos como el vidrio, la cerámica y determinados semiconductores, ya que ofrecen ventajas en cuanto a precisión, velocidad y reducción del desperdicio de material en comparación con los métodos de corte tradicionales.
2.2 Características del corte por láser
En comparación con otros métodos de corte térmico, el corte por láser se caracteriza por una rápida velocidad de corte y de alta calidad.
Puede resumirse del siguiente modo.
(1) Calidad de corte superior
El corte por láser consigue una calidad de corte excepcional gracias a su pequeño punto focal, alta densidad de energía y rápidas velocidades de corte. Esta técnica avanzada ofrece varias ventajas clave:
① Corte de precisión: El corte por láser es excepcionalmente fino y estrecho, con lados paralelos perpendiculares a la superficie del material. Esta precisión permite precisiones dimensionales de las piezas cortadas que alcanzan ±0,05 mm (±0,002 pulgadas), superando a muchos métodos de corte tradicionales.
② Acabado superficial impecable: La superficie de corte muestra un aspecto limpio y estéticamente agradable. La rugosidad de la superficie se minimiza a solo unas decenas de micras (normalmente 10-50 μm Ra), eliminando a menudo la necesidad de operaciones de acabado secundarias. En muchos casos, las piezas cortadas por láser pueden utilizarse directamente sin procesamiento mecánico adicional, lo que agiliza los flujos de trabajo de producción.
③ Zona afectada por el calor (HAZ) mínima: El proceso de corte por láser genera una zona afectada por el calor extremadamente estrecha. Este aporte de calor localizado da como resultado:
La combinación de estos factores -precisión, calidad superficial y mínimo impacto térmico- hace del corte por láser una opción ideal para aplicaciones que requieren componentes de alta precisión, especialmente en sectores como el aeroespacial, la fabricación de dispositivos médicos y la ingeniería de precisión.
En la tabla 1 se comparan los métodos de corte por láser, oxiacetileno y plasma.
El material de corte es chapa de acero de bajo carbono de 6,2 mm de espesor.
Tabla 1 Comparación del corte por láser, el corte oxiacetilénico y el corte por plasma
| Método de corte | Anchura de hendidura / mm | Anchura de la zona afectada por el calor / mm | Forma de la hendidura | Velocidad de corte | Coste del equipo |
| Corte láser | 0.2~0.3 | 0.04~0.06 | en paralelo | Rápido | Alta |
| Corte oxiacetilénico | 0.9~1.2 | 0.6~1.2 | Relativamente paralelo | lento | Bajo |
| Corte por plasma | 3.0~4.0 | 0.5~1.0 | Moldeado e inclinado | Rápido | Medio |
(2) Alta eficacia de corte
Las máquinas de corte por láser destacan por su productividad gracias a sus exclusivas características de transmisión y a sus avanzados sistemas de control. Estos sistemas suelen incorporar varias mesas de trabajo CNC (control numérico por ordenador), lo que permite procesos de corte totalmente automatizados y controlados con precisión.
La operación de corte es extraordinariamente versátil y eficaz. Con una simple modificación del programa CNC, los operarios pueden pasar rápidamente de cortar piezas con distintas geometrías. Esta flexibilidad se extiende a las aplicaciones de corte en 2D y 3D, adaptándose a una amplia gama de requisitos de fabricación.
Entre las principales ventajas de la eficacia del corte por láser se incluyen
Estas características se combinan para reducir significativamente los tiempos de ciclo, aumentar el rendimiento y mejorar la productividad general de fabricación en comparación con los métodos de corte tradicionales.
(3) Velocidad de corte rápida
Un sistema láser de alta potencia, que normalmente utiliza una fuente de 1200 W, puede alcanzar velocidades de corte notablemente altas para diversos materiales. Al procesar placas de acero con bajo contenido en carbono de 2 mm de grosor, se pueden alcanzar velocidades de corte de hasta 15.000 mm/min, lo que demuestra la eficacia de la tecnología láser en el trabajo del metal.
La versatilidad del corte por láser se extiende también a los materiales no metálicos. Por ejemplo, al cortar láminas de resina de polipropileno de 5 mm de grosor, las velocidades también pueden alcanzar los 15.000 mm/min, lo que demuestra la adaptabilidad del sistema a distintos tipos y grosores de material.
Una de las principales ventajas del corte por láser es su naturaleza sin contacto, que elimina la necesidad de sujeción mecánica o fijación de las piezas de trabajo. Esta característica no sólo reduce los costes de utillaje y simplifica la configuración, sino que también disminuye significativamente el tiempo auxiliar de carga y descarga de material. La ausencia de contacto físico también minimiza el riesgo de deformación de la pieza, lo que resulta especialmente beneficioso en el caso de materiales finos o delicados.
Además, la precisión y la velocidad del corte por láser contribuyen a reducir el desperdicio de material y a mejorar la consistencia de las piezas, aumentando la eficacia general de la fabricación. La capacidad de esta tecnología para realizar cortes complejos con zonas mínimas afectadas por el calor la hace ideal tanto para la creación de prototipos como para la producción de grandes volúmenes en sectores que van desde la automoción a la fabricación de productos electrónicos.
(4) Corte sin contacto
El corte por láser funciona sin contacto físico entre el mecanismo de corte y la pieza de trabajo, lo que elimina el desgaste de la herramienta y aumenta la longevidad del equipo. Esta naturaleza sin contacto permite realizar cortes precisos con una distorsión térmica mínima, lo que resulta especialmente beneficioso para los materiales sensibles al calor.
La versatilidad del corte por láser no tiene parangón; para procesar diversas geometrías de piezas sólo es necesario ajustar parámetros del láser como la potencia, la frecuencia y la distancia focal. Esta flexibilidad reduce significativamente el tiempo de preparación y mejora la eficiencia de la producción en comparación con los métodos de corte tradicionales que requieren cambios de herramienta.
Además, el corte por láser ofrece varias ventajas medioambientales y ergonómicas:
Estas características hacen del corte por láser una opción ideal para entornos de salas blancas e industrias con estrictas normas de calidad y medioambientales, como la fabricación de dispositivos médicos y las aplicaciones aeroespaciales.







