ASTM A312 frente a ASTM A269: ¿Cuál es la diferencia?
En el mundo industrial, la selección del producto de acero inoxidable adecuado puede influir significativamente en el éxito del proyecto. ASTM A312 y ASTM...

La nueva tecnología de curvado libre de tubos se utiliza principalmente en la industria del automóvil. El principio del proceso se muestra en la figura 4-87. El curvado se completa principalmente mediante el avance en la dirección Z a través del molde guía y el molde de curvado, mientras que el molde de curvado está conectado al molde guía a través de un rodamiento de bolas. Durante el curvado del tubo, sólo es necesario cambiar la dirección X e Y del rodamiento de bolas a través de un servomotor de CA.
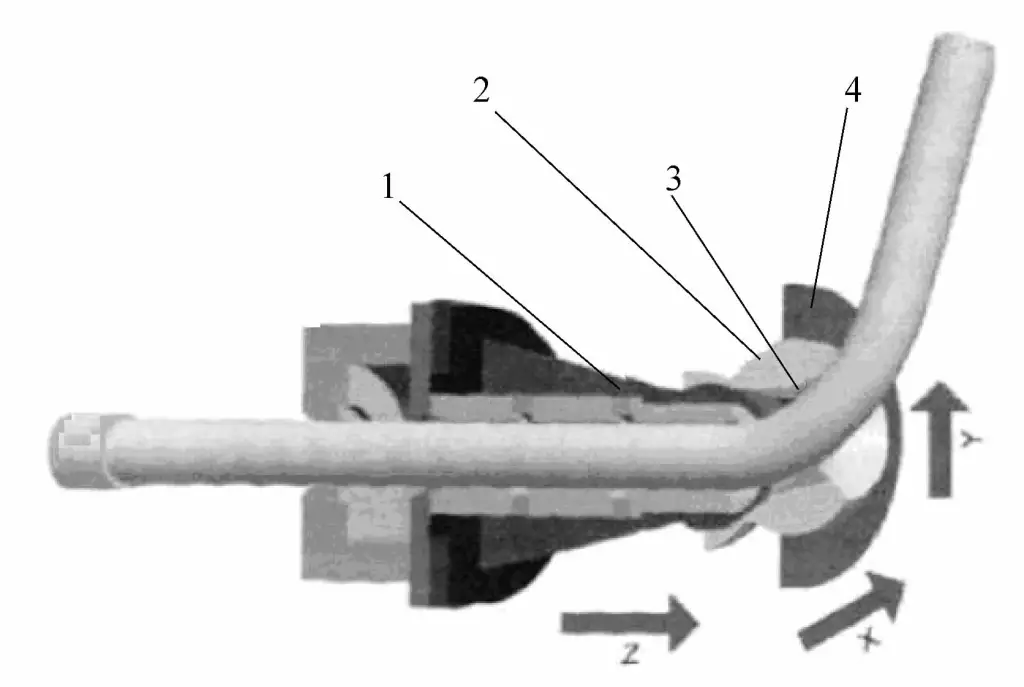
1-Molde guía
2-Molde de plegado
3-Insertos de cerámica o carburo
Rodamientos de 4 bolas
El proceso de curvado libre tiene muchas ventajas, como la rápida velocidad de curvado y la capacidad de conformar completamente según geometrías de curvado personalizadas sin necesidad de volver a sujetar el tubo, incluso en el caso de curvados múltiples o curvados en espiral con sólo una pequeña transición. Además, es especialmente adecuado para el curvado de perfiles y tubos, lo que hace que el curvado libre sea más aplicable a la fabricación de tubos de automoción. piezas curvadas.
En la fabricación de intercambiadores de calor para aparatos de aire acondicionado, dispositivos de agua caliente, etc., debido a la limitación del espacio de las tuberías, es deseable que el tamaño sea lo más pequeño posible. radio de curvatura como sea posible. En los últimos años, se ha desarrollado con éxito un proceso de curvado con radio de curvatura cero combinando el proceso de curvado con la hidráulica. Como se muestra en la figura 4-88, el molde consta de un molde superior 2 y un molde inferior 3. Se inserta un tubo de acero en los moldes superior e inferior. Se inserta un tubo de acero en los moldes superior e inferior, se aplica presión interna P dentro del tubo, y los moldes superior e inferior se mueven uno respecto al otro bajo la acción del empuje W, haciendo que el tubo de acero sufra una flexión de radio cero.
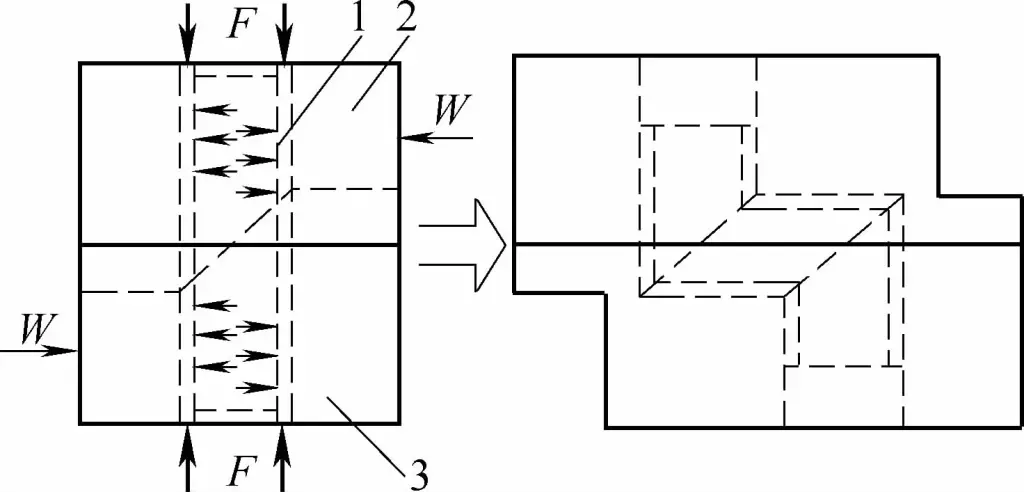
1-Tubo en blanco
2-Molde superior
3-Molde inferior
Para evitar la fractura local durante la deformación por flexión, se aplica presión F en ambos extremos del tubo de acero. La elección de la presión interna P, la presión F y la fuerza de movimiento del molde W adecuadas es beneficiosa para reducir la posibilidad de defectos durante la deformación del tubo de acero. curvado de tubos proceso de conformado, obteniendo así tubos curvados de alta calidad.
El curvado por media frecuencia y el curvado por llama son un proceso continuo de calentamiento, curvado y enfriamiento, que pertenece al proceso de curvado en caliente. El curvado de media frecuencia consiste en colocar una bobina de inducción de media frecuencia alrededor de la pieza bruta de tubería, utilizando la corriente de inducción de media frecuencia para calentar localmente la pieza bruta de tubería a la temperatura alta requerida, luego curvar la pieza calentada y rociar inmediatamente agua para enfriar después del curvado, obteniendo así los accesorios de tubería curvados requeridos.
El curvado de media frecuencia requiere equipos especializados, como las máquinas curvadoras eléctricas de inducción de media frecuencia. Según los diferentes métodos de aplicación del par de curvado por la máquina curvadora, se divide en curvado por tracción y curvado por empuje (véanse las figuras 4-89 y 4-90).
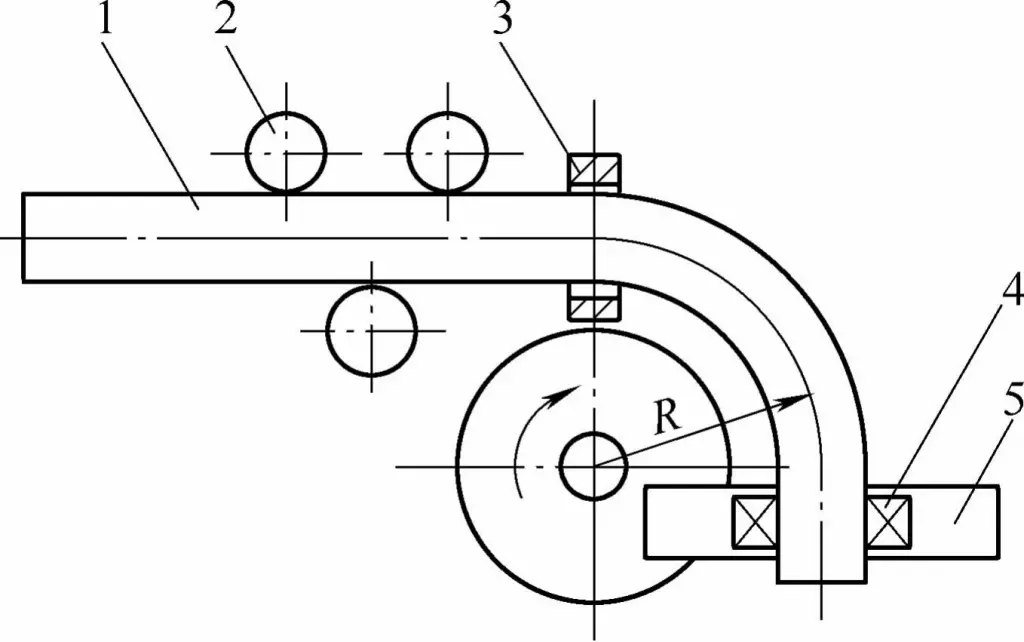
1-Tubo en blanco
2-Rodillo de apoyo
3-Bobina de inducción
4 abrazaderas
5-Brazo oscilante
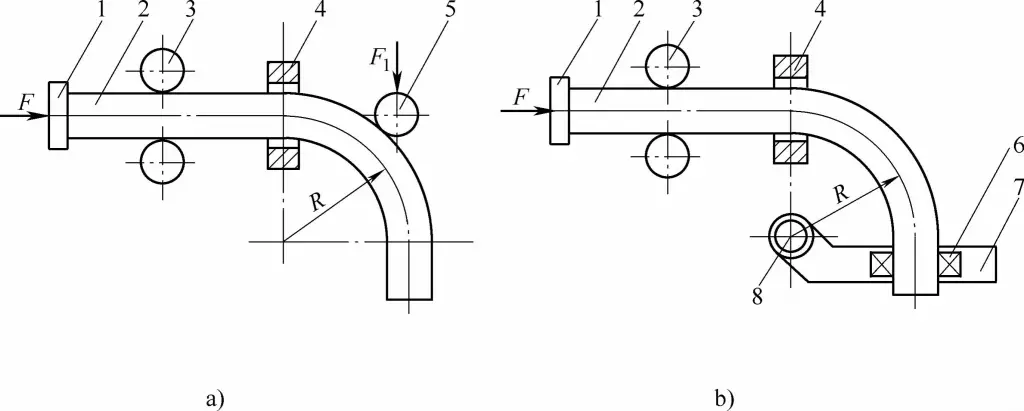
1-Deflector de empuje
2 tubos en blanco
Rodillo de 3 apoyos
Bobina de inducción 4
Rodillo 5-Top
6-Chuck
Brazo de 7 articulaciones
8 ejes
El proceso de plegado por tensión térmica es un método de conformado especial que utiliza la tensión térmica generada por la distribución desigual de la temperatura en el interior de la pieza para impulsar la deformación de la pieza. Tiene las ventajas de que no requiere fuerza externa, no necesita molde y es fácil de utilizar in situ. Los métodos habituales para generar tensión térmica incluyen el calentamiento o enfriamiento local de la pieza. Los métodos de calentamiento incluyen el calentamiento local por llama y el calentamiento general en un horno de calentamiento; los métodos de enfriamiento incluyen el enfriamiento por aire, el enfriamiento por pulverización de agua y el enfriamiento por inmersión.
El método específico a adoptar debe seleccionarse en función de las condiciones reales de procesamiento y las características de la pieza. El Instituto de Tecnología Electromecánica de Pekín ha llevado a cabo investigaciones relacionadas con el curvado por tensión térmica de tubos y ha diseñado un esquema de calentamiento global en el horno seguido de enfriamiento por inmersión, que puede lograr mejores efectos de curvado. En primer lugar, se calienta el tubo en su conjunto a una temperatura elevada y, a continuación, se sumerge horizontalmente en agua a una velocidad determinada. Una vez que el tubo se ha enfriado completamente, se dobla hacia el lado que se sumergió en agua en último lugar.
El plegado por láser es una nueva tecnología que utiliza el campo de tensión térmica interna no uniforme que se forma cuando un rayo láser irradia la superficie de un material para lograr el conformado del material. La esencia del láser plegado conformado La tecnología se basa en las características de expansión y contracción térmica de los materiales, cambiando los parámetros de calentamiento para obtener una distribución razonable de la temperatura, controlando así el tamaño y la dirección de la tensión térmica generada en el interior del material, haciendo que la deformación plástica del material se desarrolle en la dirección predeterminada y produzca finalmente el tamaño de deformación requerido del método de conformado.
Su mecanismo de deformación es muy complejo, a menudo una mezcla de varios mecanismos. En la actualidad, muchos estudiosos en el país y en el extranjero han hecho un montón de trabajo de investigación sobre el mecanismo específico de conformado térmico por láser, que se puede resumir en tres mecanismos principales de deformación, a saber, Gradiente de Temperatura Mecanismo (TGM), Mecanismo de pandeo (BM), y Mecanismo de trastorno (UM), como se muestra en la Figura 4-91.
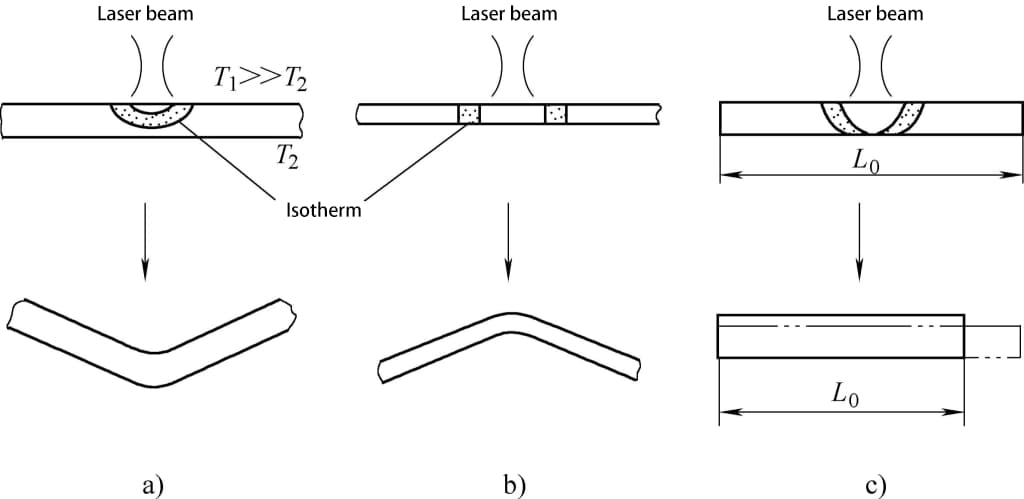
a) Mecanismo de gradiente de temperatura
b) Mecanismo de pandeo
c) Mecanismo de perturbación
Al conformar tubos curvados con láser, ajustando el parámetros de procesamiento láser y eligiendo la trayectoria de barrido adecuada, es posible formar tubos curvados de cualquier forma. Sus ventajas significativas son las siguientes:
1) Conformado sin molde, ciclo de producción corto, alta flexibilidad, especialmente adecuado para la producción de lotes pequeños de piezas grandes.
2) Conformado sin contacto, la pieza deformada no está sujeta a fuerzas externas, no produce deformación por rebote de polvo y otros problemas relacionados.
3) Pertenece al conformado en caliente, la deformación total se acumula mediante múltiples barridos, por lo que puede conformar materiales difíciles de deformar a temperatura ambiente.
El procesamiento láser es un método de fabricación flexible en el que no hay acción mecánica de contacto entre la pieza de trabajo y el rayo láser; es un método directo que puede eliminar material directamente de la pieza de trabajo para formar formas de piezas, manteniendo una alta precisión y automatizando todo el proceso de procesamiento; el procesamiento láser es adecuado para dar forma a materiales difíciles de mecanizar, como aleaciones duras, aleaciones de titanio y aleaciones de níquel; tiene la capacidad de procesamiento micromecánico.
Debido a estas ventajas, el procesamiento por láser se utiliza ahora ampliamente en corte por láserLa soldadura láser, el marcado láser, el tratamiento láser de modificación de superficies, el taladrado láser y otros aspectos. Con el continuo desarrollo de la tecnología de procesamiento láser, la alta flexibilidad, la amplia aplicabilidad y la fuerte penetración del procesamiento láser han atraído un gran interés de muchos estudiosos, que compiten por introducir la tecnología láser en algunas tecnologías tradicionales.