Dominio del enderezado de chapa: Guía paso a paso
Enderezar chapa es un arte y una ciencia que requiere precisión, habilidad y las herramientas adecuadas para transformar...

A menudo, las chapas y los perfiles se deforman en cierta medida debido a fuerzas externas, soldaduras y un calentamiento desigual. Si la deformación supera las especificaciones técnicas, hay que corregirla. El enderezado es el proceso de restablecer la geometría deformada dentro del rango técnico especificado.
Las causas de la deformación son las siguientes:
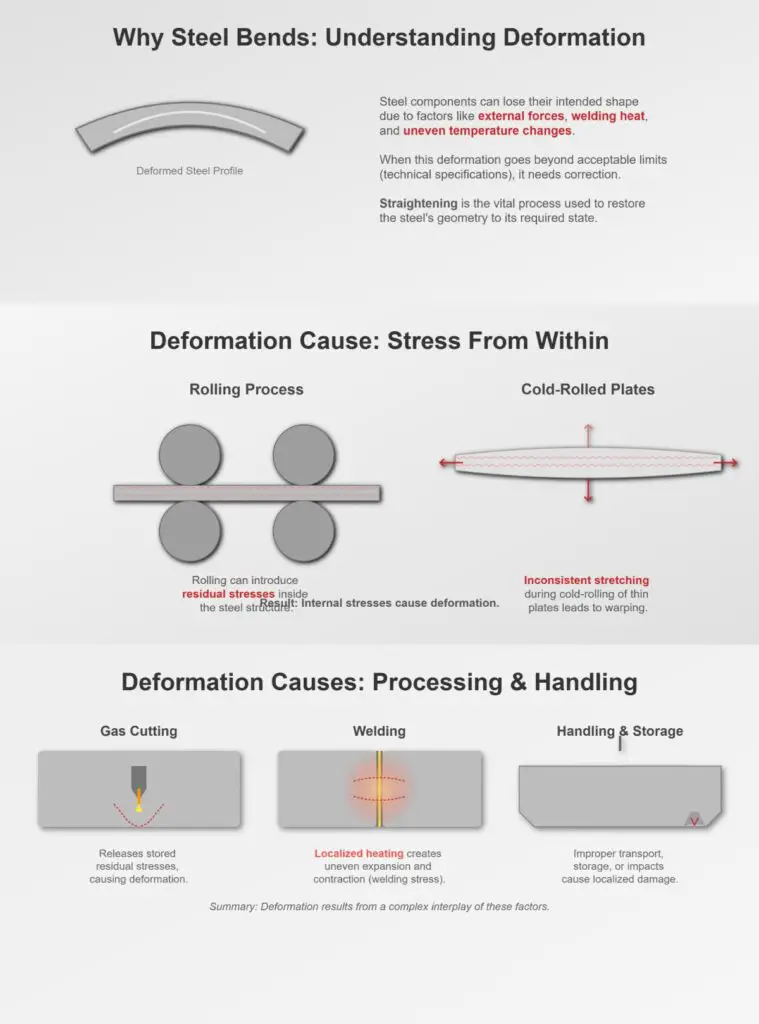
Durante el proceso de laminado, el acero puede desarrollar tensiones residuales que provocan deformaciones. Las incoherencias en el estiramiento de chapas finas laminadas en frío también pueden provocar deformaciones.
El metal sufre deformaciones cuando las tensiones residuales formadas durante el laminado se liberan a través del corte con gas; la deformación se produce durante la soldadura del acero debido al calentamiento localizado, y este calentamiento desigual genera tensiones de soldadura; además, un transporte, almacenamiento o manipulación inadecuados también pueden causar deformaciones localizadas. En resumen, las causas de la deformación del acero son polifacéticas y complejas.
La deformación del acero no debe superar las tolerancias, ya que de lo contrario afectará a la numeración de las piezas, al corte y a otros pasos de procesamiento, reduciendo la precisión del mecanizado e incluso afectando al correcto montaje de toda la estructura. Por lo tanto, es necesario corregirlo para eliminar o limitar su deformación dentro del rango especificado.
Las tolerancias para el acero antes de su uso se muestran en la Tabla 6-1.
Tabla 6-1 Tolerancias del acero antes de su uso
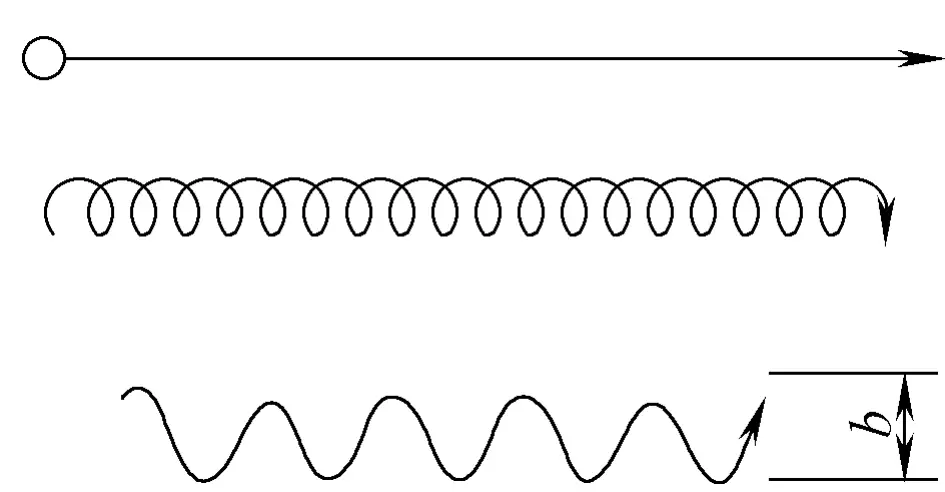
| Precisión geométrica | Diagrama simplificado | Valor de tolerancia |
| Deflexión local de placas de acero y acero plano | 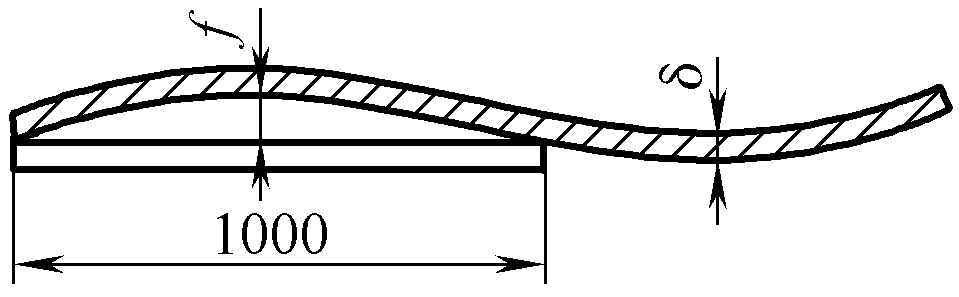 | Cuando δ≥14mm, f≤1mm; cuando δ<14mm, f≤1.5mm |
| Rectitud de ángulos, canales, vigas en I y tubos | 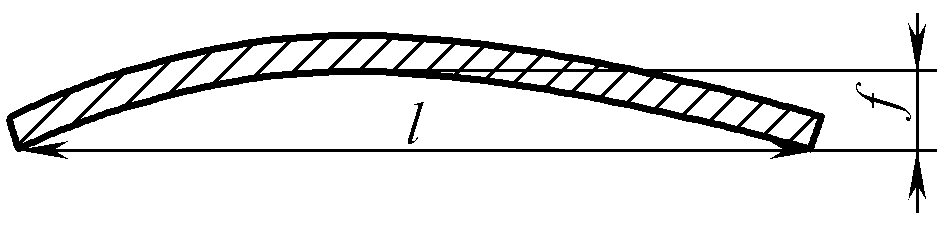 | f≤L/1000 ≤5mm |
| Verticalidad de ambas caras del ángulo de acero | 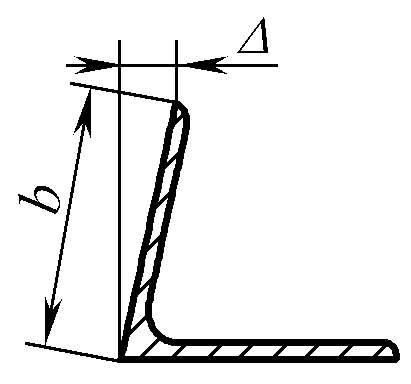 | Δ≤b/100 |
| Inclinación de las bridas de las vigas en I y los canales de acero | 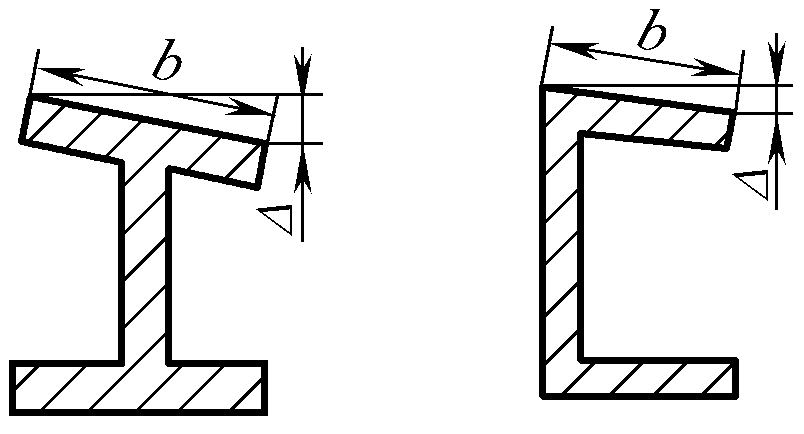 | Δ≤b/80 |
La corrección manual es una habilidad básica que debe dominarse en la producción real. Cuando no se dispone de equipos de corrección especializados, la corrección manual se utiliza ampliamente para chapas de pequeño tamaño, perfiles, piezas cortadas y deformaciones locales de estructuras soldadas.
La corrección manual común implica el uso de varias herramientas como martillos grandes, martillos y chapas metálicas, empleando métodos como martillar, arrancar, tirar y empujar en partes específicas de la pieza para extender y expandir el metal más apretado, haciendo finalmente que las longitudes de las fibras de cada capa sean consistentes para lograr el propósito de la corrección.
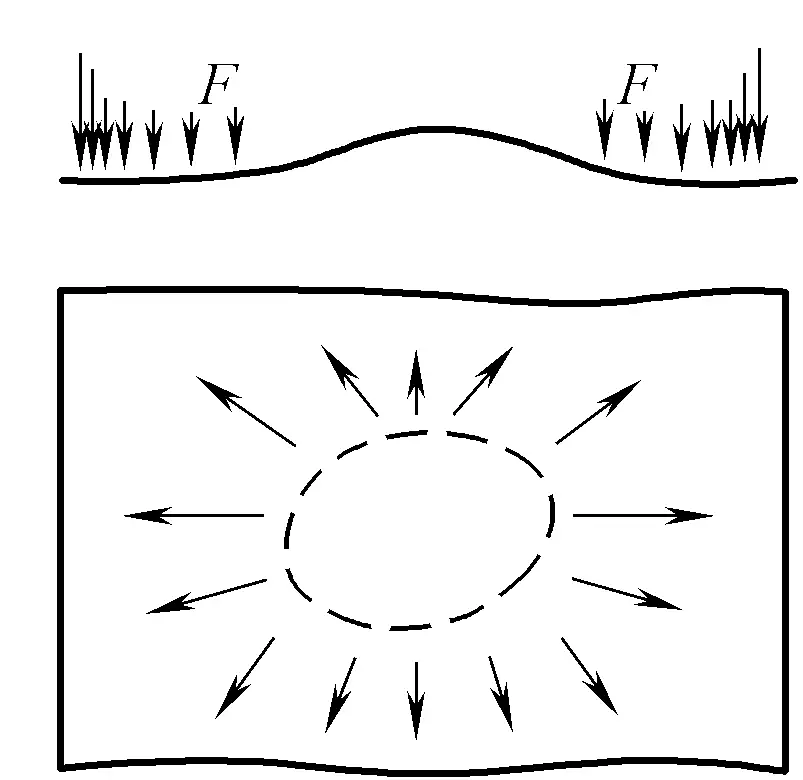
El abombamiento local de las placas finas se debe a que el material está suelto en el centro y apretado en los bordes. Durante la corrección, comience a martillar desde el borde del abultamiento irradiando hacia fuera, aumentando la fuerza y la densidad del martilleo a medida que se desplaza hacia fuera, para estirar las capas de fibra desde dentro hacia fuera en diversos grados, eliminando gradualmente la deformación del abultamiento durante el proceso de martilleo.
Si hay varias protuberancias adyacentes en el centro de la placa delgada, martille suavemente en las uniones de cada protuberancia para fusionarlas en una sola protuberancia y, a continuación, martille alrededor de ella como se ha descrito anteriormente para aplanarla. Como se muestra en la Figura 6-1.
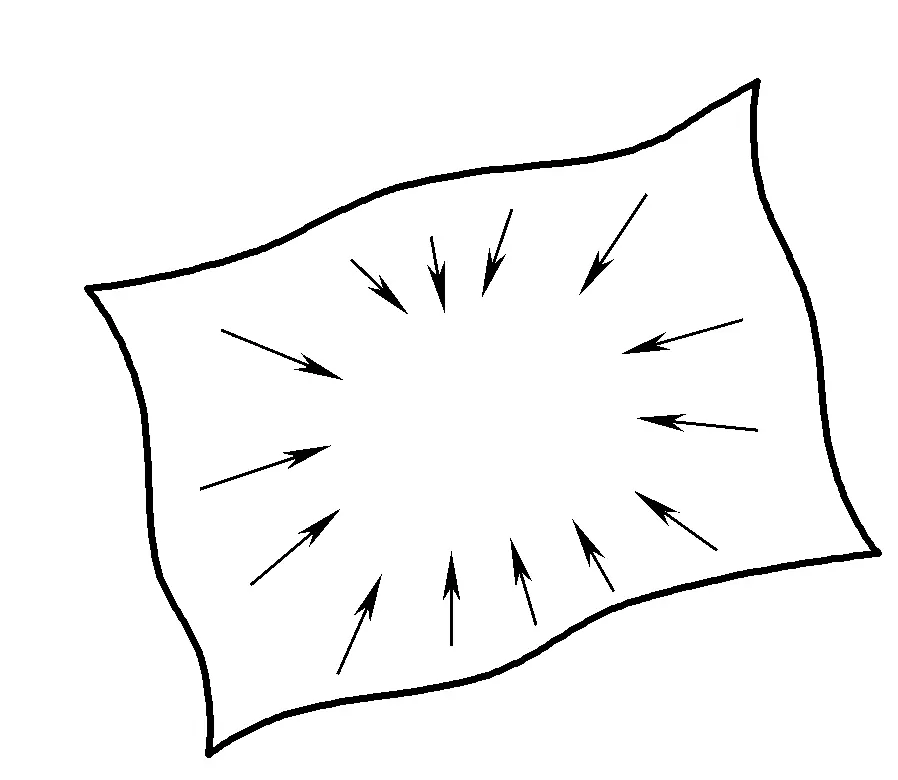
Si los bordes de la placa delgada están ondulados, indica que el material está suelto alrededor de los bordes y apretado en el centro. Durante la corrección, martille desde el exterior hacia el interior, aumentando gradualmente la fuerza y la densidad, para provocar un mayor estiramiento de las capas de fibras en el centro de la placa, logrando eliminar la deformación ondulada alrededor de los bordes. Como se muestra en la Figura 6-2.
La principal deformación en las chapas gruesas es la deformación por flexión. Para la corrección se suelen utilizar los dos métodos siguientes:
1) Martilleo directo en la protuberancia.
La fuerza de martilleo debe ser superior al límite elástico de la chapa, lo que provoca que el saliente sufra una compresión forzada y una deformación plástica para aplanarlo.
2) Martille la parte cóncava del saliente.
El martilleo de la zona cóncava puede utilizar una fuerza menor, haciendo que el material sólo se expanda en la zona cóncava, forzando a la zona cóncava a estar relativamente comprimida, logrando así el propósito de aplanar.
La deformación por flexión del acero plano, el acero angular, el acero redondo y los tubos redondos también puede corregirse mediante estiramiento con martillo, con el punto de martilleo en el lado cóncavo de la pieza (la flecha del diagrama indica la dirección de martilleo y la dirección de extensión del material). Como se muestra en la figura 6-3.
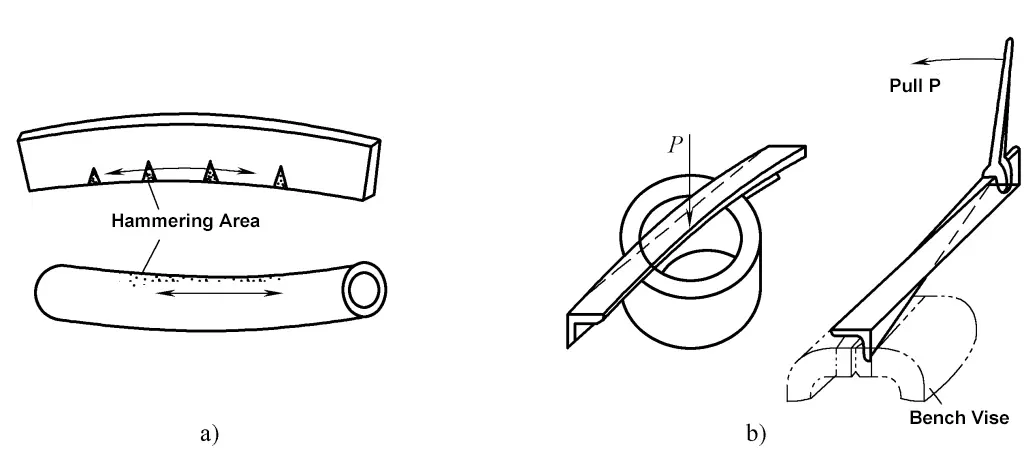
a) Estiramientos con martillo
b) Flexión, torsión
Además, la deformación por flexión y torsión del acero perfilado también puede corregirse en plataformas, bloques redondos y tornillos de banco utilizando herramientas como martillos y llaves, basándose en el momento de flexión formado por la fuerza externa correctora para lograr el propósito de la corrección.
El enderezado a la llama utiliza la deformación plástica causada por el calentamiento localizado del metal para compensar la deformación original y lograr el propósito del enderezado. Durante el enderezado por llama, el metal en las secciones de fibra más largas del acero o los componentes deformados debe calentarse de forma controlada con llama focalizada, alcanzando una determinada temperatura para obtener una deformación plástica irreversible por compresión. Tras el enfriamiento, se genera tensión de tracción en el material circundante, corrigiendo la deformación.
El metal tiene las características de expansión y contracción térmica, y puede producir tanto deformación elástica como plástica bajo fuerzas externas. Cuando se calienta localmente, la parte calentada del metal se expande, pero como el metal circundante está relativamente más frío, la expansión se ve obstaculizada, lo que provoca la compresión del metal calentado. Cuando la temperatura de calentamiento alcanza los 600~700°C, la tensión supera el límite elástico, lo que da lugar a una deformación plástica; en este punto, el grosor del material aumenta ligeramente, mientras que la longitud es menor que si pudiera expandirse libremente.
Para el acero de bajo contenido en carbono en general, cuando la temperatura alcanza los 600~650°C, el límite elástico se aproxima a cero, y la deformación del material metálico es principalmente deformación plástica. Ahora, vamos a explicar utilizando el ejemplo de calentamiento asimétrico en un lado de una tira larga.
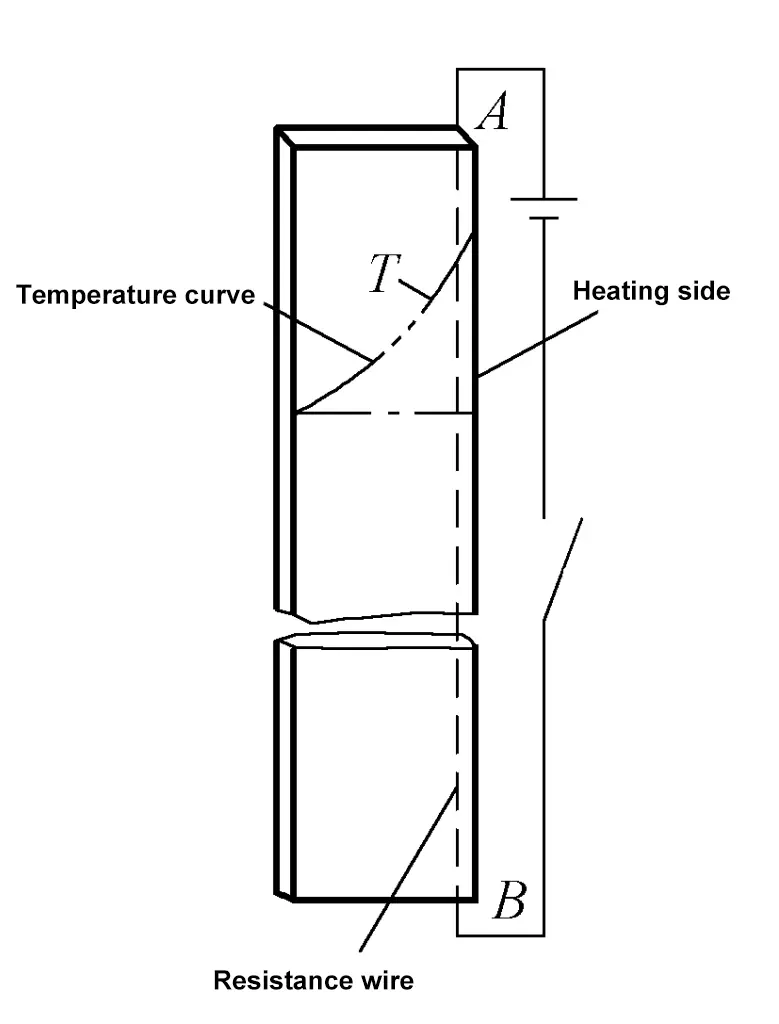
Si se utiliza un alambre de resistencia como fuente de calor para calentar rápidamente un lado AB de una banda estrecha, debido a la rápida velocidad de calentamiento, se genera en la banda un campo de calor no uniforme distribuido asimétricamente, como se muestra en la Figura 6-4 (donde T es la curva de distribución de temperatura). El corte de bandas estrechas de toda la chapa de acero con una cortadora de gas, o la soldadura a lo largo de un lado de la banda, es similar a esta situación.
Para facilitar la comprensión, supongamos que la tira está compuesta por varias tiras pequeñas que no están conectadas pero sí estrechamente unidas entre sí, cada tira pequeña puede expandirse libremente a su propia temperatura diferente, dando lugar a deformaciones escalonadas en los extremos de cada tira estrecha correspondientes a la curva de temperatura, como se muestra en la Figura 6-5a.
En realidad, dado que la banda es un todo, los materiales de las distintas partes se restringen entre sí, y la banda mostrará una deformación por flexión a lo largo de la dirección longitudinal, como se muestra en la Figura 6-5b, abombándose hacia el lado calentado. De acuerdo con las condiciones de equilibrio de tensiones, la distribución interna de tensiones de la banda durante el calentamiento es la que se muestra en la Figura 6-5c (el metal de ambos lados se comprime y el del centro se estira).
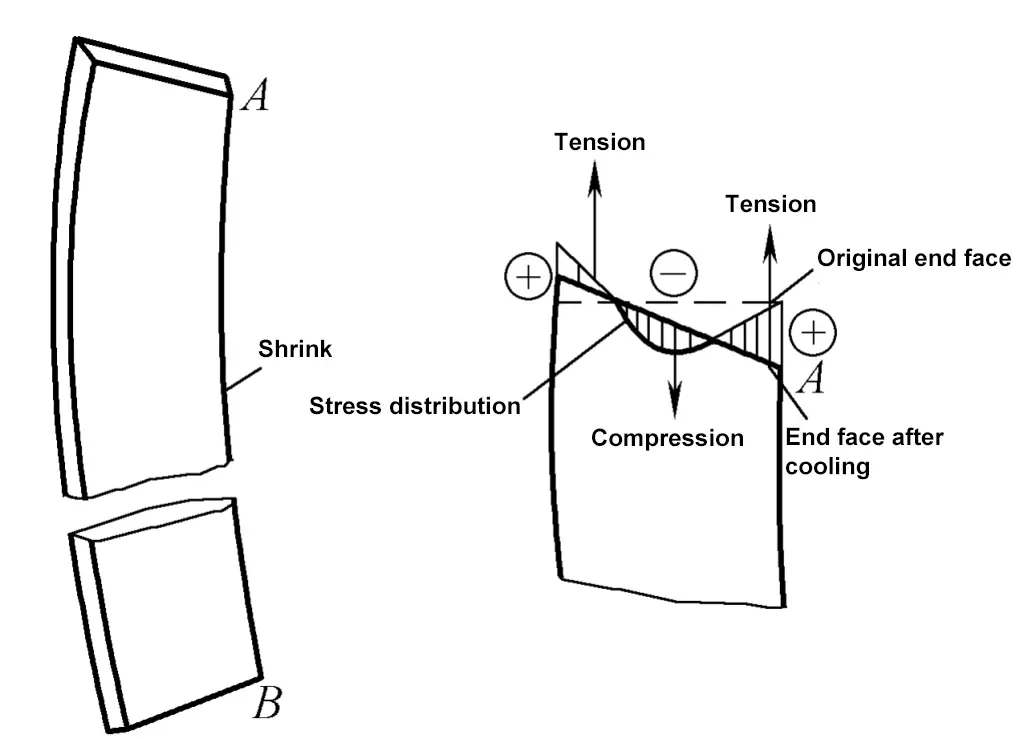
Como la temperatura en la cara calentada es alta, la tensión supera el límite elástico, lo que da lugar a una deformación plástica por compresión. Al enfriarse, la banda vuelve a la temperatura inicial, las partes que sufrieron deformación plástica compresiva durante el calentamiento se contraen, y la banda tendrá deformación residual (el lado calentado es cóncavo), con una distribución de tensiones como la que se muestra en la Figura 6-6, que es lo contrario de la situación durante el calentamiento, con el lado calentado generando tensión de tracción.
Esta es la regla básica de la deformación causada por el calentamiento localizado por llama, y es clave para dominar el enderezado por llama.
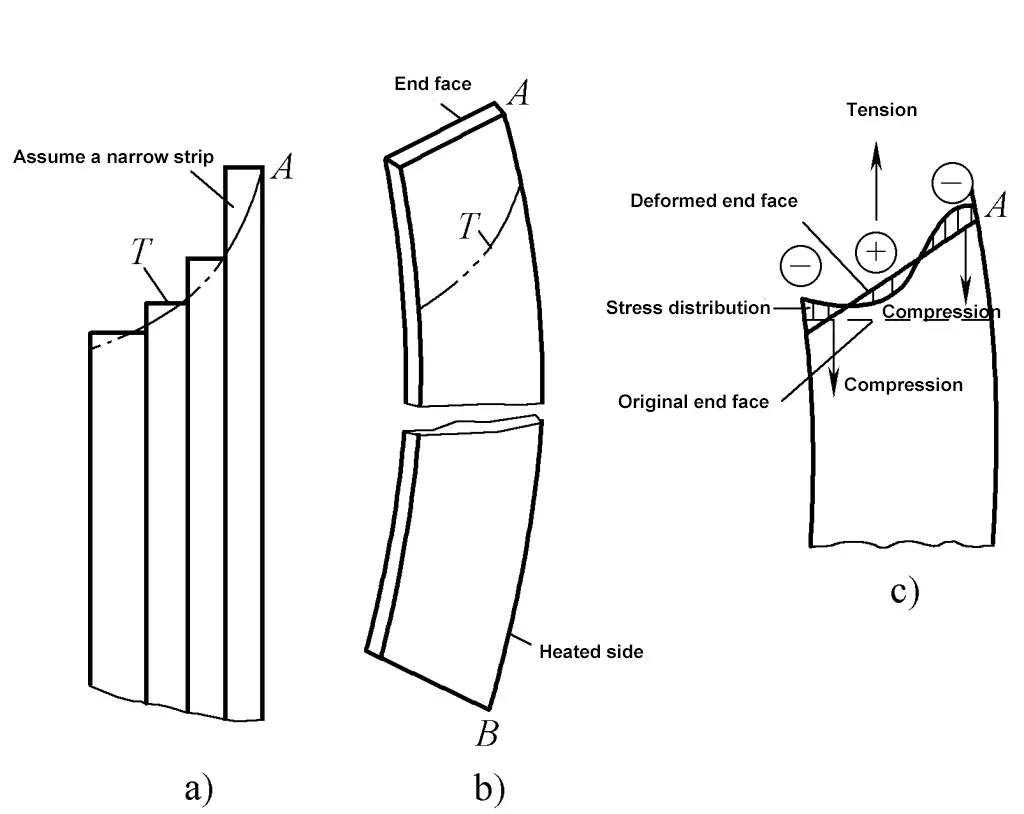
a) Deformación imaginaria de la banda
b) Deformación real de la cara extrema
c) Distribución de tensiones
Cuando se realiza el calentamiento local del metal en forma de tira o circular, los patrones de tensión y deformación pueden analizarse de forma similar.
1) El enderezado a la llama puede lograr una fuerza de enderezado considerable, con efectos evidentes. Para el acero de bajo contenido en carbono, calentar sólo 1 cm 2 a un estado plástico y luego se enfría puede producir unos 24kN de fuerza de enderezamiento. Si 0,01m 2 del área de calentamiento del material en la pieza alcanza un estado plástico durante el enderezado, producirá 2400kN de fuerza de enderezado después del enfriamiento.
Por lo tanto, el enderezado por llama no sólo se utiliza para los materiales de acero, sino también más ampliamente para corregir las deformaciones de diversas estructuras de acero de diferentes tamaños y formas.
2) El equipo de enderezado por llama es sencillo, los métodos son flexibles y el funcionamiento es cómodo. El enderezado por llama se utiliza no sólo en el proceso de preparación de materiales para corregir chapas y perfiles de acero, sino que también se aplica ampliamente en la corrección de diversas deformaciones de estructuras metálicas durante el proceso de fabricación, como en barcos, vehículos, bastidores pesados, grandes contenedores, y la corrección de cajas, vigas, etc.
3) La corrección por llama, al igual que la corrección mecánica, también consume parte de la reserva plástica de los materiales metálicos, por lo que debe utilizarse con precaución en el caso de estructuras especialmente importantes, materiales frágiles o poco plásticos. La temperatura de calentamiento debe controlarse adecuadamente. Si la temperatura supera los 850°C, los granos metálicos crecen y las propiedades mecánicas disminuyen; sin embargo, una temperatura demasiado baja reducirá el efecto de corrección.
En el caso de materiales propensos al enfriamiento rápido, debe tenerse especial cuidado al utilizar el calentamiento por llama con enfriamiento por agua.
Según la forma de la zona de calentamiento, existen tres métodos: calentamiento puntual, calentamiento lineal y calentamiento triangular.
Utilice la llama para moverse en un anillo circular sobre la pieza, calentándola uniformemente en forma de punto circular (comúnmente conocido como anillo de fuego), y caliente uno o más puntos según sea necesario. Cuando se calientan varios puntos, se distribuyen en forma de flor de ciruelo sobre la placa, como se muestra en la Figura 6-7, y se disponen en líneas rectas para perfiles o tubos.
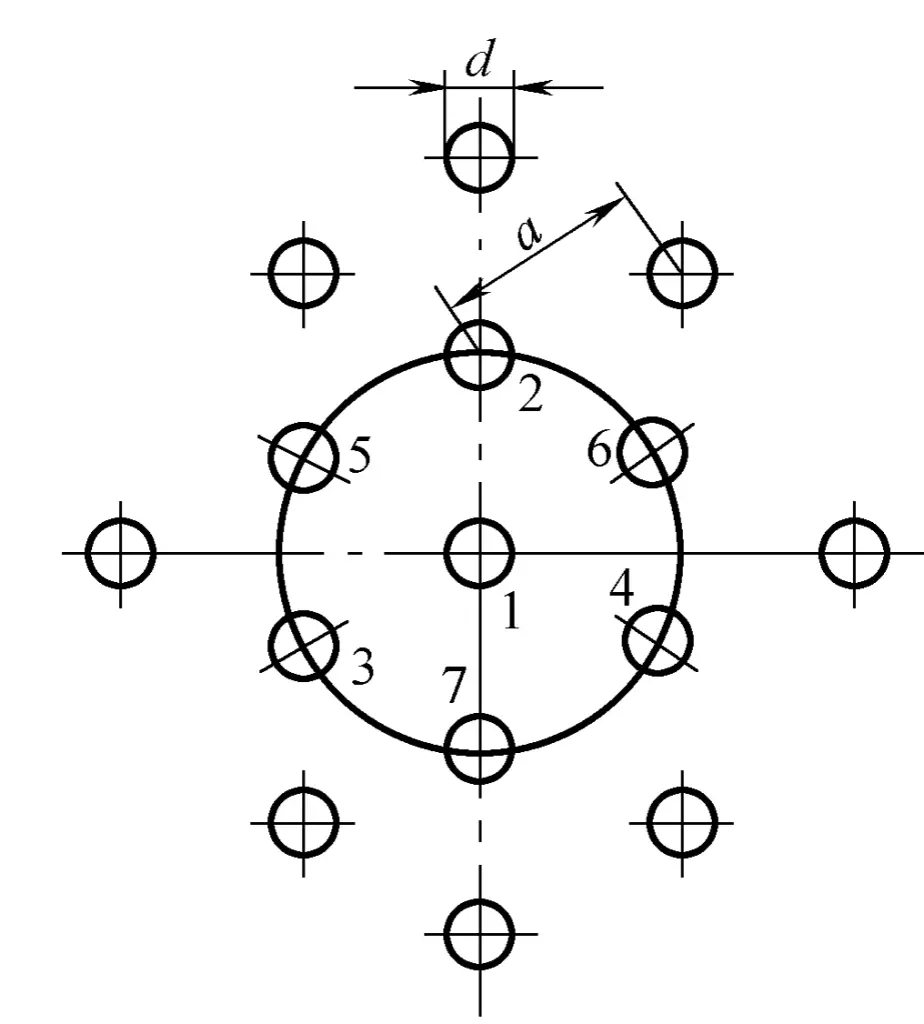
El diámetro d del punto de calentamiento cambia con el grosor de la placa (ligeramente mayor para placas gruesas y ligeramente menor para placas finas), pero en general no debe ser inferior a 15 mm. La distancia entre puntos de calentamiento disminuye a medida que aumenta la deformación, generalmente entre 50~100mm.
La llama se desplaza en sentido rectilíneo y simultáneamente oscila lateralmente para formar una zona de calentamiento en franja con una anchura determinada, como se muestra en la figura 6-8. Durante el calentamiento en línea, la contracción lateral es mayor que la longitudinal, y la cantidad de contracción aumenta con la anchura de la zona de calentamiento, que suele ser de 0,5~2 veces el grosor de la chapa, generalmente de 15~20 mm.
La longitud y el espaciado de la línea de calentamiento dependen del tamaño de la pieza y de la situación de deformación. El calentamiento lineal suele utilizarse para corregir estructuras con gran rigidez y deformación.
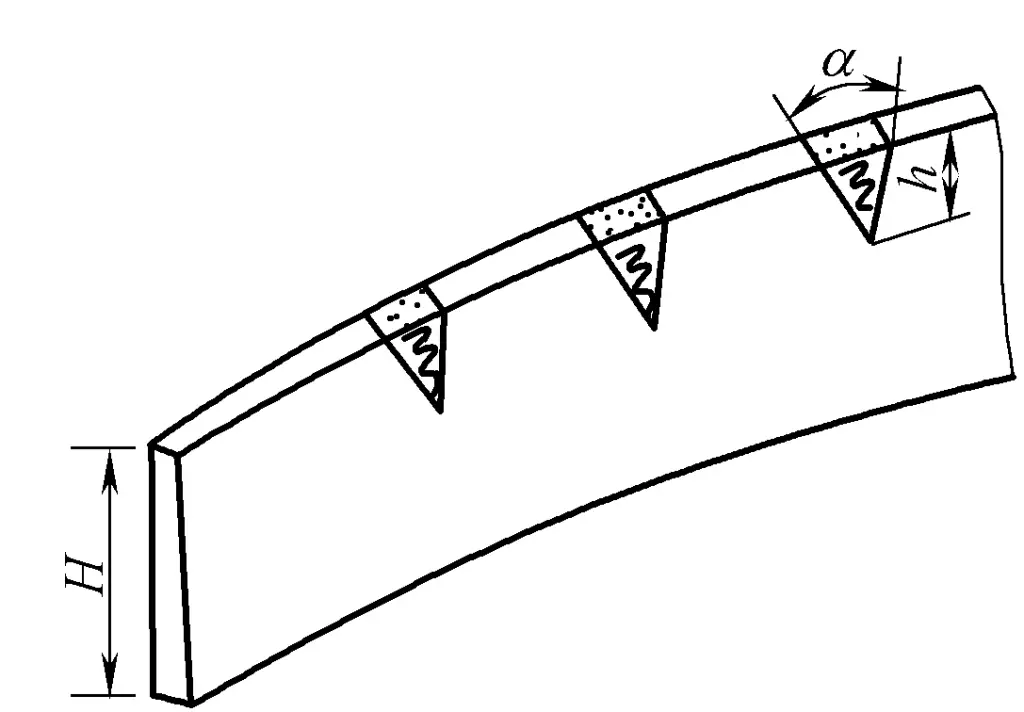
Gire la llama para que el área de calentamiento sea triangular, con la base del triángulo en el borde de la chapa o perfil de acero que se está corrigiendo, y el vértice apuntando hacia el interior, como se muestra en la Figura 6-9. Debido a que el área de calentamiento triangular es grande, la cantidad de contracción también es grande, y la anchura de calentamiento a lo largo de la altura del triángulo no es igual, cuanto más cerca del borde de la placa, mayor será la contracción.
El método de calentamiento triangular se utiliza habitualmente para corregir deformaciones en componentes de gran espesor y rigidez. Por ejemplo, para corregir la deformación por flexión de perfiles y vigas soldadas, o se utiliza para corregir la deformación ondulada del borde libre de la chapa de acero en una estructura de bastidor de chapa. En este momento, el ángulo del vértice del triángulo es de unos 30°. Cuando se corrigen perfiles o vigas soldadas, la altura del triángulo debe ser de 1/2 a 1/3 de la altura del alma.
La corrección de deformaciones mediante calentamiento por llama se utiliza a menudo en la fabricación de estructuras metálicas. Para mejorar la eficacia de la corrección y la calidad de la pieza de trabajo, se deben tener en cuenta los siguientes puntos durante la operación:
1) Comprender de antemano el material de la estructura y sus características para determinar si se puede utilizar la corrección por llama, y controlar correctamente la temperatura de calentamiento durante el proceso de corrección según los diferentes materiales para evitar una degradación grave de las propiedades mecánicas del material debido a la corrección por llama.
2) Analizar las características de la deformación estructural, considerar el método de calentamiento, la posición de calentamiento y la secuencia de calentamiento, y elegir el mejor esquema de calentamiento.
3) Utilice una llama neutra para el calentamiento. Si se requiere poca profundidad de calentamiento para evitar una deformación angular significativa, también se puede utilizar una llama oxidante para aumentar la velocidad de calentamiento.
4) Cuando se corrigen chapas y aceros estructurales grandes y complejos, pueden producirse deformaciones locales y globales, que implican deformaciones tanto de la chapa como del acero estructural. Durante el proceso de corrección, estos factores se afectarán mutuamente, por lo que es necesario dominar sus patrones de deformación, aplicarlos con flexibilidad, minimizar la carga de trabajo de corrección, mejorar la eficiencia y garantizar la calidad de la corrección.
5) Durante la corrección de la llama, también pueden aplicarse fuerzas externas a la estructura. Por ejemplo, utilizar el peso propio de grandes estructuras y objetos pesados añadidos para crear momentos de flexión adicionales, o utilizar maquinaria para tirar y presionar, puede aumentar la deformación de la estructura.
En resumen, las operaciones de corrección de la llama son flexibles y variadas, sin un patrón fijo. Los operarios deben dominar los patrones de deformación mediante la práctica, acumular experiencia y lograr así mejores resultados de corrección.
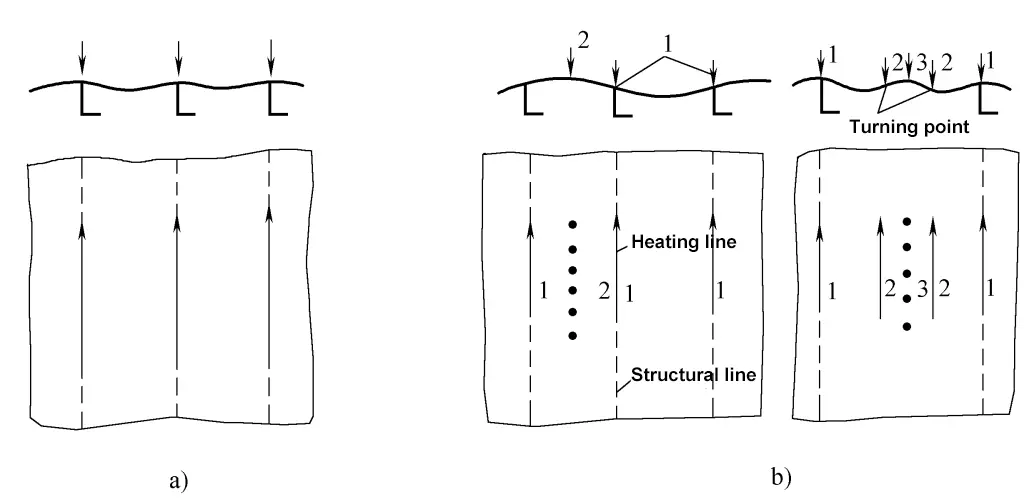
Cuando el centro de una placa delgada se abomba con el área circundante relativamente plana, coloque el lado abombado de la placa de acero hacia arriba sobre una plataforma, sujete los bordes con abrazaderas y caliente simétricamente el área abombada de afuera hacia adentro, como se muestra en la Figura 6-10a. Este abombamiento también puede corregirse mediante calentamiento lineal, con la secuencia moviéndose desde los bordes del abombamiento hacia el centro, como se muestra en la Figura 6-10b.
Cuando los bordes de la placa de acero estén sueltos y formen una deformación ondulada, sujete primero tres lados de la placa de acero en la plataforma con abrazaderas, concentrando la deformación en un lado de la placa, y caliente linealmente desde ambos lados de la protuberancia hacia el centro, como se muestra en la figura 6-10c. La anchura, longitud y espaciado de las líneas de calentamiento dependen de la deformación.
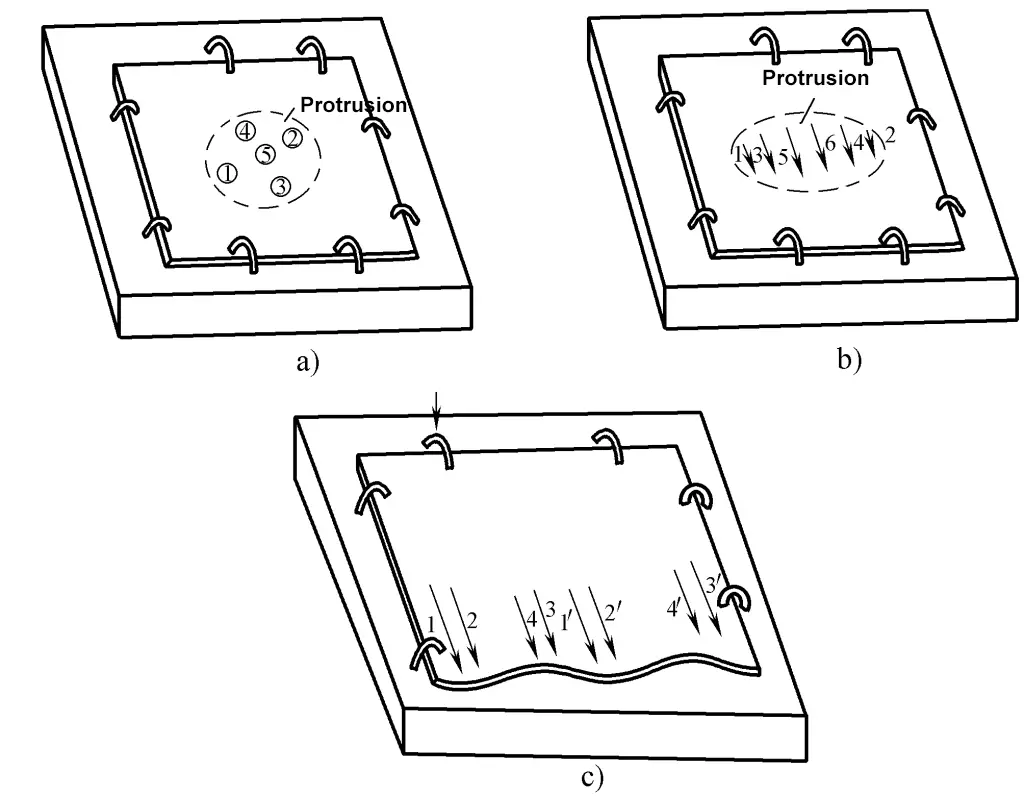
a) Calentamiento puntual de la protuberancia central
b) Calentamiento en forma de línea con una protuberancia central
c) Calentamiento cuando el borde está ondulado deformado
Tras la unión a tope de chapas finas, a menudo se produce una deformación ondulada longitudinal y una deformación angular en la soldadura. En este momento, se debe aplicar un calentamiento en forma de línea en ambos lados a lo largo de la dirección de la fuerza de la soldadura para corregir la deformación ondulada longitudinal, y luego un calentamiento en forma de línea corta perpendicular a la dirección de la soldadura en ambos lados de la soldadura para corregir la deformación angular, como se muestra en la Figura 6-11.
La deformación más común en placas gruesas es la deformación por flexión. Para corregirla, coloque el lado convexo hacia arriba en una plataforma, realice un calentamiento en forma de línea en el punto más alto y controle la profundidad del calentamiento a aproximadamente 1/3 del grosor de la placa. El objetivo es compensar la deformación por flexión mediante la deformación angular causada por la contracción desigual en la dirección del grosor de la placa de acero. Si la deformación por flexión desaparece, la placa de acero vuelve a ser plana.
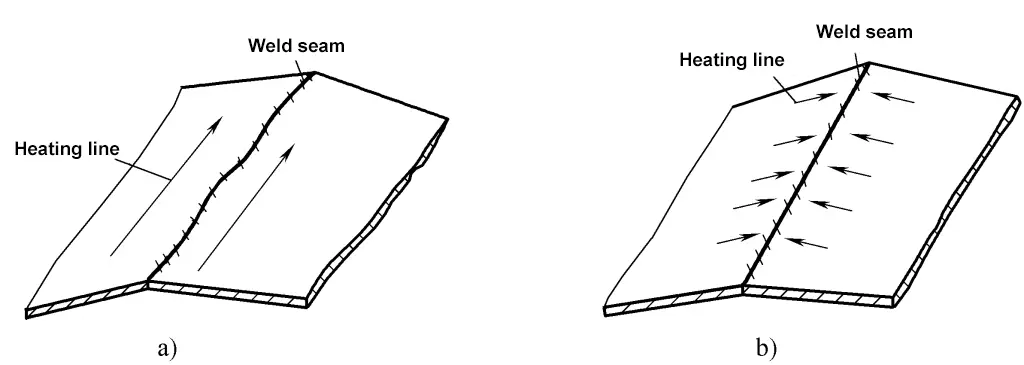
a) Corrección de la deformación ondulada longitudinal
b) Corrección de la deformación angular
Las deformaciones más comunes en perfiles y vigas soldadas son las de flexión, pero a veces también se producen deformaciones de torsión y deformaciones angulares de las alas. Las vigas en T con flexión en distintas direcciones dentro del plano del alma se corrigen mediante calentamiento triangular en el alma o calentamiento en bandas en las alas.
La flexión dentro del plano de la brida (flexión lateral) se corrige mediante un calentamiento triangular en el lado saliente de la brida. El tamaño y el espaciado de la zona de calentamiento dependen de la deformación por flexión f, como se muestra en la figura 6-12. Si la brida tiene una deformación angular, debe aplicarse un calentamiento en forma de línea a lo largo de la parte posterior de la soldadura en la brida. Utilice una sola línea para deformaciones menores y líneas dobles para deformaciones mayores.
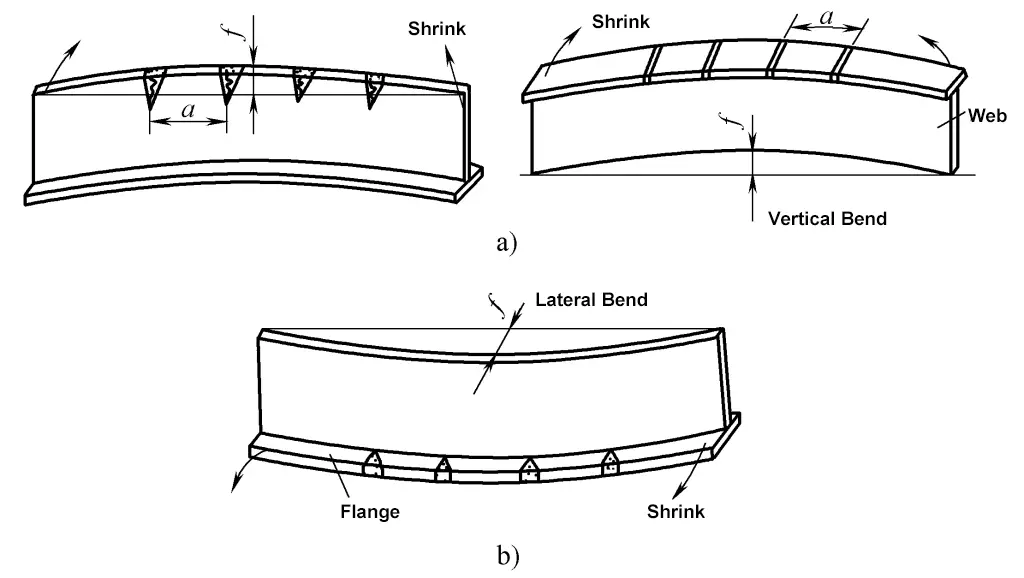
a) Flexión dentro del plano del alma
b) Flexión dentro del plano de la brida
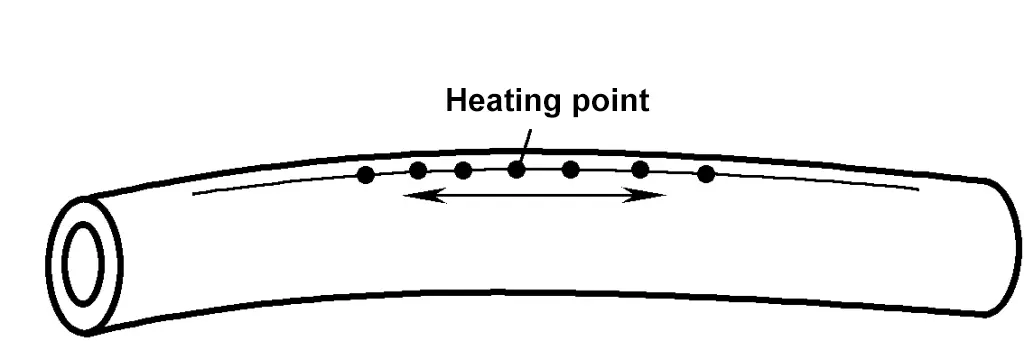
La deformación por flexión de tubos de gran diámetro y piezas en forma de eje puede corregirse mediante calentamiento puntual en el lado que sobresale, como se muestra en la figura 6-13.
Las grandes estructuras de armazón compuestas de chapas y perfiles tienden a deformarse de diversas formas tras el montaje y la soldadura.
La deformación angular causada por las soldaduras de esquina de chapas y perfiles puede corregirse generalmente mediante el calentamiento de la línea en la parte posterior de la soldadura. Cuando la chapa es gruesa o la deformación es grave, puede aplicarse fuerza externa con herramientas mientras se calienta.
Cuando se produzcan deformaciones onduladas cóncavas y convexas entre los perfiles de la rejilla, realice primero el calentamiento de línea en la parte posterior de la soldadura de esquina, y corrija en la unión de los puntos convexo y cóncavo con calentamiento de línea larga, línea corta o cruzado. Si la deformación no se elimina por completo en este momento, caliente el centro del saliente. La corrección de la deformación del marco se muestra en la figura 6-14, donde los números de la figura indican la secuencia de calentamiento.
a) Deformación angular simple
b) Deformación ondulatoria cóncavo-convexa
Cuando existe una deformación ondulatoria continua en rejillas de paneles adyacentes, la corrección puede realizarse saltando intervalos. En este caso, la deformación de la rejilla del panel central se ve influida por ambos lados, lo que puede reducir la cantidad de trabajo de corrección.
La corrección de deformaciones complejas de estructuras de armazón es difícil y requiere una gran experiencia práctica y técnicas cualificadas. Generalmente, la deformación del armazón debe corregirse en primer lugar, seguida de la deformación de la chapa de acero. Cuando los marcos fuertes y débiles son adyacentes, el marco fuerte debe ser corregido primero, seguido por el marco débil.
Si los marcos son relativamente débiles, la corrección de la placa y del marco puede hacerse alternativamente. Cuando el grosor de la placa varía, debe corregirse primero la placa gruesa y después la fina. Al corregir una parte determinada de la deformación, hay que tener en cuenta el impacto sobre las partes adyacentes y la estructura general, y prestar atención a los requisitos de montaje del proceso siguiente.
Los bordes libres del marco y la periferia de cada orificio de la placa son propensos a sufrir graves pliegues ondulados. En este caso, primero debe corregirse el marco alrededor del orificio y, a continuación, utilizar el método de calentamiento triangular para corregir la deformación ondulada a lo largo del marco o del borde del orificio, como se muestra en la Figura 6-15.
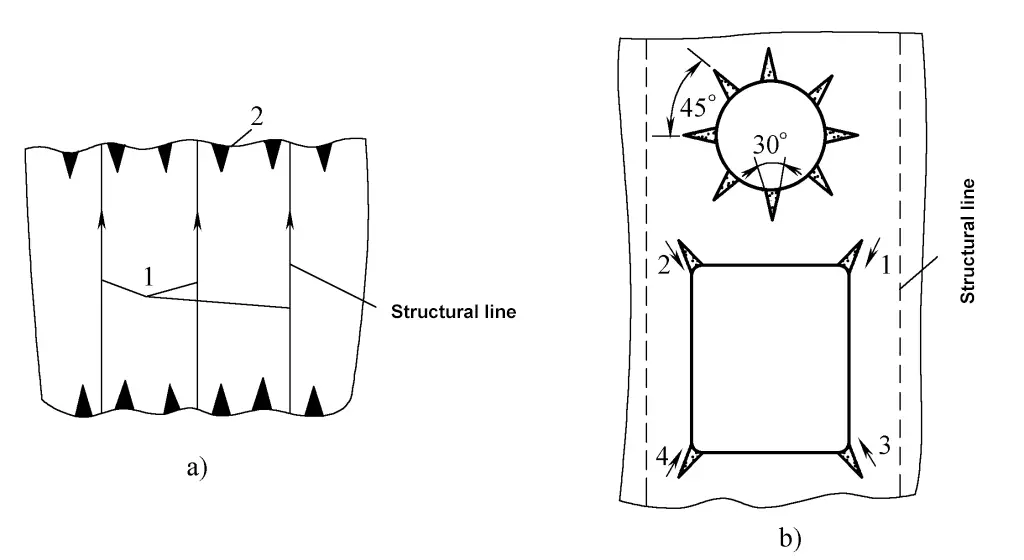
a) Corrección del borde libre del marco
b) Corrección alrededor del agujero
Las grandes estructuras metálicas (como las secciones del casco o los soportes de montaje) suelen presentar deformaciones de alabeo general, como muestran las líneas discontinuas de la figura 6-16, después de la soldadura, y la anchura de las secciones también cambia. En este momento, las secciones pueden colocarse sobre traviesas (con las traviesas colocadas cerca de los lados de la sección, dejando el centro suspendido), y se colocan objetos pesados en el centro de la sección, después se aplica el calentamiento en línea en las posiciones mostradas en la Figura 6-16.
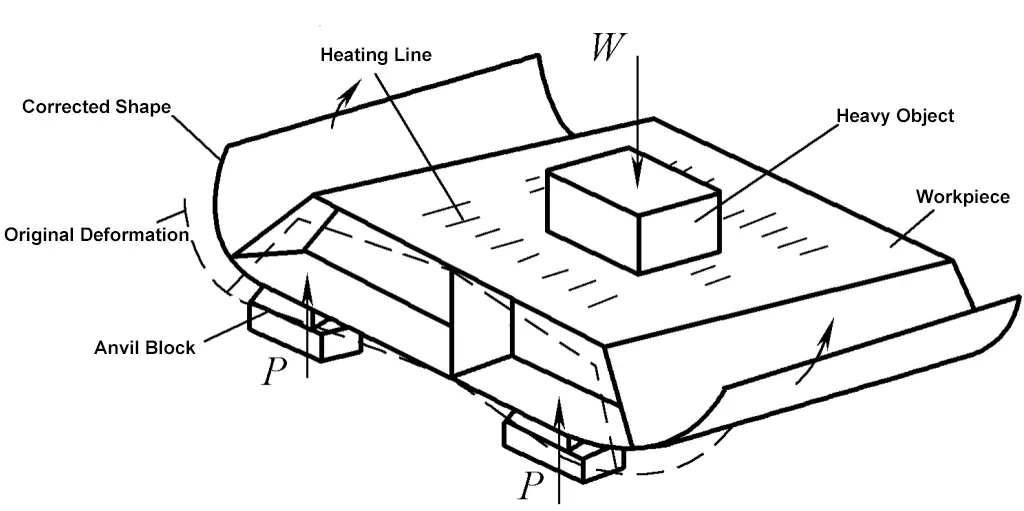
La flexión adicional causada por el peso propio de la sección y los objetos pesados puede potenciar enormemente el efecto de la corrección de la llama. Cuando la sección presenta una deformación de alabeo opuesta, se le da la vuelta 180° y se coloca boca abajo sobre las traviesas para su corrección.
El diagrama de la pieza de corrección se muestra en la Figura 6-17.
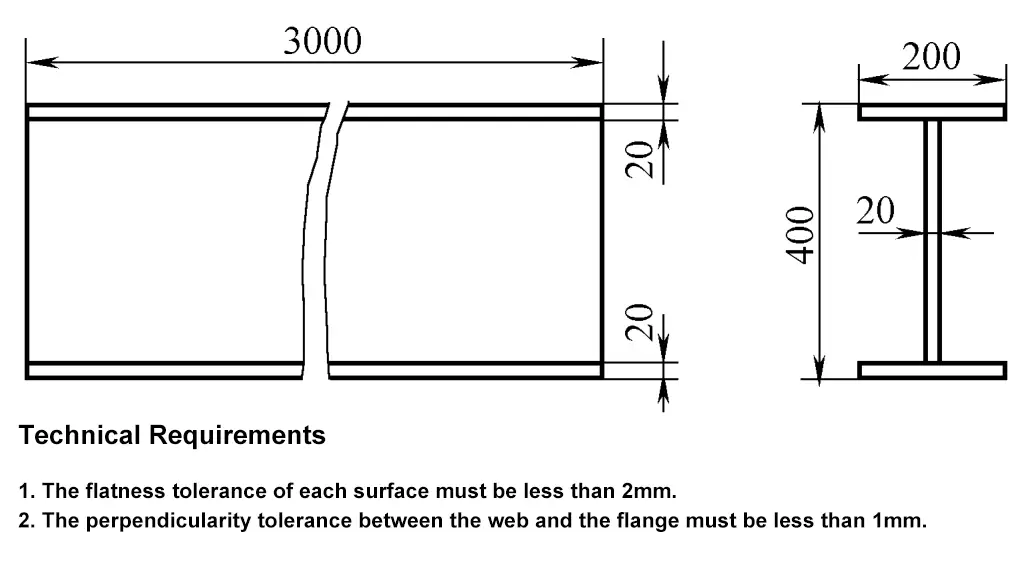
1) Preparar las herramientas de calentamiento, el soplete (H01-20), la botella de oxígeno, la botella de acetileno, el reductor de presión, etc.
2) Preparar una plataforma de 2000mm×3000mm.
3) Prepare herramientas como pernos de tensión, pernos de compresión, placas de presión, llaves ajustables, mazos, etc.
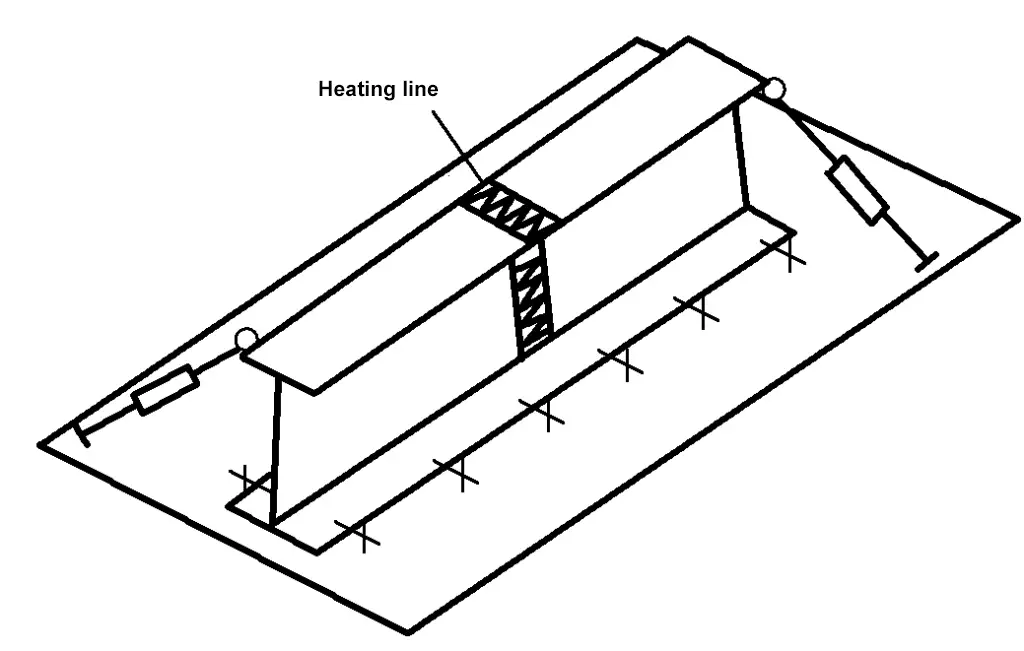
La viga en I tiene una gran rigidez, además de requerir una temperatura de calentamiento ligeramente superior (750~800℃), la corrección también necesita la ayuda de una fuerza externa. En primer lugar, fije la viga en I en la plataforma y apriétela en diagonal en ambos extremos con pernos de tensión; a continuación, caliente el ala superior en el centro de la viga. Si la torsión es grave, también se puede aplicar calor al alma central.
Después del calentamiento, apriete las varillas de los tornillos para aplicar una fuerza externa que corrija la torsión. Si un calentamiento no es suficiente para corregir totalmente la torsión, repita el proceso de corrección, pero procure no solapar las posiciones de calentamiento con las anteriores. Teniendo en cuenta que la torsión es una deformación global, las posiciones de calentamiento deben estar siempre distribuidas simétricamente. Como se muestra en la Figura 6-18.
La deformación por flexión de la viga en I se divide en arco vertical (flexión dentro del plano del alma) y flexión lateral (flexión dentro del plano del ala). La corrección tanto del arco vertical como de la flexión lateral de la viga en I puede realizarse utilizando un método de calentamiento triangular. Las posiciones de calentamiento deben estar en el lado exterior de la parte doblada de la pieza y deben distribuirse uniformemente. Para corregir el arco vertical, caliente principalmente el alma como se muestra en la figura 6-19a. Para corregir la curvatura lateral, caliente sólo la pestaña como se muestra en la Figura 6-19b.
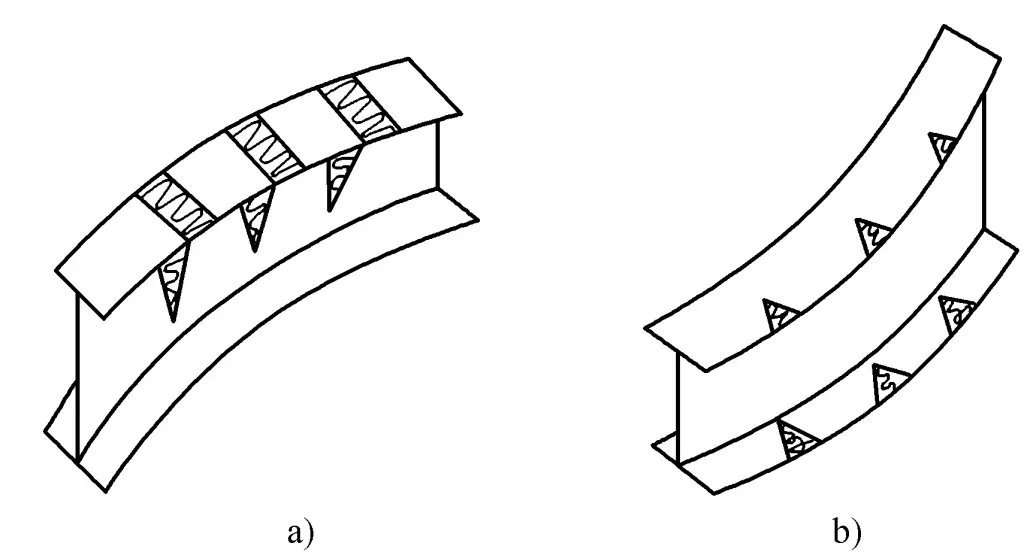
a) Corrección del arqueamiento vertical
b) Corrección de la flexión lateral
La calidad de las vigas en I soldadas corregidas debe cumplir las especificaciones de la "Tabla de desviaciones admisibles para el acero antes de su uso."