
Curvado de chapa: Equipos y técnicas
El plegado es una habilidad crucial en el trabajo del metal que nos permite crear diseños funcionales y estéticos. Este artículo explora las...
En esta entrada del blog exploraremos los equipos esenciales para la fabricación de chapa metálica, desde cizallas hasta cortadoras láser. Tanto si es un profesional experimentado como un novato curioso, esta guía le presentará las herramientas y técnicas clave que hacen posible la fabricación moderna. Prepárese para descubrir las máquinas que dan forma al mundo que nos rodea.

El equipo principal para la fabricación de componentes de chapa metálica incluye máquinas cizallas, presiona (punzonadoras), camas con ruedas, rebordeadoras, taladradoras, rectificadoras, soldadoras de gas y soldadoras eléctricas, entre otras.

También conocida como cizalla de chapa. Las cizallas más comunes son las cizallas de pórtico, las cizallas vibratorias, las cizallas rodantes y las cizallas hidráulicas.
Tomemos como ejemplo una cizalla de pórtico de 2,5 mm × 1600 mm.
A saber: Cizalla espesor-espesor máximo de 2,5 mm, espesor mínimo de 0,5 mm; anchura de cizallamiento-1600 mm; ángulo de cizallamiento-1°30′; frecuencia de carrera-55 veces/min; longitud de calibre trasero-máximo de 500 mm; potencia del motor-3kW; rango de cizallamiento-placa de acero de bajo carbono, cobre, aluminio y algunas placas de metal delgado de baja dureza.
La cizalla de pórtico se compone principalmente de una cama, superficie de la cama, cuchillas superior e inferior, base, dispositivo de presión y sistema de transmisión, y es un equipo especial para el corte de placas metálicas delgadas. La cama de hierro fundido es el cuerpo principal de toda la máquina. La superficie plana de la cama se utiliza para colocar la placa de corte, y el dispositivo de presión se establece para fijar la placa de corte para evitar la desalineación o volteo durante el corte.
El motor de 380V proporciona la potencia, y a través del sistema de transmisión (correa, polea, biela, eje excéntrico y otras partes), la potencia se transmite a la cuchilla superior para completar la acción de impacto vertical de arriba a abajo. La cuchilla inferior se fija en la cama, y con la acción combinada de las cuchillas superior e inferior, se corta la placa.
Además de completar la acción de corte principal, el mecanismo de trabajo también cuenta con un dispositivo de presión, un dispositivo de retroceso, un dispositivo de frenado y un dispositivo de seguridad. El dispositivo de presión funciona para presionar la placa firmemente cuando la cuchilla superior se mueve hacia abajo para cortar, a través de un mecanismo excéntrico, para evitar la desalineación y el volteo.
Los topes trasero y delantero y los topes trasero en ángulo se utilizan para alinear la placa de muestra para cortar la placa de acuerdo con las especificaciones de la placa de muestra.
El dispositivo de frenado se utiliza para controlar el árbol de levas del husillo principal para estar en el punto muerto superior cuando se detiene, y ayuda a equilibrar la estabilidad del movimiento alternativo de la cuchilla superior. El dispositivo de seguridad consiste en colocar una placa de protección delante de la cuchilla para evitar accidentes de corte.
La cizalla de pórtico puede cortar piezas o formatos con diversas formas de contorno lineal, como rectángulos, paralelogramos, trapecios, triángulos o polígonos. Entre sus ventajas destacan la facilidad de uso, la alimentación sencilla, la rapidez de velocidad de cortey alta precisión.
Al cortar chapas grandes o de baja precisión, es posible marcar directamente líneas en la chapa y alinearlas con la cuchilla inferior antes de cortar. Para la producción en serie, también es posible marcar líneas de referencia en la mesa de trabajo en lugar de utilizar un tope.
1) La máquina debe ser mantenida y operada por personal designado, y los operadores deben estar familiarizados con el funcionamiento de la máquina.
2) El filo de la cuchilla debe mantenerse afilado y, si se detecta algún daño, debe sustituirse rápidamente.
3) Antes de poner en marcha la máquina, compruebe la calidad de la superficie de la chapa. Si hay defectos como cicatrices duras o escoria de soldadura, no debe realizarse el corte para evitar dañar la hoja.
4) El funcionamiento de la máquina debe seguir estrictamente los procedimientos de funcionamiento y debe evitarse la sobrecarga.
5) En caso de cualquier fenómeno anormal durante el uso, la máquina debe detenerse inmediatamente para su inspección y reparación.
6) Después del uso, se debe cortar la corriente.
7) Tras el mantenimiento de la máquina, debe realizarse una marcha de prueba, prestando atención al sentido de giro del motor y a la velocidad especificada.

Una prensa (también conocida como punzonadora) es un tipo de equipo que puede tanto cortar como conformar materiales. Cuando se utiliza, solo requiere un cambio en la estructura y el tipo de molde: el primero utiliza una matriz de corte, mientras que el segundo utiliza una matriz de conformado.
Cuando se procesan piezas grandes, se utiliza una gran máquina de prensar con una fuerza de 800 kN, mientras que para piezas medianas y pequeñas se suelen utilizar prensas excéntricas y prensas de manivela con tonelajes más pequeños, con especificaciones como 100 kN, 160 kN y 250 kN. Tomemos el ejemplo de una máquina de prensa inclinable de doble columna de tipo abierto de 100 kN para explicarlo.
A saber: Fuerza nominal-100 kN, carrera de deslizamiento-45mm; altura máxima de cierre-180mm; área de la mesa de trabajo-240mm×370mm; ángulo máximo de inclinación-35°; potencia del motor-1,1 kW.
La máquina de prensa inclinable de doble columna de tipo abierto es un tipo de prensa de manivela. Está propulsada por un motor eléctrico, y mediante transmisión por correa y reducción, la rueda motriz con transmisión por correa es el volante de inercia. La masa y el tamaño del volante de inercia son mayores que los de otros componentes, por lo que tiene una gran inercia cuando está en marcha, lo que le permite almacenar y liberar cierta cantidad de energía para reducir las fluctuaciones causadas por la velocidad de rotación de la máquina.
El volante está conectado al eje principal (el cigüeñal) a través de un embrague, y el cigüeñal acciona la biela, permitiendo que la corredera se mueva en línea recta a lo largo de la pista.
La matriz superior se fija en el carro y la inferior en la mesa de trabajo. El mecanismo de trabajo de la máquina de prensa se basa en la acción de impacto de la matriz superior y la matriz inferior para completar el punzonado, corte o doblado de chapas finas de metal.
La máquina de prensado se apoya en un bastidor. La cama es el cuerpo principal que soporta las piezas, y los materiales en blanco y las piezas de trabajo se pueden colocar en la mesa de trabajo. La caja eléctrica está instalada en la parte inferior de la cama, y el pedal controla el embrague para controlar el movimiento y la parada de la matriz superior.
Equipada con las herramientas de corte y los moldes adecuados, la máquina de prensado puede utilizarse para cortar, punzonar, troquelar, doblar y embutir, entre otros procesos de conformado en frío. El cuerpo de la prensa puede inclinarse hasta cierto ángulo para permitir que la pieza de trabajo se deslice por sí sola desde la matriz. La prensa puede realizar punzonado y corte simples o continuos.
1) Precauciones antes del trabajo:
①Ordena el lugar, retira cualquier elemento que no tenga relación y coloca los espacios en blanco correctamente;
②Compruebe la lubricación de las piezas de contacto de la prensa y añada suficiente aceite lubricante;
③Compruebe si la matriz de perforación está bien instalada y si el filo de corte presenta grietas, abolladuras o daños;
④Encienda siempre el motor eléctrico después de desembragar el embrague;
⑤Pruebe la acción del freno, el embrague y el controlador para comprobar su flexibilidad, precisión y fiabilidad, y realice varias carreras sin carga y sin carga;
⑥Preparar las distintas herramientas necesarias para el trabajo.
2) Precauciones durante el trabajo:
①Añadir regularmente aceite lubricante;
②No corte ni recorte dos piezas de chapa al mismo tiempo;
③Durante el trabajo, retire rápidamente las rebabas y los bordes sobrantes cortados de la mesa de trabajo, y utilice un gancho para retirarlos, prohibiendo terminantemente el uso directo de las manos. Si la pieza de trabajo se atasca en la mesa de troquelado, la máquina debe detenerse antes de despejarla;
④Al realizar embuticiones superficiales, preste atención a la limpieza de la pieza en bruto y aplique un poco de aceite lubricante en la pieza;
⑤Al utilizar el interruptor de pedal, asegúrese de retirar el pie a tiempo para evitar activaciones accidentales y accidentes;
⑥No introduzca la mano en el troquel mientras la prensa esté en funcionamiento;
⑦Si se observa cualquier funcionamiento anómalo (como la caída libre de la corredera, golpes o ruidos anómalos, rebabas en el producto acabado o mala calidad), se debe parar inmediatamente la máquina y buscar soluciones y contramedidas;
⑧No desmonte a voluntad los dispositivos de protección de seguridad (como cubiertas, carcasas, etc.).
3) Precauciones después del trabajo: ①Desembragar, es decir, soltar el embrague y desconectar la corriente; ②Limpiar los residuos y la zona de trabajo; ③Organizar las herramientas y los componentes de los productos troquelados y colocarlos en el lugar adecuado; ④Limpiar el cuerpo de la máquina y el troquel.

Una máquina laminadora, también conocida como máquina laminadora de chapas, es un tipo de equipo que produce deformaciones por flexión en chapas planas mediante la rotación de los ejes de los rodillos. Tomemos el ejemplo de una laminadora de tres rodillos de 2mm×1500mm para explicarlo.
A saber: Espesor máximo de la placa-2mm; ancho máximo de la placa-1500mm; diámetro mínimo para hacer tubos-150mm; velocidad del eje del rodillo de trabajo-35r/min; diámetro del eje del rodillo-100mm; potencia del motor-3kW; velocidad del motor-950r/min.
La laminadora de tres rodillos está compuesta por tres ejes de rodillos simétricos o asimétricos. La potencia primaria procede de un motor eléctrico de 380 V, que se transmite a los ejes de rodillos superior e inferior y al eje de ajuste a través de un sistema de engranajes. La separación entre los tres ejes de rodillos puede ajustarse en cualquier momento en función del tamaño de la radio de curvatura de la placa.
La disposición de los tres ejes de rodillos se muestra en la Figura 1-41, con dos tipos: simétrica y asimétrica. Su característica común es que el punto más bajo del eje de rodillos superior está más bajo que los puntos más altos de los dos ejes de rodillos inferiores.
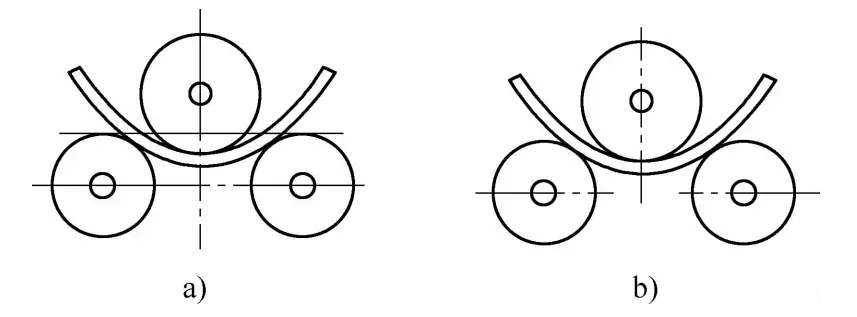
a) Tipo simétrico
b) Tipo asimétrico
La chapa avanza y se dobla automáticamente bajo la acción combinada de la presión y la fricción de los rodillos giratorios. El grado de curvado de la chapa depende de la posición relativa de los rodillos, el grosor del material y sus propiedades mecánicas.
Este torno de rodillos puede laminar chapas metálicas con un grosor de 2 mm y una anchura inferior a 1500 mm en piezas cilíndricas con curvatura constante, piezas con curvatura variable, así como piezas cónicas con curvatura constante o variable.
1) Antes de poner en marcha la máquina, lubríquela primero y compruebe si todas sus piezas funcionan correctamente. Si se detecta algún problema, debe resolverse rápidamente.
2) Evite la sobrecarga durante el funcionamiento.
3) Después del funcionamiento, corte la alimentación eléctrica y limpie la máquina.

La rebordeadora, también conocida como plegadorase utiliza principalmente para doblar y plegar la chapa cizallada a lo largo de una línea recta para conseguir las esquinas angulares de 90° deseadas.
La máquina rebordeadora consta de un motor eléctrico, un mecanismo de transmisión, un larguero superior, un larguero inferior, un larguero plegable y un bastidor de bancada. Las vigas superior e inferior se componen de dos módulos correspondientes a un ángulo de 90°, donde el módulo superior sobresale en un ángulo de 90°, y el módulo inferior presenta una ranura transversal empotrada de 90°.
La ranura transversal empotrada a 90° del módulo inferior se fija en la base de la rebordeadora. La pieza de trabajo puede colocarse en la viga inferior, con la pieza posicionada contra un bloque de tope. El motor eléctrico proporciona la potencia primaria y, a través del sistema de transmisión, acciona el movimiento de la viga superior y de la viga de rebordeado.
La viga superior ejerce presión sobre la pieza, mientras que la viga de plegado gira para doblar la pieza, creando así el rebordeado. El proceso de rebordeado es el siguiente: la chapa cizallada se coloca en la ranura rebajada del módulo inferior, alineando la línea recta trazada en la chapa con la línea de la esquina inferior de la ranura rebajada del módulo inferior.
A continuación, el motor eléctrico se pone en marcha y, a través del sistema de transmisión, desplaza lentamente el módulo superior hacia abajo hasta que los módulos superior e inferior se cierran por completo, haciendo que la chapa se enrosque a ambos lados de la línea recta, consiguiendo la esquina angular de 90° deseada.
1) Antes del trabajo, el área de trabajo debe estar limpia, las piezas a doblar deben estar bien apiladas y todos los orificios de lubricación de la máquina deben estar llenos de aceite lubricante.
2) En función de la anchura de la pestaña de la pieza y de los requisitos del proceso, ajuste la posición del bloque de tope, la separación entre la viga de plegado y la viga superior, y el ángulo de rotación de la viga de plegado.
3) Después del trabajo, primero se debe cortar la corriente y luego limpiar la máquina.
4) Limpiar el lugar de trabajo y apilar ordenadamente las piezas.

Una taladradora utilizada para taladrar agujeros en piezas de trabajo sólidas se denomina taladradora. El objetivo principal de una taladradora es procesar orificios en componentes, como orificios de remaches, tornillos y pasadores para conexiones, orificios de instalación para piezas de transmisión y cojinetes, orificios de roscado, orificios de aceite y varios otros orificios de proceso.
Al taladrar o escariar agujeros, la pieza debe permanecer fija. La herramienta de corte (es decir, la broca) puede realizar dos movimientos coordinados: un movimiento de corte rotativo continuo alrededor de su propio eje y un movimiento de avance hacia abajo a lo largo del eje. El operario sujeta la palanca de avance y aplica gradualmente la fuerza adecuada hacia abajo.
Cuando el agujero está a punto de penetrar, la fuerza sobre la manivela de avance debe reducirse gradualmente para evitar que la broca levante la pieza de trabajo y provoque lesiones.Las taladradoras pueden dividirse generalmente en tres tipos: taladradoras de banco, taladradoras de brazo radial y taladradoras eléctricas manuales.
1) Taladro de banco:
Los taladros de banco más pequeños colocados sobre el banco se denominan taladros de banco, y los hay de dos tipos: de sobremesa y de pie. El taladro de banco de sobremesa suele fijarse en el banco de trabajo, con un diámetro máximo de perforación de 13 mm y un diámetro mínimo de perforación de 0,1 mm. El taladro de banco de sobremesa es compacto, flexible y fácil de usar, y sirve como equipo principal para taladrar agujeros de pequeño diámetro en piezas pequeñas.
El taladro de banco más grande es el tipo de pie, que se conecta al suelo con pernos de posicionamiento de la base.
El taladro de sobremesa consta de un motor eléctrico, un engranaje de husillo, una columna, una caja de alimentación, una mesa de trabajo con husillo y la base de la máquina. La caja de engranajes del husillo está equipada con un dispositivo de velocidad variable, con velocidades más altas generalmente elegidas para taladrar agujeros pequeños y velocidades más bajas para taladrar agujeros más grandes. Viene en varios diámetros máximos de perforación, como 25 mm, 35 mm, 40 mm y 50 mm, con sus especificaciones indicadas por el diámetro máximo de perforación.
Existen varios estilos y tamaños de taladradoras de banco, pero su construcción y principios de funcionamiento son fundamentalmente los mismos: el motor eléctrico transmite la potencia, impulsando la broca para que gire y complete la acción de corte, mientras que la manivela de avance controla la velocidad de avance.
2) Taladro radial:
La prensa de taladro radial tiene una estructura más compleja, un alto grado de automatización y una amplia gama de aplicaciones, lo que la convierte en una prensa de taladro grande de alta precisión adecuada para el procesamiento de agujeros de piezas grandes, generalmente con diámetros de perforación relativamente grandes.
El taladro radial consta de una columna, un brazo, una caja de husillo, un husillo, una mesa de trabajo y la base de la máquina. La caja del husillo está suspendida en el brazo y puede moverse a izquierda y derecha en el brazo. Un extremo del brazo encierra la columna, y el brazo puede girar alrededor del eje de la columna y moverse hacia arriba y hacia abajo a lo largo de la columna.
La posición del brazo se fija mediante un dispositivo de frenado, lo que permite alinear la caja del husillo con la pieza en cualquier posición dentro de la longitud admisible del brazo. El husillo está equipado con un portabrocas en la parte inferior, capaz de taladrar agujeros de cualquier posición y tamaño en la pieza de trabajo.
3) Taladro eléctrico de mano:
El taladro eléctrico de mano es una herramienta de perforación manual accionada por electricidad, y la acción de alimentación se completa con la fuerza de empuje personal del operario. Entre sus características destacan la flexibilidad, la portabilidad y la ausencia de limitaciones espaciales. Para piezas de gran tamaño o con aberturas relativamente pequeñas e inamovibles, resulta más cómodo utilizar un taladro eléctrico manual.
La tensión de alimentación del taladro eléctrico es de 220V o 36V, y las especificaciones de tamaño se dividen en función del diámetro máximo de perforación, como 6mm, 10mm, 13mm, etc. Hay dos tipos: de empuñadura de pistola y de mano.
Precauciones al taladrar
1) Al utilizar un taladro eléctrico manual, debe prestarse atención a la seguridad eléctrica, como garantizar una conexión de alimentación segura, un alto nivel de aislamiento para evitar fugas eléctricas y la instalación de interruptores diferenciales durante el cableado.
2) La broca debe sujetarse firmemente y, durante el proceso de perforación, debe enfriarse con regularidad, por ejemplo, rociándola con una solución acuosa.
3) Al taladrar agujeros pasantes, reduzca la velocidad de avance justo antes de la rotura. Si utiliza avance automático, cambie a avance manual en este punto. La fuerza descendente aplicada a la palanca de avance debe reducirse al mínimo para evitar que la broca levante la pieza de trabajo y provoque lesiones.
4) Cuando el diámetro del agujero es superior a 30 mm, debe taladrarse en dos etapas. En primer lugar, taladre un orificio pequeño con un diámetro mayor que la anchura del filo de corte de la broca más grande para reducir la fuerza axial (por lo general, se utiliza una broca con un diámetro aproximadamente ~ del diámetro del orificio para taladrar primero el orificio pequeño).
5) Antes de taladrar agujeros pasantes, ajuste el tope del husillo de la taladradora a la profundidad requerida o coloque un anillo de posicionamiento en la broca.
6) Cuando el material es duro o la profundidad de perforación es significativa, la broca debe retirarse continuamente del agujero durante el proceso de perforación para eliminar las virutas y evitar que la broca se sobrecaliente o se atasque y rompa por las virutas metálicas.

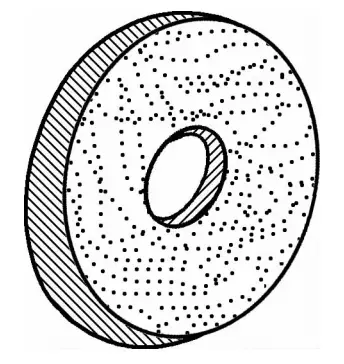
Durante el proceso de fabricación o reparación, es necesario eliminar las rebabas y protuberancias producidas en la pieza. En este proceso de eliminación, se utiliza un disco plano compuesto por una mezcla de partículas adhesivas y abrasivas, que se denomina muela abrasiva (consulte la Figura 1-42). El equipo utilizado para eliminar por fricción el material sobrante de la pieza de trabajo se denomina rectificadora.
La muela abrasiva está montada en el eje del rotor mecánico. La rotación a alta velocidad del rotor mecánico impulsa la rotación sincrónica de la muela abrasiva. Utilizando la muela abrasiva de alta velocidad de rotación para eliminar por fricción el exceso de material de desecho de la pieza de trabajo.
Existen dos tipos habituales de rectificadoras en las fábricas: las rectificadoras de banco y las rectificadoras manuales.
1)Máquina rectificadora de banco:
Existen dos tipos de amoladoras de banco. Una es pequeña y se fija al banco de trabajo, y la otra es más grande y se apoya en el suelo.
Una rectificadora de banco tiene un motor eléctrico encerrado y fijado en el bastidor del motor. El rotor del motor eléctrico es un eje pasante, con una muela abrasiva fijada a cada extremo del eje, asegurada por pernos de apriete y una placa protectora. La muela está equipada externamente con una cubierta protectora conectada a la carcasa de la rectificadora.
La rectificadora de bancada grande tiene una plataforma de apoyo en ambos extremos del cuerpo de la máquina, utilizada para apoyar piezas de trabajo grandes o pesadas y reducir la fuerza manual necesaria. La plataforma de apoyo puede ajustarse hacia arriba y hacia abajo, delante y detrás, para ajustar la distancia de separación. Hay cuatro pernos en la plataforma de apoyo para fijarla en su sitio. La distancia entre la plataforma de apoyo y el borde de la muela suele ser de entre 5 y 10 mm.
A medida que la muela se consume y se desgasta, debe ajustarse oportunamente la separación entre la plataforma de apoyo y el borde de la muela. Si no se ajusta a tiempo, si la separación es demasiado grande, la pieza de trabajo es propensa a atascarse durante el proceso de fricción.
2)Máquina rectificadora manual:
Se trata de un tipo de rectificadora móvil que no está limitada por las condiciones del emplazamiento o la orientación. Durante el funcionamiento, la pieza a rectificar se mantiene en su sitio y la rectificadora se desplaza alrededor de la pieza fija para rectificarla. La rectificadora manual sólo tiene una muela abrasiva, que está firmemente sujeta a un extremo del eje pasante del rotor del motor eléctrico.
La muela está equipada externamente con una cubierta protectora conectada al cuerpo de la máquina, que sirve como protección de seguridad. Los cables del motor eléctrico están conectados temporalmente a la línea de alimentación. Un extremo de la carcasa alargada de la rectificadora es un asa, cerca de la muela, y el otro extremo es un asa de agarre, con un botón interruptor en el cuerpo de la máquina.
Durante el funcionamiento, el operario agarra el mango y la empuñadura con ambas manos, aplica una fuerza uniforme y toca ligeramente la pieza que se está rectificando.
1)Antes de utilizar la rectificadora, compruebe si hay grietas en la muela y hágala funcionar en vacío durante 1 minuto.
2)Los operarios que utilicen la rectificadora deben llevar gafas de seguridad.
3)Al amolar la pieza, la fuerza debe aplicarse de manera uniforme, no excesiva. Cuando la pieza se caliente, debe enfriarse rápidamente en agua.
4)Compruebe regularmente la plataforma de apoyo y ajústela según sea necesario para garantizar una separación de 5-10 mm.
5)Los operarios deben situarse a un lado de la rectificadora, no directamente delante de la muela, para evitar no poder evitar accidentes.
6)La rectificadora debe estar equipada con una cubierta protectora para garantizar la seguridad personal.
7)Cuando maneje la amoladora de mano, hágalo con cuidado, y durante el funcionamiento, manténgase firme y sujétela firmemente.
8)El aislamiento de los cables de la amoladora de mano debe mantenerse a un buen nivel, y durante el funcionamiento, debe estar equipado con interruptores de circuito de corriente residual.

La mezcla del gas combustible acetileno y el gas oxidante oxígeno puede generar temperaturas de hasta (3-4) × 10^3°C al arder. Cuando se dirige a placas de acero de bajo contenido en carbono, la llama de alta temperatura puede quemar directamente la placa de acero. Este equipo, que utiliza el gas mezclado para quemar a través de las placas de acero, se denomina corte por gas.
Dependiendo de las diferentes proporciones de las mezclas de oxígeno y gas acetileno, se pueden obtener tres tipos diferentes de llamas: llama neutra, llama carburante y llama oxidante.
1) Llama neutra: Cuando la proporción entre oxígeno y acetileno es de 1 a 1,2, se obtiene una llama neutra, en la que el gas resultante tras la combustión no contiene ni exceso de oxígeno ni exceso de acetileno. La llama neutra se utiliza principalmente para cortar y soldar chapas finas de acero con bajo contenido en carbono.
2) Llama de carburación: Cuando la proporción de oxígeno con respecto al acetileno es inferior a 1 (generalmente entre 0,85 y 0,95), se obtiene una llama de cementación, en la que una parte del acetileno permanece sin quemar en el gas tras la combustión. La llama de cementación se utiliza principalmente para soldar chapas finas de acero con bajo contenido en carbono y para el tratamiento de cementación de las superficies de algunas chapas de acero.
3) Llama oxidante: Cuando la proporción de oxígeno con respecto al acetileno es superior a 1,2 (normalmente entre 1,3 y 1,7), se obtiene una llama oxidante, en la que el gas resultante tras la combustión contiene un exceso de oxígeno. La llama oxidante se utiliza principalmente para cortar chapas gruesas de acero de bajo contenido en carbono, y la proporción de la llama oxidante aumenta a medida que aumenta el grosor de la chapa de acero.
1) Las botellas de acetileno y oxígeno deben almacenarse por separado con una distancia de más de 10 metros entre ellas.
2) Las botellas de acetileno deben mantenerse en posición vertical y no colocadas horizontalmente.
3) Manipule las botellas de acetileno y oxígeno con cuidado, evitando cualquier colisión fortuita.
4) Las botellas de acetileno y oxígeno no deben exponerse a la luz solar directa y deben mantenerse alejadas de fuentes de calor. Si es necesario, se debe proporcionar una sombrilla.
5) En caso de retroceso de la llama durante el trabajo, debe cerrarse primero la válvula de oxígeno y después la de acetileno.

La soldadura eléctrica se refiere a la soldadura de metales realizada utilizando la alta temperatura generada por un arco eléctrico.
1) Formas de las juntas de soldadura:
En general, existen cuatro tipos de uniones: a tope, solapada, en T y en esquina (véase la figura 1-43). Comparación de las formas de unión: En términos de resistencia de la soldadura, la unión en T es la mejor y se utiliza habitualmente para soldar piezas grandes en barcos. La junta solapada es mejor que la junta a tope, la junta a tope es mejor que la junta de esquina, y la junta de esquina tiene la menor resistencia. Por lo tanto, la soldadura en zonas importantes debe evitar las uniones en esquina en la medida de lo posible.
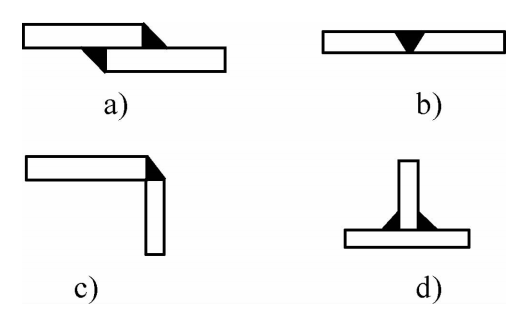
a) Junta solapada b) Junta a tope c) Junta de esquina d) Junta en T
2) Formas de soldadura:
Los cordones de soldadura pueden dividirse en soldadura plana, soldadura en ángulo, soldadura vertical y soldadura por encima de la cabeza, en función de la posición espacial. Según el tipo de estructura, pueden clasificarse en soldadura a tope, soldadura de esquina y soldadura de tapón. En cuanto a la continuidad, pueden ser de soldadura continua o intermitente. En función del modo de trabajo, pueden ser soldadura de trabajo o soldadura de respaldo.
Comparación de cordones de soldadura: En términos de calidad y progreso del trabajo, la soldadura plana es la mejor, superior a los demás cordones de soldadura. Le siguen la soldadura en ángulo, la soldadura vertical y la soldadura por encima de la cabeza, siendo la soldadura por encima de la cabeza la menos favorable. Por lo tanto, siempre que sea posible, los otros tipos de cordones de soldadura deben convertirse en soldaduras planas (consulte la Figura 1-44).
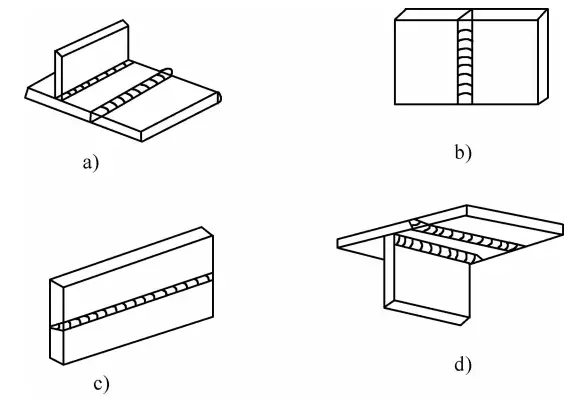
a) Cordón de soldadura plano b) Cordón de soldadura vertical c) Cordón de soldadura horizontal d) Cordón de soldadura superior
3) Precauciones para las operaciones de soldadura eléctrica:
1.Antes de empezar a trabajar, póngase diversos equipos de protección laboral de acuerdo con las normas y requisitos, como calzado aislante y guantes, y a continuación inicie la operación.
2.Evite trabajar al aire libre en condiciones de lluvia y en zonas húmedas o mojadas para evitar accidentes por descarga eléctrica.
3.Cuando trabaje en recipientes cerrados, asegúrese de que haya ventilación y elimine rápidamente el humo.
4.No exceda el tiempo de operación de soldadura para evitar dañar la máquina de soldar o los cables.
5.Una vez finalizado el trabajo, desconecte inmediatamente la corriente, ordene la zona de trabajo y disponga los cables.
Las herramientas manuales pueden dividirse a grandes rasgos en cuatro tipos en función de sus procedimientos y procesos de funcionamiento: herramientas de medición, herramientas de marcado, herramientas de corte y herramientas de conformado.
Las herramientas utilizadas para medir las dimensiones, longitudes, ángulos, tamaños de arco, así como los diámetros interior y exterior y el grosor de los componentes y materiales durante los procesos de corte se denominan colectivamente herramientas de medición.Las herramientas de medición incluyen principalmente reglas, transportadores, reglas curvas y calibres.
Se utiliza para medir distancias en línea recta, incluidos los siguientes estilos y especificaciones.
1) Regla de acero:
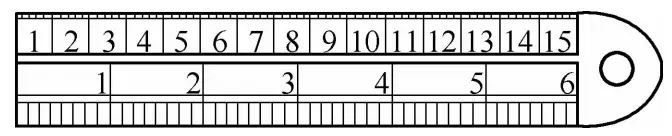
una herramienta de medición de uso común disponible en unidades métricas y en pulgadas. Los tamaños más comunes son 150 mm, 200 mm, 300 mm, 500 mm, 600 mm, 1.000 mm, 2.000 mm, etc. La unidad de medida más pequeña es en milímetros (mm). La figura 1-45 muestra una regla de acero de 150 mm, marcada con escalas tanto en pulgadas como en milímetros.
2) Cinta métrica:
Disponible en acero y tela. La cinta métrica de acero está formada por una tira de acero larga y fina, que puede retraerse completamente en su alojamiento cuando no se utiliza. La cinta de acero está marcada con escalas métricas.
Los tamaños más habituales son 1 m, 2 m, 3 m, 5 m, etc. El extremo delantero de la cinta de acero tiene un pequeño gancho para medir distancias de estructuras pequeñas y evitar que toda la cinta se retraiga en la carcasa. La unidad de medida más pequeña de la cinta métrica de acero es en milímetros (mm).
La cinta métrica de tela está fabricada con cinta de piel sintética o de tela y puede replegarse totalmente en su alojamiento cuando no se utiliza. Suele estar disponible en dos tamaños: 20 m y 50 m. La superficie de la cinta métrica de tela está marcada con escalas, con la distancia de medición más pequeña en centímetros (cm).
Herramienta utilizada para medir y crear ángulos. Entre las herramientas de medición de ángulos se incluyen principalmente la escuadra, el transportador, el transportador de cartabón universal y la regla de medición de ángulos.
1) Cuadrado:
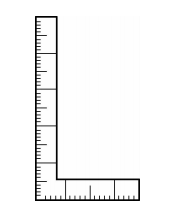
También conocida como regla de ángulo de 90°, se forma soldando dos reglas rectas de longitudes diferentes para formar un ángulo de 90°. La superficie está marcada con escalas métricas y suele medir 250 mm × 500 mm. Se utiliza para medir si dos superficies de una pieza de trabajo son perpendiculares o para trazar líneas verticales sobre ella (véase la figura 1-46).
2) Transportador:
El transportador es una herramienta que puede fabricar uno mismo. Esta herramienta puede medir diversos ángulos internos y externos en componentes de equipos y también puede utilizarse como plantilla para dibujar directamente líneas en chapa metálica (véase la Figura 1-47).
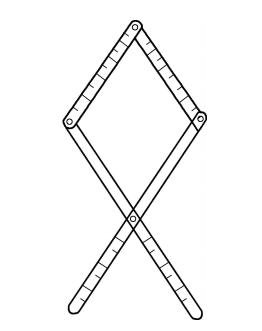
El principio de fabricación de un transportador se basa en las características de un rombo, en el que los cuatro lados son simétricos e iguales, los ángulos superior e inferior son iguales y los ángulos opuestos son iguales.
El proceso de fabricación de un transportador:
① Hacer cuatro tiras de igual anchura, dos largas y dos cortas, siendo la tira larga el doble de larga que la corta.
② Marque cada tira a distancias iguales para su medición.
③ Taladre dos agujeros en cada tira, con los agujeros de las cuatro tiras igualmente espaciados.
④ La "cabeza" del transportador consta de dos tiras cortas y la "cola" de dos tiras largas. Los orificios de un extremo de las dos tiras cortas están superpuestos y articulados con un eje. Los orificios del otro extremo de las dos tiras cortas se superponen con los orificios del extremo delantero de las dos tiras largas y se articulan con un eje. El orificio central de las dos tiras largas está superpuesto y articulado con un eje.
⑤ Una vez unidas, las cuatro tiras forman un pez cuyo tamaño puede ajustarse fácilmente. No importa cómo se gire, los ángulos en la "cabeza" y la "cola" son siempre iguales. La "cabeza" se utiliza para medir ángulos internos, y la "cola" para medir ángulos externos.
3) Transportador de cartabón universal:
Consta de dos reglas, una de ángulos internos y otra de ángulos externos, y puede medir la posición relativa y la distancia entre tornillos y orificios en equipos y componentes. Esta herramienta es fácil de usar, cómoda, rápida y muy precisa.
① Construcción del transportador cónico universal (ver figura 1-50):
Consta de un disco de escala de 180° con un asa y cuatro tiras ajustables articuladas, dos largas y dos cortas. Las dos tiras cortas se utilizan para medir ángulos en el equipo y los componentes, y las barras de las dos tiras largas se fijan en el borde superior del disco de escala. El otro extremo de una de las tiras largas coincide con la escala del disco y puede girar libremente dentro del disco de escala de 180°, y el valor que señala es el ángulo medido.
Las cuatro tiras se articulan con orificios equidistantes mediante cuatro ejes de igual diámetro para formar un rombo, cuyo tamaño puede ajustarse y fijarse al medir ángulos.
② Principio de funcionamiento:
El transportador cónico universal está compuesto por cuatro tiras articuladas que forman un rombo, utilizando los principios de un rombo en el que los cuatro lados son iguales, los ángulos opuestos son iguales, los ángulos opuestos son iguales y los ángulos correspondientes son iguales. Al medir ángulos internos, las dos tiras cortas son móviles, haciendo que las tiras largas se muevan, y el extremo de la tira larga móvil gira sobre el disco de la escala. El valor que señala en el disco graduado es el ángulo medido porque el ángulo entre las dos tiras largas en el disco graduado es el ángulo medido por las dos tiras cortas, es decir, los ángulos correspondientes son iguales (véase la figura 1-48a).
El transportador de ángulos universal consta de una regla para ángulos internos y una regla para ángulos externos que funcionan juntas como un conjunto. La regla para ángulos interiores sirve para medir ángulos interiores y la regla para ángulos exteriores sirve para medir ángulos exteriores. La construcción de la regla para ángulos externos es básicamente la misma que la de la regla para ángulos internos, excepto que se eliminan las dos tiras cortas, dejando sólo las dos tiras largas (véase la figura 1-48b).
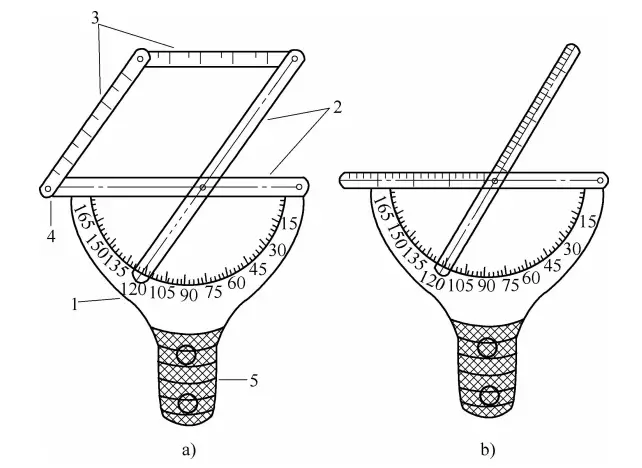
a) Transportador de ángulos internos b) Transportador de ángulos externos
1 - Escala Vernier 2 - Cuchilla Larga 3 - Cuchilla Corta 4 - Eje Pivotante 5 - Empuñadura
4) Regla para medir ángulos:
Es una herramienta especializada para medir ángulos, que puede utilizarse para trazar directamente líneas y cortar productos y materiales sin necesidad de utilizar un transportador. Puede producir cualquier ángulo dentro de 180° y también puede dividir ángulos conocidos de forma arbitraria.
Características estructurales y principio de funcionamiento: La regla de medición de ángulos consta de dos placas superpuestas en forma de abanico a las que se ha retirado la parte central, formando un semicírculo hueco. El arco del semicírculo está marcado con una escala de 180°, y en la parte inferior central de la placa en forma de abanico hay marcada una línea de escala de 180 mm de longitud.
Los números están marcados debajo de la línea de escala, y dos barras, una larga y otra corta, están articuladas en los extremos superiores de las dos placas. Las barras larga y corta pueden moverse libremente dentro de la placa en forma de abanico, con la barra larga coincidiendo con la línea de escala de 180 mm bajo la placa en forma de abanico, y la barra corta moviéndose libremente a lo largo del arco del semicírculo dentro de la placa en forma de abanico.
Las barras larga y corta se cruzan en el arco del semicírculo, y el punto de intersección representa el ángulo, siendo el número correspondiente al punto de intersección en la línea de escala el ángulo medido (ver Figura 1-49).
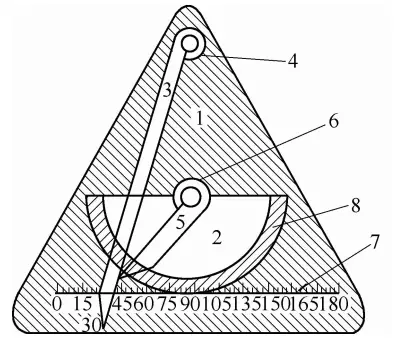
1 - Placa de sector
2 - Placa sectorial con centro hueco
3 - Hoja larga móvil
4 - Eje pivotante de la hoja larga
5 - Hoja corta móvil
6 - Eje de giro de la hoja corta
7 - Línea de graduación de 180 mm
8 - Reposacuchillas Corto
El principio de funcionamiento de la regla para medir ángulos se encuentra en el apartado "Método para trazar cualquier ángulo en geometría plana" de la primera sección de geometría plana.
La regla de curvas es una herramienta utilizada para medir el arco y la curva de las piezas del producto durante el corte. Puede medir curvas cóncavas y convexas, es decir, arcos internos y externos.
1) Estructura principal de la regla curva:
La regla curva consta de un carril deslizante hueco con un asa, y dos barras de placa ajustables largas y cortas conectadas por múltiples eslabones de cadena. El centro de la cadena se fija en la parte superior del asa del carril deslizante hueco. Los extremos de la cadena están conectados a un extremo de las dos barras de placa ajustables.
Los orificios superpuestos de los otros extremos de las dos barras se fijan en el interior de la pista de deslizamiento hueca mediante un perno de eje concéntrico. Los lados de la cadena pueden moverse hacia arriba y hacia abajo, utilizándose el movimiento hacia arriba para medir arcos externos y el movimiento hacia abajo para medir arcos internos.
2) Principio de funcionamiento:
Cuando se miden arcos internos, el eje concéntrico de las barras de la placa se mueve hacia abajo dentro de la pista deslizante hueca del mango, empujando simultáneamente los eslabones de la cadena para apretarlos contra el objeto que se está midiendo. Cuando la posición del arco del objeto coincide con la de la regla curva, el perno del eje concéntrico de las barras de la placa se aprieta para asegurar la regla curva (véase la figura 1-50b).
Cuando se miden arcos externos, las barras de la placa conectadas al eje concéntrico se mueven hacia arriba dentro de la pista deslizante hueca del mango, empujando simultáneamente los eslabones de la cadena para apretarlos contra el objeto que se está midiendo. Cuando la posición del arco del objeto coincide con la de la regla curva, el perno del eje concéntrico de las barras de la placa se aprieta para asegurar la regla curva (véase la figura 1-50c).
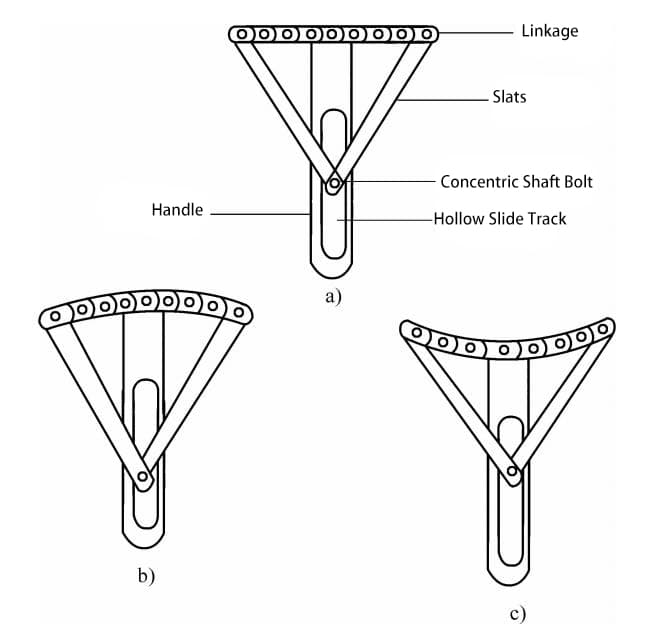
a) Estructura de la regla de curvas b) Medición de curvas internas c) Medición de curvas externas
También conocidos como calibres, se utilizan para medir los diámetros interior y exterior de piezas de trabajo cilíndricas o tubulares, así como el grosor de chapas metálicas. Existen dos tipos: calibres internos para medir el tamaño de aberturas o ranuras, y calibres externos para medir el diámetro exterior de piezas de trabajo cilíndricas o tubulares, así como el grosor de piezas de trabajo y chapas metálicas.
Tanto los calibres internos como los externos son herramientas de medición indirecta. Tras la medición, es necesario cotejarlos con una regla de acero para confirmar las dimensiones.
El trazado es el proceso de marcar los límites de mecanizado de una pieza en la materia prima, basándose en el dibujo o en la pieza real. Las herramientas utilizadas para el trazado incluyen agujas de trazar, compases, bordes rectos largos, reglas de acero, transportadores, escalas triangulares, escuadras en T, curvas flexibles, troqueles, líneas de tiza, martillos y trazadores.
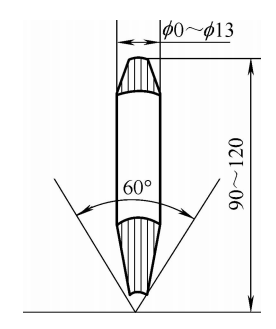
Fabricado en acero al carbono para herramientas, con un diámetro aproximado de 3 a 5 mm y una longitud de 200 a 300 mm, el punzón tiene un ángulo de punta de 15° a 20°, con el extremo puntiagudo de unos 20 mm, y se somete a un tratamiento de temple. Cuando se utiliza un punzón de trazar para marcar, es esencial disponer de herramientas de guía como ayuda, tales como una regla de acero, una escala triangular o una escuadra en T.
Durante el marcado, el extremo puntiagudo de la aguja de trazar debe colocarse estrechamente contra la herramienta de guía, con la parte superior inclinada hacia fuera entre 15° y 20° e inclinada unos 50° en la dirección de movimiento de la aguja de trazar. Puede utilizarse en lugar de un trazador y una línea de tiza al colocar el material para cortar.
Se utilizan para dibujar círculos, medir ángulos, dividir segmentos de líneas y tomar medidas. Suelen fabricarse en acero de carbono medio. Sus puntas se endurecen mediante un tratamiento de temple. Para trazar círculos más grandes se utiliza un compás, mientras que para dibujar círculos grandes sobre una superficie plana se emplea una regla.
La balanza triangular está formada por dos triángulos rectángulos (véase la Figura 1-51). Un triángulo tiene ambos ángulos no rectos a 45°, mientras que el otro tiene ángulos no rectos de 60° y 30°.
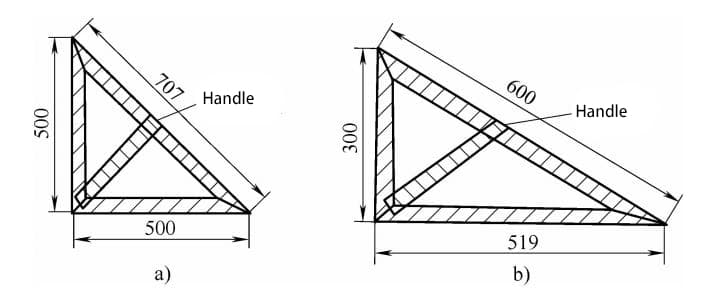
a) ángulo de 45
b) Ángulo de 60° y ángulo de 30
Las escamas triangulares suelen estar hechas de listones de madera duros e indeformables unidos entre sí. Cuando se utilizan juntas, dos escamas triangulares pueden crear múltiples ángulos en incrementos de 15°, como 15°, 30°, 45°, 60°, 75°, 90°, etc.
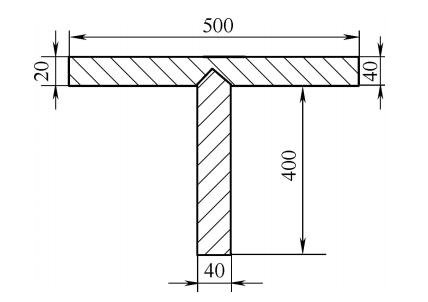
Se utiliza para trazar líneas verticales o para colocar patrones en tableros planos. Las escuadras en T suelen fabricarse uniendo listones de madera duros, que no se parten ni se deforman (véase la Figura 1-52).
Generalmente se forjan con acero de alto contenido en carbono o se fabrican a partir de acero para herramientas desechado. Pueden utilizarse para marcar en el acero o para encontrar el centro al taladrar para evitar la excentricidad. Cuando se utiliza un punzón de muestra, debe alinearse verticalmente con la placa de acero.
Sujete los 2/3 superiores del punzón de muestra con la mano izquierda, dejando al descubierto la parte que golpea en la parte superior del punzón de muestra, y golpee la parte superior del punzón de muestra con un martillo utilizando la mano derecha (véase la figura 1-53).
Suele enrollarse con un hilo fino de algodón en un carrete de hilo de tiza y puede utilizarse para trazar líneas largas en componentes de gran tamaño. Cuando se utiliza un cordel de tiza, es necesario que dos personas trabajen juntas: una sostiene el cordel de tiza tenso, mientras que la otra tira y engancha el cordel de tiza tenso, confiando en la inercia de la caída del cordel de tiza para marcar la placa de acero.
El martillo utilizado para trazar y cortar suele ser más pequeño, de unas 0,4 lb (1 lb = 0,454 kg), y puede utilizarse junto con un escriba, un punzón o un cincel pequeño para marcar.
Material mineral blanco, procesado en forma alargada y delgada, que se utiliza principalmente para trazar líneas.
El material en bruto después del trazado, corte y marcado se divide según la plantilla, y las herramientas utilizadas para este proceso se clasifican como herramientas de corte. Las herramientas de corte incluyen tijeras, sierras de mano, cinceles, soldadura de gas y sierras sin dientes.
Esto incluye tijeras de hojalatero, cizallas y tijeras para tela.
1) Tijeras de hojalatero:
Existen dos estilos, rectos y curvos, fabricados en acero de alto contenido en carbono, con varios tipos y tamaños. Se utilizan específicamente para cortar chapas finas. Las tijeras rectas sirven para cortar líneas rectas, mientras que las tijeras curvas sirven para cortar arcos o curvas. Generalmente cortan chapas de acero de espesores comprendidos entre 0,5 y 1 mm, y pueden cortar chapas más blandas. metales como el cobre o el aluminio por debajo de 1,5 mm.
Cuando se utilicen, la apertura de las tijeras debe ser la adecuada, los dos bordes deben estar juntos y el filo de corte debe estar perpendicular a la chapa. El ángulo de la abertura de la tijera debe mantenerse dentro de los 15°, ya que si se sobrepasa, se producirá deslizamiento debido a la reducción de la fricción entre el filo de la tijera y la chapa.
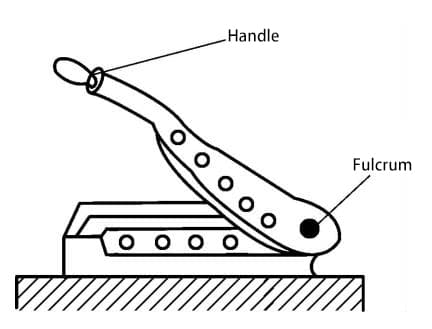
2) Cizallas:
Como se muestra en la Figura 1-54, las cizallas sólo pueden realizar cortes rectos. Como el fulcro está en el extremo, pueden cortar chapas de acero más gruesas, que suelen alcanzar de 1,5 a 2,5 mm para chapas de acero con bajo contenido en carbono.
3) Tijeras para tela:
Sirven para recortar algunas plantillas al colocar materiales, como cartón amarillo, hule, chapas finas de hierro, etc.
Una sierra de mano se compone de una hoja de sierra y un bastidor. Las sierras de mano comunes se dividen en fijas y ajustables en función de su longitud. Las sierras ajustables pueden alojar hojas de sierra de diferentes longitudes. Las hojas de sierra suelen ser de acero al carbono para herramientas y también pueden ser de acero aleado, pero requieren tratamiento térmico.
Las especificaciones de una hoja de sierra vienen indicadas por la distancia entre los orificios de montaje de sus dos extremos. Cuantos más dientes haya en 25 mm, más fina será la hoja de sierra; por el contrario, cuantos menos dientes haya en 25 mm, más gruesa será la hoja de sierra. Las hojas de sierra de dientes gruesos son adecuadas para cortar metales blandos, mientras que las de dientes finos son adecuadas para cortar metales duros.
En el trabajo real, serrar implica empujar la sierra con fuerza, por lo que al montar la hoja de sierra en el bastidor de la sierra, los dientes de la sierra deben mirar hacia delante.
Un cincel es una herramienta de corte de acero al carbono forjado para herramientas y tratado térmicamente, con un filo en forma de cuña que se golpea con un martillo.
El cincel consta de tres partes: la cabeza del cincel, el cuerpo del cincel y el filo del cincel (véase la Figura 1-55). La cabeza del cincel tiene una superficie superior convexa que se va estrechando de fina a gruesa hacia el cuerpo del cincel, pasando a una forma cónica. Su característica es que el punto de golpeo del martillo está directamente alineado con el centro del filo del cincel, lo que hace menos probable que se desvíe durante el golpeo y da como resultado un cincelado suave sin dañar el filo del cincel.
La longitud del cuerpo del cincel viene determinada por las necesidades de procesamiento y el tamaño de la mano del trabajador. El cuerpo del cincel suele ser octogonal para evitar que gire durante su uso.
El filo del cincel, o filo de corte, consta de dos superficies de corte que forman una cuña, y el ángulo entre ellas se denomina ángulo de cuña, denotado como ángulo "a".
El tamaño del ángulo de la cuña afecta directamente al cincelado de la pieza. Un ángulo de cuña más pequeño requiere menos esfuerzo para cincelar, pero si es demasiado pequeño, el filo de corte se debilita y es propenso a dañarse.
Por el contrario, si el ángulo de la cuña es demasiado grande, se requiere más esfuerzo para cincelar y la superficie de corte no es lisa. El tamaño del ángulo de la cuña debe determinarse en función del material que se va a cincelar; los materiales más blandos permiten un ángulo de cuña menor, mientras que los materiales más duros requieren uno mayor.
Durante el uso, el filo del cincel puede desafilarse y la cabeza del cincel puede desarrollar rebabas o bordes laminados que requieran atención. En estos casos, se realiza un rectificado con muela abrasiva para garantizar que tanto el filo como la cabeza cumplen los requisitos de uso. Los cinceles se presentan en varios estilos en función de los requisitos del trabajo, como cinceles planos, cinceles de punta y cinceles de ranura.
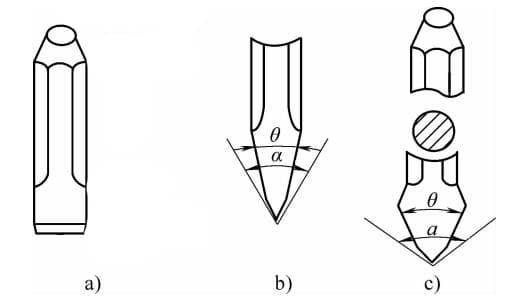
a) Estructura de los cinceles b) Cincel plano c) Cincel de punta
Se utiliza principalmente para cortar chapas de hierro de más de 3 mm de grosor, el corte se realiza a lo largo de la línea de corte. El la velocidad de corte depende del grosor de la placa; puede ser más rápido para las placas más finas y más lento para las más gruesas.
Después de marcar, cortar y cizallar la pieza en bruto o el componente que hay que reparar, el siguiente paso del proceso es darle forma y conformarla, lo que implica aplanar, doblar, plegar, cerrar, unir, posicionar, entallar, remachar o soldar la pieza. Las herramientas utilizadas en estos procesos se clasifican como herramientas de conformado de chapa.
Hay muchos tipos de herramientas de conformado de chapa, como alicates, llaves, martillos, limas, destornilladores, yunques, barras planas, barras cuadradas, barras redondas, garabatos, hierro cromado, sopletes, mazos, punzones, palancas en horquilla y ensanchadores.
Los alicates se utilizan principalmente para sujetar y asegurar pequeñas piezas de trabajo o componentes individuales. Los hay de muchos tipos, como alicates de corte de alambre, alicates de punta plana, alicates de punta de aguja, alicates de pico de pato, alicates de mano, alicates de máquina, alicates de banco y alicates para tubos.
1) Los alicates de corte de alambre, los alicates de punta plana, los alicates de punta de aguja y los alicates de pico de pato son alicates de agarre con una sola mano. Los alicates para cortar alambres se utilizan para sujetar piezas pequeñas y cortar diversos alambres metálicos. Los alicates de punta de aguja son adecuados para zonas estrechas y poco profundas, mientras que los alicates de punta plana se utilizan para huecos alargados.
2) Los alicates de mano y los alicates de máquina son herramientas de sujeción pequeñas. Los alicates de mano, un tornillo de banco manual, se utilizan para sujetar piezas de trabajo pequeñas y chapas finas, principalmente para limar, dar forma y taladrar. Son cómodos de transportar y utilizar, no están limitados por condiciones o ubicación, y sus especificaciones vienen determinadas por la anchura de las mordazas, que suele rondar los 45 mm.
Los alicates para tornillos de banco se fijan al banco de trabajo y se utilizan para sujetar piezas de trabajo planas de tamaño medio o pequeño, principalmente para limar y dar forma. La base de las pinzas de tornillo de máquina tiene cuatro tornillos que la fijan al banco de trabajo.
3) Las pinzas de banco son herramientas de agarre relativamente grandes que se fijan al banco de trabajo. Constan de una base, un cuerpo de alicates y unas mordazas. La base circular de los alicates de banco tiene tres pernos conectados al banco de trabajo.
La base tiene una plataforma giratoria conectada al cuerpo de la pinza. El cuerpo de la pinza puede girar 360° bajo la acción de la plataforma giratoria, y tiene dos pernos para fijar el cuerpo de la pinza en su sitio. El cuerpo de la pinza se compone de dos mordazas opuestas. En el centro del cuerpo de la pinza hay un tornillo trapezoidal que ajusta la distancia entre las mordazas para su posicionamiento.
Las especificaciones de los alicates de banco vienen determinadas por la anchura de las mordazas. Hay muchos tipos de alicates de banco. Las especificaciones utilizadas habitualmente en el procesamiento de chapa metálica son 6in y 10in, lo que indica anchuras de mordaza de 150mm y 250mm respectivamente. Los alicates de banco se utilizan para sujetar piezas de trabajo para cortar, limar, reparar y dar forma.
Utilización y mantenimiento del tornillo de banco y del tornillo de banco para máquinas:
①Al utilizar un tornillo de banco y un tornillo de banco para máquinas fijados al banco de trabajo con pernos, la pieza de trabajo no debe sujetarse demasiado floja ni demasiado apretada. Si la superficie de la pieza de trabajo es lisa y plana, se puede utilizar una lámina de cobre puro para acolchar las mordazas y evitar daños en la superficie de la pieza de trabajo.
②Las mordazas y las piezas móviles del tornillo de banco no deben tener aceite.
③No golpee las piezas móviles con un martillo.
④Al sujetar piezas de trabajo pesadas, se pueden añadir bloques de madera debajo de la pieza de trabajo como soporte para evitar que se caiga y provoque lesiones.
⑤El tornillo de banco debe mantenerse limpio con regularidad y debe aplicarse aceite lubricante a las piezas móviles con frecuencia.
4)La llave de tubo es una herramienta de sujeción de acero fundido, compuesta por mordazas y un mango, que se utiliza principalmente para sujetar piezas de trabajo cilíndricas y cónicas.
Las mordazas de la llave de tubo tienen una fila de dientes en los extremos superior e inferior de los labios de las mordazas, que sirven para agarrar piezas de trabajo cilíndricas. El extremo superior de las mordazas de la llave de tubo está conectado al mango, y hay un engranaje móvil en el extremo superior del mango, colocado dentro del bastidor del engranaje.
El extremo inferior de las mordazas es una mordaza ajustable, conectada a una cremallera vertical, que engrana con el engranaje móvil dentro del bastidor de engranajes, permitiendo que los labios de la mordaza en el extremo inferior se muevan hacia arriba y hacia abajo.
El mango se utiliza para aplicar fuerza externa, facilitando la sujeción o el volteo de piezas cilíndricas para asegurar o desmontar las uniones de componentes tubulares.
Las llaves son herramientas comunes que se utilizan para apretar o aflojar tornillos. Entre los tipos más comunes se incluyen las llaves ajustables, las llaves inglesas, las llaves de vaso y las llaves acodadas.
Las llaves ajustables, las llaves inglesas y las llaves acodadas están disponibles en juegos y en unidades métricas e imperiales. Un juego típico de llaves ajustables consta de ocho piezas de tamaños comprendidos entre 5,5 mm y 27 mm. Los juegos de llaves inglesas constan de siete piezas de tamaños comprendidos entre 5,5 mm y 24 mm, mientras que los juegos de llaves de vaso constan de 24 piezas, compuestas por vasos, mangos y carracas, de tamaños comprendidos entre 8 mm y 32 mm.
Las especificaciones de las llaves ajustables se refieren a la longitud total de la llave. Los tamaños comunes van de 100 mm a 500 mm, equivalentes a 4 pulgadas a 20 pulgadas, disponibles en 4 pulg., 6 pulg., 8 pulg., 10 pulg., 12 pulg., 14 pulg., 16 pulg. y 20 pulg.
Uso y mantenimiento de llaves:
1) La llave seleccionada debe ajustarse al tamaño de la tuerca y no debe quedar floja para evitar que resbale y provoque lesiones.
2) Cuando utilice una llave ajustable, asegúrese de que la mordaza está ajustada al tamaño de la tuerca.
3) Cuando utilice una llave, aplique la fuerza principalmente sobre el cuerpo de la llave, manteniéndola perpendicular a la línea central del perno para garantizar la seguridad.
4) Utilice fuerza de tracción en lugar de fuerza de empuje cuando utilice una llave. Si es necesario empujar, aplique una fuerza gradual con la palma de la mano para evitar lesiones si el perno se afloja repentinamente.
5) No añada un tubo a la llave para aumentar la palanca, y nunca aplique fuerza con varias personas, ya que podría dañar la llave (excepto las llaves diseñadas para aplicar fuerza adicional).
6) No golpee el mango con un martillo ni utilice la llave como tal.
7) Una gran llave ajustable de 20 pulgadas también puede utilizarse como pinza para enderezar y restaurar placas metálicas dobladas.
Existen muchos tipos y estilos de martillos utilizados por los operarios de chapistería, como martillos de chapa, martillos planos, martillos arrojadizos, martillos cuadrados, martillos de hierro, martillos de madera y martillos de goma. Los distintos martillos deben elegirse en función de las piezas de trabajo específicas.
Los martillos pueden dividirse en dos tipos en función de las propiedades del material: martillos de cabeza blanda y martillos de cabeza dura. Los martillos de cabeza blanda suelen estar hechos de cobre, plomo, madera dura, cuero o caucho, y se utilizan sobre todo para trabajar piezas de metal blando o ensamblajes diversos. Los martillos de cabeza dura suelen ser de acero al carbono.
Ambos extremos de la cabeza del martillo han sido sometidos a un tratamiento térmico adecuado. Las cabezas de los martillos tienen tres formas: redonda, cuadrada y plana. El mango del martillo es de madera dura y resistente, con una sección elíptica en la empuñadura para facilitar la dirección de la cabeza del martillo y evitar que el mango gire al balancear el martillo.
Uso y mantenimiento de martillos:
1) Los martillos que pesan más de 2 kg se consideran grandes, mientras que los que pesan menos de 2 kg se consideran pequeños. Cuando se utiliza un martillo grande, la mano derecha se coloca delante y la izquierda detrás, agarrando fuertemente el mango, con los pies separados en posición de ocho, y el pie izquierdo adelantado o medio adelantado.
Cuando se utiliza un martillo pequeño, la mano derecha agarra el mango, con un agarre adecuado para garantizar que no se ejerce una fuerza excesiva en ninguna dirección.
2) Antes de utilizarlo, compruebe si la cabeza del martillo está bien sujeta, y lo mejor es utilizar una cuña para fijar firmemente la cabeza del martillo al mango.
3) No utilice el martillo con las manos grasientas para evitar que el martillo se salga y provoque lesiones.
4) Si la cabeza o la parte superior del martillo están aceitosas o tienen abolladuras, no lo utilice para no dañar la superficie de procesamiento.
5) Después de utilizar el martillo, debe guardarse adecuadamente para evitar que el mango se rompa o se dañe.
Una lima es un tipo de herramienta de corte que se utiliza principalmente para eliminar el exceso de metal de la superficie de las piezas de trabajo, y es una operación de mecanizado de precisión.
1) Construcción de un fichero: Una lima consta de un cuerpo de lima y un mango de lima (ver Figura 1-56). El cuerpo de la lima está hecho con dientes para limar y sirve como parte de trabajo, mientras que el mango sirve para agarrar. El mango suele ser de madera. La longitud de una lima se refiere a la longitud del cuerpo de la lima, y viene en varias especificaciones.
2) Tipos y usos de los ficheros:
Según el tamaño de los dientes, las limas pueden clasificarse en gruesas, finas y superfinas (conocidas como limas lisas). El tamaño de los dientes de la lima depende del número de dientes por cada 10 mm; a mayor número de dientes, menor tamaño. Los dientes de lima se dividen a su vez en dientes de un solo corte y dientes de doble corte.
Los dientes de lima de un solo corte son rectos y forman un ángulo de 70° a 80° con el filo de la lima; se utilizan para limar metales blandos o superficies que requieren un acabado relativamente liso. Los dientes de lima de doble corte se entrelazan, y los dientes de lima que se cortan primero se denominan dientes de corte inferior, y los que se cortan después, dientes de corte superficial.
Los dientes de corte superficial forman un ángulo de 65° o 72° con el filo de la lima, mientras que los dientes de corte inferior forman un ángulo de 45° o 52° con el filo de la lima. El espaciado de los dientes de corte inferior es mayor que el de los dientes de corte superficial.
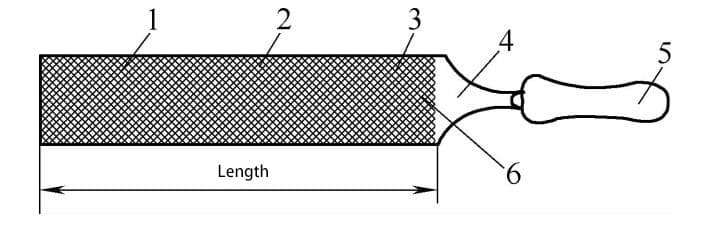
1-Dientes de la lima 2-Frente de la lima 3-Dientes de corte inferior 4-Cuerpo de la lima 5-Mango de la lima 6-Mango
Según la forma de la sección transversal, las limas pueden dividirse en limas ordinarias (incluidas limas planas con bordes paralelos, limas planas cónicas, limas cuadradas, limas redondas, limas de media caña, limas triangulares, etc.) y limas especiales (incluidas limas de cuchilla, limas rómbicas, limas triangulares planas, limas elípticas, limas de vientre redondo, etc.).
Las limas de acabado, también conocidas como limas de aguja o limas suizas, se utilizan para el mecanizado de precisión. Cada juego de limas tiene formas diferentes, como juegos de cinco piezas, juegos de siete piezas, juegos de diez piezas, juegos de doce piezas, etc.
Los usos de varios archivos se enumeran en la Tabla 1-8.
Tabla 1-8: Usos de varios archivos
| Tipos de ficheros | Utiliza |
| Archivo plano | Limar superficies planas, superficies cilíndricas externas y superficies curvas convexas |
| Archivo cuadrado | Limar agujeros cuadrados, rectangulares y superficies planas estrechas |
| Archivo redondo | Limar orificios redondos, superficies curvas cóncavas de radio pequeño y superficies elípticas |
| Lima de media caña | Limar superficies curvas cóncavas y superficies planas |
| Lima triangular | Limar ángulos internos, agujeros triangulares y superficies planas |
| Lima para cuchillos | Limar ángulos internos, ranuras estrechas y ranuras en forma de cuña limar agujeros cuadrados, triangulares, rectangulares y superficies planas internas |
| Lima elíptica | Limar superficies cóncavas internas y externas, redondear aristas y esquinas cóncavas de orificios elípticos |
| Archivo rómbico | Limar los dientes de los engranajes, piñonesy ruedas de cadena |
| Lima de barriga redonda | Limar las capas gruesas de metal (la lima más gruesa) |
3) Selección y reglas de uso de las limas: La elección de la lima depende de la forma de la pieza, mientras que la selección del grado de la lima depende de la tolerancia de mecanizado, los requisitos de precisión y las propiedades del material de la pieza. Las limas gruesas pueden utilizarse para limar metales blandos con grandes tolerancias de mecanizado, requisitos de precisión bajos y baja rugosidad superficial.
Por el contrario, las limas finas se utilizan en los escenarios opuestos. Las limas nuevas son más afiladas y adecuadas para limar metales blandos, mientras que las viejas son todo lo contrario. El uso correcto de las limas puede prolongar su vida útil. Por lo tanto, es esencial evitar el uso de limas nuevas para limar metales duros, piezas fundidas con piel dura o partículas de arena, y piezas forjadas.
Éstas deben afilarse con una muela abrasiva antes de limarlas con una lima semiafilada o vieja. Las limas deben utilizarse por un lado, y sólo cuando ese lado se desafile o cuando se necesiten dientes de lima afilados debe utilizarse el otro lado. Evite tocar con la mano la superficie recién limada para evitar que resbale durante el limado.
Un destornillador, también conocido como atornillador o destornillador, es una herramienta utilizada para apretar o aflojar tornillos. En general, existen dos tipos comunes en función de su forma y características de uso:
1) Los destornilladores planos suelen tener una hoja plana, y sus especificaciones se indican por su longitud total, con varios tamaños que oscilan entre 150 y 300 mm. La anchura y el grosor de la cabeza del destornillador son proporcionales a la longitud del mango.
2) Los destornilladores Phillips tienen la cabeza en forma de cruz y son adecuados para tornillos Phillips, ya que se caracterizan por tener menos probabilidades de salirse de la ranura del tornillo. Existen en cuatro tamaños, numerados del 1 al 4.
3) Consejos para utilizar y mantener los destornilladores:
Al utilizarla, asegúrese de que la hoja se presiona verticalmente en la ranura del tornillo, y evite aplicar una fuerza excesiva.
Sujete la empuñadura con la mano derecha y mantenga la alineación con el tornillo utilizando la mano izquierda, manteniéndola perpendicular al tornillo.
Queda terminantemente prohibido utilizar un destornillador cuando la hoja no esté alineada con la ranura del tornillo.
El mango del destornillador y las manos del operario deben estar libres de aceite para evitar que resbalen durante su uso.
Los destornilladores no deben utilizarse como sustitutos de palancas, punzones o cinceles.
Su función principal es aplanar las piezas de trabajo y está hecho de acero al carbono medio. Dependiendo de los requisitos de la pieza de trabajo, se puede fabricar en varios estilos, como el apoyo transversal de respaldo de placa plana y el apoyo transversal de aguja superior en forma de arco. Cuando se reparan chapas finas, el apoyo transversal se coloca en el lado opuesto para resistir la fuerza del martilleo.
Dependiendo de las necesidades específicas durante la reparación, se eligen diferentes apoyos transversales. Para grandes áreas de protuberancias o hendiduras, se utiliza un apoyo transversal de placa plana, mientras que para deformaciones más pequeñas (como pequeñas protuberancias), se emplea un apoyo transversal de aguja superior (consulte la Figura 1-57).
a) Yunque plano b) Yunque puntiagudo
1 - Superficie de la pieza 2 - Empuñadura
Los yunques deben mantenerse limpios, lisos, sin manchas de aceite y sin abolladuras ni irregularidades. Después de su uso, deben guardarse adecuadamente y no tirarse ni colocarse al azar para evitar daños.
Una placa de superficie, también conocida como plataforma de superficie, suele ser de hierro fundido con nervios de refuerzo en la parte posterior para aumentar su resistencia. El grosor varía; las placas pequeñas suelen tener un grosor de 50-80 mm, mientras que las más grandes oscilan entre los 200-300 mm de grosor. La función principal de la plataforma de superficie es proporcionar una superficie plana y recta para la chapa.
No existe una especificación unificada para el área de la placa de superficie, pero los tamaños comunes incluyen 600mm×1000mm, 800mm×1200mm y 1500mm×3000mm.
Uso y mantenimiento de la placa de superficie:
1.La placa de superficie debe fijarse firmemente sobre un soporte a una altura adecuada para facilitar su manejo. El soporte es principalmente de madera, que sirve para amortiguar las vibraciones.
2.La superficie de la chapa debe mantenerse limpia y lisa. No debe someterse a martilleo aleatorio ni utilizarse para soldadura eléctrica o con gas para evitar daños en la superficie.
Una barra cuadrada, comúnmente conocida como "tubo cuadrado", es una barra de acero de unos 2 metros de largo con una sección transversal de 20 mm × 50 mm. Se utiliza principalmente para doblar, plegar y morder chapas finas. Uno de los extremos de la barra cuadrada es cónico para facilitar el trabajo con chapas finas. Cuando no se dispone de una barra cuadrada, se puede utilizar un pequeño raíl de hierro como sustituto.
Las cuatro esquinas de la barra cuadrada deben mantenerse intactas y no dañarse. Después de usarla, no debe tirarse para evitar dañar las cuatro esquinas de la barra cuadrada.
Una barra redonda, de acero con bajo o medio contenido en carbono, es una varilla de acero circular de 1,5 a 2 metros de longitud y 30 a 50 mm de diámetro. Se utiliza principalmente para fabricar componentes circulares huecos. Cuando no se dispone de una barra redonda, se puede utilizar un tubo de hierro redondo como sustituto. Al utilizarlo, debe manipularse con cuidado.
Un cincel de grabado lineal, también conocido como herramienta de tallado lineal o herramienta de estampado, es un cincel plano fabricado con una placa de acero al carbono de alto manganeso de unos 8~10 mm de grosor y cortada a medida. Consta de tres partes: el borde del cincel, el cuerpo del cincel y la parte superior del cincel, pero no tiene un borde afilado. Su función principal es hacer que la chapa se doble en una línea afilada.
No existe una especificación fija, pero en general hay dos estilos: cinceles de línea recta y cinceles de línea curva. Los cinceles de línea recta se fabrican con bordes de cincel más largos y partes superiores de cincel más cortas para facilitar el uso y el trabajo.
Los cinceles de línea curva son lo contrario, con bordes de cincel más cortos y partes superiores de cincel puntiagudas e inclinadas. Cuando utilice un cincel de grabado de líneas, debe alinearlo verticalmente con la línea de la chapa. Sujete el mango del cincel con una mano y el mango del martillo con la otra, y golpee la parte superior del cincel de grabado lineal con el martillo.
a) Cincel recto b) Cincel curvo
1- Cabeza del cincel 2- Mango 3- Cuerpo del cincel 4- Filo del cincel
Instrucciones y precauciones de uso de un cincel trazador de líneas:
1) Antes de utilizarlo, compruebe que el filo del cincel no presenta defectos y que está suficientemente recto. Si es necesario, rectifíquelo con una muela abrasiva y repárelo antes de utilizarlo.
2) Al utilizarlo, el borde del cincel debe quedar perpendicular a la línea trazada. El reverso de la chapa procesada debe acolcharse con materiales blandos, como madera o goma, para evitar que la chapa se agriete al martillarla.
3) Cuando se utiliza un cincel curvo, el filo del cincel debe ser perpendicular a la curva dibujada en la chapa, y martillear progresivamente con cada golpe.
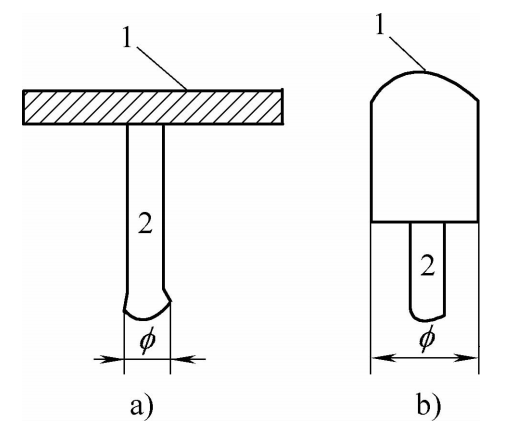
Un soldador es una herramienta de calentamiento indirecto que almacena calor tras ser calentada por una fuente de calor, y que se utiliza para fundir soldadura y calentar juntas de soldadura. El material utilizado para fabricar soldadores es el cobre puro, que tiene una velocidad de enfriamiento lenta y un largo tiempo de aislamiento cuando se calienta, y es fácil de estañar. Hay dos tipos de soldadores: soldadores manuales de calentamiento externo y soldadores eléctricos calentados por una fuente de energía.
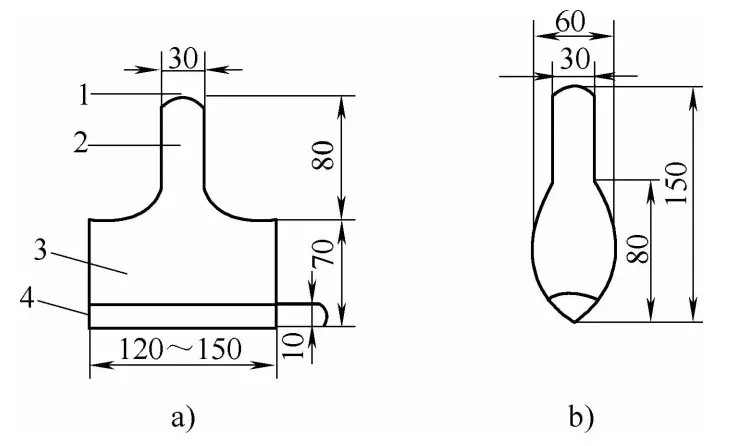
1) Los soldadores de mano de calentamiento externo se componen de una cabeza de soldador y un mango. Según la forma de la cabeza del soldador, puede dividirse en soldador en forma de martillo, soldador puntiagudo y soldador cónico.
La cabeza del soldador en forma de martillo está remachada al mango del soldador, y el otro extremo del mango está equipado con un mango de madera. El extremo inferior de la cabeza del soldador es un cincel de línea recta en forma de hoja, que es el extremo de trabajo. El soldador en forma de martillo es adecuado para soldar costuras largas y rectas.
El soldador de punta no tiene mango y se sujeta con pinzas cuando está en uso, lo que resulta adecuado para soldar piezas empotradas o lugares estrechos.
El soldador cónico tiene un mango fijo y su uso es similar al del soldador de punta.
Los tres tipos de soldadores anteriores son de calentamiento externo, y las cabezas de los soldadores suelen ser bloques rectangulares. Los métodos de calentamiento suelen ser sopletes oxiacetilénicos, sopletes de soldadura de gas y estufas.
2) Los soldadores eléctricos pertenecen al tipo de calentamiento interno, y la cabeza del soldador se calienta por el calor generado por la resistencia eléctrica de la fuente de alimentación. La forma y el tamaño de los soldadores eléctricos varían, y su potencia eléctrica también varía de tamaño, oscilando generalmente entre 40 y 500 W.
Todos ellos utilizan una tensión de 220 V. Para soldar componentes eléctricos y piezas pequeñas, se utiliza un soldador de menor potencia, mientras que para soldar piezas medianas o costuras más largas se elige un soldador de mayor potencia. El cabezal de un soldador eléctrico suele ser una varilla cilíndrica de cobre puro.
Un soplete es un recipiente metálico cerrado en forma de olla lleno de gasolina. La cáscara en forma de olla está equipada con un cilindro presurizado a mano y una boquilla, que están conectados al interior del recipiente.
Al presionar el cilindro presurizado a mano, el vapor de gasolina del interior del recipiente se expande, haciendo que la gasolina fluya a través del tubo de la boquilla hacia la boquilla. La gasolina se enciende en la boquilla y la combustión resultante se utiliza para calentar el objeto. Los sopletes se utilizan habitualmente en fabricación de chapa metálica para calentar piezas soldadas y puntas de soldador.
La mayoría de las chapadoras de cantos son de madera dura y resistente, mientras que algunas son de tablero de fibras. El tamaño estándar es de 40 mm x 40 mm x 400 mm, y se utilizan principalmente para enrollar y morder chapas finas. Cuando se utilicen, hay que evitar emplear una fuerza excesiva y, tras su uso, deben guardarse en un lugar fijo para evitar que se dañen por la humedad y evitar que se tiren o se coloquen al azar para evitar que se estropeen.
Una llave en cruz es una herramienta casera que se utiliza para reparar componentes de chapa metálica. Se fabrica principalmente con varillas o tubos de hierro soldados en varios estilos, como en forma de F, de X y de H. Su función es retorcer y restaurar los bordes doblados de los componentes de chapa metálica a su posición original. Su función es retorcer y devolver a su posición original los bordes doblados de los componentes de chapa metálica.
El método consiste en insertar la cabeza bifurcada de la llave en cruz en el borde doblado del componente de chapa metálica, sujetar el otro extremo con la mano y aplicar fuerza en la dirección opuesta al borde doblado hasta enderezarlo. A continuación, utilice un martillo y una plataforma rodante para corregir la posición del componente.
El expansor es una herramienta manual utilizada para restaurar piezas de chapa colapsadas y deformadas. Su estructura principal incluye una caja base, un tornillo de husillo principal, dos tuercas, cuatro tiras de chapa, dos placas de conexión y una manivela manual (véase la Figura 1-59).
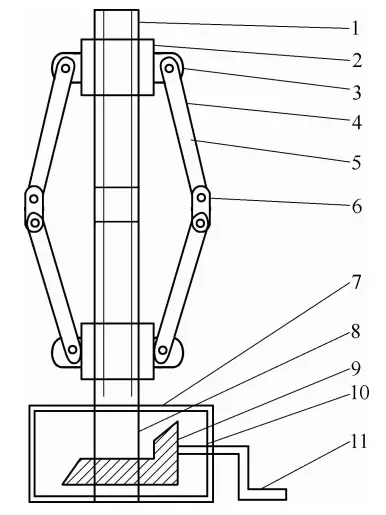
1 - Tornillo de husillo 2 - Tuerca 3 - Oreja 4 - Orificio de la oreja 5 - Listón de la placa móvil 6 - Placa de unión 7 - Caja de base 8 - Engranaje cónico grande 9 - Engranaje cónico pequeño
10 - Eje central del engranaje cónico pequeño 11 - Manivela
La caja base contiene engranajes cónicos grandes y pequeños. El engranaje cónico grande está fijado al tornillo del husillo principal, y el engranaje cónico pequeño engrana con el engranaje cónico grande. El eje central del engranaje cónico pequeño está conectado a una manivela fuera de la caja base. El engranaje de los engranajes cónicos pequeño y grande reduce la fuerza necesaria.
El tornillo del husillo principal en el exterior de la caja base tiene roscas inversas hacia arriba y hacia abajo, con una pequeña sección sin rosca en el centro que separa las roscas hacia arriba y hacia abajo.
Hay una tuerca en cada extremo del husillo principal, y cada tuerca tiene una oreja con un orificio para el eje a cada lado. Las cuatro tiras de placas con diferentes longitudes están conectadas por las orejas con orificios para el eje, y las dos tiras de placas laterales están conectadas a las placas de conexión para formar una forma de diamante variable.
Para reparar piezas de chapa dañadas y deformadas, inserte el tornillo del husillo principal del expansor directamente en la zona colapsada y deformada, agarre la manivela y gire el engranaje cónico pequeño para accionar el engranaje cónico grande.
Esto hace que las tuercas del tornillo del husillo principal se desplacen hacia el centro del tornillo, y que las cuatro tiras de placa en forma de diamante de las tuercas se desplacen horizontalmente, soportando la zona colapsada y consiguiendo el efecto de reparación deseado.
La descripción anterior de la estructura, el funcionamiento, el uso y las precauciones de la herramienta es sólo una breve introducción y no es lo suficientemente exhaustiva. Los operarios necesitan consultar otros materiales para completar su comprensión. Muchas herramientas también deben ser fabricadas por el operario en función del entorno de trabajo y las necesidades in situ, ya que las herramientas se innovan y mejoran constantemente.







