
Cómo calcular el peso de la chapa: Fórmulas esenciales
¿Alguna vez se ha preguntado cómo calcular rápidamente el peso de una chapa? Este artículo desvela una sencilla fórmula que...
¿Qué hace que las máquinas cizallas sean indispensables en el trabajo del metal? Estas versátiles máquinas pueden cizallar, punzonar y entallar una gran variedad de perfiles metálicos, desde vigas en I hasta acero redondo. En este artículo descubrirá sus principales usos, especificaciones técnicas y la mecánica que hay detrás de su funcionamiento. Descubra cómo agilizan las tareas en sectores como la construcción y la construcción naval, donde la precisión y la eficacia son primordiales. Al final, entenderá por qué las máquinas de ferrallista son un elemento básico en los talleres que se ocupan de diversos proyectos metalúrgicos.
La máquina cizalla para metales es un equipo de separación de metales muy versátil. No sólo puede cizallar y separar placas y perfiles metálicos (incluyendo acero redondo, acero cuadrado, acero plano, acero hexagonal, acero angular, acero de canal, viga en I, acero en forma de T y otros materiales de acero de forma especial), sino también realizar punzonado y troquelado (o entallado) en las partes planas de placas y perfiles. Debido a la variedad de procesos de cizallado que puede completar, se denomina máquina cizalladora, véase la figura 8-3-1.
De acuerdo con el mecanismo de trabajo establecido y las correspondientes funciones de cizallamiento que se pueden completar, la máquina ferralladora pueden dividirse en las siguientes categorías.
Equipada con mecanismos de punzonado y cizallado de perfiles, puede realizar el punzonado de chapas y perfiles y el cizallado de diversos perfiles.
Además de completar las funciones de cizallado de placas y tiras, también puede realizar la separación por cizallado de perfiles.
Capaz de completar las funciones de cizallado de los dos tipos de cizalladoras anteriores. Puede dividirse en máquina cizalladora con cuchilla vertical y máquina cizalladora con cuchilla horizontal, siendo esta última menos utilizada debido al alcance limitado del proceso.
Además de realizar las funciones de cizallado de las cizalladoras mencionadas, también puede realizar el troquelado de chapas y perfiles, es decir, recortar determinadas formas de muescas en las partes planas de la chapa o el perfil para facilitar el doblado de perfiles como el acero angular en piezas con forma de marco.
Debido a la naturaleza general de este equipo, su amplia gama de procesos, pocos dispositivos auxiliares, pocos mecanismos de ajuste funcional para mejorar la calidad del cizallado y dispositivos de sujeción simples en el lugar de cizallado, da como resultado una menor precisión de mecanizado, mayores errores dimensionales y una mayor rugosidad de la superficie de fractura, por lo que se utiliza principalmente en talleres que procesan chapas y perfiles con requisitos de baja precisión, como puentes, calderas, construcción naval y construcción, y en algunos departamentos de reparación.
Según la normativa del método de compilación de modelos de maquinaria de forja, el parámetro principal de la máquina de forja de transmisión mecánica es el espesor máximo de la chapa de acero cizallada, mientras que para la máquina de forja de transmisión hidráulica, está representado por el nominal fuerza en el punzonado sitio.
Algunos países ya han producido máquinas cizalladoras con espesores máximos de corte de 32 mm, 25 mm y 20 mm, siendo más común la producción de 16 mm. Debido a la amplia gama de procesos, las máquinas herradoras de gran escala plantean ciertas dificultades en la disposición estructural, y la tasa de utilización del equipo no es alta, lo que no aprovecha plenamente la capacidad de procesamiento del equipo, por lo que la producción de grandes especificaciones es menos común.
Nuestro país ha establecido normas de parámetros técnicos para las máquinas ferralladoras. La tabla 8-3-1 enumera los parámetros básicos de las máquinas de ferretería en nuestro país.
La mayoría de los productos enumerados en la tabla ya se fabrican normalmente en nuestro país, y sus parámetros técnicos figuran en la tabla 8-3-2.
Tabla 8-3-1 Parámetros básicos de las máquinas ferralladoras en China (Unidad: mm)
| Corte de placas | Espesor de chapa cortable | 8 | 10 | 12 | 16 | 20 | 25 | 32 | |
| Acero plano (corte simple) Espesor × Anchura | 10 ×80 | 12 ×100 | 16 ×125 | 20 ×140 | 25 ×150 | 30 ×160 | 36 ×170 | ||
| Corte de perfiles | Acero redondo Diámetro | 30 | 35 | 40 | 48 | 56 | 70 | 75 | |
| Acero cuadrado Longitud lateral | 25 | 30 | 36 | 42 | 50 | 56 | 63 | ||
| Ángulo de acero | Corte a 90 | 63 ×63×6 | 80 ×80×8 | 100 ×100×10 | 125 ×125×12 | 140 ×140×14 | 160 ×160×16 | 180 ×180×18 | |
| Corte a 45 | 50 ×50×4 | 63 ×63×6 | 75×75×8 | 90 ×90×10 | 110 ×110×12 | 125 ×125×14 | 160 ×160×16 | ||
| Modelo de viga en I | Transmisión mecánica | 10 | 12 | 16 | 20b | 22b | 28b | 32c | |
| Transmisión hidráulica | - | - | 10 | 14 | 16 | 20b | 25b | ||
| Modelo de canal de acero | Transmisión mecánica | 10 | 12 | 16 | 20 | 22 | 28b | 32c | |
| Transmisión hidráulica | 6.5 | 8 | 10 | 14a | 16 | 24b | 28c | ||
| Troquelado | Espesor | 6 | 8 | 10 | 12 | 16 | 20 | 25 | |
| Anchura | 40 | 50 | 50 | 63 | 63 | 80 | 80 | ||
| Longitud | 60 | 80 | 80 | 80 | 100 | 100 | 100 | ||
| Perforación | Diámetro | 22 | 22 | 25 | 28 | 31 | 35 | 35 | |
| Espesor | 8 | 10 | 12 | 16 | 20 | 25 | 32 | ||
| Fuerza nominal/kN (no inferior a) | 250 | 315 | 400 | 630 | 800 | 1250 | 1600 | ||
| Número de carreras / (veces/min) (No menos de) | Transmisión mecánica | 42 | 40 | 40 | 32 | 32 | 26 | 26 | |
| Transmisión hidráulica | 28 | 24 | 22 | 20 | 12 | 9 | 7 | ||
| Profundidad de garganta L (no inferior a) | Transmisión mecánica | 315 | 355 | 400 | 450 | 500 | 560 | 630 | |
| Transmisión hidráulica | 225 | 250 | 315 | 340 | 355 | 400 | 450 | ||
Nota: La resistencia a la tracción del material σb < 450MPa
Tabla 8-3-2 Cuchillas de cizallar colocadas longitudinalmente máquinas de ferretería producidas en nuestro país
| Modelo | Especificaciones técnicas | ||||||||
| Espesor de corte /mm | Ictus /(veces/min) | Especificaciones de corte/mm | Diámetro de perforación/mm | Espesor de punzonado/mm | Potencia del motor/kW | Peso de la máquina/kg | |||
| Acero redondo | Acero cuadrado | Ángulo de acero | |||||||
| Q34-10 | 10 | 40 | φ35 | 30×30 | 80×50×8 | 22 | 10 | 2.2 | 770 |
| Q34-16 | 16 | 27 | φ45 | 40×40 | 125×80×12 | 26 | 16 | 5.5 | 2300 |
| QA34-25 | 25 | 25 | φ65 | 55×55 | 150×150×18 | 35 | 25 | 7.5 | 7000 |
| Q35-16 | 16 | 32 | φ45 | 40×40 | 125×80×12 | 28 | 16 | 5.5 | 2800 |
| Q35-20 | 20 | 32 | φ56 | 50×50 | 160×100×12 | 30 | 20 | 7.5 | 6500 |
| Q35-25 | 25 | φ65 | 55×55 | 200×125×16 | 34 | 25 | 13 | 7100 | |
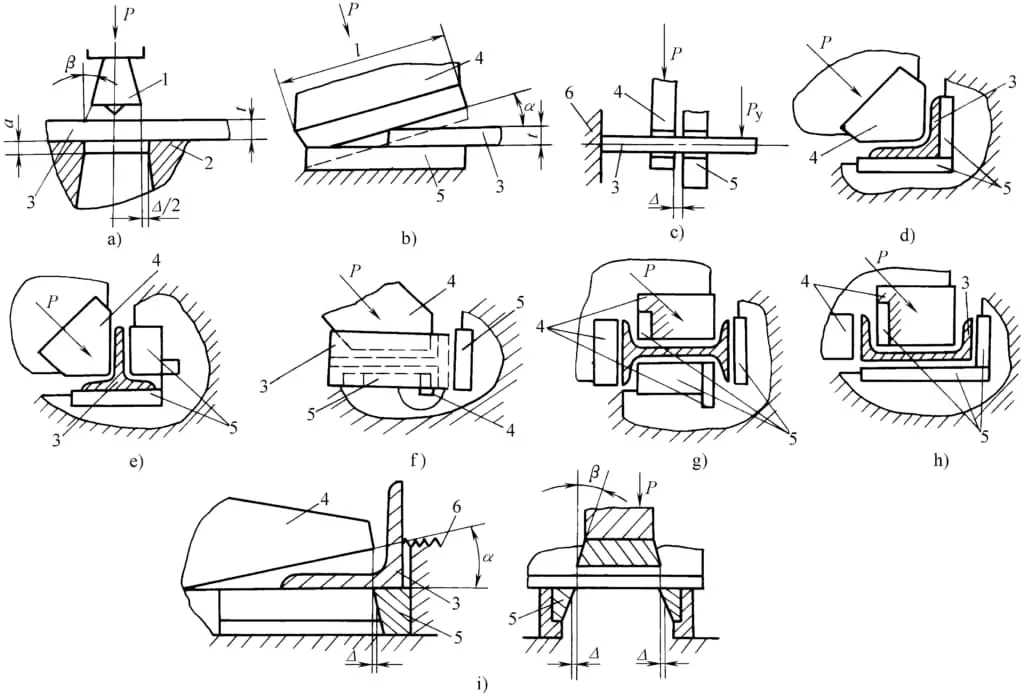
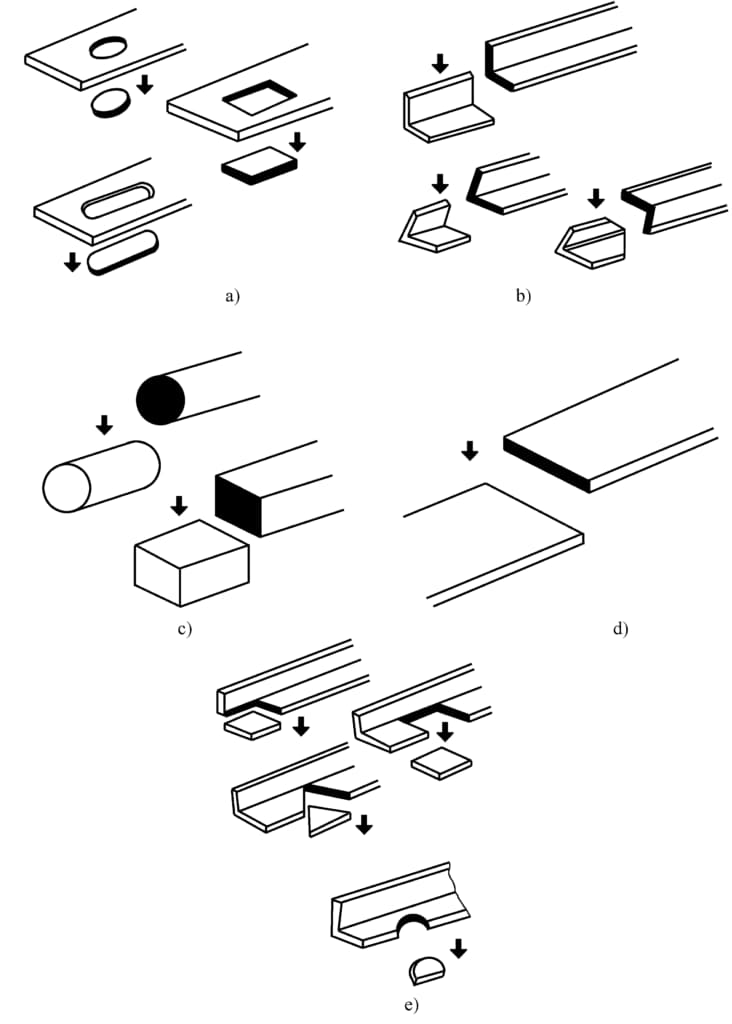
El principio de funcionamiento de la máquina herradora de transmisión mecánica es similar al de la prensa mecánica general y máquina cizalla. El punzonado y el cizallado se realizan mediante el motor que acciona la corredera o la cuchilla a través del sistema de transmisión y el mecanismo de biela de manivela, con el punzón o la cuchilla montados en la corredera completando el trabajo de punzonado o cizallado. La figura 8-3-2 muestra el diagrama del principio de funcionamiento de la máquina ferralladora. La figura 8-3-3 muestra el punzonado y proceso de tundido diagrama completado por la máquina ferrallista.
(I) Puñetazos
La matriz superior 1 del punzonado se fija en la corredera (ver Figura 8-3-2a) y se mueve hacia arriba y hacia abajo con la corredera, y la matriz inferior 2 se fija en la mesa de trabajo. La matriz superior se mueve hacia abajo para completar el trabajo de punzonado. La separación entre las matrices superior e inferior varía en función del grosor y las propiedades mecánicas del material de la chapa. La selección correcta de la separación entre las matrices superior e inferior es crucial para garantizar la calidad de las piezas punzonadas, tomándose generalmente el valor de separación para punzonar espesores de chapa de 3 a 10 mm.
Δ = (0,06 ~ 0,1)t
Donde t--espesor de la placa (mm).
Cuando el espesor de la chapa de punzonado sea superior a 10 mm, tome la separación Δ = (0,1 ~ 0,15)t
La profundidad del borde de la matriz del molde inferior se toma generalmente como a = 3 a 5 mm.
El punzonado en una máquina ferralladora se realiza generalmente para piezas con formas relativamente sencillas, como las que se utilizan en las alas de las chapas metálicas, los ángulos de acero, las alas de los canales de acero y las vigas en I, tal como se muestra en la figura 8-3-4.
Debido a la reducida superficie de la mesa de trabajo de la posición de punzonado y a la falta de dispositivos auxiliares, la precisión y la eficacia de producción del punzonado son inferiores a las de las prensas generales. Por ello, se suele utilizar en talleres de estructuras para procesos auxiliares como el punzonado de orificios de remaches.
(II) Cizallado de chapa
La cuchilla superior está fija en el portaherramientas, y el portaherramientas gira alrededor de un pivote fijo para realizar el cizallamiento, como se muestra en la figura 8-3-2b. La cuchilla superior está inclinada en un ángulo α con respecto a la cuchilla inferior, denominado ángulo de cizallamiento. El tamaño del ángulo de cizallamiento está directamente relacionado con la fuerza de cizallamiento; cuanto mayor sea el ángulo de cizallamiento, menor será la fuerza de cizallamiento. Sin embargo, un ángulo de cizalladura grande aumentará la deformación torsional del material y reducirá la calidad de cizalladura.
Utilizando un portaherramientas oscilante en una máquina cizalladora, el ángulo de cizallamiento disminuye gradualmente durante el proceso de cizallamiento. El ángulo de cizallamiento suele fijarse entre 8° y 12°. Si es demasiado grande, el componente horizontal de la fuerza de cizallamiento supera la fricción entre el material y la cuchilla inferior, lo que provoca que el material se deslice hacia fuera a lo largo de la dirección de la fuerza horizontal, haciendo que el cizallamiento sea imposible y propenso a accidentes. Por lo tanto, es importante elegir el ángulo de cizallamiento correcto.
El tamaño de la separación entre las cuchillas superior e inferior también es un factor importante que afecta a la calidad del cizallado. El valor de la separación Δ se selecciona principalmente en función del espesor de la chapa cizallada y de las propiedades mecánicas del material, tomándose generalmente Δ = (0,05 ~ 0,1)t.
Donde t es el espesor de la placa cizallada (mm).
(III) Cizallado de barras
Su uso más común es el cizallado de barras redondas y cuadradas. La cuchilla estática cilíndrica o cuadrada se fija en el cuerpo de la máquina, y la cuchilla móvil se fija en el portaherramientas, moviéndose con el portaherramientas para cizallar el tocho (véase la figura 8-3-2c).
Dado que la abertura (o longitud lateral) de la hoja en la cuchilla no puede cambiar con el diámetro (o longitud lateral) de la barra cizallada, es decir, la separación radial no se puede ajustar, y la separación axial entre las cuchillas móviles y estáticas tampoco se puede cambiar con el diámetro (o longitud lateral) de la barra, junto con la rigidez de la placa de presión, provoca una deformación significativa de la sección cizallada.
Por lo tanto, los tochos cizallados en la máquina cizalladora son en su mayoría de tamaño medio o más pequeño en diámetro o longitud lateral, y los requisitos de calidad de cizallado no son altos, y el tamaño del lote no es demasiado grande.
La separación axial entre las cuchillas de corte es un factor importante que afecta a la precisión del corte. Una separación axial demasiado grande o demasiado pequeña dará lugar a una mala calidad de la sección cizallada. La elección del valor de la separación depende principalmente del diámetro, la longitud lateral y las propiedades mecánicas de la barra.
Para materiales de alta resistencia y alta fragilidad, debe elegirse un valor de separación menor, y viceversa para valores de separación mayores. El cizallamiento de una barra del mismo diámetro a alta velocidad debe tener un valor de separación menor que a baja velocidad. Para acero al carbono medio, acero al carbono alto y acero de baja aleación con una resistencia a la tracción inferior a 800 MPa, el valor de separación entre las cuchillas se toma generalmente
Δ = (0,02 ~ 0,06)d
En la fórmula, d es el diámetro del material de la barra cizallada (mm).
La correcta selección del juego axial entre álabes es una condición importante para obtener superficies de cizallamiento de alta calidad.
Cizallado de perfiles
Las figuras 8-3-2d, e, f, g, h muestran el cizallamiento de acero en ángulo, acero en forma de T, viga en I y acero en canal. La fuerza de cizallamiento P actúa sobre el plano de cizallamiento en un ángulo de aproximadamente 45° con respecto al plano horizontal del perfil, lo que aumenta la superficie de cizallamiento puro del borde de la hoja, reduciendo el desgarro y la deformación.
Cizallado de troqueles
En la parte superior de la placa de cizalladura de la máquina ferralladora, suele instalarse una estación de cizalladura con troquel, como se muestra en la figura 8-3-2i. La matriz superior 4 se desplaza con la placa cizalla, y la matriz inferior 5 se fija en el cuerpo de la máquina, que puede cortar muescas rectangulares, triangulares o semicirculares en chapas y perfiles (véase la figura 8-3-3e).
El cizallado de troqueles corta principalmente muescas en diversos perfiles para facilitar la fabricación de componentes como bastidores, como se muestra en la figura 8-3-5.
La separación entre los bordes de la cuchilla del molde es crucial para la calidad del corte, generalmente se toma
Δ = (0,05 ~ 0,1)t
En la fórmula, t representa el espesor del material cizallado (mm).
El ángulo de inclinación de la cuchilla del troquel se muestra en la Figura 8-3-2i.
α = 8° a 12°
El ángulo de inclinación del filo de corte
β = 2° a 3°
El cizallado de chapa es una parte fundamental de la máquina cizalladora, y las condiciones conjuntas para cada estación son que el trabajo de cizallado y la potencia en cada estación de cizallado sean iguales. Para que la disposición estructural sea razonable, se aproveche al máximo la potencia del motor, se evite que la máquina sea demasiado voluminosa y se garantice la seguridad de funcionamiento, y para facilitar el mantenimiento, la máquina cizalladora no permite que se completen varios procesos de cizallado al mismo tiempo, sino que deben realizarse por separado según un determinado diagrama de ciclo de trabajo, como se muestra en la Figura 8-3-6.
Durante el cizallado de chapa, el ángulo máximo de trabajo del eje excéntrico es de 180°, seguido de la carrera de retorno en vacío de la chapa de cizallado. En la máquina cizalladora de doble propósito, el ciclo de trabajo se muestra en la Figura 8-3-6a, donde α es el ángulo de rotación del eje excéntrico durante el cizallado de chapa, y α' es el ángulo de rotación del eje excéntrico durante el punzonado (o cizallado de perfiles). En la Figura 8-3-6 se muestra el diagrama del ciclo de trabajo de la máquina de triple propósito para ferralla. Existe un solapamiento entre el inicio y el final de las estaciones, que se refleja en los ángulos de solapamiento γ y γ', generalmente tomados como 15°.
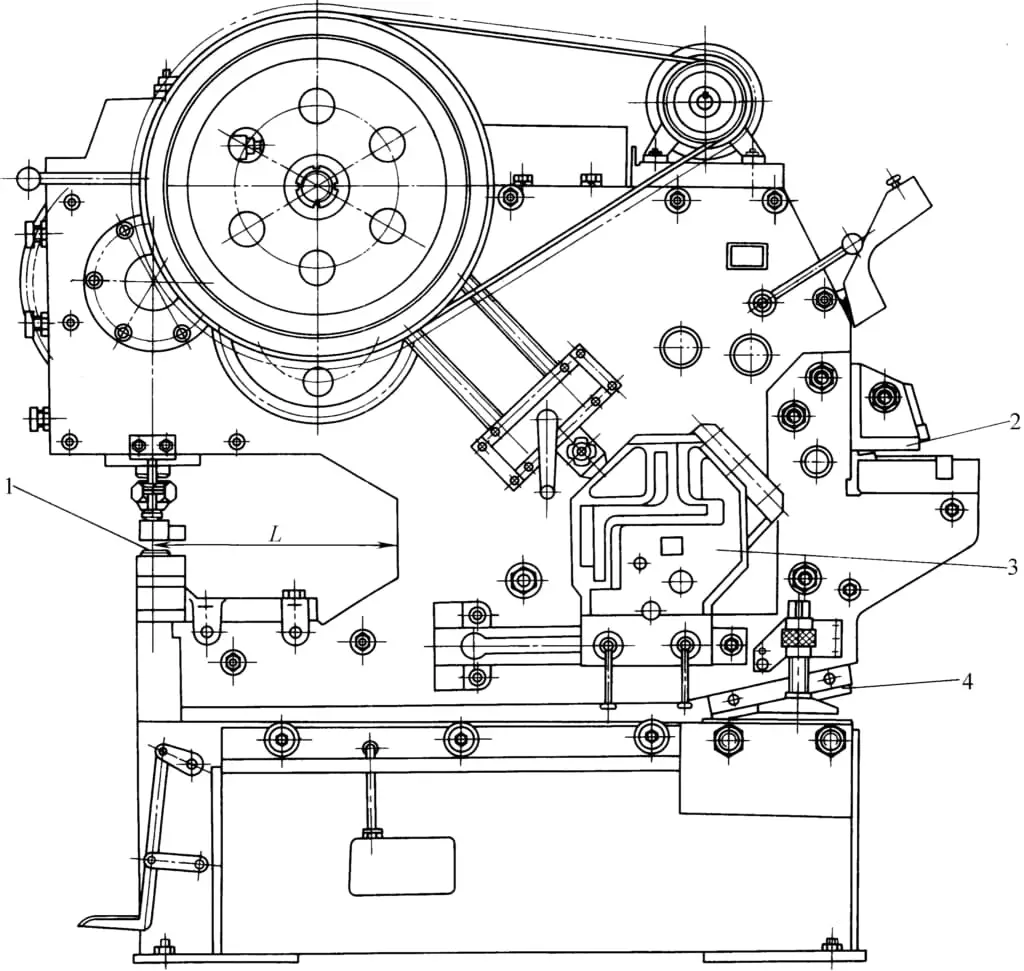
La forma estructural de la máquina punzonadora se elige en función de las necesidades tecnológicas. Por ejemplo, en el lugar de punzonado se utiliza un bastidor abierto con una determinada profundidad de garganta para facilitar el punzonado en diferentes posiciones de la superficie de chapas o perfiles. También se requiere que la distancia entre la mesa de trabajo y la corredera en el lugar de punzonado sea grande para facilitar la instalación de matrices de punzonado para acero en canal, vigas en I y otros materiales de acero de formas especiales.
Las zonas de cizallado de chapa y cizallado de troqueles están situadas en el otro lado del cuerpo de la máquina, lo que facilita la carga y descarga y el cizallado de chapas en forma de tiras largas. Dado que los perfiles suelen tener forma de varilla, como el acero en ángulo, el acero en canal y el acero redondo, el filo de corte suele colocarse en el vientre del cuerpo de la máquina, como se muestra en la Figura 8-3-7, en una estructura cerrada. Todo el cuerpo de la máquina está dispuesto de forma compacta, lo que también aumenta la rigidez del cuerpo de la máquina, beneficioso para mejorar la precisión de corte de la sección.
El sistema de transmisión de la máquina para trabajar el hierro incluye principalmente el tipo de eje excéntrico simple (ver figura 8-3-7a) y el tipo de eje excéntrico doble (ver figura 8-3-7b, c). El tipo de eje excéntrico simple tiene una estructura simple, es ligero y se utiliza ampliamente. El tipo de eje excéntrico doble tiene una estructura más compleja, es más pesado y algunas máquinas de ferralla de gran tamaño utilizan esta estructura.
En el sistema de transmisión, la corredera de la parte de punzonado y el portacuchillas de la parte de cizallado son accionados por el motor a través de la correa trapezoidal, el sistema de reducción de engranajes, el eje excéntrico, la biela y el mecanismo de palanca para convertir el movimiento de rotación en movimiento lineal alternativo o movimiento de vaivén, accionando la corredera y el portacuchillas para realizar trabajos de punzonado y cizallado en la matriz superior de punzonado, la cuchilla superior de cizallado, la matriz superior de cizallado y la cuchilla móvil de cizallado de perfiles según el diagrama del ciclo de trabajo.
En la parte superior de la corredera de punzonado y del soporte de la cuchilla de cizallado hay instalados muelles para equilibrar el peso de la corredera y del soporte de la matriz de punzonado y de la cuchilla, garantizando un funcionamiento suave del sistema de transmisión y un funcionamiento seguro.
Además de la forma estructural general de las máquinas cizalladoras de chapa, los fabricantes nacionales han desarrollado la máquina cizalladora vertical de chapa y perfil tipo QR32-8, como se muestra en la figura 8-3-8, que se caracteriza por una apariencia novedosa, estructura compacta, tamaño pequeño, peso ligero y tamaño reducido, por lo que es conveniente para una amplia gama de usuarios en la industria de fabricación de maquinaria, la industria de la construcción y la industria artesanal.
La máquina herradora es un equipo de corte y punzonado de acero polivalente para la producción de lotes pequeños de múltiples variedades. En comparación con las prensas y cizallas, tiene menos componentes funcionales auxiliares, lo que resulta en una menor precisión de procesamiento y el nivel de automatización, por lo que es menos utilizado por las empresas con producción a gran escala.







