Guía comparativa del cincado y otros recubrimientos metálicos
Imagine un mundo sin recubrimientos metálicos: cada pieza de maquinaria, cada componente estructural, expuesto y vulnerable a las implacables fuerzas...
Cuando se trata de moldear metal para darle formas funcionales e intrincadas, el arte de la fundición no tiene parangón. Pero con la gran variedad de técnicas disponibles, ¿cómo determinar el mejor método para sus necesidades específicas? Desde la fundición tradicional hasta la precisión de la fundición a la cera perdida y la eficacia de la fundición a presión, cada método presenta sus propias ventajas y dificultades. Esta completa guía desentrañará las principales diferencias y similitudes entre estas populares técnicas de fundición de metales. Exploraremos los pros y los contras de la fundición en molde, profundizaremos en las particularidades de la fundición en arena y la compararemos con la fundición a la cera perdida y la fundición a presión. Al final, tendrá una idea clara de qué técnica es la más adecuada para sus proyectos. ¿Listo para sumergirse en el mundo de la fundición de metales y descubrir el método óptimo para su próxima creación? Empecemos.
La fundición de metales es un proceso de fabricación fundamental que consiste en verter metal fundido en un molde para crear piezas metálicas complejas. Este proceso ha evolucionado a lo largo de milenios, adaptándose a diversos materiales y necesidades, y sigue siendo crucial en las aplicaciones industriales modernas.
La fundición en arena, un popular método de fundición de metales, consiste en utilizar moldes de arena económicos y desechables.
La fundición en molde permanente, que utiliza moldes metálicos reutilizables, ofrece mejor precisión dimensional y acabado superficial que la fundición en arena, lo que la hace adecuada para la producción en serie y garantiza una calidad constante.
La fundición a presión utiliza alta presión para inyectar metal fundido en un molde, lo que permite fabricar piezas complejas.
La fundición a la cera perdida consiste en recubrir un patrón de cera con un material refractario para crear un molde.
La colada continua consiste en verter metal fundido en un molde y solidificarlo en una forma larga y continua, que suele utilizarse en la producción de acero y aluminio.
El patronaje consiste en crear una réplica de la pieza deseada, a menudo incorporando elementos como compuertas y respiraderos para facilitar el proceso de fundición. Los patrones pueden fabricarse con distintos materiales, como madera, plástico y metal.
La fabricación de moldes es el proceso de creación del propio molde, que puede ser fungible (por ejemplo, moldes de arena) o reutilizable (por ejemplo, moldes de metal). La elección del material del molde depende de factores como el volumen de producción y la precisión requerida.
Los machos, hechos de materiales como arena o yeso, se introducen en el molde para dar forma a las cavidades internas de las piezas de fundición.
Los avances en la fundición de metales incluyen la integración de la tecnología de impresión 3D para crear patrones y moldes, lo que permite geometrías más complejas y una mayor precisión. Además, cada vez se presta más atención a la sostenibilidad, con el objetivo de reducir los residuos y mejorar la eficiencia energética en el proceso de fundición.
| Técnica | Coste | Acabado superficial | Tolerancia dimensional | Flexibilidad en el diseño |
|---|---|---|---|---|
| Fundición en arena | Bajo | Áspero | Bajo | Medio |
| Molde permanente | Moderado | Bien | Alta | Medio |
| Fundición a presión | Alta | Excelente | Alta | Bajo |
| Fundición a la cera perdida | Alta | Excelente | Muy alta | Alta |
| Colada continua | Moderado | Uniforme | Alta | Bajo |
Cada técnica de fundición tiene sus propias ventajas y limitaciones, lo que las hace adecuadas para diferentes aplicaciones e industrias. La elección del método de fundición depende de factores como el coste, la precisión requerida y la geometría de la pieza.
La fundición de metales es un proceso de fabricación clave en el que el metal fundido se vierte en un molde para crear formas específicas. Este proceso forma parte integral de la creación de una amplia variedad de piezas y componentes metálicos utilizados en numerosas industrias, como la automovilística, la aeroespacial y la de la construcción. La versatilidad y adaptabilidad de la fundición de metales la convierten en una técnica vital en la fabricación moderna.
El primer paso consiste en crear una réplica de la pieza deseada a partir de materiales como madera, metal o plástico. Los núcleos, hechos de arena o yeso, se colocan dentro del molde para formar cavidades internas y geometrías complejas. El patrón debe tener en cuenta factores como la contracción y los márgenes de mecanizado para garantizar que el producto final cumpla las especificaciones requeridas.
El moldeo consiste en crear el molde que dará forma al metal fundido. Los moldes pueden ser de arena (prescindibles) o de metal (permanentes), en función de las necesidades de producción, la complejidad de la pieza y el acabado superficial deseado. El material y la técnica de moldeo elegidos dependen del volumen de producción, la complejidad de la pieza y el acabado superficial deseado.
La etapa de fusión y vertido consiste en calentar el metal hasta su estado fundido y luego verterlo en el molde preparado. Este paso requiere un control preciso de la temperatura y la velocidad de vertido para garantizar que el metal llena completamente el molde y se solidifica correctamente.
Una vez que el metal se solidifica, se extrae la pieza del molde. Se limpia el exceso de material y la superficie se trata mediante mecanizado, esmerilado o pulido para conseguir las especificaciones finales. Estos procesos de acabado garantizan que la pieza de fundición cumpla las dimensiones y la calidad superficial requeridas.
Existen varias técnicas de fundición de metales, cada una adaptada a necesidades y limitaciones diferentes. He aquí algunos métodos habituales:
La fundición, también conocida como moldeado en arena, es un método tradicional para dar forma a los metales muy valorado en diversos sectores por su flexibilidad y rentabilidad. Esta técnica consiste en verter metal fundido en un molde de arena para crear formas y componentes complejos.
El proceso comienza con la preparación del molde. Se crea en madera, plástico o metal un patrón que reproduzca la pieza deseada y se utiliza para formar un molde de arena. Unas arenas especiales mezcladas con aglutinantes ayudan a mantener la forma del molde y a soportar altas temperaturas. A continuación, el metal se funde en un horno, como un horno de arco eléctrico para metales ferrosos o un horno de inducción para metales no ferrosos. A continuación, el metal fundido se vierte cuidadosamente en la cavidad del molde, asegurando un flujo constante para evitar defectos.
Tras el vertido, el metal fundido se enfría y solidifica en el molde. El enfriamiento controlado evita tensiones internas y defectos. Una vez solidificada, la pieza se desmolda y se recorta el material sobrante.
La fundición puede manipular una gran variedad de metales, lo que la hace adecuada para muchas aplicaciones. Los materiales más comunes son los metales ferrosos, como el hierro y el acero, por su resistencia y durabilidad, y los metales no ferrosos, como el aluminio, el cobre y el bronce, por sus propiedades mecánicas únicas y su resistencia a la corrosión.
La fundición ofrece varias ventajas:
A pesar de sus ventajas, la fundición tiene algunas limitaciones:
La fundición se emplea en numerosas industrias. En el sector del automóvil, produce bloques de motor y cajas de transmisión. La industria aeroespacial la utiliza para componentes de alta resistencia y precisión. En la construcción, se utiliza para piezas estructurales y metalistería decorativa.
Al comparar la fundición en molde con otros métodos de fundición, hay que tener en cuenta varios factores:
La fundición en arena es un popular método de fundición de metales que consiste en crear moldes a partir de arena compactada para dar forma al metal fundido. Este proceso es muy popular por su versatilidad y rentabilidad, sobre todo para producir formas complejas y piezas grandes.
El primer paso en la fundición en arena consiste en crear un modelo reutilizable con los mismos detalles que la pieza acabada deseada. Este modelo tiene en cuenta la contracción térmica y elementos como compuertas y elevadores para el flujo de metal y la ventilación de gases. Los modelos pueden fabricarse con distintos materiales, como madera, plástico o metal.
A partir del patrón, se forma un molde rellenándolo con arena. A menudo se añaden aglutinantes como la arcilla a la mezcla de arena para mantener el molde estable y resistente. El molde debe incluir dispositivos de ventilación de gases, volúmenes de llenado y compensación térmica, y soporte del núcleo.
El molde suele constar de dos mitades: el copete (mitad superior) y el arrastre (mitad inferior). Estas mitades se ensamblan después de insertar los machos necesarios. Los machos se utilizan para crear huecos o formas complejas en el molde final.
A continuación, el metal fundido se vierte en el molde a través del sistema de inyección. Las dimensiones del sistema de inyección determinan la velocidad de llenado de la cavidad, lo que afecta a la calidad de la pieza fundida. Es necesario un control preciso para garantizar que el metal fundido fluya uniformemente y llene el molde por completo.
Tras el vertido, el metal se deja enfriar y solidificar dentro del molde. El tiempo de enfriamiento varía considerablemente en función del tamaño y la complejidad de las piezas fundidas. Controlar el proceso de enfriamiento ayuda a evitar tensiones internas y defectos.
Aunque todavía se utiliza, la arena verde es menos común porque carece de la resistencia y precisión de otros materiales para moldes. Es una mezcla de arena, arcilla y agua, utilizada tradicionalmente por su facilidad de uso y asequibilidad.
La arena de resina se utiliza ahora más ampliamente debido a su capacidad para formar moldes más densos y resistentes. El aglutinante de resina mejora la calidad del molde, lo que se traduce en piezas de fundición más precisas. Los moldes de arena de resina pueden lograr una mayor precisión dimensional y un mejor acabado superficial en comparación con los moldes de arena verde.
| Técnica | Descripción | Ventajas | Desventajas |
|---|---|---|---|
| Fundición en arena | Utiliza moldes de arena para fundir piezas metálicas. | Versátil, rentable, adecuada para piezas grandes. | Puede ser laborioso, requiere una cuidadosa preparación del molde. |
| Fundición a presión | El metal fundido se inyecta en una matriz metálica. | Alta precisión, alta velocidad de producción. | Limitado a metales de bajo punto de fusión, utillaje caro. |
| Fundición a la cera perdida | Utiliza un patrón de cera para crear un molde. | Alta precisión, posibilidad de geometrías complejas. | Caro, lleva mucho tiempo. |
Los avances en la fundición en arena incluyen mejores aglutinantes de resina y tecnologías de automatización que mejoran la calidad de los moldes y agilizan el proceso de producción. Además, cada vez se presta más atención a la sostenibilidad y a la reducción del impacto medioambiental en la fundición de metales.
La fundición en arena se utiliza ampliamente en diversas industrias, como la automovilística, la aeroespacial y la de la construcción. Su capacidad para producir formas complejas y piezas de gran tamaño la convierte en el método preferido para crear bloques de motor, colectores y otros componentes críticos.
La fundición a la cera perdida es un método de precisión para crear componentes metálicos complejos. Esta técnica es muy valorada en diversos sectores, como el aeroespacial, el automovilístico y el médico, por su capacidad para producir piezas con un nivel de detalle excepcional y un desperdicio de material mínimo.
El proceso de fundición a la cera perdida comienza con la creación de un modelo de cera, una réplica exacta de la pieza final deseada. Estos modelos de cera suelen producirse mediante moldeo por inyección, lo que garantiza una gran uniformidad y detalle. A continuación, los modelos de cera se ensamblan en un árbol de cera central para permitir la fundición simultánea de varias piezas. Una vez preparados los modelos de cera, se sumergen repetidamente en una lechada cerámica y se recubren con arena fina para crear una fuerte capa cerámica a su alrededor. Cada capa se deja secar antes de aplicar la siguiente, creando un molde duradero capaz de soportar las altas temperaturas del metal fundido.
Una vez que la cáscara de cerámica ha alcanzado el grosor deseado, todo el conjunto se calienta en un horno para fundir y eliminar la cera. Este paso deja un molde hueco de cerámica con cavidades que coinciden con los patrones de cera.
El molde de cerámica se precalienta para evitar cambios bruscos de temperatura y se vierte metal fundido en las cavidades. Este paso requiere un control preciso de la temperatura para garantizar que el metal llene completamente el molde y se solidifique correctamente, capturando todos los intrincados detalles de los patrones de cera originales.
Una vez que el metal se ha enfriado y solidificado, la cáscara de cerámica se rompe con cuidado, dejando al descubierto las piezas de metal fundido. Las piezas metálicas fundidas se separan del árbol central de cera y se realizan los procesos de acabado necesarios, como mecanizado, esmerilado o pulido, para conseguir las especificaciones finales.
La fundición a la cera perdida se utiliza mucho en industrias en las que la precisión y la complejidad son primordiales. En el sector aeroespacial, se emplea para fabricar álabes de turbina y otros componentes críticos. La industria médica utiliza la fundición a la cera perdida para fabricar instrumentos quirúrgicos e implantes. Además, la industria del automóvil se beneficia de este proceso para crear componentes de motores de alto rendimiento y piezas intrincadas.
| Técnica | Descripción | Ventajas | Desventajas |
|---|---|---|---|
| Fundición en arena | Utiliza moldes de arena para dar forma al metal fundido. | Bajo coste de preparación, adecuado para piezas grandes. | Precisión limitada, acabado superficial rugoso. |
| Fundición a presión | Inyección a alta presión de metal fundido en moldes metálicos (matrices). | Alta velocidad, excelente acabado superficial, precisión dimensional. | Costes de utillaje elevados, limitados a metales de bajo punto de fusión. |
| Fundición a la cera perdida | Utiliza patrones de cera y revestimientos cerámicos para piezas de alta precisión. | Alta precisión, diseños intrincados, desperdicio mínimo. | Mayor coste, menor ritmo de producción. |
La fundición a la cera perdida destaca en la producción de componentes muy detallados y precisos con una necesidad mínima de procesamiento adicional. Aunque puede ser más costosa y lenta que otros métodos, sus ventajas en cuanto a precisión y versatilidad de materiales la convierten en una técnica indispensable para piezas metálicas complejas y de alta calidad.
La fundición a presión es un proceso de fundición de metales que consiste en inyectar metal fundido a alta presión en la cavidad de un molde. Este método es muy eficaz y produce piezas de dimensiones exactas con excelentes acabados superficiales. Resulta especialmente adecuado para producir formas complejas con gran precisión y se utiliza ampliamente en diversos sectores, como la automoción, la electrónica y los equipos industriales.
El proceso comienza con la preparación de la matriz, que es un molde especializado de acero endurecido. Estas matrices se mecanizan con precisión utilizando equipos CNC (control numérico por ordenador) basados en modelos CAD (diseño asistido por ordenador) para garantizar la máxima precisión. Las matrices se recubren con un lubricante para ayudar a liberar las piezas fundidas y controlar la temperatura de la matriz durante la fundición.
Existen dos tipos principales de procesos de fundición a presión basados en el método de inyección del metal:
Una vez inyectado el metal fundido en la matriz, se mantiene a alta presión hasta que se solidifica. Esta presión minimiza la contracción y garantiza que el metal llene todos los detalles del molde. Una vez solidificado, se abre la matriz y la pieza fundida se expulsa mediante pasadores eyectores. Las rápidas velocidades de enfriamiento y solidificación de la fundición a presión contribuyen a la gran estabilidad dimensional de las piezas.
Las piezas de fundición suelen tener un exceso de material, conocido como rebaba, que se produce en las líneas de separación de la matriz. Esta rebaba se elimina mediante matrices de recorte, sierras u otras herramientas de acabado. Pueden aplicarse tratamientos superficiales adicionales, como mecanizado, pulido o revestimiento, para conseguir las especificaciones finales deseadas.
La fundición a presión produce piezas con tolerancias estrechas y geometrías intrincadas, por lo que es ideal para diseños complejos. La naturaleza automatizada de la fundición a presión permite tiempos de ciclo rápidos, lo que la hace muy eficiente para la producción en masa. Las piezas producidas por fundición a presión suelen requerir un procesamiento posterior mínimo, ya que los moldes crean un acabado superficial liso. Las matrices utilizadas en la fundición a presión son duraderas y pueden producir un gran número de piezas (hasta 1 millón de ciclos) antes de necesitar sustitución, lo que reduce los costes por unidad para la producción de grandes volúmenes.
La creación de matrices de acero mecanizadas con precisión requiere una importante inversión inicial, lo que hace que la fundición a presión sea más rentable para grandes series de producción. La fundición a presión suele limitarse a metales no ferrosos, como el aluminio, el zinc y el magnesio, debido a las altas presiones y temperaturas que implica. El proceso es más adecuado para piezas pequeñas y medianas, normalmente de hasta 50 kilogramos, debido a las limitaciones de las máquinas de fundición a presión y los moldes.
Los últimos avances incluyen la integración de insertos impresos en 3D en los moldes de las matrices, lo que permite la creación rápida de prototipos y la reducción de los plazos de entrega en el diseño de matrices. Cada vez se presta más atención al uso de aleaciones de aluminio reciclado para mejorar la sostenibilidad de los procesos de fundición a presión y reducir el impacto medioambiental. La incorporación de algoritmos basados en IA para la detección de defectos en tiempo real y la optimización de procesos es cada vez más frecuente, lo que mejora la calidad y la eficiencia de las operaciones de fundición a presión.
La fundición a presión se utiliza mucho en la industria de la automoción para fabricar componentes de motores, carcasas de transmisiones y otras piezas críticas para el automóvil, debido a su capacidad para crear piezas ligeras y de alta resistencia. El proceso es ideal para fabricar disipadores de calor, carcasas y conectores en electrónica de consumo, donde la precisión y el acabado superficial son primordiales. También se emplea para fabricar carcasas de bombas, componentes hidráulicos y otras piezas industriales que requieren durabilidad y precisión.
Al considerar la fundición a presión para un proyecto, los factores clave incluyen el volumen de producción, ya que es más rentable para grandes series de producción que suelen superar las 1.000 unidades. El método es adecuado para piezas que requieren tolerancias estrechas, paredes finas y geometrías complejas. La fundición a presión se utiliza principalmente para aleaciones no ferrosas, siendo las más comunes el aluminio y el zinc debido a sus excelentes propiedades de fluidez y térmicas.
Elegir el método de fundición de metales adecuado es esencial para lograr los resultados deseados en la fabricación. Comprender las diferencias entre la fundición en arena, la fundición a la cera perdida y la fundición a presión es crucial, ya que cada técnica tiene atributos únicos adecuados para aplicaciones específicas. Esta sección ofrece una comparación en profundidad de estos métodos basada en la idoneidad de los materiales, los costes de utillaje, el volumen de producción, la precisión dimensional y el acabado superficial.
Comprender los requisitos específicos de su proyecto, como el tipo de metal, la precisión deseada, el volumen de producción y las limitaciones de costes, le ayudará a determinar el método de fundición más adecuado. Cada técnica ofrece ventajas distintas y se aplica mejor a situaciones específicas dentro del panorama de la fabricación.
Los defectos de fundición pueden afectar significativamente a la calidad y el rendimiento de las piezas fundidas de metal. Comprender las causas de estos defectos y aplicar estrategias para prevenirlos es esencial para optimizar los procesos de fundición.
La porosidad se refiere a pequeños agujeros o vacíos en la fundición de metal, que se producen debido al gas atrapado o a la contracción a medida que el metal se solidifica. La porosidad por gas puede deberse a prácticas de fundición inadecuadas, a un diseño de molde inadecuado o a la contaminación. La porosidad por contracción se produce cuando el metal se contrae durante el enfriamiento, creando cavidades. Para reducir la porosidad gaseosa, pueden emplearse técnicas como la fundición asistida por vacío. También puede ser útil modificar la composición química del metal fundido y garantizar una desgasificación adecuada. La porosidad por contracción puede minimizarse diseñando sistemas de alimentación eficaces y manteniendo gradientes de temperatura adecuados.
Las inclusiones son partículas no deseadas, como arena o escoria, que contaminan la fundición de metal. Pueden ser el resultado de impurezas en el metal fundido, malas condiciones del molde o filtración inadecuada. Garantizar unas condiciones de molde limpias y utilizar métodos de filtración adecuados durante el colado puede ayudar a minimizar las inclusiones. El mantenimiento y la limpieza periódicos del horno y el equipo también son esenciales.
Las coladas frías y los errores de producción se producen cuando el metal fundido no llena completamente el molde, normalmente porque se solidifica demasiado pronto o no hay suficiente metal. Estos defectos suelen deberse a temperaturas de colada bajas, velocidades de colada lentas o un diseño deficiente del molde. Un diseño correcto de los moldes, que incluya sistemas adecuados de compuerta y ventilación, y el mantenimiento de temperaturas de colada adecuadas pueden evitar los colados y las coladas incorrectas.
Los desgarros en caliente son grietas que se forman en la fundición debido a tensiones térmicas durante el enfriamiento y la solidificación. Un enfriamiento desigual o una contracción excesiva pueden provocar tensiones internas que causen desgarros en caliente. La penetración de metal se produce cuando el metal fundido se infiltra en el material del molde, provocando defectos o adhiriéndose a la superficie del molde. Esto suele deberse a una preparación inadecuada del molde o al uso de materiales de molde incompatibles. El diseño de moldes con velocidades de enfriamiento uniformes y la incorporación de características que permitan una contracción controlada pueden ayudar a evitar los desgarros en caliente. Además, optimizar la composición y el tratamiento del metal puede reducir su susceptibilidad al agrietamiento. El uso de materiales de molde de alta calidad y una preparación minuciosa del molde pueden evitar la penetración del metal. La aplicación de revestimientos adecuados al molde también puede ayudar.
Los defectos de parpadeo son capas finas o deformaciones causadas por fugas de metal fundido entre las piezas del molde. Las fugas se producen cuando las piezas del molde no están correctamente alineadas o selladas, lo que permite que el metal fundido se escape. Garantizar una alineación precisa del molde y mantener su integridad durante el proceso de fundición puede evitar los defectos de colada. La inspección y el mantenimiento periódicos de los moldes son cruciales.
La prevención eficaz de defectos en la fundición de metales comienza con la optimización del propio proceso de fundición. Esto implica varias estrategias avanzadas para predecir y mitigar posibles defectos antes de que se produzcan.
La simulación del flujo del molde utiliza un análisis asistido por ordenador para predecir cómo se comportará el metal fundido al llenar el molde. Mediante la simulación del flujo, la distribución de la temperatura y los patrones de solidificación, los ingenieros pueden detectar posibles problemas como cierres en frío, inclusiones y errores de producción. Se pueden realizar ajustes en el sistema de compuertas, las velocidades de enfriamiento y el diseño del molde para evitar estos defectos antes de que comience la producción.
El control de los parámetros de colada es crucial para minimizar los defectos. Los parámetros clave son la temperatura de colada, la velocidad de colada y el caudal de metal. Una regulación estricta de estos factores reduce las turbulencias durante el colado, minimizando así la porosidad y los errores de colada. La implantación de sistemas automatizados para controlar y ajustar estos parámetros en tiempo real puede mejorar considerablemente la calidad de la colada.
Un diseño adecuado de las bandas es esencial para evitar defectos de contracción. Las bandas actúan como depósitos que introducen metal fundido en el molde a medida que la pieza se solidifica y se contrae. Si se colocan estratégicamente y se optimiza su tamaño y forma, puede conseguirse una solidificación direccional que garantice que el metal fundido fluya hacia las zonas propensas a la contracción, mitigando así los defectos.
El empleo de métodos de fundición avanzados puede reducir aún más la aparición de defectos.
La fundición a presión utiliza una alta presión durante la solidificación para eliminar el atrapamiento de gas y la porosidad por contracción. Este método produce piezas de fundición prácticamente sin defectos y con propiedades mecánicas superiores, por lo que resulta ideal para componentes de alta integridad, como las piezas de automoción.
La fundición asistida por vacío consiste en eliminar el aire de la cavidad del molde antes de verter el metal fundido. Esta técnica reduce los defectos relacionados con el gas, como la porosidad, al impedir que el aire quede atrapado. Es especialmente eficaz para producir piezas fundidas de alta calidad con defectos internos mínimos.
La fundición a baja presión mejora la precisión del llenado de metal mediante el uso de baja presión para inyectar metal fundido en el molde. Este proceso de llenado controlado minimiza el riesgo de cierres en frío y errores de producción, especialmente en componentes de paredes finas.
Las innovaciones en materiales y tecnologías de moldes desempeñan un papel crucial en la prevención de defectos.
El uso de moldes con gran estabilidad térmica, como los moldes cerámicos o los moldes de arena avanzados, reduce el riesgo de quemaduras y defectos de costra. Estos moldes pueden soportar temperaturas más altas sin degradarse, lo que garantiza superficies de fundición más lisas y menos defectos superficiales.
La incorporación de filtros cerámicos en el sistema de inyección atrapa los óxidos y las inclusiones durante la transferencia del metal. Esta filtración mejora la pureza del metal fundido, lo que se traduce en piezas fundidas más limpias y con menos defectos internos.
La aplicación de revestimientos antisoldadura a los moldes impide que la aleación se adhiera a la superficie del molde. Esto reduce los defectos superficiales en las piezas fundidas de aluminio y mejora la calidad general del producto final.
Garantizar la calidad de las piezas fundidas tras la producción es vital para prevenir y detectar defectos.
Los métodos de ensayo no destructivos, como la inspección por rayos X y ultrasonidos, detectan huecos internos, grietas e inclusiones sin dañar las piezas fundidas. El ensayo por líquidos penetrantes (DPT) también se utiliza para identificar grietas superficiales y roturas en caliente por capilaridad.
Los procesos de tratamiento térmico, como el recocido de alivio de tensiones, reducen las tensiones residuales en la pieza fundida, evitando el agrietamiento posterior a la fundición. Un tratamiento térmico adecuado mejora las propiedades mecánicas y la durabilidad de las piezas fundidas.
Las nuevas tecnologías y tendencias en fundición están mejorando aún más la prevención de defectos.
Los sistemas de control de procesos basados en inteligencia artificial ajustan los parámetros de fundición de forma dinámica en tiempo real para evitar defectos durante el colado. Estos sistemas analizan los datos continuamente y realizan ajustes precisos para garantizar unas condiciones de fundición óptimas.
La integración de moldes de arena impresos en 3D con permeabilidad optimizada reduce el riesgo de atrapamiento de gas. Estos moldes híbridos permiten geometrías complejas y mejoran la calidad de la fundición.
Los revestimientos nanoestructurados mejoran la durabilidad y la estabilidad térmica de los moldes, lo que los hace idóneos para la producción de grandes volúmenes. Estos revestimientos reducen el desgaste y prolongan la vida útil de los moldes, contribuyendo a una calidad de fundición constante.
La sostenibilidad en la fundición de metales implica incorporar prácticas respetuosas con el medio ambiente para reducir el impacto ambiental de los procesos de fundición, manteniendo al mismo tiempo la eficiencia y la calidad del producto. Estas son algunas de las principales técnicas sostenibles utilizadas actualmente en la industria:
La fundición en arena ecológica utiliza moldes hechos de arena, arcilla y agua, que son biodegradables y reciclables. Este método reduce la dependencia de los productos químicos sintéticos y minimiza los residuos.
El reciclaje y el upcycling implican el uso de chatarra y la reutilización de materiales, reduciendo la demanda de materias primas vírgenes y conservando los recursos naturales.
La adopción de procesos y maquinaria eficientes desde el punto de vista energético puede reducir considerablemente el consumo de energía de la fundición de metales, como el uso de hornos eléctricos alimentados con energías renovables.
Elegir materiales con un menor impacto ambiental a lo largo de su ciclo de vida puede mejorar la sostenibilidad de la fundición de metales. Esto significa seleccionar metales abundantes, fáciles de reciclar y que requieran menos energía para su procesamiento.
La implantación de sistemas de gestión medioambiental como ISO 14001 y estrategias como el Diseño para el Medio Ambiente (DfE) y la Evaluación del Ciclo de Vida (LCA) pueden mejorar la sostenibilidad en todo el proceso de producción.
La integración de estas técnicas sostenibles en las prácticas de fundición de metales puede reducir significativamente la huella medioambiental del sector, manteniendo al mismo tiempo la productividad y la calidad. Al centrarse en métodos sostenibles, la industria de la fundición de metales puede alinearse con objetivos más amplios de reducción de residuos, conservación de recursos y apoyo a un futuro más sostenible.
La fundición a presión se utiliza habitualmente en la industria del automóvil porque permite crear piezas de alta precisión con excelentes acabados superficiales. Un caso notable es la producción de una estructura de soporte de magnesio fundido a presión para un retrovisor de automóvil. En este proyecto se utilizó una máquina de fundición a presión de cámara caliente, que introducía magnesio fundido a alta presión en una matriz metálica.
La fundición a la cera perdida es ideal para fabricar piezas complejas y de alta precisión. Este estudio de caso se centra en la producción de álabes de turbina para la industria aeroespacial. El proceso comenzó con la creación de un patrón de cera, que luego se recubrió con un material cerámico para formar un molde.
La fundición en arena es un método versátil utilizado para producir una amplia gama de piezas, desde geometrías sencillas a complejas. Esta inmersión técnica explora cómo la optimización de procesos puede mejorar la calidad y la eficiencia de la fundición en arena.
La fundición en molde permanente, que utiliza moldes metálicos reutilizables, es adecuada para producir piezas que requieren un alto control dimensional y superficies lisas. Las ventajas de este método se ponen de manifiesto en un estudio de caso sobre la producción de lentes para armarios electrónicos antideflagrantes.
Los avances tecnológicos han mejorado considerablemente diversos procesos de fundición, aumentando la calidad y la eficacia.
A continuación encontrará respuestas a algunas preguntas frecuentes:
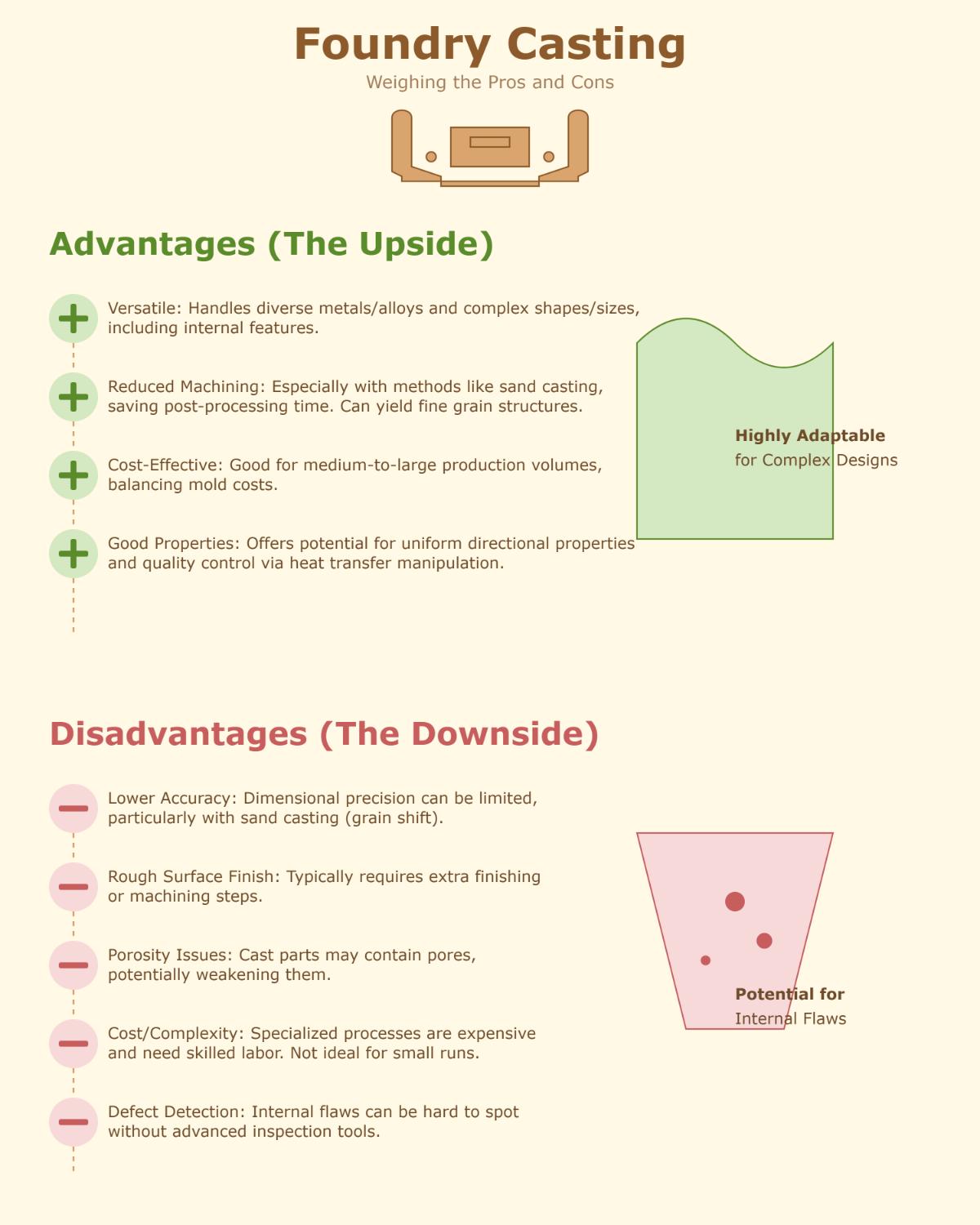
La fundición es una técnica versátil de moldeado de metales con ventajas e inconvenientes bien diferenciados.
Entre sus ventajas se incluye su capacidad para producir una amplia variedad de metales y aleaciones de formas y tamaños complejos, lo que la hace adecuada para diseños intrincados con cavidades internas o contornos complejos. Puede reducir las necesidades de mecanizado y postprocesado, especialmente en métodos como la fundición en arena, que puede producir componentes con estructuras de grano fino y uniforme. La fundición es rentable para volúmenes de producción medianos y grandes, a pesar de los costes iniciales de preparación del molde. También ofrece la posibilidad de obtener propiedades mecánicas direccionales uniformes y permite a los ingenieros expertos manipular la transferencia de calor para mejorar la calidad del metal.
Sin embargo, la fundición en molde también tiene desventajas. Suele tener menor precisión dimensional, sobre todo en la fundición en arena, debido al desplazamiento del grano de arena. La calidad del acabado superficial suele ser más rugosa, lo que hace necesario un acabado o mecanizado adicional. Las piezas fundidas pueden presentar una elevada porosidad, lo que afecta a la resistencia mecánica, y los procesos de fundición especializados pueden ser costosos y complejos, y requerir operarios cualificados. La detección de defectos internos puede resultar difícil sin técnicas de inspección avanzadas, y el método no suele ser económico para series de producción muy pequeñas.
La fundición en arena, la fundición a la cera perdida y la fundición a presión son tres técnicas de fundición de metales predominantes, cada una con ventajas e inconvenientes distintos.
La fundición en arena consiste en crear moldes de arena a partir de patrones. Es rentable para series pequeñas y medianas y puede fabricar piezas grandes o complejas de casi cualquier aleación. Sin embargo, produce acabados superficiales ásperos y una menor precisión dimensional, por lo que requiere mayores costes de mecanizado tras la fundición.
La fundición a la cera perdida utiliza patrones de cera recubiertos de lechada cerámica, que se funden antes de verter el metal fundido. Este método ofrece gran precisión, acabados superficiales suaves y la posibilidad de crear geometrías intrincadas. Los inconvenientes son el elevado coste de las herramientas y la limitación a piezas pequeñas o medianas, normalmente de menos de 15 kilos.
La fundición a presión consiste en forzar el metal fundido en moldes de acero reutilizables a alta presión. Es ideal para la producción de grandes volúmenes, ya que proporciona excelentes acabados superficiales y precisión dimensional con bajos costes por unidad a escala. Sin embargo, tiene unos costes iniciales de utillaje elevados y suele limitarse a metales no ferrosos como el aluminio, el zinc y el magnesio.
Entre los defectos de fundición más comunes se encuentran la porosidad, las cavidades de contracción, las inclusiones, los cierres en frío y los problemas relacionados con el moho.
Los defectos de porosidad se deben a gases atrapados o a una solidificación incorrecta. Pueden evitarse optimizando la ventilación del molde, utilizando agentes desgasificantes y controlando las velocidades de enfriamiento.
Las cavidades de contracción, que son huecos en secciones gruesas, son el resultado de un diseño inadecuado del tubo ascendente o de un sellado incorrecto. Las medidas preventivas incluyen la aplicación de principios de solidificación direccional y el uso de tubos ascendentes exotérmicos.
Las inclusiones, o partículas extrañas en la fundición, suelen producirse debido a la contaminación por escoria o a la erosión del molde. La prevención de inclusiones pasa por instalar filtros cerámicos y utilizar materiales refractarios de alta calidad.
Los cierres fríos y los errores de colada, visibles como costuras de fusión incompletas, están causados por bajas temperaturas de colada o por un exceso de humedad en el molde. Pueden evitarse aumentando la temperatura de recalentamiento y reduciendo las variaciones de espesor de la sección.
Los defectos relacionados con el molde, como el flashing, el desplazamiento del molde y los problemas de elevación del núcleo, pueden solucionarse mejorando la fuerza de sujeción del molde, utilizando pasadores de alineación de precisión e implementando anclajes de núcleo lastrados.
Las técnicas avanzadas de prevención de defectos incluyen el uso de programas informáticos de simulación para predecir la contracción y la porosidad, la fundición asistida por vacío para eliminar la porosidad del gas y los sistemas automatizados de vertido para conseguir una temperatura y un caudal constantes.
La sostenibilidad de las técnicas de fundición puede mejorarse mediante varias estrategias clave. En primer lugar, la mejora de la eficiencia de los materiales mediante la integración de materiales reciclados y el establecimiento de sistemas de circuito cerrado ayuda a reducir los residuos. Por ejemplo, el uso de aluminio reciclado reduce significativamente el impacto ambiental en comparación con el aluminio primario. Además, las fundiciones pueden reutilizar subproductos como la arena y la escoria de fundición para la construcción o la agricultura, reduciendo así el uso de vertederos.
La optimización energética es otro aspecto crítico. El empleo de tecnologías de fundición modernas y energéticamente eficientes y la incorporación de fuentes de energía renovables, como la solar y la eólica, pueden reducir considerablemente la huella de carbono. La racionalización de los procesos mediante una programación optimizada de las máquinas y métodos de secado energéticamente eficientes reduce aún más el consumo de energía.
Los métodos avanzados de moldeo y fundición, como el uso de moldes cerámicos y la fundición por inversión ecológica, minimizan la dependencia de productos químicos nocivos y reducen el impacto ambiental. Por ejemplo, las mejoras en la fundición a presión, que incluyen sistemas de circuito cerrado de agua y maquinaria de alta presión, ayudan a reducir el desperdicio de material y el consumo de energía.
Las técnicas avanzadas pueden mejorar significativamente la prevención de defectos en la fundición aprovechando las innovaciones y tecnologías modernas. El moldeo por compresión, por ejemplo, aplica alta presión durante la solidificación, eliminando el atrapamiento de gas y la porosidad por contracción, lo que da lugar a piezas de fundición con propiedades mecánicas superiores. La optimización de las velocidades de enfriamiento con sistemas automatizados ayuda a prevenir las grietas por tensión térmica manteniendo gradientes de temperatura del molde adecuados.
Los métodos de ensayos no destructivos (END), como los rayos X y los ultrasonidos, detectan los huecos internos y las microfisuras sin dañar las piezas fundidas, lo que garantiza unos resultados de alta calidad, especialmente en sectores críticos como el aeroespacial y el de automoción. La inspección por partículas magnéticas (MPI) y el escaneado láser mejoran aún más la detección de defectos al identificar grietas superficiales y verificar la precisión dimensional, respectivamente.
La optimización de materiales y moldes también desempeña un papel crucial. La personalización de las composiciones de aleación, como el ajuste del contenido de silicio en el aluminio, puede minimizar el desgarro en caliente y mejorar la fluidez. La aplicación de revestimientos de barrera térmica a los moldes y la realización de tratamientos térmicos de alivio de tensiones tras la fundición pueden reducir el choque térmico y las tensiones residuales, mitigando la formación de grietas.
El control de calidad basado en datos, que utiliza herramientas de simulación avanzadas como el análisis de elementos finitos, predice las zonas propensas a defectos durante el diseño del molde, mientras que los sensores habilitados para IoT supervisan los parámetros del proceso en tiempo real. Estos enfoques integrados garantizan una reducción significativa de los defectos de fundición, lo que se traduce en productos metálicos de mayor calidad y más fiables.
Los proyectos de fundición realizados con éxito ponen de relieve la versatilidad y precisión de las diversas técnicas de fundición de metales, con repercusiones en la arquitectura, el arte y las aplicaciones prácticas. Lugares emblemáticos como el Ángel del Norte y la Torre Eiffel utilizan complejos componentes de fundición metálica que exigen acabados de alta calidad y un trabajo artesanal minucioso. Estos proyectos demuestran cómo los métodos avanzados de fundición pueden satisfacer estrictos requisitos estéticos y estructurales.
En la instalación de Cloud Cities Barcelona, se crearon 6.000 componentes de nodos metálicos de alta calidad mediante fundición a la cera perdida combinada con impresión 3D. Este método permitió crear prototipos rápidamente y garantizar el cumplimiento de las especificaciones del diseño, mostrando la integración de la tecnología moderna con los procesos de fundición tradicionales.
A menor escala, los llaveros de aluminio personalizados fabricados mediante fundición en arena y los modelos detallados realizados con fundición perdida de PLA ejemplifican cómo los aficionados y los artistas pueden aprovechar técnicas de fundición accesibles para crear artículos personalizados y complejos. Las fundiciones de metal de patio trasero permiten a los aficionados experimentar con la fundición de diversos metales, fomentando la innovación y el desarrollo de habilidades.
Estos ejemplos ilustran el importante impacto de las técnicas de fundición de metales, desde la innovación y la conservación arquitectónicas hasta la capacitación de artesanos y aficionados. Subrayan la importancia de la fundición de metales para la expresión creativa, el avance tecnológico y la conservación del patrimonio cultural.