Curvado de tuberías de última generación: Exploración de procesos innovadores
Imagine revolucionar la forma de curvar tubos, superando los límites de la eficacia y la precisión. La nueva generación de curvadoras de tubos...

Existen muchos métodos y dispositivos para curvar tubos. En función de si la zona de deformación está directamente afectada por un molde, puede dividirse en conformado con molde y conformado sin molde. Según la temperatura de curvado, puede dividirse en curvado en frío y curvado en caliente. Los métodos comunes de curvado en frío incluyen el curvado por presión (empuje), curvado por rodillo, curvado por envoltura y curvado por extrusión.
El curvado por prensado (empuje) se consigue mediante el curvado lateral del plástico en una máquina curvadora por prensado o empuje; el curvado por rodillo se consigue añadiendo moldes en un laminadora de chapa o mediante curvado plástico lateral continuo punto por punto en una curvadora de perfiles; el curvado por extrusión se consigue mediante curvado por extrusión en una prensa o en una máquina de extrusión específica; el curvado por envoltura se consigue en una curvadora de tubos vertical u horizontal mediante curvado con una determinada fuerza de tracción.
Los principales métodos de curvado en caliente de tubos incluyen el curvado de tubos a media frecuencia y el curvado a la llama, que es un proceso de calentamiento, curvado y enfriamiento continuos de tubos en equipos especializados. Según la forma de la fuerza aplicada durante el curvado, puede dividirse en curvado por tracción y curvado por empuje. Además, el curvado sin molde por láser puede conseguirse controlando la tensión térmica mediante el calentamiento transitorio localizado con láser.
El curvado de envolturas en curvadoras de tubos se utiliza ampliamente en industrias como la de calderas, construcción naval, automoción y aeroespacial debido a su conformado preciso, pequeño radio de curvaturaA continuación, sólo se presenta la máquina curvadora de tubos de tracción envolvente (en lo sucesivo, la máquina curvadora de tubos). A continuación, sólo se introduce la máquina curvadora de tubos de tracción envolvente (en lo sucesivo, la máquina curvadora de tubos).
Como se muestra en la figura 1, la matriz de curvado de tubos con una ranura semicircular se hace girar mediante un cilindro hidráulico a través de una rueda dentada, una cadena y un eje principal. El tubo se coloca dentro de la matriz de curvado y se sujeta mediante la matriz de sujeción. Se utiliza un dispositivo de guía (rodillo o ranura) para presionar la superficie exterior del tubo en la zona de deformación.
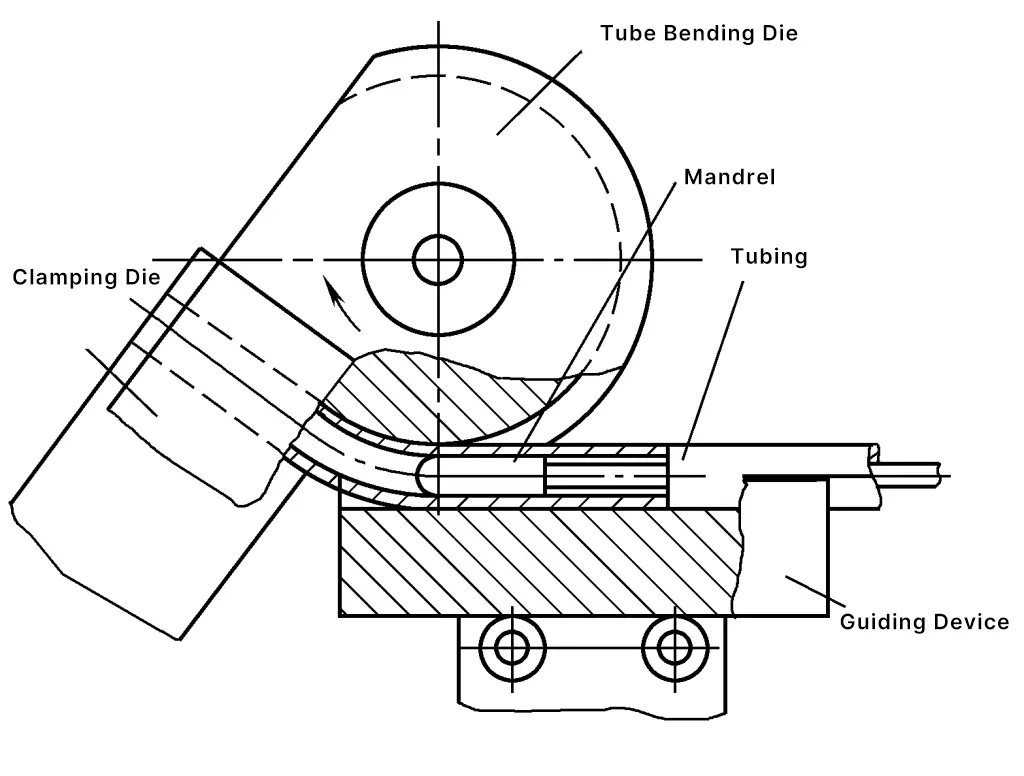
Una cabeza de mandril instalada en el dispositivo de mandril se extiende en el orificio interior del tubo, situado en la línea central de la matriz de doblado o ligeramente por delante de ella. Cuando el tubo es sujetado por la matriz de sujeción y gira junto con la matriz de doblado, se dobla firmemente contra la matriz de doblado.
Cuando el tubo tiene diferentes diámetros y requisitos de radio de curvatura, se necesita una matriz de curvado diferente. El ángulo de curvatura del tubo se controla mediante un bloque de parada mecánico (o pantalla digital), y cuando la matriz de curvatura gira hasta un ángulo determinado, choca con el bloque de parada (o programador) que envía una orden para detener el cilindro hidráulico, parando así la matriz de curvatura y completando la curvatura del tubo requerida.
Las formas comunes de máquinas curvadoras de tubos incluyen principalmente: curvadoras de tubos hidráulicas (planas), curvadoras de tubos CNC (tridimensionales, monomodo), y curvadoras de tubos CNC de modo dual (o multimodo). Además, hay máquinas curvadoras de empuje CNC, curvadoras de tubos de doble cabezal CNC, curvadoras de tubos serpentina CNC, y curvadoras de arreglo de tubos.
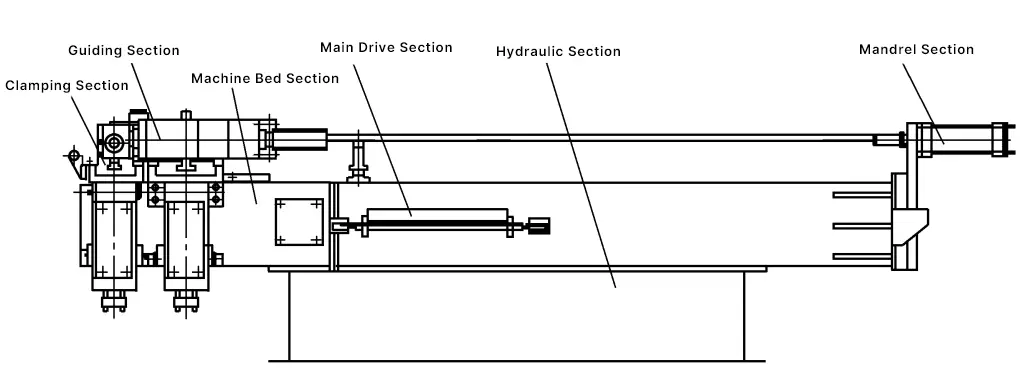
La figura 2 muestra la composición estructural de la curvadora de tubos hidráulica (plana). La máquina consta de bancada, accionamiento principal, sujeción, guiado, mandril y sistemas de control eléctrico e hidráulico. Generalmente se utiliza para curvar tubos planos bidimensionales con un radio de curvatura único. Con dispositivos auxiliares adicionales, también puede curvar formas de tubo espaciales.
Este tipo de máquina puede doblar tubos de radio de curvatura simple en el espacio tridimensional, y su composición estructural incluye la estructura básica de la dobladora de tubos hidráulica antes mencionada. Además, su estructura más típica es que la máquina tiene tres ejes de coordenadas de movimiento: el eje Y para la distancia de avance lineal, el eje B para el ángulo de rotación del espacio del tubo y el eje C para el ángulo de curvatura del plano del tubo.
Los tres ejes de coordenadas se controlan con precisión mediante un ordenador, y los ejes Y y B se accionan y controlan mediante servomotores de CA o servomotores hidráulicos. El eje C se acciona y controla mediante una servoválvula electrohidráulica. Las curvadoras de tubos CNC más pequeñas tienen los tres ejes controlados por servomotores eléctricos.
La figura 3 muestra las posiciones de montaje de los ejes de coordenadas de movimiento y los moldes de la dobladora de tubos CNC. El sistema de curvado de tubos CNC cuenta con un terminal de pantalla táctil que puede introducir y mostrar diversos datos y comandos de curvado de tubos. La pantalla puede cambiar su estado de trabajo y tiene grandes capacidades de edición, lo que permite a los operarios seleccionar y llamar libremente varias velocidades de movimiento para cada eje de coordenadas de movimiento y almacenarlas en la memoria.
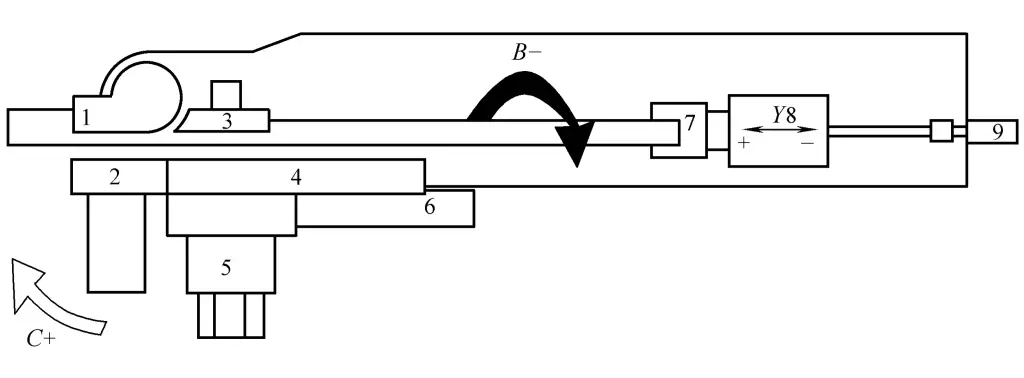
1-Molde de plegado
2 abrazaderas
3-Placa antiarrugas
Placa de 4 guías
5-Guía deslizante
Bloque de 6 cilindros
7-Collet
Carro 8
Cilindro hidráulico de 9 vástagos
Las buenas capacidades de edición de la máquina permiten al operario añadir o modificar datos del tubo en el programa. Compensación del springback que se produce durante curvado de tubos es posible. El ordenador también dispone de bloqueos de seguridad y funciones de diagnóstico, que bloquean automáticamente la máquina y muestran los resultados del diagnóstico en caso de errores de funcionamiento u otros problemas.
Este tipo de máquina puede doblar tubos con dos o más radios de curvatura en el espacio.
Además de las características estructurales de las curvadoras de tubos CNC e hidráulicas, añade los movimientos del "eje X" y el "eje Z". El eje X modifica el radio de curvatura, lo que se consigue mediante el movimiento lateral del cabezal de curvado o del contrapunto de alimentación. El accionamiento y el control del eje X se realizan mediante un servomotor de CA.
Eje Z: eje de elevación vertical. Eje del núcleo, los manguitos se mueven hacia arriba y hacia abajo para su posicionamiento en los moldes utilizados durante el plegado. Accionado por servo hidráulico o servo eléctrico.
Los parámetros de la máquina curvadora de tubos hidráulica y la máquina curvadora de tubos CNC se implementan de acuerdo con las normas JB/T2671.1-1998 "Parámetros de la máquina curvadora de tubos" y JB/T5761-1991 "Parámetros de la máquina curvadora de tubos CNC".