Tabla de espesores, velocidad y potencia de corte láser CO2 (25-200W)
¿Cómo pueden los fabricantes conseguir un corte por láser de CO2 preciso y eficaz para diversos materiales? Este artículo explora la relación entre el láser...

Los principales parámetros para corte por láser incluyen la potencia y la velocidad de corte del láser, la longitud focal de la lente y la posición del punto focal, la forma de la boquilla y la distancia de la boquilla a la superficie de la pieza, así como el tipo y la presión del gas de asistencia.
La velocidad de corte es un parámetro crucial para el corte. Durante el corte, la velocidad de corte debe determinarse en función de la potencia del láser, la presión del gas y el grosor de la pieza. Aumenta con el aumento de la potencia del láser y la presión del gas, y disminuye con el aumento del grosor de la pieza. Por ejemplo, al cortar una placa de acero al carbono de 6 mm, la velocidad de corte es de 2,5 m/min, mientras que para una placa de acero al carbono de 12 mm, la velocidad de corte es de 0,8 m/min.
Una menor distancia focal de la lente da lugar a una mayor densidad de potencia pero un enfoque menos profundo, lo que la hace adecuada para el corte a alta velocidad de materiales finos. Por el contrario, una mayor distancia focal de la lente da lugar a una menor densidad de potencia pero a un enfoque más profundo, lo que la hace adecuada para el corte lento de materiales gruesos.
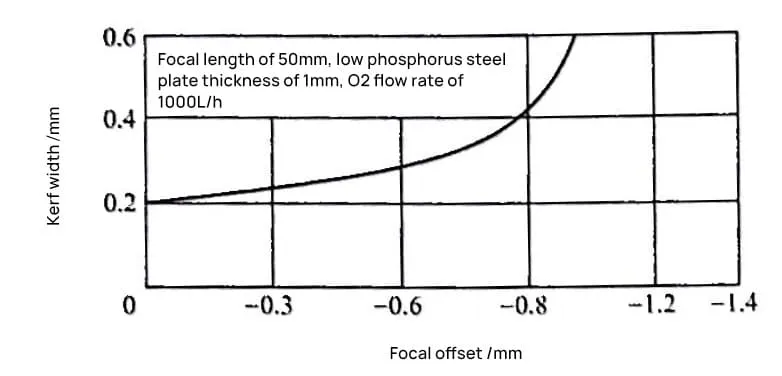
En la Figura 5-3 se muestra el impacto de la cantidad de desenfoque en la anchura del corte. Generalmente, el punto focal se elige para que esté situado aproximadamente a 1/3 del grosor de la placa por debajo de la superficie de la pieza, punto en el que se minimiza la anchura del corte.
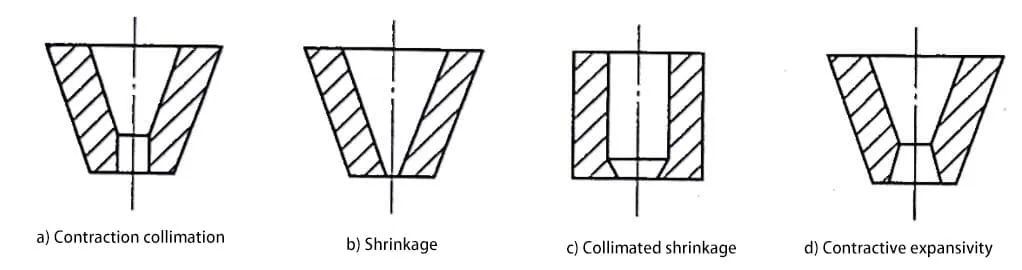
La forma y el tamaño de la boquilla son parámetros cruciales que afectan a la calidad y la eficacia de la corte por láser. Diferentes métodos de corte requieren diferentes formas de boquilla. En la Figura 5-4 se ilustran las formas comunes de las boquillas de corte por oxígeno láser.
Cuando la boquilla está demasiado cerca de la superficie de la pieza, afecta a la capacidad de soplado de las salpicaduras de escoria fundida. Sin embargo, si la boquilla está demasiado lejos de la superficie de la pieza, puede provocar una pérdida innecesaria de energía. Para garantizar la estabilidad del corte, la distancia entre el extremo de la boquilla y la superficie de la pieza suele controlarse entre 0,5 y 2 mm.
Cuando se utiliza oxígeno como gas auxiliar para cortar acero con bajo contenido en carbono, las intensas reacciones de oxidación generan una gran cantidad de calor, aumentando la velocidad y el espesor de corte y produciendo cortes sin escoria. Para corte de acero inoxidableA menudo se utiliza una mezcla de oxígeno y nitrógeno, lo que mejora la calidad del corte en comparación con el uso exclusivo de oxígeno.
Aumentar la presión del gas mejora la capacidad de eliminación de escoria y puede conducir a mayores velocidades de corte. Sin embargo, una presión excesiva puede dar lugar a superficies de corte rugosas. Consulte en la Tabla 5-1 los principales parámetros y características del corte por láser.
Tabla 5-1: Principales parámetros y características del corte por láser
| Materiales de la pieza | Espesor de la pieza (mm) | Potencia láser (W) | Velocidad de corte (cm/min) | Gas de corte | Características y aplicaciones |
| 99% cerámica de alúmina | 0.7 | 8 | 30 | — | Fractura controlada |
| Cuarzo cristalino | 0.81 | 3 | 60 | — | |
| Plancha de ferrita | 0.2 | 2.5 | 114 | — | |
| Zafiro | 1.2 | 12 | 7 | — | |
| Tubo de cuarzo | - | 500 | 400 piezas por hora | — | Ahorro de material y corte de alta calidad al cortar tubos de cuarzo, adecuado para fabricar tubos de lámparas halógenas |
| Tejido | - | 20~250 | 500~300 | Aire | Ahorro de material, corte de alta calidad, gran eficacia, bordes autobloqueantes al cortar tejidos, adecuada para fabricar cintas de máquinas de escribir, superficies de paraguas, ropa, etc. |
| Tubo de vidrio | 12.7 | 20000 | 460 | Aire | Corte de alta calidad de tubos de vidrio sin desgaste de la herramienta |
| Roble | 16 | 300 | 28 | Aire | Corte de madera de alta calidad, bordes de corte limpios, ahorro de material, adecuado para la fabricación de muebles |
| Pino | 50 | 200 | 12.5 | Aire | |
| Placa de resina epoxídica de boro | 8.1 | 15000 | 165 | Aire | Alta eficacia en el corte de placas de resina epoxi de boro, sin desgaste de la herramienta, adecuado para la fabricación de componentes aeronáuticos. |
| Acero bajo en carbono | 1.5 3 1.0 6.0 16.25 35 | 300 300 1000 1000 4000 4000 | 300 200 900 100 114 50 | Oxígeno | Corte de alta calidad, ahorro de mano de obra y material, puede sustituir al fresado, punzonado y cizallautilizado en la fabricación de paneles de instrumentos, intercambiadores de calor y piezas de automóvil |
| 30CrMnSi | 1.5 3.0 6.0 | 500 500 500 | 200 120 50 | Oxígeno | Puede sustituir al fresado, punzonado y cizallado, alta eficiencia de corte, corte de alta calidad, utilizado en la fabricación de componentes de aeronaves, sin deformación de corte, ahorro de material y mano de obra, utilizado en la fabricación de componentes de aeronaves, rotores de helicópteros, etc. |
| Acero inoxidable | 0.5 2.0 3.175 1.0 1.57 6.0 4.8 6.3 12 | 250 250 500 1000 1000 1000 2000 2000 2000 | 450 25 180 800 456 80 400 150 40 | Oxígeno | Sin deformación por corte, ahorro de material y mano de obra, utilizado en la fabricación de componentes de aeronaves, rotores de helicópteros, etc. |
| Aleación de titanio | 3.0 8.0 10.0 40.0 | 250 250 250 250 | 1300 300 280 50 | Oxígeno | Rápida velocidad de corte, corte de alta calidad, puede sustituir al fresado, rectificado y grabado químico, ahorro de mano de obra, alta eficiencia de corte, utilizado en la fabricación de componentes aeronáuticos. |
| Panel alveolar de aluminio revestido de titanio | 30 | 350 | 500 | Oxígeno | Sin deformación de corte, sin daños en la superficie de la pieza, velocidad de corte rápida, utilizado en la fabricación de componentes aeroespaciales. |
| Chapa de acero revestida por las dos caras | 0.5~2.0 | 350 | 300 | Oxígeno | Ahorro de mano de obra y material, no daña los revestimientos superficiales durante el corte, se utiliza en la fabricación de aire acondicionado |