
Procesos de plegado de metales: Equipos, parámetros y resolución de problemas
¿Cómo se convierten las chapas planas en piezas curvas? El curvado de metales es la clave. Este artículo desvela las herramientas, técnicas y trucos...
¿Alguna vez se ha preguntado cómo se da forma a los objetos metálicos cotidianos? Desde piezas de automóvil hasta utensilios de cocina, el mundo del conformado de metales es fascinante. Este artículo explora tres procesos clave: la fundición, el laminado y la forja. Aprenderá cómo el metal líquido se convierte en formas sólidas, cómo las chapas se aplanan hasta convertirse en placas y cómo el calor y la presión crean piezas resistentes. Para garantizar la calidad y la uniformidad de estos procesos, servicios de inspección en fábrica desempeñan un papel crucial, evaluando la integridad de cada pieza producida. ¡Prepárese para ver los artículos comunes bajo una luz totalmente nueva!

La fundición se refiere al proceso de llenar una cavidad de molde con material de fundición líquido. Cuando el metal líquido se solidifica, el material adquiere una forma determinada.



Las principales estructuras de un molde son el molde de arena, el núcleo de arena y el sistema de compuertas.
La cavidad del molde se obtiene tras retirar el patrón. La superficie de unión entre dos moldes se denomina línea de partición. Los machos de arena forman las cavidades internas y los agujeros de la pieza fundida, y la parte extendida del extremo del macho se denomina impresión del macho. El asiento del núcleo es la cavidad del molde donde se coloca la impresión del núcleo, y se fabrica junto con el molde de arena utilizando el patrón.
El sistema de inyección consta de una cubeta de vertido, lingotes, canal y bebedero. Los orificios de ventilación del molde de arena y del núcleo de arena facilitan la salida del aire durante el vertido. Durante el vertido, el metal fundido se vierte en la compuerta externa, fluye a través del bebedero, el canal de colada y las coladas en la cavidad del molde. El elevador se coloca en el punto más alto de la cavidad del molde, se utiliza para observar si el líquido metálico ha llenado el molde y también sirve como respiradero.
El patrón, también llamado molde de fundición, es un equipo de proceso utilizado para formar la cavidad del molde. Suele estar hecho de madera, metal u otros materiales. La forma del patrón es similar a la de la pieza fundida, pero difiere en que los agujeros y cavidades de la pieza fundida no están presentes en el patrón; en su lugar, se realizan impresiones del núcleo. El patrón de impresión del núcleo forma el asiento del núcleo en la cavidad del molde.

Pala de hierro, criba, apisonador de arena, rascador, alambre de ventilación, espiga y pasador de tracción, mancha, hisopo, bolsa de polvo, fuelle de mano y apisonador neumático, etc.


Llana, gancho para arena, herramienta de media caña, herramienta de punta redonda, espiga de reborde, llana perfilada, cuchara, cuchara de latón de doble punta, etc.




En la fabricación de productos laminados, los lingotes con las especificaciones requeridas se funden primero en lingoteras de acero, luego se calientan en un horno (1200°C) y, por último, se laminan en planchas, perfiles y tubos mediante trenes de laminación.


Los dos rodillos de un laminador de dos alturas giran en sentidos opuestos. Los rodillos cilíndricos sin ranuras se utilizan para laminar chapas, mientras que los rodillos cilíndricos con ranuras se utilizan para laminar perfiles.
Como los rodillos deben cambiar de dirección después de cada pasada en un laminador de dos alturas, el tiempo de enfriamiento de los rodillos es largo. Un tren de laminación de tres alturas tiene tres rodillos dispuestos en línea vertical, por lo que los rodillos no necesitan cambiar de sentido de rotación entre pasada y pasada.

El alambre con un diámetro inferior a 5 mm puede fabricarse con una trefiladora. Un anillo troquel de dibujo con un orificio en forma de embudo se utiliza para trefilar alambre del diámetro deseado. El alambre fino se trefila a través de matrices de carburo o diamante. Debido al endurecimiento por deformación, el alambre necesita un calentamiento intermedio.

El fleje de acero se conforma en forma de tubo mediante rodillos de conformación, después pasa por un horno de calentamiento continuo tipo túnel, se calienta a la temperatura de soldadura mediante quemadores de gas dispuestos en los laterales y, por último, se suelda en un tubo sin fin mediante rodillos de soldadura.
1) Utilizar un tren de laminación por penetración Mannesmann para perforar un tocho macizo y, a continuación, utilizar un método especial (como el laminado de ranuras periódicas) para laminarlo hasta obtener las dimensiones de tubo deseadas.

2) El método de banco de empuje Erhardt consiste en extruir primero un tocho cuadrado de acero caliente en un tocho tubular en forma de copa en una cavidad de molde cilíndrica; a continuación, se ajusta el tocho tubular sobre un mandril largo y se empuja a través de varias matrices (cada una más pequeña que la anterior). Este método puede producir tubos de paredes finas con el mismo diámetro interior.

Por embutición profunda se entiende la transformación de chapas metálicas en formas huecas o el estiramiento posterior de cuerpos huecos ya embutidos inicialmente.

La matriz de embutición profunda consta de un punzón, una cavidad para la matriz y un soporte para la pieza en bruto.
Un bloque espaciador fijado a la cavidad de la matriz centra la chapa. Después de que el portapiezas sujete la chapa, el punzón se mueve hacia abajo, sacando la chapa de la cavidad de la matriz (aparecen esquinas redondeadas en el borde inferior de la pieza durante la embutición profunda).

En los casos en que el punzón extrae completamente la pieza de la cavidad de la matriz, la pieza puede adherirse al punzón en su carrera de retorno. Para evitarlo, se utiliza una placa expulsora. Si la pieza se atasca en el borde superior, se utiliza un expulsor accionado por resorte para empujar la pieza hacia arriba y sacarla de la cavidad de la matriz.
Sólo los materiales adecuados para la embutición profunda pueden evitar el agrietamiento bajo una deformación severa. Estos materiales deben tener buena ductilidad y suficiente resistencia.

Las piezas con una elevada relación entre altura y sección transversal deben estirarse en varias etapas. El número de etapas de embutición viene determinado por el siguiente principio: para una pieza cilíndrica embutida, el diámetro del punzón para la siguiente embutición debe ser aproximadamente 1/3 menor que el de la embutición anterior; el diámetro de la primera embutición debe ser 1/5 menor que el diámetro del material.

Basándose en las propiedades de fluidez de determinados materiales, la extrusión hacia atrás puede utilizarse para procesar piezas huecas de paredes finas a partir de discos (placas) en bruto.
Los materiales adecuados para la extrusión hacia atrás incluyen principalmente plomo, zinc, cobre, aluminio, aleaciones de cobre y latón blando.
Colocar en la cavidad de la matriz una pieza en bruto en forma de disco con la misma forma transversal que el producto acabado. La diferencia de diámetro entre el punzón de extrusión y la cavidad de la matriz es igual al doble del grosor de la pared del producto acabado. Cuando el punzón de extrusión de la prensa comprime la pieza en forma de disco, el material fluye a través de la cavidad de la matriz. separación entre el punzón y la matriz cavidad en la dirección opuesta al movimiento del punzón.
Para facilitar el flujo de material, la cara final del punzón de extrusión tiene una cierta convexidad o conicidad. El diámetro del punzón de extrusión es aproximadamente 0,2 mm menor que el diámetro interior de la pieza. Durante la carrera de retorno del punzón, la placa separadora retira la pieza del punzón. La extrusión hacia atrás es un método económico para producir tubos, latas y otras piezas huecas de paredes finas.
La forja se refiere al proceso de conformado en el que se aplica presión a la pieza de trabajo a través del martillo, el yunque, el punzón de la maquinaria de forja, o a través de matrices, provocando una deformación plástica para obtener la forma y las dimensiones deseadas del producto.
La distribución del flujo de fibras en las piezas forjadas es mejor que en las piezas mecanizadas, y tienen mayor capacidad de carga. La forjabilidad del acero disminuye a medida que aumenta su contenido de carbono. El azufre en el acero provoca la falta de dureza en caliente, mientras que el fósforo provoca la falta de dureza en frío, por lo que el contenido combinado de azufre y fósforo en el acero no debe superar 0,1% (fracción de masa).

Durante la forja, la resistencia a la tracción del material debe superar su límite elástico.

En la zona 1, la deformación del grano es pequeña; en la zona 2, la deformación del grano y el deslizamiento son grandes; en la zona 3, la deformación del grano y el deslizamiento también son pequeños.

En temperatura de forja depende del material de la forja. El tiempo de calentamiento de la pieza debe reducirse al mínimo. Un tiempo o intensidad de calentamiento excesivos provocarán el engrosamiento y la fragilización de la estructura del acero, reduciendo su resistencia. El acero empieza a chisporrotear y a descascarillarse en un estado al rojo vivo. El acero sobrecalentado no puede forjarse. El acero tiene una ductilidad especialmente pobre a temperaturas de revenido (290-350°C).
La forja en frío produce tensiones intergranulares, que se manifiestan inicialmente como endurecimiento y acaban formando grietas. El recocido puede eliminar las tensiones internas. El cobre puro puede forjarse en frío. La temperatura de forja aumenta con el contenido de elementos de aleación en el cobre, hasta un máximo de 800°C.
La temperatura de forja del aluminio es de 400-500°C.

Los principales tipos de hornos de calentamiento utilizados son los hornos de reverbero, los hornos de aceite pesado y los hornos de gas, los hornos de forja de carbón y gas y los hornos de resistencia.
1) Los equipos de forja libre más utilizados son los martillos de forja y las prensas. Los martillos de forja más comunes son los de aire y los de vapor-aire. Las prensas más comunes son las hidráulicas y las de aceite.

2) Los equipos de forja de matrices más utilizados incluyen martillos de forja de matrices, prensas de manivela, máquinas de forja de matrices planas, prensas de fricción, prensas de tornillo, prensas de acuñación, máquinas de laminado cruzado de cuña, etc.

Dar forma a la pieza utilizando herramientas de forja sencillas.

En primer lugar, utilice un cincel de herrero para estirar longitudinalmente en la esquina o el borde del yunque y, a continuación, aplane en la cara del yunque.

Después de calentar la pieza bruta de forja, primero hay que limitar la zona que se va a recalcar y, a continuación, utilizar un martillo para recalcar en la cara del yunque o en el soporte del yunque.

En primer lugar, se desplaza una parte de la pieza en bruto con respecto a otra y, a continuación, se forja la parte desplazada en la sección transversal deseada.

Utilice un cincel de forja en caliente para cortar.

El martillo perforador impulsa el punzón hacia la pieza, que gira alrededor de su eje y perfora a través del orificio de la almohadilla de punzonado.
Utilice un cincel para agujeros para dividir primero las ranuras en ambos extremos de la pieza y, a continuación, expanda la ranura hasta obtener la forma de agujero deseada.

La soldadura por forja consiste en unir dos piezas (acero con un contenido de carbono inferior a 0,2%) en una sola mediante métodos de forja en estado viscoso. En primer lugar, se procesan las piezas que se van a soldar por forja en forma de soldadura de mordida o soldadura solapada, y se calientan a la temperatura de soldadura (1300-1400°C), después se elimina la cascarilla y se realiza la soldadura rápida por forja. La resistencia de la soldadura de forja es de 70%-85% de la resistencia del material base.
La forja en matriz se refiere al proceso de calentar la pieza hasta la temperatura de forja y, a continuación, moldearla desde su forma original hasta la forma requerida en una o varias etapas de forja en la cavidad de la matriz.
Una vez cerradas las matrices, el material llena la cavidad de la matriz y el material sobrante se extruye en forma de rebaba. Durante la forja en la matriz, el material primero se recalca, luego fluye dentro de la cavidad y, por último, se recalca para darle la forma final.
Debido al elevado coste de las matrices, la forja en coquilla sólo es adecuada para la producción en serie. Los materiales adecuados para la forja en estampa incluyen aceros aleados y no aleados, cobre y aleaciones de cobre, aleaciones de magnesio, etc.
El troquel consta de troqueles superior e inferior.

Las matrices de forja son moldes permanentes. La pieza preformada, calentada a la temperatura de forja, se coloca en la matriz de forja y se presiona para darle la forma de la cavidad de la matriz. Las piezas más grandes o de formas complejas se forjan mediante varias operaciones en varias matrices de forja. Las ventajas de la forja en coquilla son el bajo coste de procesamiento, la precisión de las dimensiones y una superficie relativamente lisa.

El acero al carbono templado al agua (con un contenido de carbono en masa de 0,9%) es adecuado para fabricar matrices con cavidades poco profundas. Para deformaciones mayores, se utiliza acero aleado al cromo, níquel y molibdeno. Las matrices se fresan a partir de acero macizo para matrices. Para facilitar el desmoldeo, el ángulo de desmoldeo de la matriz es de 1:5 para las cavidades interiores y de 1:10 para las cavidades exteriores.
Debido a la contracción del material y a la dilatación térmica de la matriz, debe considerarse un índice de contracción de 1,2%-1,5%. La cavidad de la matriz se pule y debe ser dura, resistente al desgaste y al calor, así como resistente a la presión y al agrietamiento. En función de los requisitos de precisión, una matriz de forja puede producir entre 6.000 y 25.000 piezas.

Forja libre en la matriz de tocho - forja en matriz - recocido de alivio de tensiones.
El trabajo de conformado básico se completa principalmente mediante la preforja, la forja libre y la forja de matriz intermedia para mejorar la precisión de forja de la pieza en la matriz final y prolongar la vida útil de la matriz final.

La sección transversal original del material aumenta tras el forjado plano.
Los dos carros de sujeción de la máquina de forja plana sujetan la pieza en bruto. La matriz convexa montada en el carro principal se utiliza para el recalcado. El recalcado de varias ranuras sólo requiere un calentamiento.
En comparación con la forja en coquilla, la ventaja de la forja plana es que no hay ángulo de tiro, hay menos pérdidas por combustión y, por tanto, es más económica.
El plegado es un método de conformado en el que el flujo (de metal) en la zona de conformado está causado principalmente por el momento de flexión.

El rendimiento de curvado de la pieza depende de la ductilidad del material de la pieza. Muchos metales y aleaciones pueden curvarse en frío; algunos metales y aleaciones necesitan calentarse a cierta temperatura para reducir la radio de curvaturaPor ejemplo: el zinc debe calentarse a 150°C y una aleación de magnesio a 300°C.
Durante la flexión, los granos interiores se comprimen, los exteriores se estiran y sólo la capa neutra permanece inalterada.

Hay deslizamiento de átomos dentro de los granos. La tensión de tracción en la capa exterior se aproxima al límite de fractura, y se produce una contracción transversal evidente en la sección transversal de la zona de tensión de tracción en la parte doblada, mientras que se produce una contracción longitudinal en la zona de presión. Por lo tanto, el estiramiento y la compresión de la estructura pueden provocar no sólo una deformación longitudinal, sino también una deformación transversal. El estiramiento reducirá la sección transversal, mientras que la compresión la aumentará.

La resistencia a la flexión de la pieza está relacionada con factores como la temperatura, el material de la pieza, las dimensiones de la sección transversal y la posición relativa respecto al eje de flexión.
La resistencia a la flexión es proporcional a la anchura de la pieza. Si la anchura se duplica, el número de fibras bajo tensión y compresión también debe duplicarse. Con el mismo radio de flexión, la cantidad de fibras bajo tensión y compresión en la dirección de la altura es mucho mayor que en la dirección de la anchura, por lo que la fuerza de flexión necesaria para la primera debe ser mucho mayor que para la segunda.

El radio de curvatura no debe ser inferior al valor mínimo. El radio de curvatura está relacionado con el alargamiento del material, el grosor de la pieza, la forma de la sección transversal de la pieza y la dirección de laminación. Para los materiales en barra, el radio de curvatura para el acero y el aluminio blando es 1,5 veces su espesor, para el aluminio duro es de 2 a 4 veces su espesor, y para las aleaciones de cobre y zinc, es de 1/3 a 1/2.
Debido a la gran sensibilidad a la entalladura de la superficie de la placa durante la flexión, ésta debe ser lisa y estar libre de poros.
Un ángulo de curvatura menor es más ventajoso que uno mayor. Si el radio y el ángulo de curvatura son inferiores a los valores permitidos, debe recurrirse al curvado en caliente.

Las piezas pequeñas pueden doblarse en un torno de banco. Para obtener el radio de curvatura necesario, utilice un bloque de tope con bordes achaflanados. Si las esquinas se doblan de forma demasiado pronunciada, aparecerán grietas en la zona doblada de la chapa.
Radio mínimo de curvatura = Espesor de la chapa × Factor de conversión
Factores de conversión para el radio mínimo de curvatura
| Material | Acero blando | Acero de dureza media | Cobre | Latón | Aleación de aluminio (templado) |
| Factor de conversión | 0.5 | 0.55 | 0.25 | 0.3~0.4 | 2-4 |
Ejemplo: Una chapa de acero de dureza media de 3 mm de espesor se dobla en una mordaza de una máquina. Su radio mínimo de curvatura = 3 mm × 0,55 = 1,65 mm.
Proceso de plegado:
1) Marque la pieza y doble un extremo en ángulo recto utilizando un tornillo de banco de máquina.
2) Marque la altura y doble el segundo ángulo recto utilizando un tope de madera.
……
4) Coloque un tope de madera y haga la cuarta curva.
La resistencia a la flexión es la capacidad de un objeto para resistir la deformación por flexión. Las piezas con una gran relación anchura/altura, como los ángulos de acero y las vigas en I, tienen una gran resistencia a la flexión. La rigidez puede aumentarse utilizando métodos como la formación de ranuras, el laminado, el doblado o el plegado.


Cuando el radio de curvatura de los tubos es pequeño, puede aplastar el tubo. Durante el curvado, debe añadirse relleno en el interior del tubo o utilizar un equipo de curvado con ruedas guía. Para radios de curvatura grandes, puede que no sea necesario añadir relleno en el interior del tubo. Los tubos trefilados o laminados de pequeño diámetro pueden curvarse en frío.
En el curvado en caliente, para evitar arrugas, la temperatura de calentamiento en el interior del tubo debe ser superior a la del exterior. El radio de curvatura debe ser al menos tres veces el diámetro del tubo. Para evitar tensiones de tracción y compresión durante el curvado, el cordón de soldadura del tubo debe estar en la zona neutra.

El acero estructural es difícil de doblar. Para doblar ángulos más agudos, hay que hacer muescas en el punto de doblado y, después, soldar los bordes cortados.

La forma de la muesca depende del ángulo de doblado y del grosor del borde del ángulo de acero. Dado que el interior de la curva está sometido a compresión, debe haber una cierta distancia entre los dos bordes biselados (es decir, la distancia del borde cortado a). Esta distancia debe ser mayor para los bordes de acero angular más gruesos y los ángulos de flexión más pequeños.
a=Stanα/2
Para evitar la compresión, hay que taladrar el metal de la parte comprimida. El diámetro de la broca d = Sa/100.
El acero estructural se dobla en círculos utilizando una máquina dobladora de acero estructural. Los rodillos superior e inferior de esta plegadora no son ajustables y se accionan manualmente o mediante un motor eléctrico. El rodillo superior es ajustable, y ajustándolo se puede cambiar el radio de curvatura.
La finalidad del enderezado es reducir los errores de rectitud y planitud de los materiales de chapa, alambre y barra.
La tensión interna, el calentamiento o enfriamiento unilateral, el impacto, el golpeo y el procesamiento de corte unilateral son razones que provocan el alabeo y la torsión del material. Las piezas pueden enderezarse y aplanarse mediante presión, martilleo o calentamiento por llama.


Elija el enderezado en frío o en caliente en función del grosor del material.
Para fuerzas de enderezado pequeñas, coloque la pieza sobre una placa de enderezado; para fuerzas grandes, utilice una máquina enderezadora.
Las protuberancias en chapas blandas (cobre, zinc, aluminio) pueden aplanarse con un martillo de madera, una maza de goma o un martillo de plástico. Para chapas más duras, martille a lo largo del borde exterior de la protuberancia siguiendo un patrón en espiral de dentro a fuera para estirarla.
Cuando la chapa pasa por los rodillos enderezadores, se estira y comprime uniformemente hasta quedar plana. En general, utilizar una enderezadora de rodillos para chapa es más económico.


Para enderezar el alambre, se puede sujetar en un tornillo de banco y tirar de él para enderezarlo a través de dos bloques de madera, o se puede utilizar una máquina enderezadora de alambre.
Se utilizan enderezadoras de barras y enderezadoras de perfiles, respectivamente.

El calentamiento por llama incluye tres formas: calentamiento por puntos, calentamiento por líneas de puntos y calentamiento por cuñas. La elección de la forma de calentamiento depende de la forma, el tamaño y el grosor de la pieza. Se calienta la superficie alabeada, es decir, primero se calienta el lado más largo para aumentar el alabeo.

Sin embargo, al mismo tiempo aparecen grandes tensiones de compresión debido al aumento de volumen en la zona calentada. El calentamiento continuado hasta el límite elástico del material provoca una presión interna que comprime la parte más larga. Durante el enfriamiento, la parte comprimida se contrae, con lo que la pieza se endereza. Este proceso se lleva a cabo en combinación con el martilleo.
El calentamiento por puntos o por líneas de puntos se utiliza para chapas y barras; el calentamiento por cuñas se utiliza para perfiles laminados, y el calentamiento por cuñas debe partir de la punta de la cuña.
El enderezado, el doblado, el martilleado y el estirado también pueden provocar el endurecimiento por trabajo en frío del material y aumentar su dureza, que puede eliminarse mediante el recocido.
El estampado es un proceso de conformado que utiliza prensas y matrices para aplicar una fuerza externa a materiales de chapa, flejes, tubos y perfiles, provocando una deformación o separación plástica para obtener piezas de trabajo (piezas estampadas) de la forma y dimensiones deseadas. Existen matrices de doblado, matrices de curvado y matrices de conformado, entre otras.

Durante el conformado en frío, la carga sobre el borde doblado del material supera su límite elástico, iniciando y continuando la deformación (plástica). El borde exterior del material experimenta el mayor estiramiento y tensión durante la conformación en frío. Para evitar el agrietamiento, se eligen materiales con un alargamiento elevado y una resistencia moderada para el conformado en frío.


Las matrices de curvado pueden utilizarse para curvar chapas o flejes y convertirlos en ángulos de acero, acero en forma de Z o acero en forma de U. El plegado no requiere modificar el grosor del material. Las matrices de doblado constan de un punzón y una cavidad.
Para evitar la formación de grietas en la zona doblada, el radio de doblado no debe ser inferior al valor mínimo permitido. Debido al efecto de recuperación elástica tras el doblado, el ángulo de doblado formado por el punzón y la cavidad de la matriz debe ser ligeramente inferior al ángulo de doblado de la pieza acabada. La fuerza de recuperación elástica de la pieza está relacionada con factores como el radio de curvatura, el grosor del material y las propiedades del material.

Mediante el curvado, la chapa puede convertirse en orejas de bisagra, refuerzos y bordes de refuerzo. Antes del curvado, la chapa debe estar previamente curvada (de lo contrario, quedaría recta); a continuación, la pieza previamente curvada se introduce y se sujeta en la matriz inferior, y un punzón de curvado con el perfil correspondiente se desplaza hacia abajo para realizar el curvado.
Este tipo de troquel puede doblar cuerpos huecos o nervios de refuerzo de cualquier forma (tapas de latas, logotipos de coches). Las matrices superior e inferior se fabrican con la forma correspondiente y la chapa se estampa en la forma requerida. El grosor de la chapa permanece básicamente inalterado durante el plegado de la forma.
Las prensas se clasifican según el movimiento ascendente y descendente del carro en prensas de fricción, prensas de manivela, prensas excéntricas, prensas hidráulicas, etc., similares a los equipos de forja. La matriz convexa o punzón superior de las matrices de corte y embutición se sujeta en el carro de la prensa. Para mejorar la precisión del proceso, el carro de la prensa debe estar guiado con precisión. La matriz cóncava se monta en la bancada de la prensa.

La prensa de fricción es una máquina de procesamiento a presión versátil que se utiliza ampliamente en diversas industrias para el procesamiento a presión. En la industria de fabricación mecánica, las prensas de fricción son aún más utilizadas y pueden emplearse para completar tareas como forja de matrices, recalcado, doblado, enderezado y prensado de precisión. Algunas forjas sin llama también utilizan este tipo de prensas.

El manguito excéntrico montado en el muñón del cigüeñal está conectado al eje de transmisión a través de un acoplamiento de garras desmontable en el extremo del eje. Aflojando el anillo de garras, el manguito excéntrico puede girarse para ajustar la longitud de la carrera.
Estos dos tipos de prensas convierten el movimiento giratorio del motor en movimiento lineal del carro mediante un cigüeñal o eje excéntrico a través de una biela o rótula.
A prensa hidráulica es una máquina que utiliza líquido como medio de trabajo, basándose en el principio de Pascal, para transmitir energía y realizar diversos procesos. Las prensas hidráulicas suelen constar de tres partes: la máquina principal, el sistema de alimentación y el sistema de control hidráulico.
El cizallado es un proceso que utiliza herramientas de corte de doble filo para separar materiales.
Las herramientas generales utilizan un solo filo para cortar el material de la pieza, mientras que en las proceso de tundidoLos dos filos de corte en forma de cuña trabajan relativamente sobre el material. Los dos filos de corte en forma de cuña de las cuchillas superior e inferior se deslizan uno junto al otro desde el lateral. Inicialmente, la pieza de trabajo se corta en ranuras en ambos lados de los dos filos de corte.
La presión del filo de corte en forma de cuña hace que la estructura del material sea densa. Cuando la resistencia del material aumenta, la cuchilla sólo puede cortar en el material hasta cierta profundidad. Si se sigue aumentando la presión más allá del límite elástico del material, la estructura se separa y las dos superficies de fractura se deslizan. La superficie separada de la pieza es irregular debido a los diferentes procesos de cizallamiento, siendo el exterior liso y el interior rugoso y agrietado.
Las cizallas manuales pueden utilizarse para cortar chapas con un grosor no superior a 1,5 mm.

Se utiliza para cortar cortes rectos, ligeramente curvados y cortos.

Se utiliza para cortar piezas largas y rectas.

La hoja tiene una punta puntiaguda, utilizada para cortar curvas interiores.

La hoja es fina y larga para adaptarse a diversas formas.

Durante el funcionamiento, la cuchilla inferior permanece inmóvil mientras que la superior realiza el movimiento de corte.

Adecuada para cortar piezas grandes.
También conocido como cuchilla paralela máquina cizallaLa cuchilla superior se desplaza verticalmente dentro de un carril guía. La cuchilla superior puede estar inclinada o paralela a la cuchilla inferior.
Se utiliza para cortar círculos y curvas. Al cortar curvas, la hoja se alimenta manualmente.
Grandes rebabas en el borde de corte, elevado consumo de fuerza de cizallamiento, astillamiento de la cuchilla y desviación del corte respecto a la línea marcada.

Utilizar un punzón para crear agujeros también es un proceso de cizallamiento. Para chapas finas, cartón, chapas de acero para muelles y juntas de estanqueidad, el punzonado es más rápido que el taladrado. Los materiales más gruesos utilizan máquinas de presión de punzonado para hacer agujeros, que son eficaces y no producen virutas. Los materiales blandos se perforan con matrices de punzonado de cantos.

Las matrices de troquelado constan de un punzón (matriz macho) y una matriz (matriz hembra), que pueden troquelar cualquier forma a partir de láminas. Dado que cada forma requiere un juego de matrices, este método es adecuado para la producción en serie.

Debido a la deformación en frío del material, la chapa se presiona fácilmente cuando entra en contacto por primera vez con el punzón. Si el punzón tiene pequeñas esquinas redondeadas, el borde inferior de la chapa también tendrá pequeñas esquinas redondeadas. A medida que el punzón continúa moviéndose hacia abajo, su fuerza de cizallamiento supera la resistencia al cizallamiento del material, y la estructura del material se separa con una superficie de cizallamiento relativamente lisa. Antes de que el punzón, el borde de corte y el borde de corte de la matriz se crucen, las superficies de fractura restantes del material se separan. El orificio de la matriz tiene una estructura cónica gradual.

El troquelado es un proceso de prensado que utiliza una matriz para separar una parte del material o pieza de otra parte del material, pieza o desecho. El troquelado es un término general que engloba procesos de separación como el cizallado, el troquelado, el punzonado, el entallado, el ranurado, la separación, el cincelado, el recorte, el machihembrado, el corte abierto y el acabado.
El blanking se utiliza habitualmente para el procesado directo de arandelas, platos de bicicleta, engranajes de instrumentos, levas, horquillas de cambio, paneles de instrumentos, así como chapas de acero al silicio para motores y aparatos eléctricos, y conectores en circuitos integrados.
El equipo habitual para el trabajo en banco incluye:
1) Banco de trabajo

El principal lugar de trabajo de los operarios de banco, utilizado para colocar piezas de trabajo y diversas herramientas e instrumentos de medición.
2) Tornillo de banco

Accesorio universal utilizado para sujetar piezas de trabajo.
El marcado de disposición es la operación de marcar los límites de procesamiento o encontrar puntos y líneas de referencia en las piezas en bruto o los productos semiacabados de acuerdo con las dimensiones requeridas por los planos de diseño o los objetos reales. El marcado de disposición permite determinar el margen de mecanizado y la posición de la superficie de mecanizado de la pieza, comprobar si la forma y las dimensiones de la pieza en bruto cumplen los requisitos del plano y asignar razonablemente el margen de mecanizado.
Entre las herramientas de trazado más comunes se incluyen las placas de trazado, los trazadores, los discos de trazado, los divisores, los punzones centrales, los bloques en V y los gatos.



La herramienta utilizada es un trazador. El método correcto consiste en inclinar el trazador de 15° a 20° hacia el exterior de la regla de acero, inclinándolo al mismo tiempo de 45° a 75° en la dirección de marcado.

1) Marcado de líneas rectas.

Para marcar, sujete la regla de acero con la mano izquierda, agarre el trazador con los dedos pulgar e índice de la mano derecha, presione el trazador con el dedo corazón para que la punta del trazador quede ajustada contra la superficie de guía de la regla y tire hacia la parte posterior del trazador para trazar una línea recta clara.
2) Marcado de líneas perpendiculares.

Las líneas perpendiculares pueden trazarse utilizando una construcción geométrica, una regla cuadrada o un disco de trazar. El método más sencillo consiste en utilizar un lado adyacente como referencia y trazar fácilmente una línea perpendicular con una regla cuadrada.
3) Marcado de líneas paralelas.

Se pueden utilizar tres métodos: el método geométrico, el marcado con regla cuadrada y el marcado con disco de trazar.
4) Marcado de arcos.

La herramienta utilizada es un divisor. Cuando lo utilices, ajusta las dos patas del divisor abriéndolas con ambas manos y, a continuación, sujeta la parte articulada del divisor con la mano derecha. Cuando dibuje un círculo, combine dos arcos de medio círculo dibujando tanto en el sentido de las agujas del reloj como en sentido contrario.
5) Perforación central.

Para facilitar la alineación de las piezas en el procesamiento posterior, los punzones centrales deben ser del tamaño adecuado y uniformes. El punto de punzonado debe estar en el centro de la línea de procesamiento y no desviarse, ya que los puntos de punzonado desviados inducirán a error en la posterior complementación de la línea.
Cuando esté en funcionamiento, sujete el punzón central ligeramente inclinado hacia delante con la mano izquierda, alinee la punta del punzón con el centro de la línea. Una vez alineado, enderece el punzón de modo que quede perpendicular al centro de la línea, y utilice un martillo para golpear ligeramente el extremo del punzón para hacer la marca central.
El cincelado es un método de procesamiento que utiliza un martillo para golpear un cincel y cortar la pieza de trabajo. El cincelado se utiliza principalmente en situaciones en las que el mecanizado mecánico resulta incómodo, como la eliminación de rebordes, la separación de materiales, el cincelado de ranuras de aceite, el corte de piezas finas, el mecanizado en bruto, etc.
Existen tres tipos: cinceles planos, cinceles puntiagudos y cinceles para ranuras de aceite. Hay tres formas de sujetar un cincel: agarre normal, agarre invertido y agarre vertical.


Hay dos formas de agarrar un martillo: agarre fuerte y agarre flojo. Agarre fuerte: requiere que los cinco dedos agarren el martillo con fuerza al levantarlo o golpearlo; Agarre flojo: al levantar el martillo, el pulgar y el índice agarran con fuerza, mientras que el meñique, el anular y el corazón están ligeramente relajados. Al golpear, cuando el martillo se acerca al punto de impacto, los dedos meñique, anular y corazón se tensan de repente para aumentar la fuerza de golpeo del martillo que cae.

Existen tres métodos para blandir el martillo: con la mano, con el codo y con el brazo.

El operario se coloca delante del banco de trabajo, con el pie izquierdo en un ángulo de 35° con respecto a la línea central del tornillo de banco, y el pie derecho en un ángulo de 75° con respecto a la línea central del tornillo de banco, para asegurarse de que al ponerse de pie y balancear el martillo, el punto de impacto se alinee con el extremo del cincel. El antebrazo de la mano que sujeta el cincel debe mantenerse horizontal, con el codo no caído ni levantado, para no afectar al ángulo de corte del cincel.

El serrado es la operación consistente en utilizar una sierra manual para cortar materiales metálicos o serrar ranuras en piezas de trabajo. Puede utilizarse para separar diversos materiales o productos semiacabados, así como para serrar partes sobrantes de piezas de trabajo o serrar ranuras.

1) Bastidor de la sierra
Utilizados para tensar la hoja de sierra, los bastidores de sierra se dividen en tipos fijos y ajustables.
2) Hoja de sierra
Herramienta que sierra directamente materiales o piezas de trabajo. La longitud se expresa como la distancia central entre los orificios de montaje de ambos extremos. Las hojas de sierra manual que se suelen utilizar tienen 300 mm de longitud, 12 mm de anchura y 0,8 mm de grosor.
3) Instalación de la hoja de sierra

Las sierras manuales sólo cortan durante el empuje hacia delante, por lo que al instalar la sierra manual, las puntas de los dientes deben apuntar hacia delante.
1) Cómo sujetar el bastidor de la sierra

El agarre correcto tiene un impacto significativo en la calidad del aserrado. El método correcto consiste en apoyar la parte delantera del bastidor de la sierra con la mano izquierda y agarrar el mango de la sierra con la mano derecha.
2) Posición de pie

Al serrar, el operario se coloca frente al tornillo de banco a un lado de la línea central, con el pie izquierdo en un ángulo de 35° con respecto a la línea central del tornillo de banco, y el pie derecho en un ángulo de 75° con respecto a la línea central del tornillo de banco.
3) Postura de aserrado

Cuando la mano derecha empuja la sierra, el cuerpo se inclina hacia delante en consecuencia. Este movimiento del cuerpo puede aumentar la fuerza de empuje de la mano derecha, reducir la fatiga de la mano derecha y mejorar la eficacia del trabajo. Durante el aserrado, la fuerza de empuje es controlada totalmente por la mano derecha. La presión aplicada por la mano izquierda no debe ser demasiado grande; su función principal es mantener recto el bastidor de la sierra.
1) Sujeción de la pieza
La pieza de trabajo se sujeta generalmente en el lado izquierdo del tornillo de banco para facilitar la operación. La pieza de trabajo no debe sobresalir demasiado de las mordazas del tornillo de banco; el corte de sierra debe estar a unos 20 mm del lateral de las mordazas del tornillo de banco para evitar vibraciones durante el aserrado. El corte de sierra debe ser paralelo al lateral de las mordazas. La pieza de trabajo debe sujetarse con firmeza y seguridad para evitar daños o deformaciones.
2) Control de velocidad y longitud de carrera
Aplique la fuerza adecuada al empujar la sierra, y afloje la presión al tirar hacia atrás para reducir el desgaste de los dientes de la sierra. Procure utilizar la longitud efectiva de la hoja de sierra al serrar. La frecuencia de los golpes hacia adelante y hacia atrás
debe ser adecuada, de 30 a 40 veces por minuto para el acero ordinario y de 50 a 60 veces por minuto para los metales blandos y no metálicos.
3) Arranque de la sierra
Utilice el extremo delantero o trasero de la hoja de sierra para empezar a serrar apoyándola en el borde de una superficie, con la hoja de sierra en un ángulo de 15° respecto a la superficie de trabajo. Al menos tres dientes de la sierra deben estar en contacto con la pieza de trabajo simultáneamente. Para mayor estabilidad y precisión, puede utilizar el pulgar para bloquear la hoja de sierra y mantenerla en la posición correcta.

4) Método para serrar tubos redondos

Elija una hoja de sierra de dientes finos. Cuando la pared de la tubería esté cortada, gire inmediatamente la tubería en la dirección del empuje de la sierra en un ángulo adecuado y, a continuación, continúe serrando. Repita esta rotación hasta que la tubería esté completamente cortada.
5) Aserrado de barras
Si se requiere una sección transversal plana, comience a serrar desde una dirección y continúe hasta terminar; si el requisito no es alto, puede serrar desde varias direcciones para reducir la superficie de serrado y mejorar la eficiencia.
6) Serrar chapas finas
Intente serrar por el lado ancho si es posible. Si tiene que serrar por el lado estrecho, puede sujetar dos separadores de madera y serrar a través de ellos junto con la chapa, o sujetar la chapa fina directamente en el tornillo de banco y utilizar una sierra de mano para empujar en diagonal.
7) Aserrado de acero plano
Marque la línea de corte y, a continuación, sierre desde ambos extremos del lado ancho. Cuando los dos cortes de sierra estén a punto de encontrarse, golpee suavemente para romper y separar.
Una lima es una herramienta de corte dentada.
El limado puede procesar la superficie exterior, los orificios interiores, las ranuras y diversas formas complejas de las piezas de trabajo. La precisión de limado puede alcanzar 0,01 mm.

Las limas incluyen limas de banco, limas de forma y limas especiales. Las limas de banco se dividen a su vez en limas planas, limas cuadradas, limas redondas, limas triangulares y limas de media caña, en función de la forma de su sección transversal. Conformación
Las limas se utilizan para el acabado de pequeñas áreas en piezas de trabajo. Las limas especiales se utilizan para procesar superficies especiales. Existen muchos tipos, especificaciones y modelos de limas, que pueden seleccionarse en función de la forma, la dureza, la tolerancia de mecanizado y los requisitos de precisión de la pieza de trabajo.

Sujete firmemente el mango del cuchillo con la mano derecha, con el extremo del mango apoyado en la palma de la mano en la base del pulgar. Coloque el pulgar en la parte superior del mango y rodee el mango de abajo arriba con el resto de los dedos. Con la mano izquierda, presione el músculo de la base del pulgar sobre la cabeza de la lima, extienda el pulgar con naturalidad, enrosque los otros cuatro dedos hacia la palma y utilice los dedos corazón y anular para pellizcar el extremo delantero de la lima. Al limar, la mano empuja la lima y determina la dirección del movimiento, mientras que la mano izquierda trabaja con la derecha para mantener la lima equilibrada.

Al limar, el operario se coloca frente al tornillo de banco a un lado de la línea central, con el pie izquierdo en un ángulo de 35° respecto a la línea central del tornillo de banco, y el pie derecho en un ángulo de 75° respecto a la línea central del tornillo de banco.
Al limar, párese firmemente con ambos pies, incline el cuerpo hacia delante, coloque el centro de gravedad en el pie izquierdo, incline el cuerpo hacia la rodilla izquierda doblada, mantenga ambos hombros naturalmente nivelados, mire a la superficie de limado y mantenga el antebrazo derecho básicamente paralelo a la superficie de limado.
1) Limado de superficies planas

Existen tres métodos: limado recto, limado transversal y limado por empuje.
2) Archivado de arcos exteriores

Se suelen utilizar dos métodos: el limado transversal y el limado por rodillo. El limado en cruz se utiliza para el mecanizado basto de arcos, mientras que el limado con rodillo se utiliza para el mecanizado fino de arcos o cuando hay una pequeña sobremedida.
3) Archivado de arcos internos

Se suelen utilizar dos métodos: el limado transversal y el limado por empuje. El limado transversal se utiliza para el desbaste de arcos exteriores. Cuando se utiliza el método de limado por empuje, se completan tres movimientos simultáneamente: movimiento hacia delante, movimiento hacia la izquierda o la derecha y rotación alrededor de la línea central de la lima.
El raspado y el rectificado son procesos manuales de mecanizado de precisión que se utilizan para mejorar la calidad superficial y la precisión dimensional.
Aparte del tratamiento mecánico (bruñido, laminado), el raspado y el rectificado suelen ser los pasos finales de muchos procesos de mecanizado. Eliminan los picos de rugosidad restantes. La rugosidad superficial es la desviación de la calidad real de la superficie con respecto a la superficie especificada. Se expresa en 1/1000 mm. Tras el mecanizado fino, el área de carga de las superficies de apoyo, las superficies de contacto y las superficies de sellado puede aumentarse hasta 80%. Las superficies raspadas deben sellarse completamente.
Los rascadores deben poder cortar virutas finas. Los rascadores planos se utilizan para superficies planas, mientras que los rascadores en forma de cuchara y los rascadores triangulares se utilizan para superficies curvas. El ángulo de la cuña es de 85°-95°, con un ángulo frontal negativo.


Mediante el raspado de tiras largas se pueden eliminar los picos ásperos restantes, reduciendo las marcas superficiales. El rascador debe colocarse en ángulo contra las marcas durante el rascado, de lo contrario podría engancharse. Al raspar hacia delante, aplique una presión ligera, y reduzca la presión al final de cada movimiento de rascado para evitar depresiones.

Nota: Los rascadores deben afilarse con muelas de corindón o carburo de silicio y, a continuación, pulirse con una piedra de afilar.
Aplique color a la superficie plana para identificar desniveles extremadamente pequeños. En primer lugar, aplique una capa de color sobre la placa de raspado y, a continuación, coloque la pieza sobre la plataforma. Para piezas de gran tamaño, aplique color a la superficie de la pieza y, a continuación, coloque la placa de raspado o la regla de raspado encima y muévala.

Los puntos altos aparecerán brillantes y deben eliminarse con una rasqueta. Los movimientos de raspado deben ser cortos y ligeramente curvos. Continúe el proceso hasta que los puntos de toda la superficie sean tan numerosos y estén tan uniformemente distribuidos como sea posible. Cambie la dirección del raspado después de cada ronda de raspado.

Basta con que se vean de 5 a 10 puntos por centímetro cuadrado en la superficie raspada.
El mecanizado de agujeros es una de las habilidades operativas más importantes para un trabajador de banco. Existen principalmente dos tipos de métodos de mecanizado de orificios: uno consiste en crear orificios en piezas de trabajo sólidas, es decir, taladrar directamente con brocas helicoidales, brocas de centrado, etc.; el otro consiste en procesar orificios existentes, es decir, utilizar brocas de ampliación, brocas avellanadoras y escariadores para ampliar, avellanar y escariar orificios. El escariado es un método de procesamiento de orificios ya perforados mediante un escariador. El avellanado es un método de taladrado que utiliza una broca avellanadora para crear una superficie plana o aberturas de diversas formas en el extremo de un orificio.

Hay muchos tipos, como brocas helicoidales, planas, para agujeros profundos, para centros, etc. La más utilizada es la broca espiral, que puede ser de mango recto o cónico.
Herramientas para agrandar agujeros. A diferencia de las brocas, las brocas de ensanchamiento tienen 3-4 filos de corte y ningún filo transversal, lo que mejora la precisión del agujero y la calidad de la superficie.
Herramientas para escariar orificios, disponibles en varios tipos, como escariadores manuales, escariadores de máquina, escariadores cónicos ajustables, etc.
Herramientas para avellanar, disponibles en forma cónica, cilíndrica, de cara frontal y otros estilos.

Marque las líneas y perfore los puntos centrales; taladre un orificio poco profundo de aproximadamente 1/4 del diámetro del orificio para comprobar el centrado; al taladrar, no aplique demasiada fuerza de avance, levante con frecuencia para despejar las virutas y añada fluido de corte. Reduzca la velocidad de avance cuando el agujero esté a punto de romperse para evitar un aumento repentino de la fuerza de corte que podría romper la broca.

Se utiliza para agrandar orificios ya procesados, a menudo como operación de semiacabado de orificios.

Utilice un escariador para eliminar una pequeña capa de metal de la pared del orificio a fin de mejorar su precisión dimensional y la calidad de la superficie. Consulte los manuales correspondientes para conocer las tolerancias y los tamaños de los orificios.

El objetivo es garantizar la perpendicularidad de la cara del extremo del orificio con respecto a la línea central del orificio, para asegurar un posicionamiento correcto y una conexión fiable de las piezas conectadas al orificio.
Una rosca se forma cuando una figura plana (como un triángulo, un rectángulo o un trapecio) se desplaza a lo largo de una línea helicoidal sobre una superficie cilíndrica o cónica, creando crestas y ranuras continuas en dicha superficie. Las roscas formadas en la superficie exterior de un cilindro (o cono) se denominan roscas exteriores, mientras que las formadas en la superficie interior de un agujero cilíndrico (o cónico) se denominan roscas interiores.

Diámetro de un cilindro imaginario que coincide con la cresta de la rosca exterior, también llamado diámetro nominal.
El diámetro de un cilindro imaginario que coincide con la raíz de la rosca exterior, que puede utilizarse como diámetro de cálculo para la sección transversal crítica en los cálculos de resistencia.
Diámetro de un cilindro imaginario en el que la anchura del hilo y la anchura entre hilos son iguales en la sección transversal axial. Es aproximadamente igual al diámetro medio de la rosca, es decir, d2 ≈ 0,5(d+d1).
Distancia axial entre puntos correspondientes de roscas adyacentes en la línea generatriz del cilindro de paso.
Distancia axial entre los puntos correspondientes de roscas adyacentes de la misma hélice en la línea generatriz del cilindro de paso.

El número de líneas helicoidales de la rosca, generalmente n ≤ 4 para facilitar la fabricación; la relación entre paso, avance y número de arranques es Lh = nP.
Ángulo entre la tangente de la hélice en el cilindro de paso y el plano perpendicular al eje de la rosca.
El ángulo entre los dos lados del perfil de la rosca en el plano axial de la rosca.
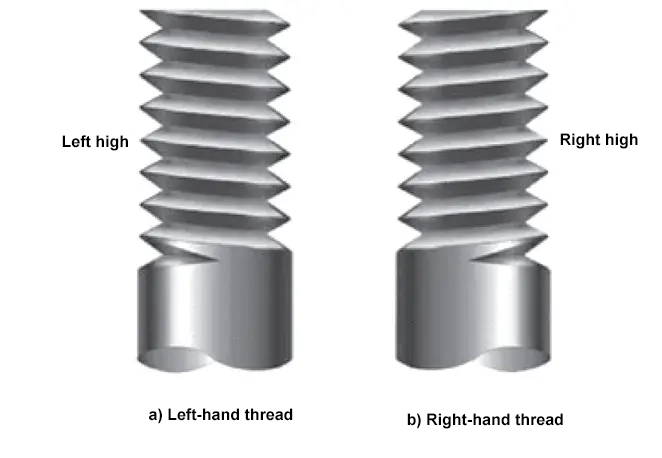
Las roscas pueden ser derechas o izquierdas. Una rosca a derechas avanza cuando se gira en el sentido de las agujas del reloj, mientras que una rosca a izquierdas avanza cuando se gira en el sentido contrario.

Tienen un gran ángulo de rosca, buenas propiedades de autobloqueo, raíz gruesa y gran resistencia. Se utilizan mucho para conexiones. Los tipos más comunes son las roscas métricas, las roscas en pulgadas y las roscas para tubos.
1) Roscas métricas.
En las normas nacionales, las roscas métricas triangulares con un ángulo de rosca α = 60° se denominan roscas métricas, siendo el diámetro mayor el diámetro nominal. Un mismo diámetro nominal puede tener múltiples pasos, denominándose rosca gruesa al paso mayor y roscas finas al resto. Las roscas gruesas son las más utilizadas.
Las roscas finas tienen un diámetro menor más grande y un ángulo de hélice menor, lo que se traduce en mejores propiedades de autobloqueo y mayor resistencia, pero son menos resistentes al desgaste y propensas al pelado. Son adecuadas para piezas de paredes finas, conexiones sometidas a cargas dinámicas y mecanismos de ajuste en dispositivos de ajuste fino.
2) Roscas en pulgadas
Tienen un ángulo de rosca α = 55°, se miden en pulgadas y el paso se expresa en número de roscas por pulgada. También existen versiones gruesas y finas.
3) Roscas de tubos
Tienen un ángulo de rosca α = 55° y crestas redondeadas. No hay juego radial entre las roscas de acoplamiento, lo que proporciona buenas propiedades de estanquidad. El diámetro nominal es el diámetro interior nominal del tubo. Se utilizan ampliamente en sistemas de tuberías de agua, gas, lubricación y otros.
El perfil de la rosca es un trapecio isósceles con un ángulo de rosca α = 30°. Su rendimiento es menor que el de las roscas cuadradas, pero son más fáciles de fabricar, tienen buenas propiedades de centrado y mayor resistencia a la raíz. Cuando se utilizan tuercas partidas, también pueden eliminar la holgura causada por el desgaste. Por lo tanto, se utilizan ampliamente en transmisiones de tornillo.
El perfil de la rosca es rectangular con un ángulo de rosca α = 0°, y el grosor de la rosca es la mitad del paso. Tienen un coeficiente de fricción equivalente menor y mayor eficacia, pero menor resistencia de la raíz. El juego axial causado por el desgaste es difícil de compensar, y la precisión de centrado es baja. También son más difíciles de acabar y se utilizan con menos frecuencia.
Las roscas de contrafuerte tienen un ángulo de flanco de 3° en la cara de trabajo y de 30° en la cara de no trabajo. Combinan la alta eficacia de las roscas cuadradas con la alta resistencia de la raíz de las roscas trapezoidales, pero sólo pueden soportar cargas en una dirección. Son adecuadas para accionamientos de husillos con cargas unidireccionales, como prensas de husillos y gatos.
1) El paso de las roscas métricas gruesas no está marcado, mientras que el de las roscas finas debe estar marcado. Por ejemplo, M20 es rosca gruesa con un paso de 2,5 mm (no marcado); M20×2 es rosca fina con un paso de 2 mm (marcado).
2) Las roscas para zurdos están marcadas con LH, las roscas para diestros no están marcadas.
3) Los símbolos de grado de tolerancia de rosca incluyen los grados de tolerancia de diámetro de paso y diámetro mayor. Los grados de tolerancia de rosca externa utilizan letras minúsculas, los grados de tolerancia de rosca interna utilizan letras mayúsculas. Por ejemplo, M20-5g6g indica una rosca externa con grado de tolerancia de diámetro de paso 5g y grado de tolerancia de diámetro mayor 6g. Si los grados de tolerancia del diámetro de paso y del diámetro mayor son iguales, como M20-7H, significa que las tolerancias del diámetro de paso y del diámetro mayor de la rosca interior son 7H.
4) La longitud de engrane de las roscas métricas se especifica como corta (S), media (N) o larga (L). La longitud de engrane media (N) no necesita marcarse. Ejemplos: M24-5g6g-L, M20×1,5-6H-S-LH, o M20×1-6g. Si la longitud de enganche es un valor específico, puede marcarse directamente, como M20-5g6g-40, que indica una longitud de enganche de 40 mm.
El marcado es el mismo que el de las roscas ordinarias, como Tr40×7LH-7H-L, que representa una rosca trapezoidal con un diámetro nominal de 40 mm, paso de 7 mm, a izquierdas, código de banda de tolerancia de diámetro de paso 7H y longitud de engrane larga.
Para las roscas no estancas de 55°, las roscas exteriores tienen dos grados de tolerancia, A y B, que deben indicarse; las roscas interiores sólo tienen un grado de tolerancia, que no es necesario indicar. Por ejemplo, G1/4 A indica una rosca de tubo sin junta, rosca exterior, con código de tamaño 1/4 y grado de tolerancia A; G1/4 indica una rosca de tubo sin junta, rosca interior, con código de tamaño 1/4.
Se pueden utilizar pernos, tornillos y tuercas para formar conexiones desmontables.

Los pernos y tornillos con cabeza tienen varias formas de cabeza y pueden utilizarse como pernos de sujeción, pernos pasantes o pernos de cabeza plana. ajuste Pernos.

1) Pernos de sujeción
Se utilizan para fijar placas de cubierta, bridas, placas de presión y otras piezas de máquinas. La profundidad de inserción es la misma que la de los pernos de doble punta. Los pernos cilíndricos con hexágonos internos pueden avellanarse, pero pueden apretarse como los pernos hexagonales.
2) Pernos pasantes
Se requieren tuercas y arandelas para el bloqueo. Preste atención a la planitud de las superficies de contacto entre la cabeza del tornillo, la tuerca y la arandela.
3) Pernos de fijación
Se utiliza para fijar piezas de máquinas en su posición o soportar fuerzas laterales. Este tipo de conexión requiere un ajuste (H7/k6), lo que la hace más cara. El uso de un tornillo pasante en combinación con uno o dos pasadores de ajuste resulta más económico.

Los tornillos ranurados tienen varias formas de cabeza. Estos tornillos sólo se pueden apretar con un destornillador, por lo que la fuerza de apriete es menor que la de los tornillos apretados con llave. Los tornillos con ranura en cruz no tienen una ranura pasante en la cabeza, por lo que no debilitan la resistencia. Tienen mayor resistencia, se pueden apretar con más firmeza y tienen mejor aspecto.

Se utiliza para fijar rótulos de empresa, placas protectoras, etc., sobre chapa.

Los espárragos constan de un extremo de inserción (con chaflán), un vástago y un extremo de tuerca (parte superior). Cumplen la misma función que los tornillos de apriete. La ventaja es que los tornillos de apriete pueden dañar las roscas después de aflojarlos varias veces, mientras que el extremo de inserción de los espárragos siempre se puede atornillar. Para retirar una pieza fijada con espárragos, sólo hay que quitar la tuerca. La profundidad de inserción debe coincidir con la resistencia del material del vástago para evitar la rotura del espárrago.

Profundidad de inserción de los espárragos de doble punta
| Material | Acero Bronce | Fundición gris Metal de cañón | Aleación de aluminio | Metales blandos Materiales aislantes |
| Profundidad de inserción | 1d | 1.25d | 2d | 2.5d |

Los tornillos de fijación tienen roscas en toda su longitud, con una ranura en el extremo para insertarlos y apretarlos. Se utilizan para fijar anillos de posicionamiento, casquillos y otras piezas de máquinas para evitar su movimiento o torsión. Los espárragos son una variante de los tornillos utilizados para fijar piezas desmontables.

La figura siguiente muestra varias formas de tuerca estándar. La longitud de la rosca de la tuerca es crucial para la resistencia de la unión tuerca-tornillo. La longitud de la rosca determina el número de vueltas de rosca que soportan la carga. En la mayoría de las tuercas, la altura de la tuerca es igual a la longitud de la rosca. Las tuercas ciegas son una excepción.
La altura de las tuercas estándar = 0,8 × diámetro nominal de la rosca. La altura de las tuercas finas 1+d.
La fabricación de roscas se basa en el principio de las líneas helicoidales. La figura siguiente muestra el roscado en un torno. Durante el mecanizado, la pieza cilíndrica gira a una velocidad constante, mientras que la herramienta de corte se desplaza axialmente a una velocidad constante en contacto con la pieza, creando un movimiento helicoidal de la punta de la herramienta con respecto a la pieza. Debido a las diferentes formas del filo de corte, la forma transversal del material eliminado en la superficie de la pieza de trabajo varía, lo que permite la producción de varios tipos de roscas.

Otros métodos de fabricación de roscas son: roscado con macho para roscas interiores, roscado con terraja para roscas exteriores; moldeado de roscas; laminado de roscas; fresado, rectificado y lapeado de roscas, etc.


El roscado es el proceso de cortar roscas internas en un orificio utilizando un macho; el roscado con terraja es el proceso de cortar roscas externas en una varilla o tubo utilizando una terraja.
1) Herramientas comunes
① Machos de roscar y llaves de macho de roscar

Los machos de roscar son herramientas de corte especializadas para el roscado. Tienen una estructura sencilla, son fáciles de usar y se utilizan ampliamente para la fabricación de roscas internas de pequeño tamaño. Los machos de roscar pueden clasificarse en machos de roscar de dientes gruesos y machos de roscar de dientes finos en función del tamaño de los dientes; y en machos de roscar de tuerca, machos de roscar de terraja, machos de roscar cónicos, machos de roscar trapezoidales, etc., en función de su función.

Las llaves de macho de roscar son herramientas que se utilizan para agarrar el extremo cuadrado del macho de roscar y girarlo para cortar.
② Troqueles y matrices

Las terrajas son herramientas para cortar roscas exteriores y existen de tipo fijo y partido. Se suelen utilizar terrajas fijas, con secciones cónicas de 60° en ambos extremos del orificio, que forman la parte cortante de la terraja, mientras que los dientes traseros sirven de guía.
Los portamatrices son herramientas que sirven para sujetar las matrices, y los distintos tamaños de matrices tienen sus correspondientes portamatrices.
2) Métodos de roscado



3) Método de roscado de roscas exteriores



Se dividen en uniones atornilladas ordinarias y uniones atornilladas de precisión.
1) En las uniones atornilladas ordinarias, las piezas conectadas no son muy gruesas. El perno tiene una cabeza, el agujero pasante no está roscado, y el perno pasa a través del agujero y se acopla con una tuerca. Tras el montaje, queda un espacio libre entre el orificio y el perno, que no debe desaparecer durante el funcionamiento. La estructura es simple, fácil de montar y desmontar, se puede montar varias veces y se utiliza ampliamente.
2) Las uniones atornilladas de precisión no tienen holgura tras el montaje y soportan principalmente cargas laterales. También pueden utilizarse para posicionamiento. Utilizan un sistema básico de taladros con agujeros escariados para las uniones atornilladas (por ejemplo, H7/m6, H7/n6).

El tornillo no tiene cabeza, sino roscas en ambos extremos. Durante el montaje, un extremo se enrosca en la pieza conectada y el otro se ajusta con una tuerca. Adecuado para situaciones en las que es necesario desmontar con frecuencia y una de las piezas conectadas es más gruesa. Durante el desmontaje, sólo es necesario retirar la tuerca sin desenroscar el espárrago de la pieza conectada.
Adecuado para situaciones en las que una de las piezas conectadas (con un orificio roscado en la parte superior) no necesita ser montada y desmontada con frecuencia, tiene una cabeza de tornillo en un extremo, no necesita una tuerca y soporta cargas relativamente pequeñas.

Tras el apriete, el extremo del tornillo presiona contra la superficie de otra pieza o gira en una muesca correspondiente de la pieza para fijar la posición relativa de las piezas. Puede transmitir pequeñas fuerzas axiales o pares.
Si las conexiones roscadas se utilizan en lugares con sacudidas, impactos o vibraciones, los tornillos pueden aflojarse. Estas conexiones deben asegurarse en lugares relacionados con la seguridad personal. De acuerdo con las normas de seguridad, el bloqueo debe aplicarse en lugares como coches, ascensores, ferrocarriles, teleféricos, ventiladores eléctricos, etc. Las principales medidas contra el aflojamiento son las siguientes.

Es el método antiaflojamiento más utilizado. Este método produce una presión normal entre los pares roscados que no cambia con las fuerzas externas, generando una fuerza de fricción que impide la rotación relativa de los pares roscados. Esta presión normal puede conseguirse mediante la compresión axial o bidireccional simultánea de los pares roscados, pero no puede evitar completamente el aflojamiento. Métodos como las arandelas elásticas, las tuercas dobles, las tuercas autoblocantes y las tuercas autoblocantes con inserto de nailon pertenecen al bloqueo por fricción.

Limita directamente la rotación relativa de los pares roscados mediante un tapón. La conexión sólo puede desmontarse tras retirar el tapón. Los métodos incluyen el uso de clavijas partidas con tuercas ranuradas, cable de conexión y arandelas de bloqueo.

Tras el apriete, se utilizan métodos como el granallado, la soldadura o la unión adhesiva para que el par roscado pierda sus características de par cinemático y se convierta en una conexión no desmontable. La característica es que el tornillo sólo se puede utilizar una vez, y el desmontaje es muy difícil. Es necesario destruir el par roscado para desmontarlo.
El corte por gas se refiere al corte térmico de materiales mediante llamas producidas por la combustión de gases inflamables mezclados con oxígeno, también conocido como oxicorte o oxicorte. El corte por gas es un método de corte térmico de metales habitual en diversos sectores industriales. El corte manual con gas es flexible y cómodo, y es un método de proceso indispensable para el corte esporádico de materiales, el desmontaje de productos de desecho y los trabajos de instalación y retirada en fábricas.
El corte y el conformado se realizan utilizando llamas de gas combustible-oxígeno para cortar materiales. La condición es que el material pueda inflamarse y arder por debajo de su punto de fusión. Los aceros con un contenido de carbono inferior a 1,6% (fracción de masa) pueden cumplir esta condición porque su temperatura de fusión es de 1500°C, superior a la temperatura de fusión de los óxidos a 1350°C, por lo que sólo los óxidos se funden y salen de la costura fundida.
A medida que aumenta el contenido de carbono del acero, disminuye su punto de fusión. Los aceros con un contenido de carbono superior a 1,6% (fracción másica) no son adecuados para el corte por gas.


La función del soplete de corte es mezclar oxígeno y acetileno en proporción para formar una llama de precalentamiento, y lanzar un chorro de oxígeno puro a alta presión sobre la pieza que se va a cortar, haciendo que el metal cortado arda en el chorro de oxígeno. El chorro de oxígeno expulsa la escoria fundida de los productos de la combustión, formando un corte. El soplete de corte es la herramienta principal para cortar piezas con gas.
Determine la distancia de la boquilla a la pieza, asegurándose de que el cono de la llama no toque la pieza. Cuando el punto de corte alcance la incandescencia, abra la válvula de oxígeno para iniciar el corte.
Velocidad de corteLa distancia entre boquillas, el tamaño de las boquillas de corte y calentamiento y la presión de oxígeno deben seleccionarse en función del grosor del material.
El corte por gas se aplica principalmente en la fabricación de contenedores, la fabricación de estructuras de acero, la fabricación de maquinaria, la construcción naval, el tratamiento de residuos, el tendido de tuberías, etc.

La soldadura es un método de procesamiento y unión que consigue la unión atómica entre dos piezas de trabajo mediante calentamiento, presión o ambos. Su uso está muy extendido y puede aplicarse tanto a metales como a no metales.
La tecnología de soldadura se aplica principalmente a materiales de base metálica. Entre los métodos habituales se incluye la soldadura por arco, Soldadura TIGCO2 soldadura blindada, soldadura oxígeno-acetileno, soldadura láser, soldadura por presión con electroescoria y muchas otras. Los materiales no metálicos, como los plásticos, también pueden soldarse. Hay más de 40 tipos de métodos de soldaduraSe dividen principalmente en tres categorías: soldadura por fusión, soldadura por presión y soldadura fuerte.

La soldadura por fusión es un método que calienta la interfaz de la pieza de trabajo hasta un estado fundido y completa la soldadura sin aplicar presión. Durante la soldadura por fusión, la fuente de calor calienta y funde rápidamente la interfaz de las dos piezas a soldar, formando un baño de fusión. El baño de fusión avanza con la fuente de calor y, tras enfriarse, forma un cordón de soldadura continuo que une las dos piezas en una.

Durante el proceso de soldadura por fusión, si la atmósfera entra en contacto directo con el baño de fusión a alta temperatura, el oxígeno de la atmósfera oxidará el metal y diversos elementos de aleación. El nitrógeno y el vapor de agua de la atmósfera que entran en el baño de fusión también formarán poros, inclusiones, grietas y otros defectos en la soldadura durante el proceso de enfriamiento posterior, deteriorando la calidad y el rendimiento de la soldadura.
La soldadura por fusión se divide a su vez en soldadura con electrodo consumible y soldadura con electrodo no consumible, que utilizan el calor del arco eléctrico como fuente de calor.
La soldadura a presión es un método de soldadura que consigue la unión atómica entre dos piezas de trabajo en estado sólido bajo condiciones de presión, también conocida como soldadura en estado sólido. Un proceso de soldadura a presión comúnmente utilizado es la soldadura a tope por resistencia, en la que la temperatura aumenta debido a la alta resistencia cuando la corriente pasa a través de los extremos de conexión de las dos piezas de trabajo. Cuando se calientan hasta alcanzar un estado plástico, se unen en una sola bajo presión axial. La característica de la soldadura a presión es que se aplica presión durante el proceso de soldadura sin añadir material de relleno.

La soldadura fuerte es un método que utiliza materiales metálicos con un punto de fusión inferior al de la pieza como material de relleno. La pieza y el material de soldadura se calientan a una temperatura superior al punto de fusión del material de soldadura pero inferior al de la pieza. Utiliza el material de soldadura líquido para humedecer la pieza de trabajo, rellenar el espacio de interfaz y lograr la difusión atómica mutua con la pieza de trabajo, realizando así la soldadura.
El remachado es un proceso que utiliza la fuerza axial para engrosar el vástago del remache dentro del orificio de las piezas y formar una cabeza de remache, conectando dos o más piezas entre sí.

Remachado realizado con remaches a temperatura ambiente. Si se utilizan remaches de acero, deben someterse primero a un tratamiento de recocido antes del remachado en frío para mejorar la plasticidad de los remaches.
El remachado en caliente no es soldadura; modifica o incluso funde las zonas de unión de dos metales mediante el aumento de la temperatura.
Deben tener cierta plasticidad y tenacidad, fabricados con aceros matados y semimatados con resistencias de 340-520MPa, cobre, aleaciones de cobre, aluminio y plásticos. Para evitar la oxidación, deben elegirse materiales similares al material base siempre que sea posible.

Proceso de remachado: Taladrado de agujeros - (Avellanado) - (Desbarbado) - Inserción del remache - Remachado (barra de remachado) - Sujeción del remache - Conformado con remachadora (o manual - Remachado - Espesado - Conformado en forma de cúpula).

Las uniones remachadas son la forma de unión entre piezas. La unión solapada es el remachado de placas de acero superpuestas. El remachado de placas de recubrimiento consiste en alinear los bordes de las piezas y remacharlas con una o dos placas de recubrimiento.


Los remaches pueden disponerse en filas simples o múltiples, con filas múltiples paralelas o escalonadas.



Los defectos reducen la resistencia y la adherencia del remache. Los principales defectos de remachado son taladros desalineados, remaches doblados, remaches sobredimensionados, remaches demasiado flojos o demasiado apretados y remaches demasiado cortos.
El encolado consiste en unir dos piezas mediante una capa adhesiva.


La tecnología de unión de metales es la técnica de conexión de interfaces sólidas metal-metal y metal-no metal mediante agentes de reparación de metales. La fuerza de unión es la suma de las fuerzas de conexión física y las fuerzas de unión química. La interfaz de unión no sólo puede transferir tensiones, sino también sellar y evitar la corrosión. La superficie y la estructura general pueden someterse a procesos mecánicos como el torneado, el taladrado y el fresado.

Existen muchos tipos de adhesivos, que suelen clasificarse de la siguiente manera:
1) Adhesivos naturales
Se deriva de sustancias de la naturaleza, incluidos los adhesivos biológicos como el almidón, las proteínas, la dextrina, la cola animal, la goma laca, la cola para cuero, la colofonia; así como los adhesivos minerales como el asfalto.
2) Adhesivos artificiales
Se trata de sustancias manufacturadas, incluidos los adhesivos inorgánicos, como el vidrio al agua, y los orgánicos, como las resinas sintéticas y los cauchos sintéticos.
1) Adhesivos hidrosolubles
Adhesivos que utilizan agua como disolvente, principalmente almidón, dextrina, alcohol polivinílico, carboximetilcelulosa, etc.
2) Adhesivos termofusibles
Se trata de adhesivos sólidos que se utilizan tras fundirse por calentamiento. Generalmente, pueden utilizarse resinas termoplásticas, como poliuretano, poliestireno, poliacrilato, copolímero de etileno-acetato de vinilo, etc.
3) Adhesivos a base de disolventes
Adhesivos insolubles en agua pero solubles en determinados disolventes, como la goma laca, el caucho butílico, etc.
4) Adhesivos de emulsión
A menudo suspendidos en agua, como la resina de acetato de polivinilo, la resina acrílica, el caucho clorado, etc.
5) Adhesivos líquidos sin disolventes
Se trata de líquidos viscosos a temperatura ambiente, como las resinas epoxi.
La eficacia de los adhesivos depende de la fuerza de adhesión entre el adhesivo y la pieza, y de la fuerza de cohesión dentro del adhesivo.
La superficie de adhesión debe limpiarse a fondo, eliminando la suciedad y la grasa, para que las moléculas de adhesivo puedan adherirse estrechamente al material. La superficie también se puede desbastar con papel de lija, chorro de arena o grabado con ácido para aumentar el área de adhesión.
La adhesión requiere que las piezas adheridas estén firmemente colocadas. Ambas caras de las superficies rugosas deben recubrirse con adhesivo y agente de curado, mientras que las superficies lisas sólo necesitan recubrimiento en una cara. La capa adhesiva debe tener un grosor de 25-100μm. Las dos partes unidas no deben moverse antes del curado completo. Cuando se utiliza resina epoxi, no se necesita presión externa, ya que su propia presión es suficiente.


Las chavetas son piezas estándar utilizadas para conectar ejes y piezas de transmisión en el eje (como engranajes, poleas) para transmitir el par. Sus dos caras laterales y la cara inferior entran en contacto con la pieza, con una estructura sencilla.
1) Teclas paralelas comunes
① Tipos de llaves paralelas comunes

Las llaves son piezas estándar. Las llaves paralelas comunes se dividen en tres tipos: A (cabeza redonda), B (cabeza cuadrada) y C (cabeza semicircular).
② Marcado de las llaves paralelas comunes
El tamaño nominal de la chaveta es el diámetro del eje. Las dimensiones de las chavetas paralelas comunes y las dimensiones de la sección transversal de los chaveteros se pueden encontrar en las normas nacionales pertinentes basadas en el diámetro nominal del eje.
En el marcado de las llaves paralelas comunes, puede omitirse la "A" para las llaves paralelas de tipo A, mientras que debe marcarse "B" o "C" para las llaves paralelas de tipo B y C.
③ Conexión de las llaves paralelas comunes

Ejemplo de marcado de una chaveta común: Una chaveta de tipo B con anchura b=16mm, altura h=10mm, longitud L=100mm se marca como: GB/T 1096 Chaveta B16×10×100
2) Llaves pluma y llaves correderas
① Llaves de pluma
Se fija en el eje, lo que permite que las piezas del eje se deslicen a lo largo del eje durante el funcionamiento.
② Llaves deslizantes


Fijado en el cubo, se desplaza a lo largo del chavetero del eje junto con el cubo durante el funcionamiento.

Las chavetas Woodruff también son chavetas estándar, y sus dimensiones se pueden encontrar en las normas pertinentes basadas en el diámetro nominal del eje.
Ejemplo de marcado de una llave Woodruff: Una llave Woodruff con anchura b=6mm, altura h=10mm, diámetro D=25mm se marca como: GB/T 1099.1
Llave 6×10×25

Las llaves de cuña se dividen en llaves de cuña comunes y llaves de cuña con gancho. Las chavetas de cuña comunes se dividen a su vez en los tipos A, B y C. La superficie superior de las chavetas de cuña tiene una inclinación de 1:100. Durante el funcionamiento, las chavetas de cuña transmiten el movimiento y la potencia a través de la fricción generada por la compresión entre las superficies superior e inferior y las ranuras del eje y la rueda.
Ejemplos de marcas de llaves de cuña:
Una llave de cuña tipo A común con anchura b=16mm, altura h=10mm, longitud L=100mm está marcada como: GB/T 1564 Llave 16×100
Una llave de cuña tipo B común con anchura b=16mm, altura h=10mm, longitud L=100mm está marcada como: GB/T 1564 Llave B16×100
Una llave de cuña tipo C común con anchura b=16mm, altura h=10mm, longitud L=100mm está marcada como: GB/T 1564 Llave C16×100

1) Panorama general
Piezas de conexión axial formadas por múltiples protuberancias y ranuras en el eje y el cubo. Las conexiones estriadas constan de estrías internas y externas. Tanto las estrías internas como las externas son piezas multidentadas, con estrías internas en la superficie cilíndrica interior y estrías externas en la superficie cilíndrica exterior. Las estrías son estructuras estándar.
2) Características de las splines

3) Aplicaciones adecuadas
Conexiones que requieren gran precisión de centrado, gran transmisión de par o deslizamiento frecuente. Adecuadas para ejes y mecanismos de alta velocidad con elevados requisitos de concentricidad.
Los pasadores pasan a través de orificios en dos partes, cumpliendo principalmente funciones de posicionamiento, conexión y guía.

Por su estructura, los pasadores se clasifican en pasadores cilíndricos, pasadores cónicos, pasadores ranurados, ejes de pasador y chavetas; por su función, pueden clasificarse en pasadores de localización, pasadores de conexión y pasadores de seguridad.

Cuando se utilicen clavijas para el posicionamiento, para facilitar la extracción de la clavija, los orificios deben ser pasantes si es posible; si no se permiten orificios pasantes, deben utilizarse clavijas con rosca interior; en el caso de las clavijas cónicas, para garantizar un ajuste adecuado de la superficie cónica, debe haber un espacio entre la punta de la clavija y la parte inferior del orificio cónico.
Los productos se componen de varias piezas y componentes. El proceso laboral de unir varias piezas en componentes o de unir varias piezas y componentes en productos de acuerdo con requisitos técnicos especificados se denomina ensamblaje. El primero se denomina montaje de componentes y el segundo, montaje general. Generalmente incluye el ensamblaje, el ajuste, la inspección y las pruebas, la pintura y el embalaje.


1) Unidades de montaje
Para garantizar un trabajo de montaje eficaz, las máquinas suelen dividirse en varias unidades de montaje que pueden ensamblarse de forma independiente.
Las piezas son las unidades más pequeñas que componen una máquina. Un conjunto se forma ensamblando una o varias piezas en una pieza base. Un grupo se forma ensamblando varias piezas y conjuntos en una pieza base. Un componente se forma ensamblando varios grupos, conjuntos y piezas en una pieza base. Una máquina o producto se forma ensamblando componentes, grupos, conjuntos y piezas en una pieza base.
2) Proceso de montaje

El proceso de montaje establece relaciones de posición específicas entre piezas, conjuntos, grupos y componentes.
La precisión de montaje es un indicador de calidad del proceso de montaje. Incluye la precisión dimensional, la precisión de movimiento relativo, la precisión de posición mutua y la precisión de contacto entre piezas y componentes. La precisión dimensional entre piezas y componentes incluye la precisión de ajuste y la precisión de distancia.
Generalmente, la precisión de ensamblaje se garantiza mediante la precisión de procesamiento de las piezas constituyentes pertinentes. Para algunos artículos con elevados requisitos de precisión de ensamblaje, o componentes compuestos de muchas piezas, si la precisión de ensamblaje se garantizara directamente en su totalidad por la precisión de procesamiento de las piezas pertinentes, se requeriría una precisión de procesamiento muy elevada para cada pieza, lo que crearía dificultades en el procesamiento o incluso lo haría imposible.
En las relaciones de ensamblaje de máquinas, la cadena de dimensiones formada por las dimensiones de las piezas relacionadas o sus relaciones de posición mutuas se denomina cadena de dimensiones de ensamblaje. La precisión de ensamblaje en la cadena de dimensiones de ensamblaje es el eslabón de cierre, y las dimensiones de diseño de las piezas relacionadas son los eslabones constituyentes.
1) Cadena de dimensiones lineales

Una cadena de dimensiones de montaje compuesta por dimensiones de longitud con eslabones paralelos. Como se muestra en la figura, un engranaje se monta sin apretar en un eje, estableciendo una cadena de dimensiones de montaje A1, A2, A3, A4, A5para garantizar una cierta distancia A0 entre el engranaje y el anillo de retención.
2) Cadena de dimensiones angulares

Una cadena de dimensiones de ensamblaje compuesta por ángulos, paralelismo, perpendicularidad, etc. La cadena de dimensiones angulares se compone de α, a₂, y el paralelismo entre los ejes O-O y A-A, para garantizar un ángulo razonable para el ensamblaje del torno.
3) Cadena de dimensiones planas
Se compone de dimensiones de longitud que forman determinadas relaciones angulares y de dimensiones angulares correspondientes, todas dentro del mismo plano o de planos paralelos.
4) Cadena de dimensiones espaciales
Se compone de dimensiones lineales y angulares situadas en planos de intersección en el espacio.
1) Finalidad
Para eliminar el polvo, las virutas y las manchas de aceite adheridas a las piezas, y dotar a las piezas de cierta resistencia a la oxidación.
2) Métodos
Incluye limpieza, inmersión, pulverización, vibración ultrasónica, etc.
3) Soluciones de limpieza
Los más utilizados son el queroseno, la gasolina, las soluciones alcalinas y las soluciones químicas de limpieza.
Formas y métodos de conexión habituales
| Métodos de conexión | Clasificación | Método de aplicación |
| Conexión fija | No desmontable | Soldadura, remachado, ajuste por expansión, ajuste por interferencia, Conexión por fundición, conexión adhesiva, moldeo por compresión de materiales plásticos, etc. |
| Desmontable | Conexión roscada, conexión de llave, conexión de pasador, etc. | |
| Conexión móvil | No desmontable | Rodamientos de bolas, rodamientos de rodillos, retenes de aceite, etc. |
| Desmontable | Superficies cilíndricas, cónicas, esféricas y roscadas Ajuste de holguras y otros métodos materiales para lograr |
1) Alineación
La alineación y el correspondiente ajuste de las posiciones relativas entre varias piezas. El método de ajuste y el método de modificación en el montaje incluyen contenidos de alineación. Cuando las piezas son intercambiables o accesorios de montaje garantizar la precisión, la alineación no es necesaria. El trabajo de alineación es más habitual en equipos mecánicos de gran potencia.
2) Ajuste
Se refiere al trabajo de ajuste de las posiciones relativas entre piezas y componentes relacionados.
3) Montaje
Se refiere a algunos trabajos adicionales de banco y de procesamiento mecánico durante el montaje, como taladrado, escariado, raspado y rectificado de varias piezas. El taladrado y el escariado deben realizarse después de la alineación y el ajuste. La finalidad del raspado y el rectificado es aumentar el área de contacto de las superficies de contacto y mejorar la precisión del contacto.

En función de las diferencias en las máquinas de montaje, los lugares de trabajo y la cooperación entre los trabajadores de montaje, puede dividirse en montaje fijo y móvil, o procesos centralizados y procesos distribuidos.
1) Proceso centralizado

Todo el montaje tiene un único proceso, y todo el trabajo de montaje lo realiza un grupo de trabajadores en el mismo lugar de trabajo. El proceso centralizado requiere trabajadores con mayor cualificación técnica, mayor área de producción, ciclo de montaje más largo, y es adecuado para la producción de una sola pieza, máquinas grandes, productos de prueba y trabajos de montaje en talleres de reparación.
2) Proceso distribuido
El proceso de trabajo de ensamblaje está distribuido, y el ensamblaje de una máquina lo completan varios grupos diferentes de trabajadores, cada grupo completando sólo una parte específica de las tareas de trabajo. El proceso distribuido permite la especialización de los trabajadores, una mayor especialización de los dispositivos y puestos de trabajo, el montaje simultáneo y una mayor productividad.







Cuando se utilizan rodamientos, deben adoptarse determinadas estructuras para fijar los anillos interior y exterior del rodamiento en el eje o en el cuerpo de la máquina en función de sus condiciones de tensión. Teniendo en cuenta que los cambios en la temperatura de trabajo pueden provocar el agarrotamiento del rodamiento durante su funcionamiento, debe dejarse un cierto juego axial.

Para evitar la entrada de polvo y suciedad en el rodamiento, las fugas de aceite lubricante y las fugas de gas o líquido de válvulas o tuberías, suelen adoptarse dispositivos de sellado adecuados. Durante montaje mecánico, si la posición de sellado es inadecuada, la selección de los materiales de sellado o el preapriete es inapropiado, o el proceso de montaje del dispositivo de sellado no cumple los requisitos, puede provocar fugas de aceite, agua o gas en el equipo de la máquina.
1) Método de montaje totalmente intercambiable
Siempre que las dimensiones de cada parte del componente se fabriquen de acuerdo con los requisitos dimensionales, se puede conseguir un montaje totalmente intercambiable para cumplir los requisitos.
2) Método de montaje intercambiable incompleto
Ampliar adecuadamente las tolerancias de fabricación de los componentes para facilitar el procesamiento de las piezas.
1) Método de selección directa
Durante el montaje, los trabajadores seleccionan directamente las piezas adecuadas de entre muchas 待 piezas de montaje para cumplir los requisitos de precisión del montaje.
2) Método de montaje en grupo
Durante el procesamiento de las piezas, las tolerancias de cada componente suelen ampliarse varias veces en comparación con el método de intercambiabilidad completa, lo que permite procesar las dimensiones con una precisión económica. A continuación, las piezas se agrupan según las dimensiones reales medidas y se montan por grupos correspondientes para cumplir los requisitos de precisión del montaje.
3) Método de ensamblaje selectivo de compuestos
Combinación de los métodos de ensamblaje en grupo y selección directa, en la que las piezas se miden y agrupan tras el procesamiento y, a continuación, se seleccionan dentro de los grupos correspondientes durante el ensamblaje.
En la producción por lotes o en la producción de lotes pequeños de una sola pieza, cuando los requisitos de precisión del ensamblaje son elevados y el número de componentes es grande, la utilización del método de intercambiabilidad para el ensamblaje da lugar a requisitos de tolerancia demasiado estrictos para los componentes, lo que dificulta el procesamiento. El método de ensamblaje selectivo también supone un reto debido al reducido número de piezas y a las numerosas variedades. En este caso, se utiliza el método de ajuste para garantizar la precisión del ensamblaje.
1) Método de montaje individual
En las cadenas de dimensiones de ensamblaje multicomponente, se selecciona una pieza fija como pieza de ajuste. Durante el montaje, sus dimensiones se modifican eliminando capas metálicas para cumplir los requisitos de precisión del montaje.
2) Método combinado de tratamiento y ajuste
Se combinan dos o más piezas y luego se encajan. La dimensión combinada puede considerarse un único componente, lo que reduce el número de componentes en la cadena de dimensiones de montaje y, en consecuencia, la cantidad de mano de obra de ajuste. Se utiliza principalmente en la producción de piezas únicas y lotes pequeños.
3) Método de ajuste autoprocesado
En la fabricación de máquinas herramienta, algunas piezas requieren una gran precisión de montaje pero no disponen de piezas de ajuste adecuadas. Durante el montaje final, se puede utilizar la propia máquina herramienta para procesar determinadas zonas y garantizar su precisión de montaje.
En la cadena de dimensiones de montaje establecida con requisitos de precisión de montaje como bucle cerrado, todos los componentes excepto el eslabón de ajuste se fabrican con una precisión de procesamiento económica.
1) Método de ajuste móvil
Los errores causados por el desgaste, la deformación térmica y otros factores pueden compensarse en cualquier momento ajustando la pieza de ajuste en la máquina, devolviéndole su precisión de montaje original.
La ventaja es que, aunque la precisión de fabricación de los componentes no es elevada, puede obtenerse una precisión de montaje relativamente alta. La desventaja es la necesidad de un mecanismo de ajuste adicional, lo que aumenta la complejidad estructural. Muy utilizado en la producción.
2) Método de ajuste fijo
En la cadena de dimensiones de montaje establecida con requisitos de precisión de montaje como bucle cerrado, todos los componentes se fabrican con una precisión de procesamiento económica. Debido a la ampliación del rango de tolerancia de fabricación de los componentes que provocan que la variación de la dimensión del bucle cerrado supere el límite, se pueden sustituir eslabones de ajuste fijos de diferentes tamaños para compensar, cumpliendo en última instancia los requisitos de precisión de montaje. Adecuado para la producción en serie y máquinas con elevados requisitos de precisión de montaje.
3) Método de ajuste de cancelación de errores
En el montaje de máquinas, la precisión del montaje puede mejorarse ajustando las posiciones relativas de las piezas ensambladas para anular los errores.
La ventaja es que todos los componentes se pueden fabricar con una precisión de procesamiento económica al tiempo que se consigue una precisión de ensamblaje relativamente alta, y la eficiencia del ensamblaje es mayor que la del método de ensamblaje por encaje. La desventaja es la necesidad de medir la magnitud y la dirección del error durante el montaje y calcular los valores, lo que aumenta el tiempo auxiliar y reduce la eficacia de la producción. También requiere elevados conocimientos técnicos por parte de los trabajadores. Por lo tanto, sólo es adecuado para la producción de lotes pequeños de una sola pieza o para la producción de máquinas herramienta de precisión.

