Acero inoxidable 310 frente a 316: Una comparación exhaustiva
A la hora de elegir el acero inoxidable adecuado para su proyecto, conocer las diferencias entre calidades puede...

El trazado de líneas en la superficie de una pieza en bruto o mecanizada con el fin de marcar los límites para procesarla de acuerdo con el dibujo se denomina marcado.
Después de marcar la pieza, hay indicadores claros para el mecanizado. Muestra claramente la tolerancia de mecanizado en la superficie de la pieza y ayuda a localizar orificios o superficies a través de las líneas trazadas. Mediante el marcado, es posible comprobar de antemano si las dimensiones de cada parte de la pieza en bruto cumplen los requisitos. En el caso de algunas piezas en bruto con tolerancias pequeñas, el marcado también puede ayudar a encontrar formas de salvarlas, evitando el desperdicio.
El trazado de líneas también permite identificar de antemano los problemas con la pieza en bruto, evitando el despilfarro de mano de obra y recursos. Según su función en el procesamiento, las líneas trazadas pueden dividirse en tres tipos: líneas de procesamiento, líneas de verificación y líneas de alineación. Las líneas trazadas en la superficie de las piezas como límites de procesamiento según los requisitos del dibujo se denominan líneas de procesamiento.
Las líneas utilizadas para comprobar la existencia de diversos errores tras el procesamiento de las piezas, o incluso para analizar las razones de los defectos, se denominan líneas de verificación. Por lo general, la distancia entre las líneas de verificación y las líneas de procesamiento es de 5-10 mm en función del tamaño y la forma de la pieza, pero las líneas de verificación pueden omitirse cuando pueden confundirse con otras líneas. Las líneas trazadas fuera de las líneas de procesamiento se denominan líneas de alineación y se utilizan para alinear la pieza antes del procesamiento.
La distancia entre las líneas de alineación y las líneas de procesado suele ser de 3-10 mm en función del tamaño de la pieza, pero en casos especiales, puede ser superior a 10 mm. En situaciones generales, las líneas de procesamiento también pueden utilizarse como líneas de alineación. Las distintas líneas trazadas deben ser claras y precisas. Para evitar que las líneas importantes se borren o se difuminen después de múltiples transferencias y procesamientos, deben hacerse marcas de perforación en las líneas.
El marcado puede dividirse en plano y tridimensional. El marcado plano se realiza en una superficie de la pieza, es decir, en un plano; el marcado tridimensional se realiza en varios planos diferentes de la pieza, es decir, en tres dimensiones.
Las herramientas de marcado incluyen trazadores, calibres de marcado, medidores de superficie, calibradores, así como martillos, punzones, etc. Cuando utilice herramientas de marcado, tenga en cuenta que: las puntas de las agujas utilizadas para marcar están todas endurecidas o con puntas de aleación dura, y no deben golpearse ni golpearse; el calibrador de altura es una herramienta de marcado más precisa y sólo debe utilizarse para medir, no para marcar directamente en la superficie en blanco.
Los punzones centrales están hechos de acero para herramientas y endurecidos por temple, con sus ángulos de punta generalmente rectificados a 45°-60°. Después de marcar, los punzones centrales se suelen utilizar para hacer marcas de punzón pequeñas y uniformes en las líneas para facilitar la observación. Al taladrar agujeros o dibujar arcos, los punzones centrales también se utilizan para marcar el centro, lo que facilita la alineación de la broca o la punta del compás con el centro.
Las herramientas de sujeción y apoyo incluyen bloques en V, abrazaderas en C, gatos y diversas cuñas, que se utilizan para sujetar y apoyar la pieza de trabajo.
El punto de referencia utilizado para determinar la posición de puntos, líneas y superficies en el dibujo de la pieza se denomina punto de referencia de diseño. El punto de referencia de marcado se refiere a ciertos puntos, líneas y superficies de la pieza que se utilizan para determinar las dimensiones, las formas geométricas y las posiciones relativas de varios elementos de la pieza durante el marcado. Las demás líneas de cota se miden a partir de estos puntos, líneas y superficies.
La selección correcta del punto de referencia de trazado es esencial para un buen trazado. Un punto de referencia de marcado razonable puede hacer que el marcado sea cómodo y preciso, mientras que un punto de referencia mal elegido puede hacer que el marcado falle. Por lo tanto, es necesario analizar cuidadosamente el dibujo y la tecnología de procesado para seleccionar el punto de referencia adecuado para la pieza antes del marcado.
Los principios generales para seleccionar un punto de referencia son: en primer lugar, intentar que el punto de referencia de marcado coincida con el punto de referencia de diseño; en segundo lugar, tener en cuenta la forma de la pieza en bruto, utilizando preferentemente orificios en la pieza en bruto o grandes superficies planas como punto de referencia de marcado.
Se suelen utilizar los tres tipos siguientes de selección de puntos de referencia:
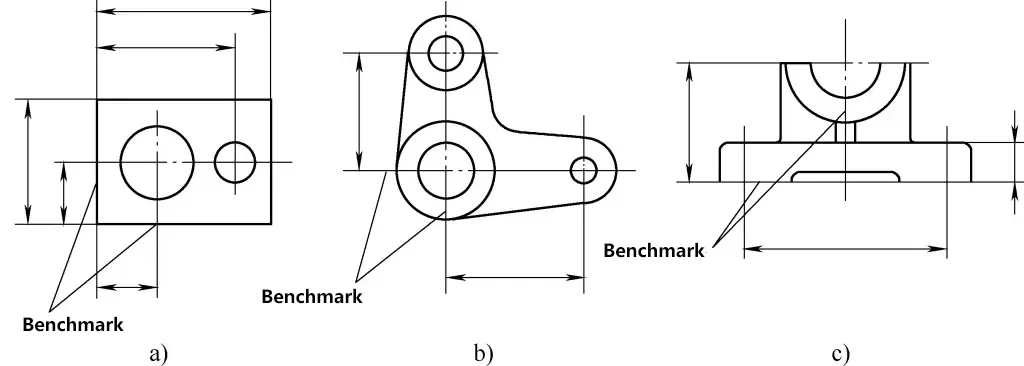
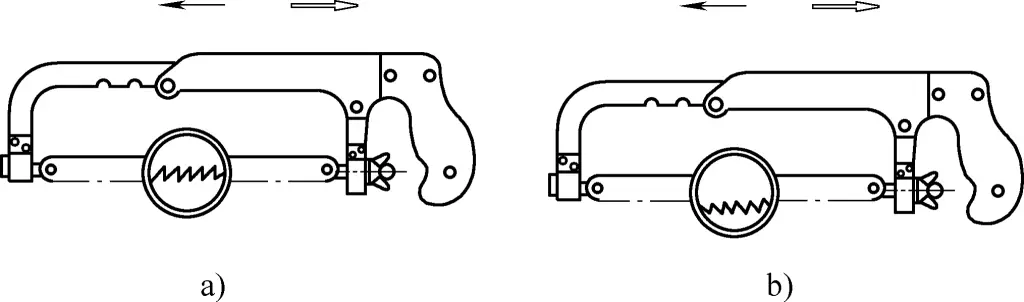
Como se muestra en la figura 1a, la mayoría de las cotas en cada dirección se marcan basándose en estas dos superficies (el punto de referencia de diseño en el dibujo). En este caso, estas dos superficies pueden utilizarse como punto de referencia de trazado.
Como se muestra en la figura 1b, la mayoría de las cotas de esta pieza se marcan a partir de estas dos líneas centrales, y las cotas en ambas direcciones son simétricas a sus respectivas líneas centrales. Por lo tanto, estas dos líneas centrales pueden utilizarse como punto de referencia de marcado.
Como se muestra en la figura 1c, las dimensiones verticales de esta pieza se determinan en función de la línea inferior, mientras que las horizontales son simétricas a la línea central.
Debido a razones tecnológicas, las piezas brutas fundidas, forjadas y soldadas que se van a procesar tienen ciertos errores y defectos en las dimensiones y la forma. Si los errores son grandes, pueden provocar el desguace de la pieza. Por lo tanto, se debe realizar la alineación de las piezas en bruto antes del marcado, y la alineación se debe llevar a cabo después de determinar la referencia de marcado.
Durante la alineación deben seguirse los siguientes principios:
1) Cuando haya superficies sin procesar en la pieza en bruto, alinee según la superficie sin procesar antes de marcar. Esto mantendrá un grosor consistente entre la superficie sin procesar y la superficie a procesar.
La figura 2 muestra una pieza bruta de soporte de rodamiento. El círculo exterior y la superficie A no necesitan procesamiento. Cuando marque la línea de procesamiento para el orificio interior, primero alinee basándose en el círculo exterior, inserte un relleno (bloque de plomo o herramienta de centrado ajustable) en el orificio, utilice un calibre de marcado para encontrar el centro y marque la línea de procesamiento para el orificio interior de acuerdo con el centro.
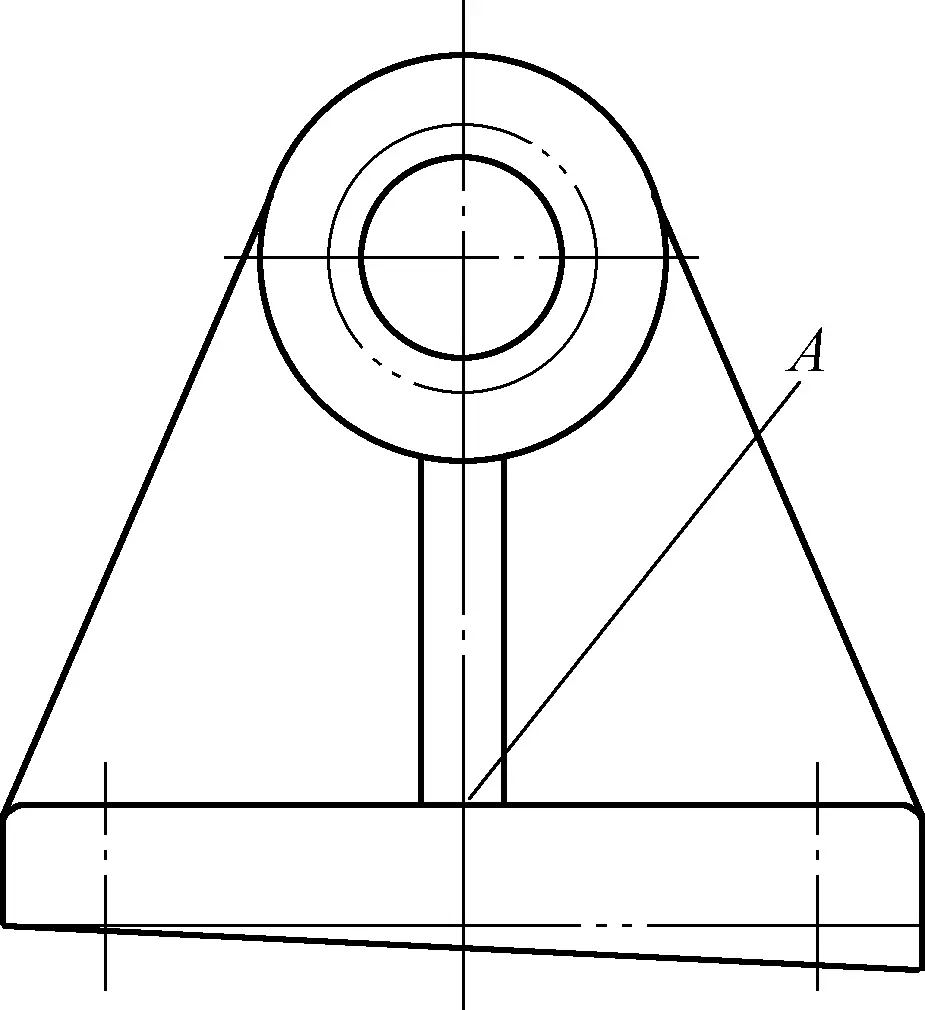
De esta manera, el agujero interior y el círculo exterior pueden lograr básicamente la concentricidad. Del mismo modo, antes de marcar la línea de procesamiento para la superficie inferior, primero alinee basándose en el plano superior A (superficie sin procesar) y marque la línea de procesamiento para la superficie inferior. Esto garantiza un grosor relativamente uniforme en toda la base.
2) Cuando se vayan a procesar todas las superficies de la pieza en bruto, alinee la posición de cada superficie a procesar antes de marcar. Esto permite una distribución razonable y uniforme de la sobremedida de mecanizado en cada superficie a procesar, evitando una sobremedida desigual o sesgada.
Debido a las diversas formas estructurales de las piezas, el trabajo de alineación debe llevarse a cabo de acuerdo con la situación real de la pieza de trabajo. Cuando hay dos o más superficies sin procesar en la pieza de trabajo, elija la superficie más grande, más importante o de mayor calidad de apariencia como referencia de alineación principal, mientras considera otras superficies sin procesar menos importantes. De este modo, se garantiza que las dimensiones entre las superficies principales no procesadas y las superficies que se van a procesar (como el grosor de la pared de la carcasa, la altura de los salientes, etc.) sean lo más uniformes posible, y se reflejan los errores difíciles de compensar en zonas secundarias o menos evidentes.
Cuando ya hay superficies procesadas en la pieza, la superficie procesada debe utilizarse como referencia de alineación.
Cuando los errores y defectos de forma, tamaño y posición de la pieza en bruto no puedan subsanarse tras la alineación, considere la posibilidad de utilizar el método de préstamo de material para solucionar la situación.
Cuando la pieza en bruto no conforme tiene una pequeña desviación de tolerancia, mediante el marcado y ajuste de prueba, redistribuir la tolerancia de mecanizado de cada superficie a procesar en la pieza en bruto, minimizando el impacto del error original y convirtiéndolo en un producto cualificado. Este método correctivo se denomina préstamo de material.
Al tomar material prestado, compruebe primero las dimensiones y los desplazamientos de varias partes de la pieza en bruto para determinar la dirección y el tamaño del material prestado, y marque las líneas de referencia. A continuación, marque a modo de prueba las líneas restantes hasta que sea apropiado.
La figura 3 muestra una caja de engranajes en la que un error de fundición ha provocado que el orificio A se desplace 6 mm hacia la derecha, cambiando la distancia central de los 200 mm diseñados a 194 mm. Convencionalmente, si ambos orificios se alinearan basándose en sus respectivos círculos exteriores no procesados de las protuberancias, el lado derecho del orificio A no tendría margen de mecanizado, lo que provocaría desechos.
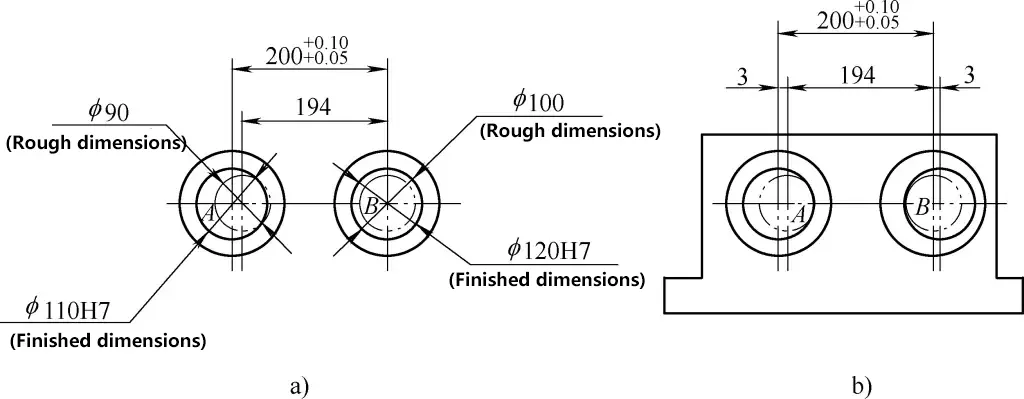
Ahora, utilizando el método de préstamo de material, desplace los taladros A y B 3mm a izquierda y derecha respectivamente. Marque de prueba las líneas centrales de ambos agujeros y las líneas de cota de la circunferencia interior del agujero. De este modo, ambos orificios tienen un margen de mecanizado adecuado. Este enfoque distribuye el error de fundición uniformemente a los círculos exteriores de las protuberancias de ambos orificios, provocando una ligera excentricidad entre las protuberancias del círculo exterior y los orificios interiores (véase la figura 3b). Sin embargo, el grado de excentricidad no es significativo y suele tener poca repercusión en la calidad del aspecto, cumpliendo normalmente los requisitos de la pieza.
1) Analizar detenidamente el dibujo, aclarar la función y los requisitos de la pieza y sus zonas de marcado pertinentes en la máquina. Algunas piezas más complejas requieren múltiples marcados y procesos para completarse. Por lo tanto, antes de marcar, familiarícese con todo el proceso de la pieza y marque las líneas para este proceso según sea necesario. Al marcar, evite marcar líneas que se eliminarán durante el procesamiento y marcar líneas innecesarias.
2) Seleccione la referencia de marcado.
3) Limpie e inspeccione la pieza. Elimine rebabas, rebabas, arena, aceite, etc.
4) Aplicar color a la pieza. Para colorear piezas en bruto de fundición y forjado, se suele utilizar lechada de cal blanca (hecha mezclando cal blanca, cola de agua o goma de melocotón con agua). Cuando la rugosidad de la superficie de la pieza es alta y la cantidad es muy pequeña, también se puede utilizar tiza blanca para colorear la pieza.
Las superficies procesadas suelen colorearse con agua dorada clara (una mezcla de barniz de goma laca y solución alcohólica) a la que se añade colorante (tinte básico). Independientemente del tipo de revestimiento utilizado, debe aplicarse de forma fina y uniforme para garantizar un marcado claro. Si se aplica demasiado grueso, puede despegarse.
5) Marca las líneas.
6) Compruebe cuidadosamente si las líneas marcadas son correctas y si falta alguna.
7) Marcas de punzón en las líneas. Al utilizar un punzón central, la punta debe estar alineada con el centro de la línea o del agujero, y la fuerza del martillo debe ser adecuada y uniforme. Las marcas de punzón deben estar en el centro de las líneas y los agujeros, no torcidas. La distancia entre las marcas de punzón y su tamaño deben determinarse en función del tamaño de la pieza, la longitud de las líneas y el tamaño de los orificios, garantizando que sean claramente visibles para el procesamiento.
Por lo general, las marcas de perforación en las líneas de procesamiento no deben ser demasiado grandes ni profundas. La densidad de las marcas de punzón debe seguir el principio de "escasas en las líneas rectas, densas en las curvas y definidas en los puntos de intersección". Para piezas en bruto y centros de orificios, son mejores las marcas de punzón más grandes y profundas, ya que ayudan a centrar al taladrar. Para chapas o piezas finas, no utilice demasiada fuerza para evitar deformaciones. Las marcas de punzón están prohibidas en materiales más blandos y superficies finamente procesadas.
1) Estructura del cabezal divisor
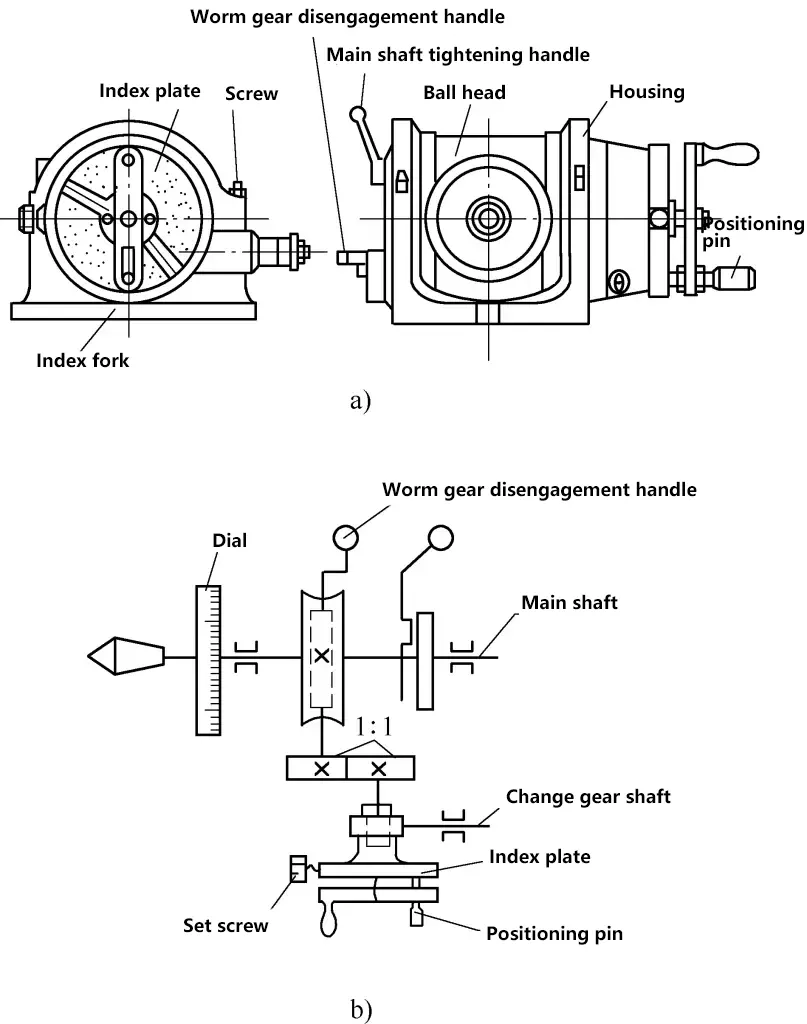
El cabezal divisor es una herramienta para dividir la circunferencia por igual, y se utiliza a menudo en el marcado. La figura 4a muestra la forma externa de un cabezal divisor universal. El cabezal divisor universal consta principalmente de una carcasa, un husillo, un cuerpo giratorio en forma de tambor, una placa divisora y una horquilla divisora.
a) Forma externa
b) Sistema de propulsión
El extremo delantero del husillo tiene un orificio cónico interno y roscas externas, que pueden utilizarse para insertar un centro y montar un mandril autocentrante. La placa divisora también está fijada al husillo y gira con él, con graduaciones de 0° a 360° utilizadas para la división.
La cabeza esférica del husillo puede girar dentro del carril guía anular de la carcasa, lo que le permite inclinarse 90° hacia arriba y 10° hacia abajo con respecto a la superficie de la mesa de trabajo, girando en cualquier ángulo dentro de este rango. Una vez seleccionado el ángulo adecuado, puede fijarse con tornillos en el caparazón para marcarlo cómodamente.
El sistema de accionamiento del cabezal divisor se muestra en la figura 4b. Un extremo del mango del cabezal divisor se instala en el manguito del centro de la placa divisora, mientras que el engranaje del otro extremo engrana con el engranaje del eje helicoidal.
Para la división simple, utilice el tornillo de fijación para fijar la placa divisora, gire la manivela y, mediante la transmisión por engranajes, el tornillo sin fin acciona la rueda helicoidal para girar para la división. El eje de engranaje de cambio detrás de la placa divisora es para la división compleja, donde se pueden instalar engranajes de cambio para la división.
2) Principio de división y cálculo
El cabezal divisor puede utilizarse para dividir la circunferencia en partes iguales o para marcar líneas angulares. Instale la pieza de trabajo en el extremo delantero del husillo del cabezal divisor, coloque el cabezal divisor en la plataforma de marcado y utilícelo junto con un bloque de trazado para marcar líneas horizontales, líneas verticales y diversas líneas angulares.
Ajuste el número de dientes de la rueda helicoidal del cabezal divisor a 40, con un tornillo sin fin de arranque simple. Cuando la empuñadura gira una vuelta, el cabezal divisor gira 1/40 de vuelta. Si la pieza montada en el husillo debe dividirse en z partes iguales, es decir, trazando una línea cada 1/z revolución, el número de vueltas de la manivela puede calcularse según la fórmula de la relación de transmisión. Es decir
1/40=1/(zn)
n = 40/z
Dónde
Ejemplo 1 Divide una circunferencia en ocho partes iguales utilizando un cabezal divisor.
Solución Dado z=8, n=40/z=40/8=5, lo que significa que la manivela da 5 vueltas para trazar una línea en la circunferencia.
Ejemplo 2 Divide una circunferencia en seis partes iguales utilizando un cabezal divisor.
Solución Dado z=6, n=40/z=40/6=63, lo que significa que la empuñadura gira (6+2/3) revoluciones para que la pieza gire 1/6 de revolución.
Como se ha visto en el Ejemplo 2, en producción es frecuente encontrarse con situaciones en las que la manivela debe girar un número de revoluciones no entero. En tales casos, utilice la siguiente fórmula para calcular. Es decir
40/z=a+P/Q
Dónde
3) Selección de placas divisorias
Los platos divisores se utilizan para contar divisiones. Hay varios círculos de agujeros pequeños muy precisos con diferentes números en la placa divisora. Cuando el valor n calculado después de la división tiene una fracción, el numerador y el denominador de esta fracción deben ampliarse (o reducirse) en el mismo factor para que el denominador sea igual al número de agujeros de un determinado círculo del plato divisor. El valor resultante del numerador es entonces el número de espacios entre agujeros que debe girar la manivela.
Como en el ejemplo 2 anterior, después de que la manivela gire 6 revoluciones, todavía necesita girar 2/3 de una revolución. Consultando la Tabla 1, tanto el denominador como el numerador se pueden multiplicar por 8, ampliando 2/3 a 16/24, lo que significa girar 16 distancias entre agujeros en el círculo con 24 agujeros.
Por supuesto, 2/3 también puede ampliarse a 44/66, lo que significa girar 44 agujeros en el círculo de 66 agujeros, que de forma similar da como resultado que el eje principal gire 2/3 de una revolución. Se puede ampliar a muchos otros múltiplos, pero como los círculos con más agujeros están más alejados del centro del eje, es más cómodo girar la manivela, por lo que se suelen utilizar. El cabezal divisor universal suele venir con más de una placa divisora, y el número de orificios de varias placas divisoras puede verse en la Tabla 1.
Cuadro 1 Número de orificios de las placas divisorias
| Número de placas incluidas | Número de orificios en las placas divisorias |
| 1 placa | Delantero: 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43 Espalda: 46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66 |
| 2 placas | Anverso de la 1ª placa: 24, 25, 28, 30, 34, 37 Espalda: 38, 39, 41, 42, 43 Frente de la 2ª placa: 46, 47, 49, 51, 53, 54 Espalda: 57, 58, 59, 62, 66 |
| 3 placas | Bloque 1: 15, 16, 17, 18, 19, 20 Bloque 2: 21, 23, 27, 29, 31, 33 Bloque 3: 37, 39, 41, 43, 47, 49 |
La horquilla divisora puede hacer que la división sea precisa y rápida. La horquilla divisora debe ajustarse antes de girar el mango. El ángulo entre las dos patas de la horquilla puede ajustarse en función del número de separaciones entre orificios.
Al ajustar, el número de orificios entre los ángulos debe ser uno más que el número requerido de espaciamientos entre orificios, porque el primer orificio se cuenta como cero, y sólo el segundo orificio cuenta como un espaciamiento entre orificios. Después de cada rotación de división de la empuñadura, la horquilla divisora debe girarse a la nueva posición de posicionamiento (la posición inicial de la segunda división) en la dirección de rotación de la empuñadura.
Al utilizar el cabezal divisor, debe aflojarse la palanca de bloqueo del eje antes de cada división. Durante la división, el mango divisor debe girarse en una dirección para garantizar una división precisa. Cuando el mango divisor esté a punto de girar hasta la posición predeterminada del orificio, tenga cuidado de no dejarlo girar demasiado; el pasador de posicionamiento debe encajar justo en el orificio.
Si observa que se ha alejado demasiado, deberá volver a girarlo aproximadamente media vuelta y, a continuación, girarlo de nuevo hasta la posición de orificio predeterminada. Al dividir y trazar líneas, apriete el husillo para evitar que se afloje durante el proceso de trazado de líneas.
El método de mecanizado consistente en cortar o ranurar materias primas o piezas mediante una sierra se denomina aserrado.
La hoja de sierra es la parte cortante. Las hojas de sierra manuales suelen tener 300 mm de longitud, suelen ser de acero al carbono para herramientas o de acero aleado, y se endurecen mediante tratamiento térmico. Las sierras manuales cortan empujando hacia delante, por lo que la hoja de sierra debe instalarse con los dientes hacia delante. Si la hoja de sierra se instala al revés, no sólo no puede cortar normalmente, sino que también acelera el desgaste de los dientes. El método de instalación de la hoja de sierra se muestra en la Figura 5.
a) Correcto
b) Incorrecto
La tosquedad de los dientes de la sierra se expresa mediante el número de dientes por cada 25 mm de longitud de la hoja de sierra, con opciones de 14, 18, 24 y 32. Las hojas de sierra de dientes gruesos tienen ranuras para virutas más grandes y son adecuadas para serrar materiales blandos y secciones transversales más grandes; las hojas de sierra de dientes finos son adecuadas para serrar materiales duros, chapas finas o tubos. En la tabla 2 se muestran las especificaciones y aplicaciones de la tosquedad de las hojas de sierra.
Tabla 2 Especificaciones y aplicaciones de la tosquedad de la hoja de sierra
| Dentado de sierra | Número de dientes por 25 mm de longitud | Aplicación |
| Grueso | 14~18 | Aserrado de acero blando, latón, aluminio, hierro fundido, cobre puro y materiales de resina artificial |
| Medio | 22~24 | Aserrado de aceros de dureza media, tubos de acero de pared gruesa, tubos de cobre |
| Fino | 32 | Delgado puro metalesTubos de pared delgada |
| Fino a medio | 32~20 | Generalmente utilizado en fábricas para cortes de arranque |
El apriete de la hoja de sierra debe ser moderado, y puede ajustarse utilizando la tuerca de mariposa del bastidor de la sierra. Si está demasiado apretada, la hoja de sierra estará sometida a una gran tensión y perderá su elasticidad necesaria, haciéndola propensa a romperse; si está demasiado floja, la hoja de sierra puede doblarse y romperse fácilmente, y el corte de la sierra puede quedar torcido. La hoja de sierra instalada debe mantenerse en el mismo plano medio que el bastidor de la sierra, lo cual es necesario para garantizar un corte de sierra recto y evitar que la hoja de sierra se rompa.
Hay dos tipos de movimiento del bastidor de la sierra al empujarla: uno es el movimiento lineal, adecuado para ranuras con superficies inferiores planas o piezas de trabajo de paredes finas; el otro permite que el bastidor de la sierra oscile hacia arriba y hacia abajo, lo que puede reducir la resistencia al corte, mejorar la eficiencia del trabajo y es más natural de manejar, reduciendo la fatiga de la mano.
Cuando la velocidad de aserrado es demasiado rápida, el material a aserrar es demasiado duro, o es apropiado fluido de corte no se utiliza, puede provocar el sobrecalentamiento de la parte dentada, desgastar rápidamente las caras dentadas, aumentar la fricción entre la hoja de sierra y el corte de la sierra, provocando un mayor desgaste acelerado de los dientes de la sierra.
Cuando se empieza a serrar, si el ángulo de inicio es demasiado grande, los dientes de la sierra se enganchan en el borde afilado de la pieza, o si la tosquedad de los dientes de la hoja de sierra elegida es inadecuada, o si el ángulo de empuje cambia repentinamente durante el serrado, o si se encuentran repentinamente impurezas duras en el material que se está serrando, todo ello puede provocar la rotura de los dientes; si la hoja de sierra se instala demasiado floja o demasiado apretada, la pieza de trabajo no se sujeta firmemente, el aserrado es inestable y produce vibraciones, o si las correcciones de un corte de sierra sesgado se realizan demasiado bruscamente, todo ello puede provocar la rotura de la hoja de sierra.
Al serrar tubos y chapas finas, deben utilizarse hojas de sierra de dientes finos. De lo contrario, si el paso del diente es mayor que el espesor de la placa, provocará que los dientes de sierra se enganchen y provoquen la pérdida o rotura del diente. Por lo tanto, durante el aserrado, al menos dos o más dientes de sierra deben estar cortando simultáneamente en la sección transversal para evitar el fenómeno de que los dientes de sierra se enganchen y causen la rotura.
En el aserrado, dependiendo de la forma y el grosor del material, los métodos de aserrado pueden dividirse en los siguientes tipos.
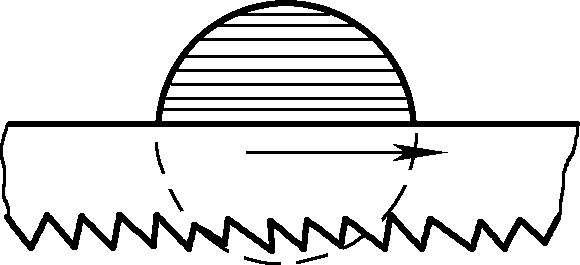
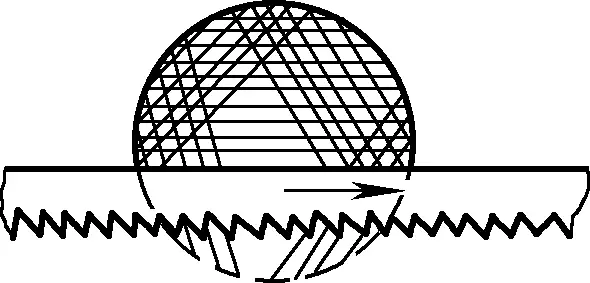
Si se requiere una sección transversal lisa para el aserrado, se debe aserrar de forma continua de principio a fin (véase la figura 6); si los requisitos de la sección transversal aserrada no son elevados, se puede aserrar en varias direcciones (véase la figura 7), lo que facilita el aserrado debido a la menor superficie de aserrado, mejorando así la eficacia del trabajo.
Antes de serrar un tubo, trace una línea de serrado perpendicular al eje. Dado que los requisitos para la línea de serrado no son elevados, el método más sencillo consiste en envolver una tira de papel rectangular (con un borde recto para marcar) alrededor de la circunferencia exterior de la pieza de trabajo de acuerdo con las dimensiones de serrado y, a continuación, marcarla con un rayador. Al serrar, el tubo debe sujetarse correctamente. En el caso de tubos finos y tubos mecanizados de precisión, deben sujetarse entre dos almohadillas de madera con ranuras en forma de V para evitar que el tubo se aplaste o se dañe la superficie.
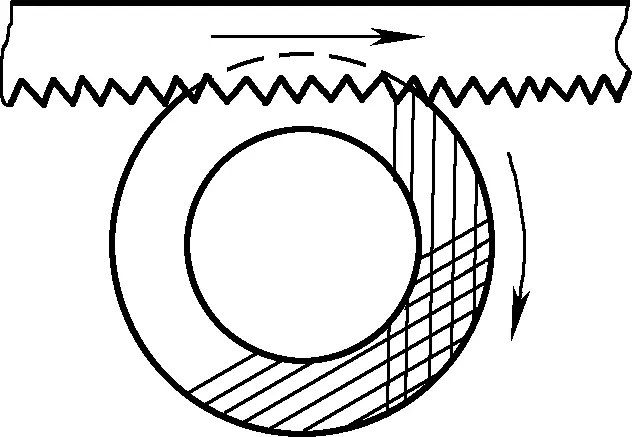
Al serrar tubos de pared delgada, no sierre continuamente en una dirección desde el principio hasta el final. De lo contrario, los dientes de la sierra se engancharán en la pared del tubo y provocarán astillamientos. El método correcto consiste en serrar primero en una dirección hasta la pared interior del tubo; a continuación, girar el tubo con cierto ángulo en la dirección del empuje de la sierra, conectar con el corte de sierra original y volver a serrar hasta la pared interior del tubo. Cambie gradualmente de dirección y continúe girando y serrando hasta que quede cortado, como se muestra en la figura 8.
Al serrar chapas relativamente finas, pueden producirse flexiones y vibraciones durante el serrado, lo que imposibilita el avance. Cuando sierre, intente hacerlo desde la superficie ancha en la medida de lo posible. Cuando sólo sea posible serrar desde la superficie estrecha de la hoja, se pueden utilizar dos tablas de madera para sujetarla y serrar a través de ella junto con las tablas de madera. De este modo se evita que los dientes de la sierra se enganchen y también se aumenta la rigidez de la chapa fina, evitando vibraciones durante el aserrado, como se muestra en la Figura 9a.
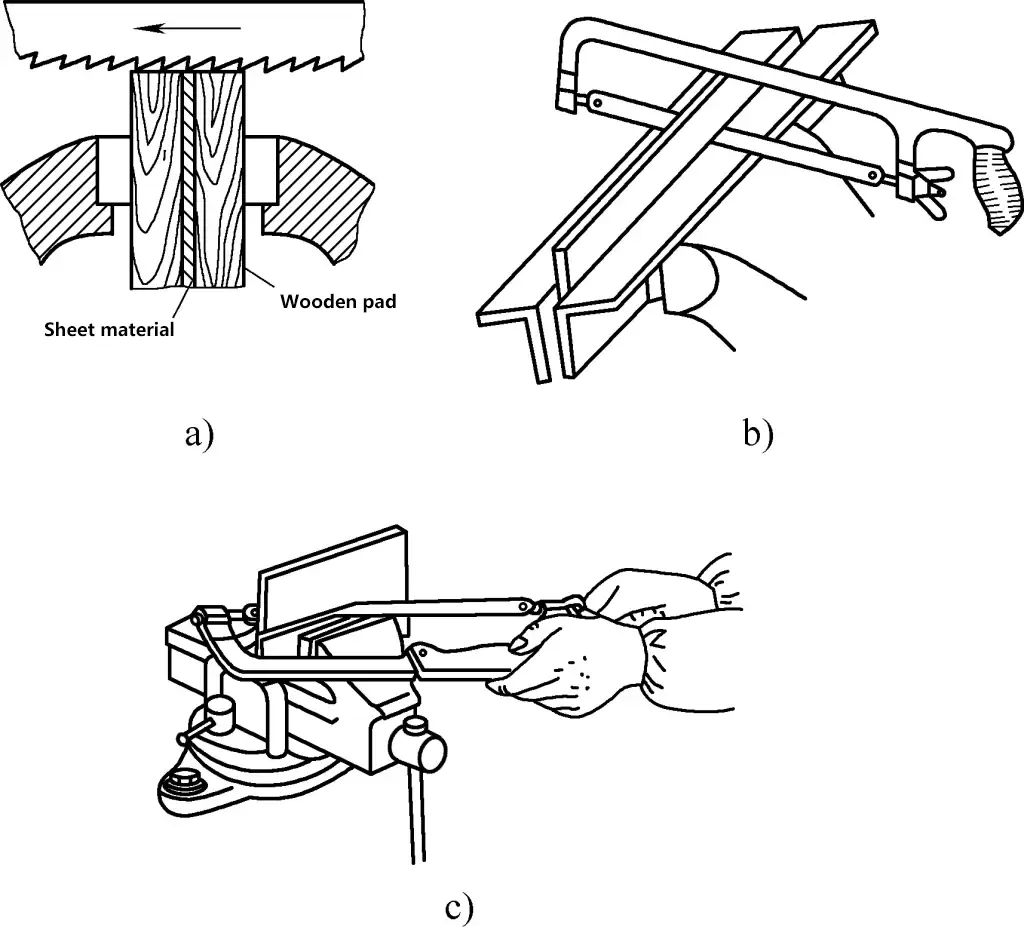
Si se sierra una chapa más larga, pueden utilizarse dos ángulos de hierro como placas de apoyo para las mordazas del tornillo de banco, sujetando firmemente la chapa y serrando a lo largo del ángulo de hierro, como se muestra en la figura 9b. Alternativamente, la chapa fina puede sujetarse en un tornillo de banco y serrarse horizontalmente con una sierra de mano, aumentando el número de dientes en contacto con la chapa fina para evitar el astillado de los dientes de la sierra, como se muestra en la figura 9c.
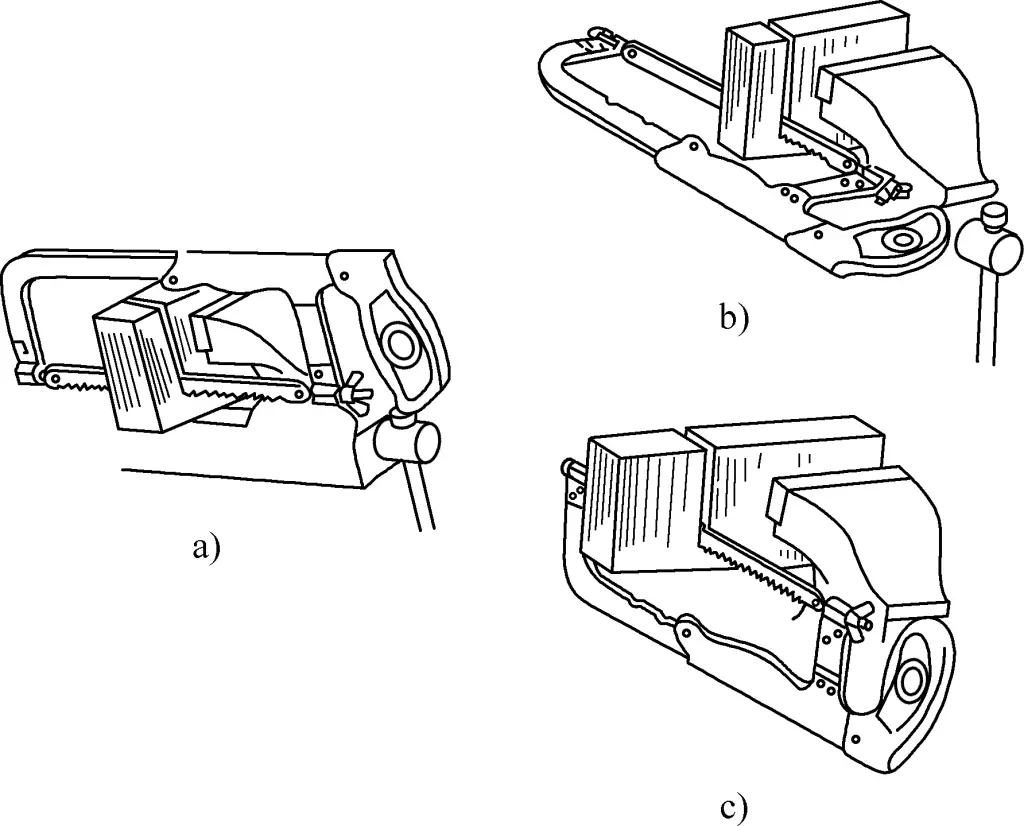
Cuando la profundidad del corte de la sierra exceda la anchura del bastidor de la sierra, la hoja de sierra debe girarse 90° y volver a instalarse, girando el bastidor de la sierra hacia el lado de la pieza de trabajo. Cuando la altura del bastidor de la sierra sigue siendo insuficiente con el bastidor girado hacia un lado, la hoja de sierra también puede instalarse con los dientes orientados hacia la sierra (girando la hoja 180° dentro del bastidor) para serrar, como se muestra en la figura 10.
El cincelado es un método de procesar piezas de trabajo golpeando un cincel con un martillo. Esta operación se denomina cincelado. El cincelado se utiliza principalmente en situaciones en las que el procesamiento mecánico resulta inconveniente, como la eliminación de rebabas de piezas fundidas, el corte de materiales en láminas, la eliminación de remaches y tornillos oxidados, el cincelado de protuberancias desalineadas en piezas acopladas, el corte de ranuras de aceite, etc. A veces también se utiliza para desbastar zonas relativamente pequeñas.
La calidad del cincel afecta directamente a la calidad y la eficacia del cincelado. Los principales factores que afectan a la calidad del cincel son la forma racional y la dureza del filo.
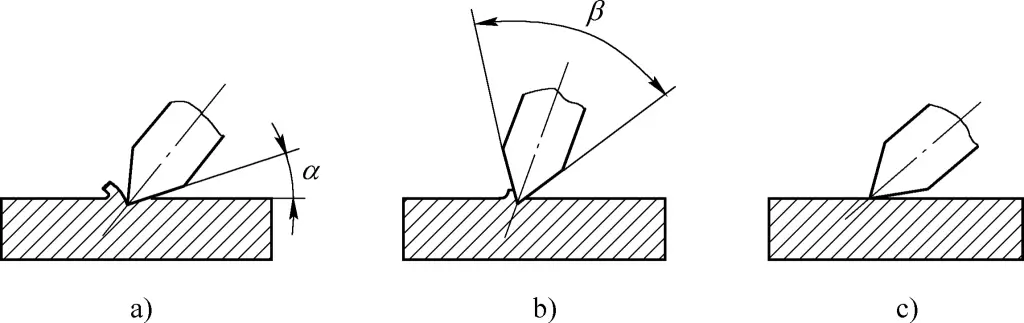
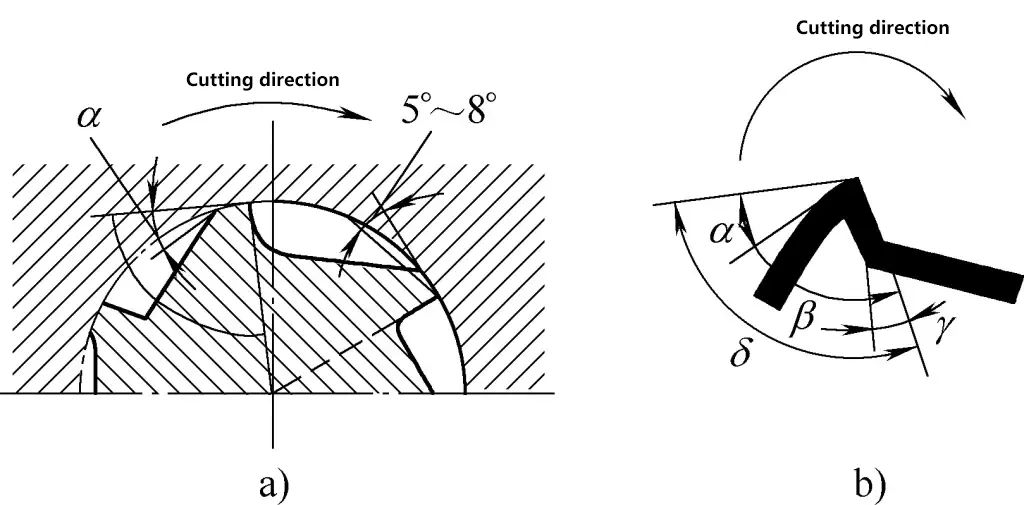
La forma del filo (parte cortante) está representada por el ángulo de cuña β, que es el ángulo entre la cara anterior y la cara posterior del filo. Cuanto mayor es el ángulo de cuña, mayor es la resistencia del filo del cincel, pero también es mayor la resistencia al corte; cuanto menor es el ángulo de cuña, más afilado es el filo del cincel. Por lo tanto, al elegir el ángulo de la cuña, debe tomarse el valor más pequeño posible, garantizando al mismo tiempo una resistencia suficiente. Cuando se cincelan materiales duros, el ángulo de la cuña debe ser mayor, y cuando se cincelan materiales blandos, el ángulo de la cuña debe ser menor.
Al cincelar materiales duros como el acero o la fundición, el ángulo de la cuña suele ser de 60° a 70°; para materiales de dureza media, el ángulo de la cuña es de 50° a 60°; para materiales blandos como el cobre o el aluminio, el ángulo de la cuña es de 30° a 50°.
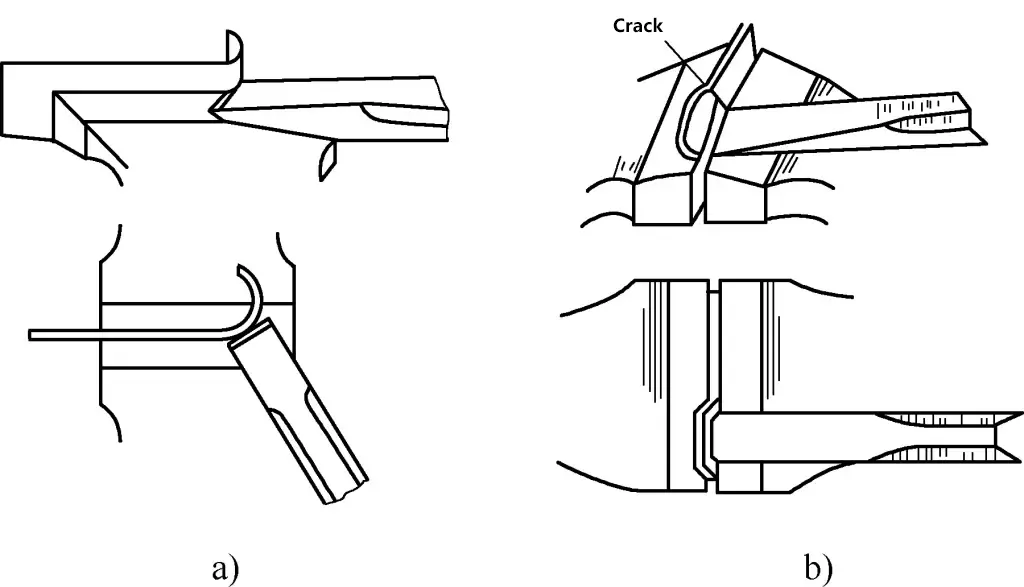
El ángulo entre la cara posterior del cincel y el plano de corte se denomina ángulo posterior. El tamaño del ángulo posterior viene determinado por la posición en la que se sujeta el cincel. El propósito del ángulo posterior es reducir la fricción entre la cara posterior y la superficie de corte, y facilitar la penetración del cincel en el material. El ángulo posterior se determina generalmente por la experiencia, normalmente de 5° a 8°. Si es demasiado pequeño, puede resbalar; si es demasiado grande, puede cortar demasiado profundo, como se muestra en la figura 11.
La dureza del filo del cincel debe ser superior a la de la pieza a cortar. Cuanto más duro, afilado y menos propenso a curvarse sea el filo del cincel, mejor. Sin embargo, si la dureza es demasiado alta, puede provocar que el filo del cincel se vuelva quebradizo y se astille con facilidad, o incluso que salgan fragmentos volando y hieran a alguien. Por lo tanto, la dureza del cincel debe ser la adecuada.
Por lo general, los cinceles se forjan con acero para herramientas T7A y se someten a tratamiento térmico. El tratamiento térmico de los cinceles incluye procesos de temple y revenido. Los cinceles templados al "calor amarillo" tienen mayor dureza pero menor tenacidad; los templados al "calor azul" tienen menor dureza pero mayor tenacidad. Por lo general, se utiliza una dureza comprendida entre estas dos: templado al "calor amarillo dorado".
El método específico es el siguiente: Calentar la parte cortante del cincel, de unos 20mm de longitud, en un horno de calentamiento hasta 750-800°C (color rojo cereza), después retirarla rápidamente y colocar el cincel verticalmente en agua fría para enfriarlo (profundidad de inmersión de 5-6mm) para completar el proceso de enfriamiento.
Al enfriar el cincel en agua, debe balancearse suavemente a lo largo de la superficie del agua. Esto se hace para acelerar el enfriamiento, aumentar la dureza del temple, impedir que se forme un límite claro entre las partes templadas y no templadas para evitar la rotura del cincel en esta línea, eliminar las burbujas de aire adheridas a la superficie del cincel y evitar que se formen puntos blandos durante el temple. Después del temple, el cincel también necesita ser templado, lo que se hace utilizando su propio calor residual.
Cuando la parte del cincel templado por encima de la superficie del agua se vuelva negra, sáquelo del agua, limpie la cascarilla de óxido y observe el cambio de color del filo del cincel. Para los cinceles anchos en general, cuando la parte del filo se vuelva morada (entre rojo violáceo y azul oscuro), y para los cinceles estrechos en general, cuando la parte del filo se vuelva rojo parduzco (entre marrón amarillento y rojo), sumerja de nuevo el cincel en agua para enfriarlo. De este modo se completa todo el proceso de templado y revenido del cincel.
El momento de sumergir completamente el cincel en agua fría afecta en gran medida a la dureza del filo. Si es demasiado pronto, el filo se vuelve demasiado quebradizo; si es demasiado tarde, el filo se vuelve demasiado blando. Sólo a través de la práctica continua se puede alcanzar con destreza la dureza ideal del cincel. En invierno, se debe utilizar agua caliente para el templado, de lo contrario, el filo puede romperse fácilmente.
Al afilar el cincel, asegúrese de que las caras anterior y posterior sean lisas y planas, y de que el ángulo de la cuña sea correcto y esté afilado. Si es necesario, después de afilarlo en una muela, hay que afilarlo en una piedra de afilar. Durante el afilado, es importante enfriar continuamente con agua para evitar el recocido debido a las altas temperaturas.
Existen varios tipos de cinceles, incluidos los cinceles planos, los cinceles de punta y los cinceles para ranuras de aceite, como se muestra en la Figura 12.
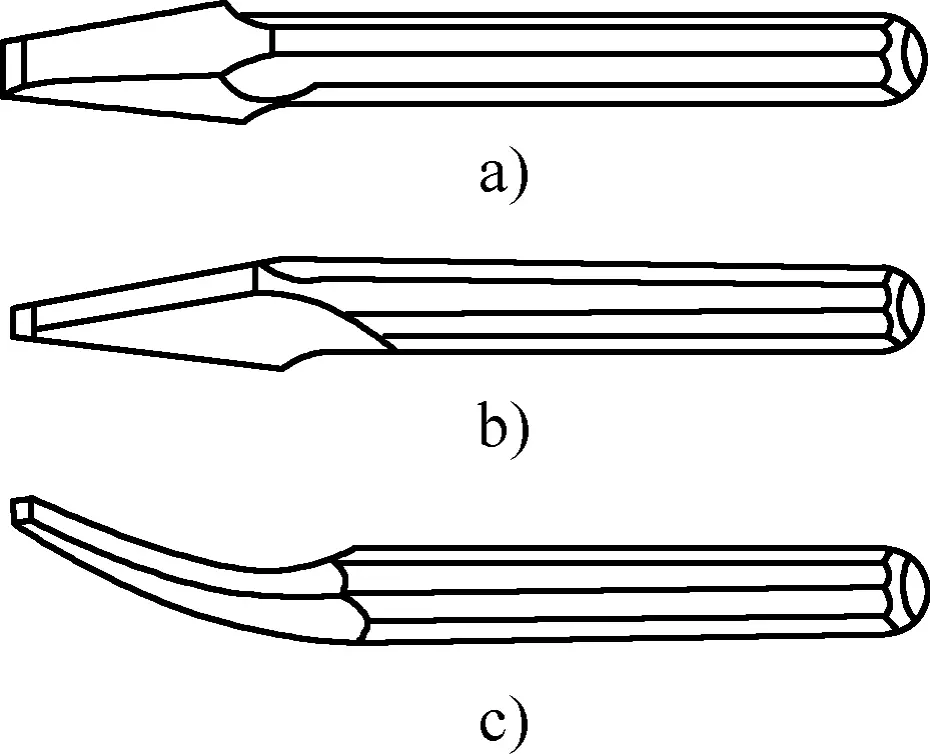
a) Cincel plano
b) Cincel de punta
c) Cincel para ranuras de aceite
Al cincelar, los ojos deben centrarse en el filo del cincel. Los principiantes suelen mirar el mango del martillo o del cincel, lo cual es incorrecto. Al blandir el martillo, el brazo debe estar relajado, y hay que aprender a utilizar la fuerza de la muñeca. El ángulo entre el cincel y la pieza debe ser el adecuado; si el cincel se inclina demasiado, cortará demasiado profundo; si se inclina demasiado poco, no podrá cortar y puede resbalar. En la figura 13 se muestra el método correcto de cincelado.
Cuando se utiliza un cincel plano, es más fácil empezar por la esquina afilada. Cuando se acerque al final del corte, tenga cuidado para evitar que el extremo de la pieza se agriete. Por lo general, cuando falten unos 10 mm para el final, puede darse la vuelta y cincelar la parte restante desde la otra dirección.
Al cincelar una superficie plana estrecha, el filo del cincel puede inclinarse en ángulo respecto a la dirección de avance para facilitar el corte. Al cincelar una superficie plana más ancha, suele ser más eficaz utilizar primero un cincel estrecho (de punta) para crear una ranura y, a continuación, utilizar un cincel plano para eliminar el material restante.
Antes de cincelar, afile primero con precisión la parte cortante del cincel para ranuras de aceite de acuerdo con la forma de la cara del extremo de la ranura de aceite en el dibujo. Al cincelar, el ángulo de inclinación del cincel debe cambiar con la superficie curvada para asegurar que la ranura de aceite cincelada sea suave y consistente en profundidad. Es posible que sea necesario realizar ajustes y, después de cincelar, se deben alisar las rebabas de los bordes de la ranura.
Como se muestra en la figura 14, al cincelar chapa fina, la línea de corte de la pieza de trabajo debe estar a ras de las mordazas del tornillo de banco. Sujete firmemente la pieza de trabajo y utilice un cincel plano a lo largo de la mordaza del tornillo de banco formando un ángulo (de unos 45°) con la superficie de la chapa. El grosor de la chapa que se va a cincelar no debe ser demasiado grueso, generalmente inferior a 4 mm.
a) Correcto
b) Incorrecto
Cuando corte chapas de gran tamaño en un yunque, coloque debajo una almohadilla de hierro blando para evitar dañar el filo del cincel.
Para cincelar chapa curvada, por lo general primero se taladra una serie de agujeros muy próximos entre sí a lo largo de la línea de contorno y luego se corta gradualmente con un cincel plano.
Tabla 3 Tipos de defectos en superficies planas cinceladas y sus causas
| Tipo de defecto | Causas |
| Superficie rugosa | 1. El filo del cincel está astillado o curvado y no está afilado 2. Golpes de martillo desiguales 3. La cabeza del cincel se ha aplanado a martillazos, lo que hace que la dirección de la fuerza cambie constantemente |
| Superficie irregular | 1. El ángulo posterior es demasiado grande en una sección determinada durante el cincelado, lo que provoca que la superficie cincelada sea cóncava. 2. El ángulo posterior es demasiado pequeño en una sección determinada durante el cincelado, lo que provoca que la superficie cincelada sea convexa. |
| Superficie con crestas | 1. La mano izquierda no colocó y sujetó el cincel correctamente, lo que provocó que el filo del cincel se inclinara y el ángulo del filo se clavara al cincelar de nuevo. 2. El filo del cincel se afiló para que fuera cóncavo en el centro durante el afilado |
| Astillado y hundimiento en las esquinas | 1. No dar la vuelta al cincel al llegar al extremo, lo que provoca astillamiento del filo. 2. Tomar un corte demasiado grande, causando el colapso de la esquina |
| Inexactitud dimensional | 1. Dimensiones imprecisas al empezar a cincelar 2. Falta de medición e inspección oportunas |
El uso de una lima para eliminar el exceso de metal de la superficie de una pieza con el fin de conseguir las dimensiones, la forma y la rugosidad de la superficie especificadas en el plano se denomina limado. Puede utilizarse para el mecanizado fino de piezas después de cincelarlas o serrarlas. Es adecuada tanto para el mecanizado de superficies planas como curvas.
El limado es un método de procesamiento manual relativamente fino, con una precisión de hasta 0,01 mm y una rugosidad superficial de hasta Ra0,8μm. El limado es uno de los principales métodos operativos en el trabajo del montador, una habilidad básica para los montadores, y se utiliza con frecuencia en la producción.
Las limas se fabrican con acero para herramientas de alto contenido en carbono T12 o T13 y están templadas, generalmente con una dureza de 62-67HRC. Los dientes de las limas pueden ser de corte simple o doble.
Las limas de un solo corte tienen dientes en una sola dirección y se utilizan generalmente para limar metales blandos como el aluminio y el estaño, o para superficies que requieren un acabado más liso.
Las limas de doble corte tienen dientes dispuestos en dos direcciones de intersección. Según el proceso de fabricación, los dientes menos profundos que se cortan primero son los inferiores, que forman un ángulo de 55° con la línea central de la lima; los dientes más profundos que se cortan después son los superiores, que forman un ángulo de 75° con la línea central de la lima. Debido a los diferentes ángulos de los dientes inferiores y superiores, las marcas de la lima no se solapan durante el limado, lo que da como resultado una superficie más lisa.
Si los ángulos del diente inferior y superior fueran iguales, los dientes de la lima se alinearían a lo largo de la línea central de la lima sin escalonarse, lo que daría como resultado ranuras en la superficie limada y un acabado más rugoso. La finura de los dientes de la lima se expresa por el tamaño de la separación entre dientes. Los grados de finura se clasifican de la siguiente manera:
Se utiliza para limas gruesas, con una separación entre dientes de 2,3-0,83 mm.
Se utiliza para limas medianas, con una separación entre dientes de 0,77-0,42 mm.
Se utiliza para limas finas, con una separación entre dientes de 0,33-0,25 mm.
Se utiliza para limas extrafinas, con una separación entre dientes de 0,25-0,20 mm.
Se utiliza para limas superfinas, con una separación entre dientes de 0,20-0,16 mm.
La elección del grosor de la lima depende generalmente de la tolerancia de mecanizado de la pieza, la precisión de mecanizado requerida y la dureza del material. Las limas gruesas tienen mayor espacio para virutas y suelen ser adecuadas para limar materiales blandos, así como piezas con mayor tolerancia de mecanizado o menores requisitos de precisión y rugosidad superficial. Las limas finas son lo contrario.
Cuando se utilizan limas finas en materiales blandos, las virutas pueden obstruir fácilmente la lima, no sólo rayando la superficie de la pieza de trabajo, sino también pudiendo inutilizar la lima en casos graves. Por tanto, las limas finas no son adecuadas para limar metales blandos.
Para alargar la vida útil de las limas, no utilice limas nuevas en metales duros; no utilice limas en piezas templadas; en piezas forjadas con piel dura o piezas fundidas con arena, elimínelas primero antes de utilizar una lima semiafilada; utilice primero un lado de una lima nueva y, cuando se desafile, utilice el otro lado; evite utilizar limas a velocidades excesivas para evitar un desgaste prematuro.
Las limas deben limpiarse regularmente con un cepillo de alambre de latón para eliminar las virutas de los dientes. También deben mantenerse alejadas del agua y el aceite para evitar que se oxiden y resbalen. Cuando no se utilicen, guárdelas en un lugar seco.
El limado en profundidad (véase la figura 15a) consiste en limar la pieza en la misma dirección. Esto produce marcas de limado rectas, limpias y atractivas, adecuadas para el pulido final.
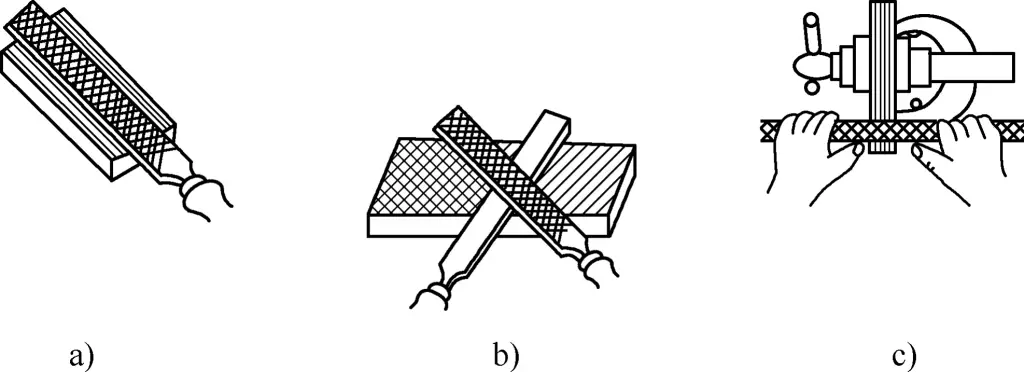
a) Archivo de dibujos
b) Presentación cruzada
c) Archivo transversal
El limado transversal (véase la figura 15b) consiste en limar la pieza desde dos direcciones que se cruzan. Durante el limado, hay un mayor contacto entre la lima y la pieza de trabajo, lo que facilita mantener la lima firme. Las marcas de la lima también pueden indicar los puntos altos y bajos de la superficie, lo que facilita la obtención de una superficie plana. Cambie al limado en profundidad cuando esté a punto de terminar.
El limado transversal (véase la figura 15c) consiste en sujetar la lima simétricamente con ambas manos y utilizar los pulgares para empujar la lima a lo largo de la pieza. Es adecuado para limar superficies planas estrechas y largas y para ajustar dimensiones.
Al limar superficies planas, utilice una regla metálica o una regla de cuchilla para comprobar la planitud. Busque ligeras separaciones en sentido longitudinal, transversal y diagonal para identificar las zonas irregulares.
Al limar superficies planas, especialmente cuando se utilizan limas grandes en superficies planas pequeñas, puede resultar difícil mantener la lima nivelada, lo que a menudo da como resultado un centro convexo. En este caso, frote las zonas bajas con la mano para dejar un ligero residuo de aceite. Al limar de nuevo, estas zonas resbalarán y se limarán menos, mientras que las zonas convexas se limarán más, dando como resultado una superficie plana.
Cuando se acerque el final del limado, para conseguir una superficie más lisa, aplique un poco de polvo de tiza a los dientes de la lima fina utilizada para el acabado. El polvo de tiza rellena los espacios entre los dientes de la lima, reduciendo la profundidad de corte y consiguiendo una superficie más lisa y uniforme.
La operación de utilizar una broca para hacer agujeros en los materiales se denomina taladrado.
Independientemente del tipo de máquina, las piezas no pueden ensamblarse sin agujeros. Cuando se conectan dos o más piezas entre sí, es necesario taladrar varios agujeros y, a continuación, utilizar tornillos, remaches u otros elementos de fijación para unirlas. Por lo tanto, la perforación desempeña un papel importante en la producción.
Durante la perforación, la pieza permanece inmóvil mientras la broca realiza simultáneamente movimientos de rotación y de descenso, que son el movimiento de corte y el movimiento de avance en la pieza. Dado que ambos movimientos se producen de forma continua y simultánea, la broca sigue una trayectoria helicoidal al taladrar agujeros.
Una broca helicoidal es un tipo de broca de uso común, que consta de un vástago, un cuello y una parte de trabajo, como se muestra en la figura 16.
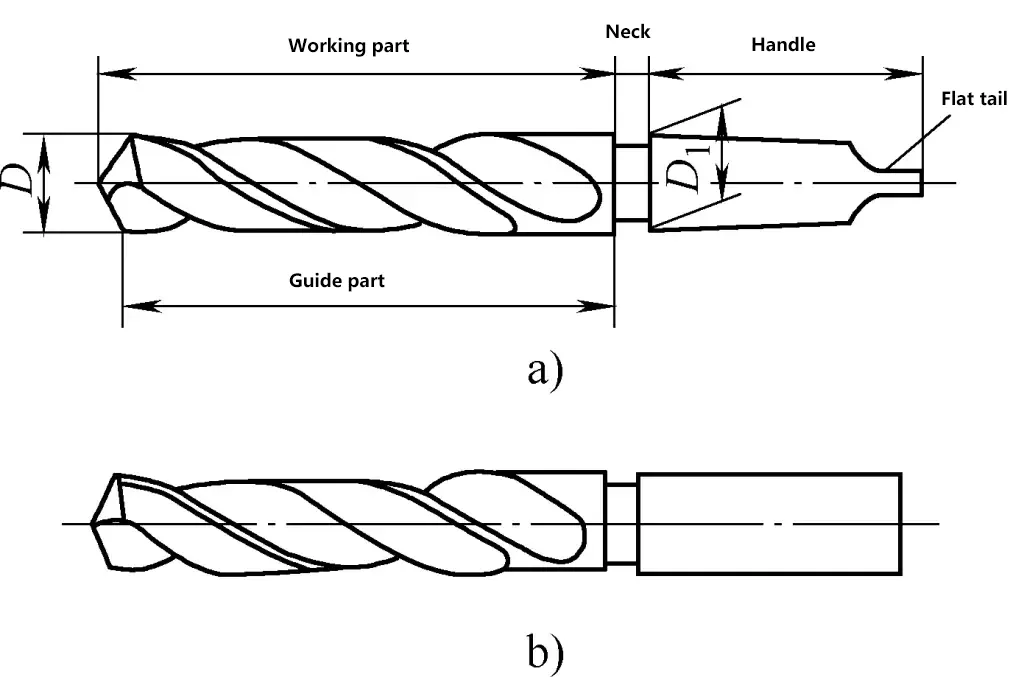
a) Vástago cónico
b) Vástago recto
La parte de trabajo de un taladro helicoidal puede dividirse en la parte de corte y la parte de guía. La parte de corte realiza el trabajo de corte principal y tiene dos filos de corte principales, un filo de cincel, dos caras de rastrillo y dos caras de flanco. Como se muestra en la figura 17, la parte de guía mantiene la dirección de perforación recta de la broca durante el proceso de corte y también sirve de apoyo para la parte de corte.
La parte de guía también sirve para alisar la pared del agujero y ayuda en la evacuación de la viruta y el suministro de fluido de corte. Tiene dos canales en espiral y dos estrechos márgenes en espiral, con las superficies de los canales cruzándose para formar dos filos (filos de corte secundarios). El diámetro de la broca disminuye gradualmente desde la punta hacia el mango, con una conicidad de 0,05-0,10 mm en una longitud de 10 mm, lo que reduce la fricción entre la broca y la pared del agujero.
La parte sólida a lo largo del eje de la sección de trabajo de la broca espiral se denomina núcleo de la broca. Su función es conectar las dos ranuras en espiral para mantener la resistencia y rigidez de la broca. El núcleo de la broca se agranda gradualmente desde la parte cortante hacia el vástago.
El material de la parte de trabajo de la broca es generalmente de acero rápido, templado a 62-68 HRC.
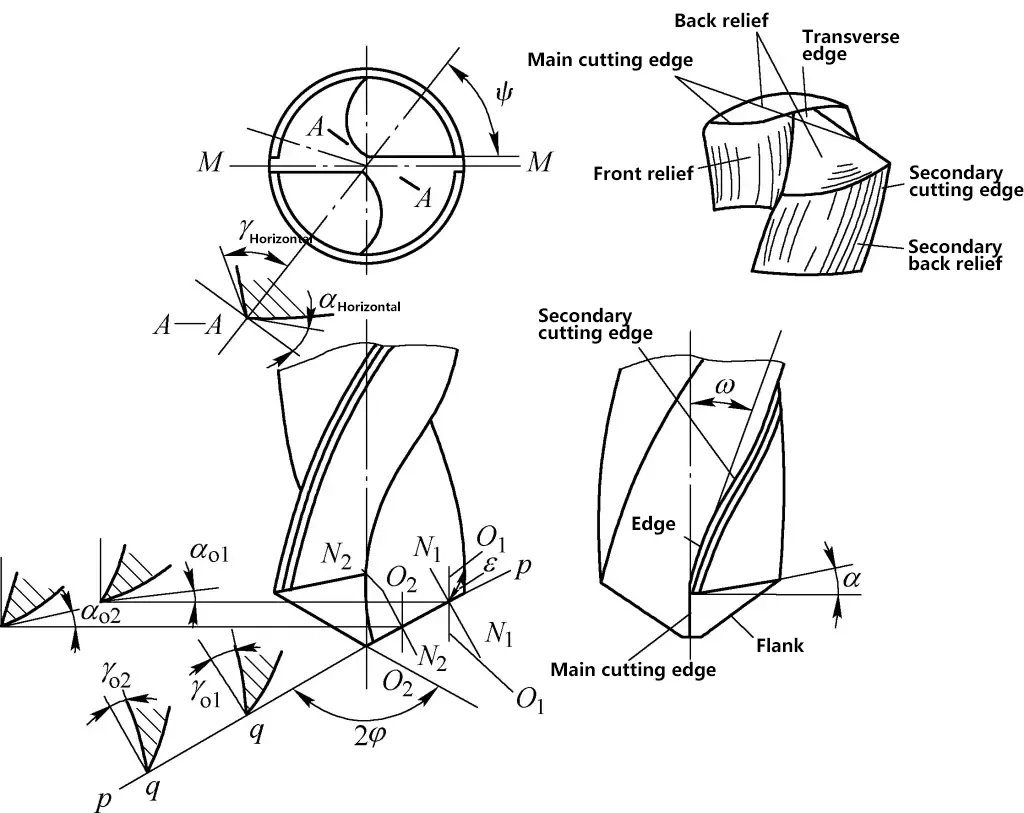
Como se muestra en la figura 17, el plano de corte durante la perforación es el plano p-p de la figura, y el plano base es q-q. Los dos planos son perpendiculares entre sí. Los parámetros geométricos de la broca helicoidal durante el corte son los siguientes:
El ángulo de punta es el ángulo formado por las proyecciones de los dos filos principales de la broca sobre su plano paralelo M-M, también conocido como ángulo de punta o ángulo de punta. El ángulo de punta de una broca espiral estándar es 2φ = 118° ± 2°.
La elección del ángulo de punta está relacionada con la naturaleza del material. El ángulo de punta afecta a la fuerza de retroceso en el filo de corte principal; cuanto menor sea el ángulo de punta, menor será la fuerza de avance y, al mismo tiempo, mayor será el ángulo de filo en el borde exterior de la broca, lo que resulta beneficioso para disipar el calor y mejorar la vida útil de la broca.
Sin embargo, en las mismas condiciones, la reducción del ángulo de punta aumentará el par de corte de la broca y causará dificultades en la evacuación de la viruta y dificultará la entrada del fluido de corte. Generalmente, se elige un ángulo de punta mayor para taladrar materiales duros en comparación con materiales blandos. La selección de ángulos de corte de brocas helicoidales se muestra en la Tabla 4.
Tabla 4 Selección de los ángulos de corte de las brocas helicoidales [Unidad: (°)
| Material de perforación | Ángulo del punto 2φ | Ángulo de relieve αo | Ángulo de hélice ω |
| Materiales de acero en general | 116~118 | 12~15 | 20~32 |
| Materiales de acero dúctil en general | 116~118 | 6~9 | 20~32 |
| Aleación de aluminio (agujero profundo) | 118~130 | 12 | 32~45 |
| Aleación de aluminio (agujero pasante) | 90~120 | 12 | 17~20 |
| Latón suave y bronce | 118 | 12~15 | 10~30 |
| Bronce duro | 118 | 5~7 | 10~30 |
| Cobre y aleaciones de cobre | 110~130 | 10~15 | 30~40 |
| Fundición blanda | 90~118 | 12~15 | 20~32 |
| Fundición fría (dura) | 118~135 | 5~7 | 20~32 |
| Acero templado | 118~125 | 12~15 | 20~32 |
| Acero fundido | 118 | 12~15 | 20~32 |
| Acero al manganeso [w(Mn)=7%~13%]. | 150 | 10 | 20~32 |
| Acero rápido | 135 | 5~7 | 20~32 |
| Acero al níquel (250~400HBW) | 135~150 | 5~7 | 20~32 |
| Madera | 70 | 12 | 30~40 |
| Goma dura | 60~90 | 12~15 | 10~20 |
Es el ángulo entre la cara del rastrillo y el plano base en el plano ortogonal N1-N1 o N2-N2 (plano que pasa por cualquier punto del filo principal y es perpendicular al plano de corte y al plano base), es decir, γo1, γo2 en la figura.
El ángulo de desprendimiento aumenta hacia el diámetro exterior a lo largo del filo de corte principal, siendo de 30° en el borde exterior y de -30° cerca del filo del cincel, y de -60° en el filo del cincel. Cuanto mayor sea el ángulo de desprendimiento, más fácil será el corte, pero menor será la resistencia de la parte cortante.
El ángulo de desahogo es el ángulo entre la cara del flanco y el plano de corte en la sección cilíndrica O1-O1 o O2-O2 (αo1, αo2 en la figura). El ángulo de desahogo tampoco es igual en todos los puntos del filo de corte, al contrario que el ángulo de inclinación, con el menor ángulo de desahogo en el borde exterior y el mayor en el centro.
Cuanto menor sea el ángulo de desahogo, mayor será la fricción entre la broca y la superficie de corte de la pieza durante el taladrado; cuanto mayor sea el ángulo de desahogo, más afilada será la broca, pero la resistencia del filo de corte se debilita, lo que afecta a la vida útil de la broca, y también es propensa a vibrar durante el taladrado, lo que da lugar a agujeros poligonales.
Al taladrar materiales duros, el ángulo de desahogo puede ser ligeramente menor para garantizar la resistencia del filo de corte; al taladrar materiales blandos, el ángulo de desahogo puede ser ligeramente mayor. Sin embargo, al taladrar metales no ferrosos, el ángulo de desahogo no debe ser demasiado grande, ya que, de lo contrario, puede provocar hundimientos.
El ángulo de hélice es el ángulo entre la línea tangente de la espiral en el borde más exterior del filo de corte principal y el eje de la broca, generalmente 18°~30°. En las brocas de diámetro pequeño se utilizan ángulos menores para mejorar la resistencia.
El ángulo de hélice no es constante en los diferentes diámetros exteriores de la broca, sino que disminuye gradualmente desde el borde exterior hacia el centro. El ángulo de hélice se representa generalmente por el valor en el borde exterior.
El ángulo del filo de cincel es el ángulo entre el filo de cincel y la sección axial paralela M-M del filo de corte principal. Su tamaño está relacionado con el tamaño del ángulo de alivio. Cuando el ángulo de alivio de la broca aumenta después del afilado, el ángulo del filo del cincel se hace más pequeño, y correspondientemente, la longitud del filo del cincel se hace más larga. Por lo tanto, al rectificar una broca helicoidal, el ángulo del borde del cincel se puede utilizar para juzgar si el ángulo de alivio cerca del núcleo de la broca está rectificado correctamente. El ángulo del borde del cincel de una broca espiral estándar es ψ = 50°~55°.
El objetivo del rectificado de brocas es volver a dar la forma geométrica correcta a las piezas de corte desafiladas o dañadas, o cuando cambia el material de la pieza de trabajo, también es necesario volver a rectificar las piezas de corte y los ángulos de la broca para mantener un buen rendimiento de corte.
La parte cortante de la broca influye directamente en la calidad y la eficacia de la perforación. Las brocas del mismo material y especificaciones pueden tener una vida útil, eficiencia y precisión mucho mayores cuando las rectifican trabajadores experimentados.
Después de afilar una broca espiral, compruebe si el ángulo de punta 2φ es correcto, y la longitud y la altura de los dos filos de corte deben ser iguales para garantizar la perforación vertical. Compruebe si el ángulo de desahogo αo en el borde exterior y el centro de la broca cumple los requisitos. Durante el rectificado, para evitar el templado del filo de corte, la broca debe enfriarse frecuentemente en agua para mantener la dureza de la pieza de corte.
Para adaptarse al taladrado de distintos materiales y satisfacer diferentes requisitos de taladrado, así como para mejorar el rendimiento de la broca, es necesario modificar la forma de la parte cortante de la broca. La modificación de las brocas helicoidales se muestra en la Figura 18.
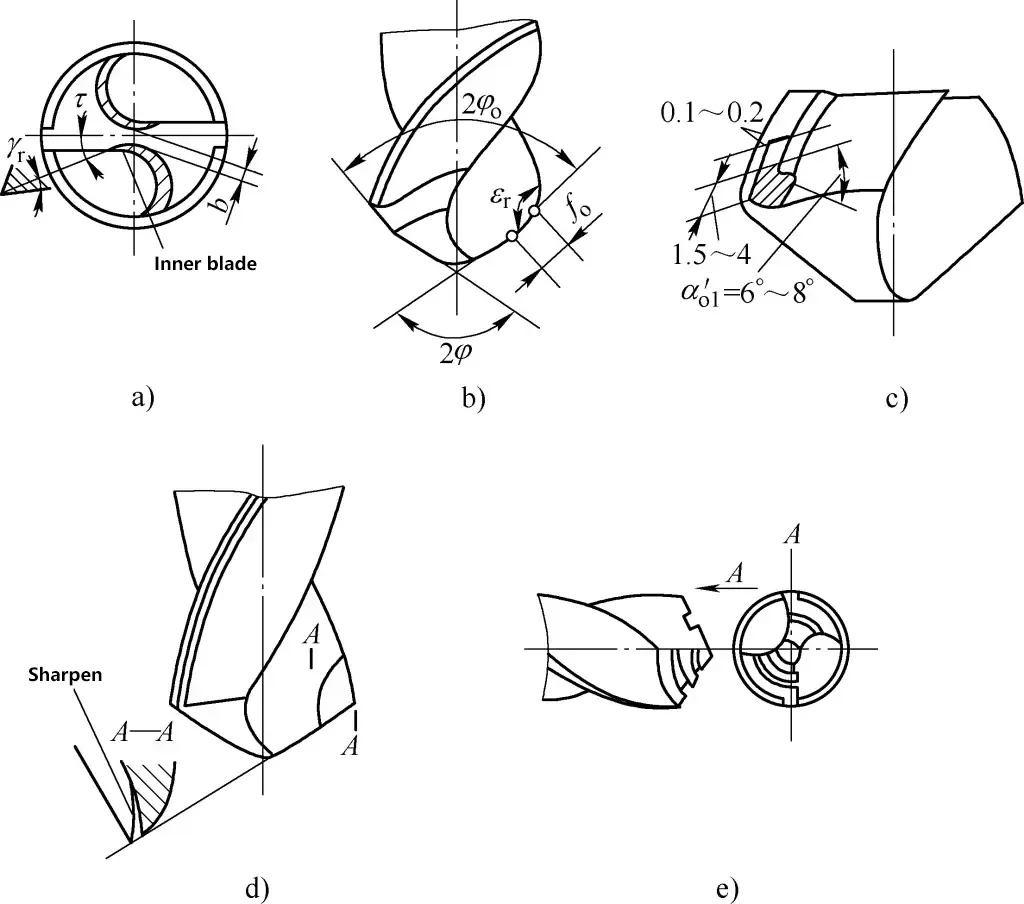
a) Modificación del filo del cincel
b) Modificar el ángulo del punto
c) Modificación del borde
d) Modificación de la cara de rastrillo
e) Creación de surcos rompevirutas
(El propósito es acortar el filo del cincel, aumentando el ángulo de inclinación cerca del centro de la broca. Generalmente, las brocas con diámetros superiores a 5 mm necesitan que se rectifiquen sus bordes de cincel. Después del rectificado, la longitud del borde del cincel debe ser de 1/3 a 1/5 de la longitud original, formando un borde interior con un ángulo de inclinación τ=20°~30°, y un ángulo de desprendimiento γτ=0°~15° en el filo interior. Tras afilar el filo del cincel, mejoran las condiciones de corte y se refuerza la acción de centrado.
(Véase la figura 18b) En general, el ángulo puntual 2φo=70°~75°, fo=0,2D (D es el diámetro del agujero).
(Ver Figura 18c) En una sección del margen cerca del filo de corte principal, esmerile un ángulo de juego secundario de 6°~8° conservando de 1/3 a 1/2 del ancho del margen original para reducir la fricción y mejorar la vida útil de la broca.
(Ver Figura 18d) Esmerile una porción de la cara de rastrillo en la intersección de los filos de corte principal y secundario para reducir el ángulo de rastrillo en esta área, mejorar la resistencia del filo de corte, y prevenir la desviación de la broca.
(Véase la figura 18e) Tras el ranurado, las virutas anchas se vuelven más estrechas, lo que facilita su evacuación.
Durante el proceso de corte, las brocas generan una gran cantidad de calor, lo que puede provocar fácilmente que el filo de corte se recueza, causando graves daños y la pérdida de la capacidad de corte. Al perforar, para reducir la temperatura de corte, aumentar el rendimiento de la lubricación, mejorar la vida útil de la broca, la calidad del agujero y la eficiencia, se debe seleccionar el fluido de corte adecuado en función de las propiedades del material de la pieza de trabajo.
El líquido de corte debe aplicarse de forma continua desde el momento en que la broca penetra en el metal. Excepto al taladrar hierro fundido y agujeros de pequeño diámetro, en general debe utilizarse líquido de corte para todos los demás materiales. Al utilizar líquido de corte, éste debe aplicarse en el interior del agujero, donde se produce la acción de corte. Consulte la Tabla 5 para la selección del fluido de corte en la perforación.
Tabla 5 Selección del fluido de corte para perforación
| Material de la pieza para taladrar | Líquido de corte |
| Acero al carbono, acero fundido, fundición maleable | 3%~5% emulsión o aceite de máquina |
| Acero aleado | Aceite de corte sulfurizado o emulsión 3%~5% |
| Fundición general | Sin líquido de corte |
| Fundición refrigerada | Queroseno |
| Latón y bronce | Sin fluido de corte ni emulsión 5%~8% |
| Aluminio y aleaciones de aluminio | Sin líquido de corte ni emulsión |
| Caucho duro, baquelita, tablero de fibras | Sin líquido de corte |
| Aleación de magnesio | 4% agua salada |
| Acero inoxidable | Jabón 3% más solución acuosa de aceite de linaza 2% o fluido de corte sulfurizado |
| Acero para herramientas | 3%~5% emulsión o aceite de máquina |
1) Elementos de corte
① Velocidad de corte v.
La velocidad lineal de un punto del diámetro exterior de la broca giratoria se denomina velocidad de corte (velocidad primaria de movimiento). Se puede calcular mediante la siguiente fórmula:
v=πDn/1000
Dónde:
Basándonos en la fórmula anterior, podemos derivar:
n=1000v/(πD)=318.3v/D
② Velocidad de avance f.
La distancia que la broca se desplaza hacia abajo en cada revolución se denomina avance y se mide en mm/r.
2) Selección de los parámetros de corte
Los parámetros de corte se refieren a la velocidad de corte y el avance. La velocidad de corte está relacionada con las propiedades del material de la pieza de trabajo, el diámetro de la broca, el material de la broca, la velocidad de avance y el lubricante refrigerante. Las velocidades de corte más altas aumentan la eficiencia, pero deben ser adecuadas.
Una velocidad de corte excesiva puede provocar un aumento de la temperatura de la broca, con el consiguiente recocido y daños en el filo de corte. La velocidad de avance también debe ser la adecuada, seleccionada en función de factores como las propiedades del material de la pieza. Si la velocidad de avance es demasiado alta, el filo de corte puede dañarse o la broca puede romperse.
Los parámetros de corte para taladrar suelen seleccionarse en función de la experiencia. En general, para orificios pequeños, utilice velocidades más altas y avances más bajos; para orificios grandes, utilice avances más altos. Para materiales duros, utilice velocidades más lentas y avances más bajos; para materiales blandos, utilice velocidades más altas y avances más altos. Si se utilizan brocas pequeñas en materiales duros, puede ser conveniente reducir la velocidad. Consulte la Tabla 6 para la selección de los parámetros de corte para el taladrado.
Tabla 6 Velocidades de corte y avances para brocas de alta velocidad que taladran acero al carbono (con fluido de corte)
| Avance f/(mm/r) | Diámetro de perforación d/mm | ||||||||||
| 2 | 4 | 6 | 10 | 14 | 20 | 24 | 30 | 40 | 50 | 60 | |
| Velocidad de corte v/(m/min) | |||||||||||
| 0.05 | 46 | - | - | - | - | - | - | - | - | - | - |
| 0.08 | 32 | - | - | - | - | - | - | - | - | - | - |
| 0.10 | 26 | 42 | 49 | - | - | - | - | - | - | - | - |
| 0.12 | 23 | 36 | 43 | - | - | - | - | - | - | - | - |
| 0.15 | - | 31 | 36 | 38 | - | - | - | - | - | - | - |
| 0.18 | - | 26 | 31 | 35 | - | - | - | - | - | - | - |
| 0.20 | - | - | 28 | 33 | 38 | - | - | - | - | - | - |
| 0.25 | - | - | - | 30 | 34 | 35 | 37 | - | - | - | - |
| 0.30 | - | - | - | 27 | 31 | 31 | 34 | 33 | - | - | - |
| 0.35 | - | - | - | - | 28 | 29 | 31 | 30 | - | - | - |
| 0.40 | - | - | - | - | 26 | 27 | 29 | 29 | 30 | 30 | - |
| 0.45 | - | - | - | - | - | 26 | 27 | 27 | 28 | 29 | 27 |
| 0.50 | - | - | - | - | - | - | 26 | 26 | 26 | 27 | 26 |
| 0.60 | - | - | - | - | - | - | - | 24 | 24 | 25 | 25 |
| 0.70 | - | - | - | - | - | - | - | - | 23 | 23 | 23 |
| 0.80 | - | - | - | - | - | - | - | - | - | 21 | 22 |
| 0.90 | - | - | - | - | - | - | - | - | - | - | 21 |
El uso de un escariador para agrandar los orificios existentes en las piezas se denomina escariado. La finalidad del escariado es reducir el impacto del procesamiento único y mejorar la precisión del orificio procesado. El escariado se utiliza generalmente como preparación para el mandrinado.
Generalmente, para agujeros con un diámetro D>30mm, primero se taladra con una broca 0,5~0,7mm más pequeña que el diámetro del agujero, y luego se escaria. Para agujeros con mayores requisitos, el escariado puede hacerse dos veces para mejorar la calidad.
La estructura de un escariador es similar a la de una broca helicoidal, equivalente a aplanar el extremo de una broca helicoidal (eliminando el filo del cincel). Los escariadores suelen tener 3-4 filos de corte, por lo que tienen un mejor rendimiento de guiado, garantizan una dirección de escariado correcta y pueden alcanzar valores de rugosidad superficial menores, como se muestra en la Figura 19.

El uso del método de avellanado para procesar avellanados (o resaltes) de fondo plano o cónico se denomina avellanado. Las principales herramientas utilizadas para el avellanado son los avellanadores cilíndricos, los avellanadores cónicos y las fresas de refrentar, como se muestra en la Figura 20.
a) Avellanado cónico
b) Contrataladro cilíndrico
c) Fresadora frontal
El filo de corte de su cara frontal desempeña la función de corte principal. El ángulo de desprendimiento y el ángulo de hélice del avellanador son iguales, generalmente de 15°, y el ángulo de separación suele ser de 8°. El filo de corte del círculo exterior sirve para pulir la pared del agujero, con un ángulo de separación secundario generalmente de 8°. El extremo delantero del avellanador es un pilar guía, que puede garantizar el centrado y el guiado.
Un avellanador cilíndrico de uso más común tiene bordes de corte de carburo cementado, y el pilar guía puede girar con respecto al centro. Dado que no hay deslizamiento relativo entre el pilar guía y la pieza de trabajo, no dañará el orificio de la pieza de trabajo durante el corte.
Su ángulo cónico tiene cuatro tipos: 60°, 75°, 90° y 120°, que pueden seleccionarse según los requisitos de la pieza de trabajo, siendo 90° el más utilizado. El diámetro del extremo grande d del cono es de 12~60mm, y el número de dientes es generalmente de 4~12. Los avellanadores cónicos también se pueden modificar a partir de brocas helicoidales, pero el efecto no es tan bueno como los avellanadores cónicos dedicados.
La vibración se produce fácilmente durante el avellanado, por lo que debe prestarse atención durante el proceso: los avellanados modificados a partir de brocas helicoidales deben ser lo más cortos posible y, al rectificarlos, debe procurarse que los dos filos de corte tengan la misma longitud y ángulos simétricos; el ángulo de separación y el ángulo de desprendimiento en el borde exterior del avellanado deben reducirse adecuadamente.
La velocidad de corte debe ser menor que al taladrar. Las velocidades más altas provocan vibraciones más intensas. Para evitarlo, la velocidad de corte para el avellanado debe mantenerse a 1/3~1/2 de la velocidad de taladrado. Generalmente, se adopta el avance manual, con una retirada más lenta. Durante el funcionamiento, se puede añadir un poco de aceite de máquina al pilar guía y a la superficie de corte para lubricarlos. Estas medidas pueden reducir la vibración y mejorar la calidad del avellanado.
Para mejorar la precisión de los agujeros y reducir la rugosidad superficial de las paredes de los agujeros, el uso de un escariador para el mecanizado fino se denomina escariado. El escariado se utiliza ampliamente en piezas mecánicas. Algunos agujeros requieren alta precisión y bajos valores de rugosidad superficial, muchos de los cuales necesitan ser procesados por escariadores. El escariado es más fácil de garantizar la precisión y tiene una mayor eficiencia en comparación con otros métodos de procesamiento, especialmente adecuado para el procesamiento de agujeros pequeños y agujeros cónicos con requisitos de alta precisión.
Los escariadores se dividen en escariadores de máquina y escariadores manuales según su método de uso, como se muestra en la figura 21. Las principales diferencias entre los escariadores a máquina y los escariadores manuales son: los primeros tienen una parte de trabajo más corta, menos dientes y un mango más largo; los segundos, lo contrario. Según los diferentes usos, los escariadores pueden dividirse en escariadores cilíndricos y escariadores cónicos. Los escariadores cilíndricos se dividen a su vez en escariadores fijos y escariadores ajustables.
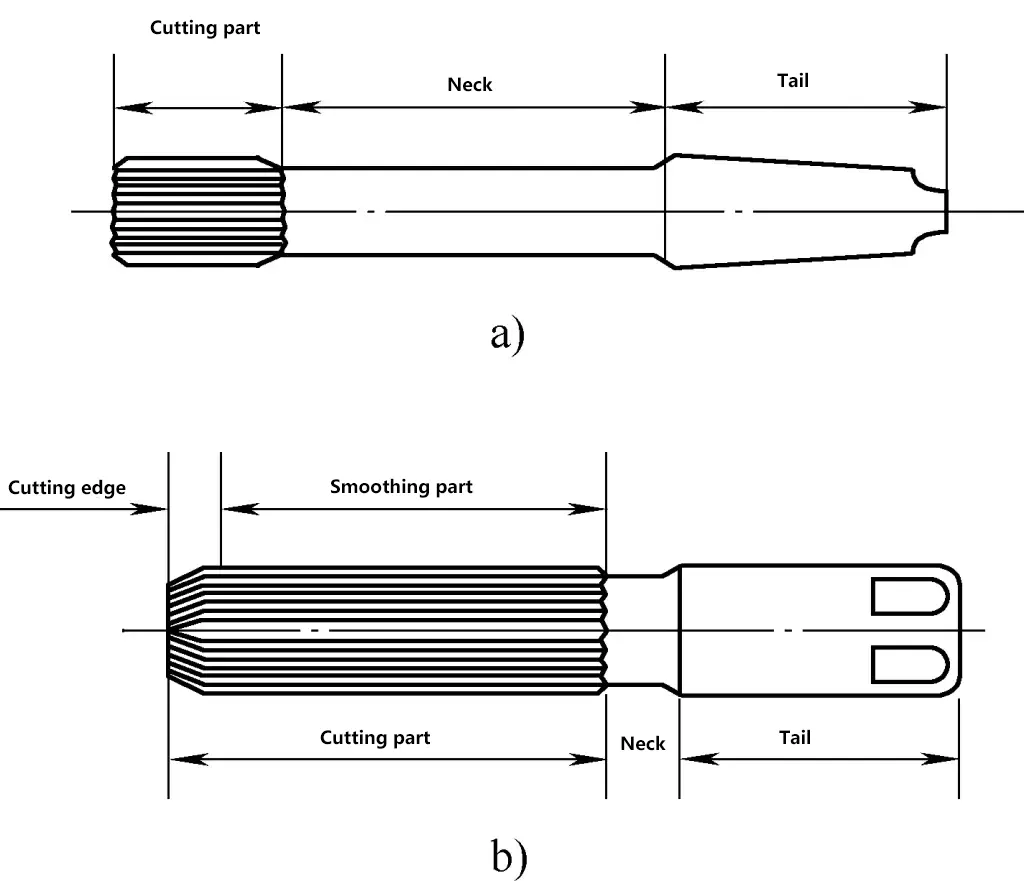
a) Máquina escariadora
b) Escariador manual
Un escariador es una herramienta de corte de múltiples filos, y su estructura consta principalmente de parte cortante, cuello y cola. El número de dientes oscila entre 4 y 12 en función del diámetro del escariador.
La forma del filo de corte es en cuña. Debido a que su cantidad de corte es muy pequeña, el ángulo de desprendimiento es de 0°, cumpliendo una función de raspado. Si se requiere una alta precisión, se puede cambiar a un ángulo de desprendimiento negativo. El ángulo de rastrillo es generalmente de -5° a 0°. El ángulo de separación no debe ser demasiado grande, ya que está relacionado con la resistencia del filo de corte (cuanto menor sea el ángulo de separación, mayor será la resistencia). Generalmente, el ángulo de separación es de 8° para escariar materiales duros y de 5° para materiales quebradizos.
Para una medición precisa, el número de filos de corte es siempre par, pero distribuido de forma desigual para garantizar un corte suave y estable del escariador y evitar marcas de vibración en la pared del agujero. En la figura 22 se muestran los filos de corte del escariador. La parte pulidora del escariador sirve para asegurar el centrado del escariador, pulir la pared del agujero y actuar como parte rectificada. La parte superior de los dientes del escariador tiene una banda de borde de 0,3~0,5 mm de ancho para alinear la posición del agujero.
a) Filo de corte con ángulo de desprendimiento de viruta de 0
b) Filo de corte con ángulo de desprendimiento negativo
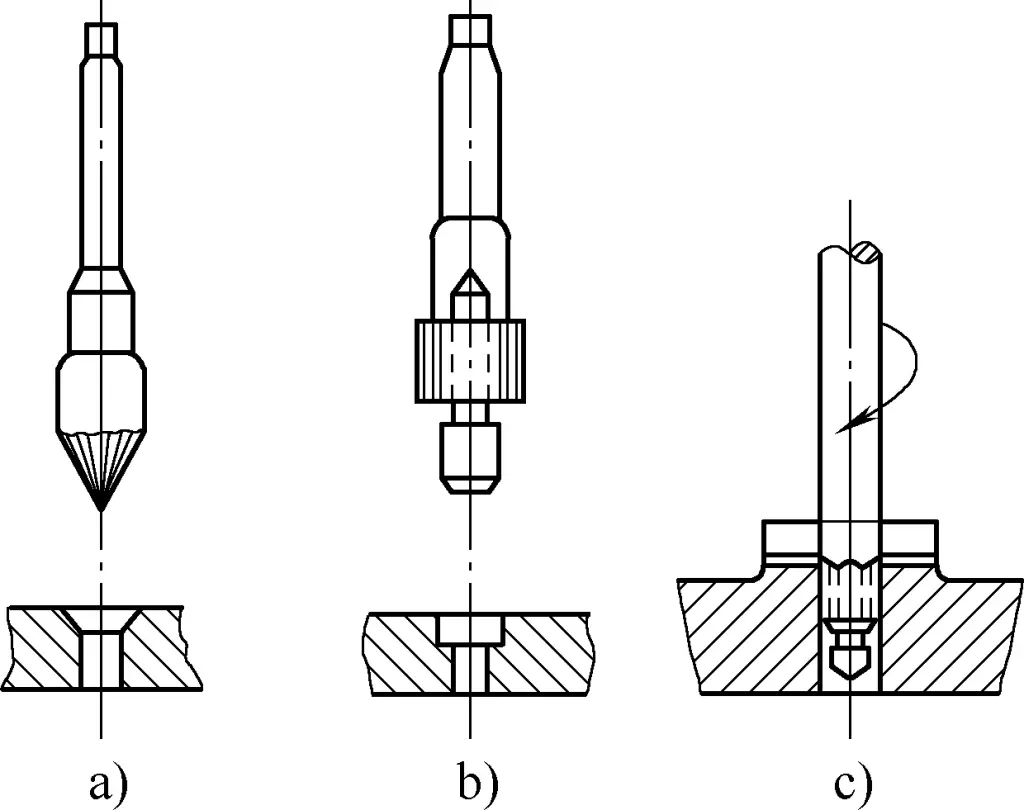
Una barra escariadora es una herramienta para el escariado manual, siendo de uso común el tipo ajustable. Durante el proceso, la cola del mango del escariador se coloca firmemente, y la espiga cuadrada se sujeta en el agujero cuadrado de la barra escariadora. La barra escariadora se gira para hacer girar el escariador. El agujero cuadrado de este tipo de barra escariadora es ajustable, es decir, girando el mango móvil, el deslizador se mueve hacia adelante y hacia atrás, expandiendo o contrayendo el agujero cuadrado para acomodar cabezas cuadradas escariadoras de diferentes tamaños.
El proceso previo al escariado debe dejar un cierto margen de mecanizado para el escariado. La tolerancia de mecanizado del escariado debe ser la adecuada para que la pared del agujero escariado sea lisa. Si la tolerancia es demasiado grande, puede causar fácilmente desgaste en el escariador, afectando la rugosidad de la superficie y la precisión del agujero, y también puede resultar en una forma poligonal. Por lo tanto, se debe dejar una tolerancia de escariado razonable.
El tamaño del margen de escariado es generalmente el siguiente: Si se utiliza un escariador para escariar el agujero en una sola pasada, y el diámetro del agujero es inferior a 20 mm, la tolerancia de escariado es de 0,1~0,2 mm. Si el escariado grueso y el escariado fino se utilizan para escariar el agujero en dos pasadas, para diámetros de agujero de 5~80mm, la tolerancia de escariado grueso es de 0.25~0.5mm, y la tolerancia de escariado fino es de 0.05~0.15mm.
Cuando el escariador está trabajando, hay mucha fricción entre su cara posterior y la pared del agujero, por lo que se debe utilizar líquido de corte durante el escariado. Esto puede reducir la fricción, garantizar un menor valor de rugosidad superficial para la superficie del agujero, evitar que el escariador se expanda debido al calor y aumente el diámetro del agujero, y también puede prolongar la vida útil del escariador. El fluido de corte utilizado para el escariado es el mismo que para el taladrado.
En cualquier máquina se pueden encontrar varios tipos de roscas. Algunas de estas roscas se tornean en máquinas herramienta, mientras que otras se laminan. Las roscas de precisión pueden fresarse en centros de mecanizado o incluso rectificarse en rectificadoras de roscas. Además del procesamiento mecánico, los montadores suelen utilizar el roscado manual en trabajos de montaje y mantenimiento. El roscado a rosca suele ser adecuado para procesar roscas ordinarias con diámetros relativamente pequeños.
El uso de un macho de roscar para procesar roscas internas se denomina roscado. Antes de introducir el roscado, primero presentaremos la estructura, los tipos y los diversos elementos de las roscas, así como las normas para las roscas ordinarias que los instaladores encuentran con frecuencia.
Si se envuelve un triángulo rectángulo de papel alrededor de cualquier cuerpo cilíndrico, como se muestra en la figura 23, donde la longitud de uno de los lados rectángulos (lado AB) del triángulo rectángulo de papel es igual a la circunferencia del círculo base del cuerpo cilíndrico, entonces la hipotenusa (lado AC) forma una curva en la superficie del cuerpo cilíndrico. Esta curva se denomina hélice.
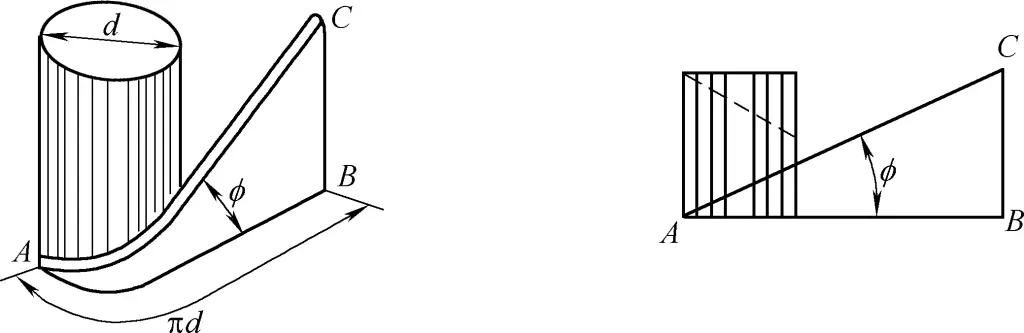
La distancia entre el punto inicial y el punto final de la hélice después de una rotación completa (es decir, la longitud del lado rectángulo BC) se llama ventaja. El ángulo de elevación de la hélice (el ángulo φ entre el lado rectángulo AB y la hipotenusa AC) se denomina ángulo de la hélice (ángulo de avance). El mecanizado de una ranura de una forma determinada a lo largo de la hélice forma una rosca de una forma determinada en la superficie cilíndrica.
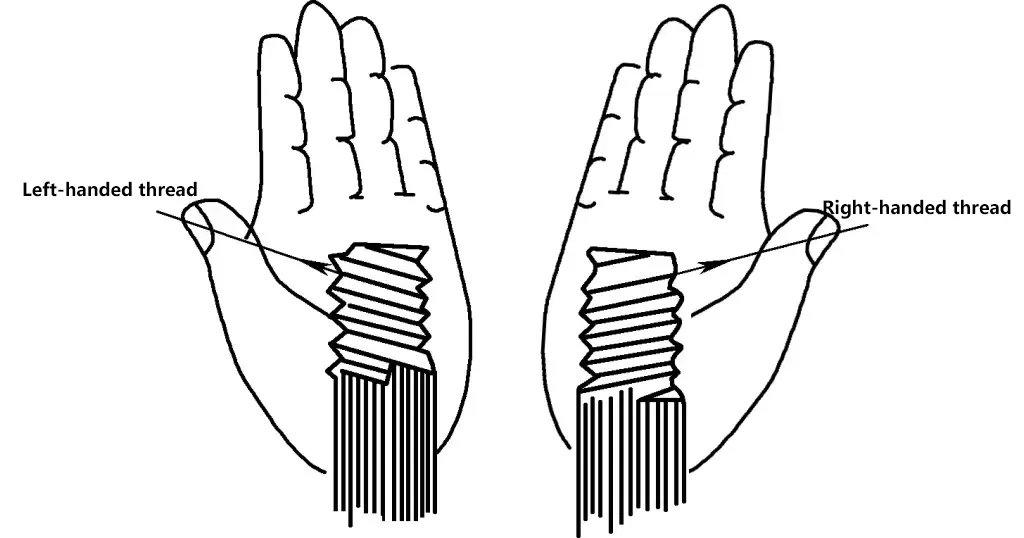
Según el sentido de arrollamiento de la rosca sobre la superficie cilíndrica, las roscas pueden clasificarse en derechas (rosca positiva) o izquierdas (rosca negativa). Una rosca que sube de izquierda a derecha se denomina rosca a derechas y se enrosca en el sentido de las agujas del reloj; lo contrario se denomina rosca a izquierdas, como se muestra en la figura 24. Dependiendo de los distintos usos, el número de líneas de rosca en la superficie cilíndrica puede ser simple, doble o múltiple. Cuantas más líneas de rosca, mayor será la velocidad de transmisión.
1) Elementos de rosca
Los elementos de la rosca incluyen la forma de la rosca, el diámetro mayor, el paso, el avance, el número de arranques, la tolerancia y el sentido de giro. Las roscas se mecanizan en función de estos elementos.
2) Forma del hilo
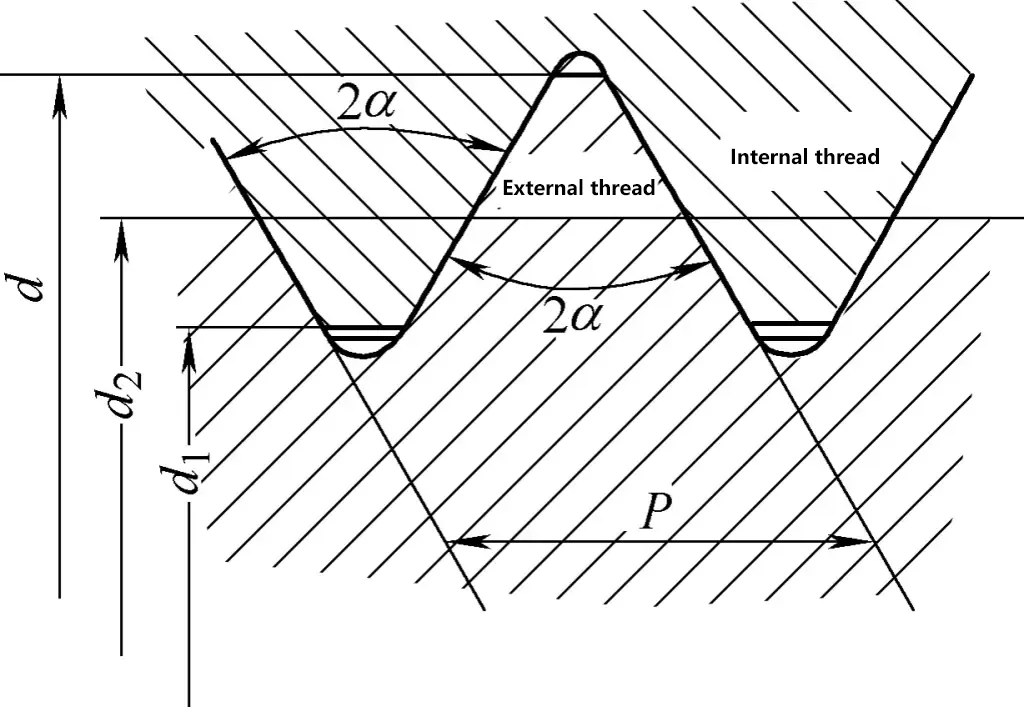
La forma de la rosca se refiere a la forma en la sección axial de la rosca, como se muestra en la figura 25.
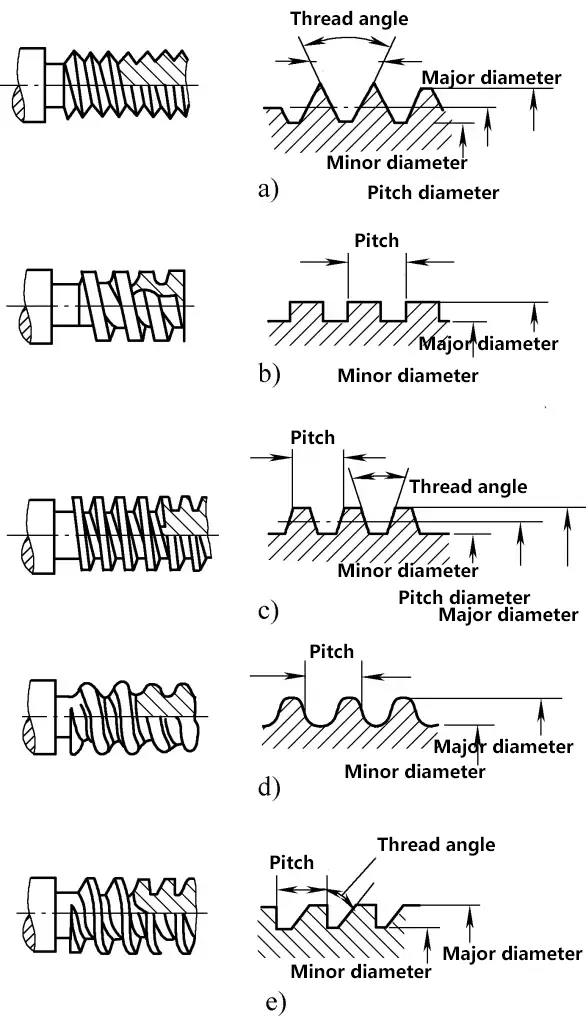
a) Hilo conductor
b) Rosca cuadrada
c) Rosca trapezoidal
d) Rosca redondeada
e) Rosca de contrafuerte
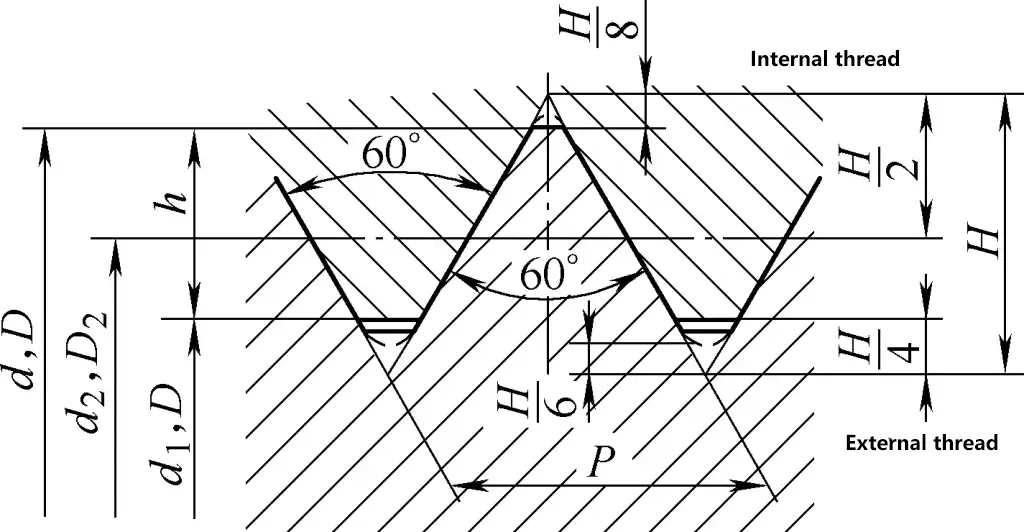
3) Dimensiones principales de las roscas
Tomando como ejemplo las roscas comunes, las principales dimensiones de las roscas se muestran en las figuras 26 y 27.
1) Gama de aplicaciones de rosca
2) Designación de las roscas
Cada tipo de rosca tiene una designación estándar específica.
① Hilos ordinarios.
El ángulo de rosca es de 60° y la unidad de medida es el mm. Se dividen en roscas gruesas y finas, con la diferencia de que las roscas ordinarias finas tienen un paso menor que las roscas ordinarias gruesas del mismo diámetro mayor. GB/T 197-2003 especifica los grados de tolerancia de las roscas como fina, media y gruesa. En los casos siguientes, las roscas de precisión media no llevan marcada la designación de su clase de tolerancia.
② Roscas de tubo.
El ángulo de la rosca es de 55° o 60°, y se representa mediante una designación de tamaño. Por ejemplo, Rp3/4 indica una rosca interior cilíndrica derecha de 55° con una designación de tamaño de 3/4.
③ Designaciones de rosca estándar.
De acuerdo con las normas nacionales, las designaciones de roscas estándar incluyen el código característico de la rosca, la designación del tamaño, la designación de la clase de tolerancia, la designación de la dirección de la rosca y la designación de la longitud de acoplamiento de la rosca. En la tabla 7 se muestran ejemplos de designaciones y notaciones de roscas estándar.
Tabla 7 Designaciones de roscas estándar y ejemplos de notación
| Tipo de hilo | Característica Código | Ejemplo de designación | Ejemplo de descripción |
| Rosca gruesa ordinaria | M | M10 | Rosca ordinaria gruesa, diámetro nominal 10 mm, clase de tolerancia 6g |
| Hilo ordinario fino | M | M10×1 | Rosca fina ordinaria, diámetro nominal 10mm, paso 1mm, clase de tolerancia 6g |
| Rosca trapezoidal | Tr | Tr40×14(P7)LH | Rosca trapezoidal, diámetro nominal 40mm, paso 14mm, paso 7mm, izquierda |
| Rosca de contrafuerte | B | B70×10 | Rosca de contrafuerte, diámetro nominal 70 mm, paso 10 mm |
| Rosca interior cónica de 55 | Rc | Rc3/4 | Rosca interior cónica de 55°, designación de tamaño 3/4 |
| 55° Rosca interior cilíndrica | Rp | 5/8 rupias | 55° Rosca interior cilíndrica, designación de tamaño 5/8 |
| Rosca exterior cónica de 55 | R | R11 | 55° Rosca exterior cónica, designación de tamaño 1 |
Las roscas no estándar y las roscas especiales (como las roscas cuadradas) no tienen designaciones especificadas; los elementos de la rosca suelen marcarse en el plano de la pieza (plano ampliado del perfil de la rosca).
Las roscas ordinarias gruesas y finas que suelen encontrarse en las operaciones de roscado de los instaladores se muestran en la tabla 8 con sus parámetros correspondientes.
Tabla 8 Diámetros nominales y pasos de rosca ordinarios (unidad: mm)
| Diámetro nominal d, D | Paso P | |
| Grueso | Fino | |
| 3 | 0.5 | 0.35 |
| 4 | 0.7 | 0.5 |
| 5 | 0.8 | 0.5 |
| 6 | 1 | 0.75 |
| 8 | 1.25 | 1, 0.75 |
| 10 | 1.5 | 1.25, 1, 0.75 |
| 12 | 1.75 | 1.5, 1.25, 1 |
| 16 | 2 | 1.5, 1 |
| 20 | 2.5 | 2, 1.5, 1 |
| 24 | 3 | 2, 1.5, 1 |
| 30 | 3.5 | 2, 1.5, 1 |
| 36 | 4 | 3, 2, 1.5 |
| 42 | 4.5 | 3, 2, 1.5 |
| 48 | 5 | 3, 2, 1.5 |
| 56 | 5.5 | 4, 3, 2, 1.5 |
| 64 | 6 | 4, 3, 2, 1.5 |
Para determinar las dimensiones y especificaciones de la rosca, es necesario medir el diámetro mayor, el paso y el perfil de la rosca para el procesamiento y la inspección de calidad. Entre los métodos habituales de medición de roscas se incluyen:
Un macho de roscar consta de una porción roscada (incluyendo chaflán y tierra), canales, cuello y vástago, tal y como se muestra en la figura 28. La parte roscada del macho es de acero rápido o aleado y se endurece mediante tratamiento térmico.
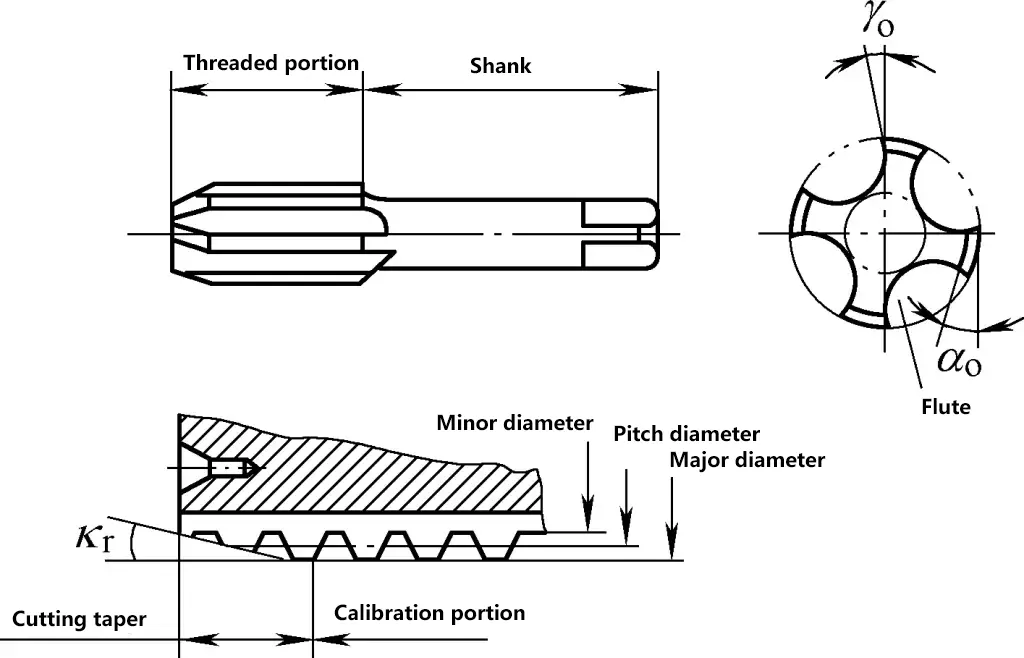
1) Chaflán
Es la parte cónica en la parte delantera del grifo con bordes de corte afilados, que sirve como la sección de corte principal. El ángulo de inclinación del filo de corte es de 8° a 10°, y el ángulo de alivio es de 4° a 6°.
2) Terreno
Determina el diámetro del agujero roscado, acaba la superficie de la rosca, guía el movimiento axial del macho y sirve de reserva para el reafilado. Su ángulo de alivio es de 0°.
3) Flautas
Sirven para alojar y extraer virutas y formar filos de corte. Los machos comunes tienen 3 ó 4 canales.
4) Vástago
Su forma y función son las mismas que las de un escariador manual.
1) Grifos manuales
Los grifos manuales suelen venir en juegos de dos o tres. Si tomamos como ejemplo un juego de machos de roscar cónicos, puede dividirse en machos de roscar cónicos, de segunda y de fondo. Cada macho tiene un ángulo de chaflán diferente, y el diámetro mayor de la tierra también varía.
① Juego de grifería de tres piezas
El macho cónico tiene un ángulo de chaflán de 4° a 5°, con 5 a 7 roscas incompletas en el chaflán, completando 60% del trabajo de corte total; el segundo macho tiene un ángulo de chaflán de 10° a 15°, con 3 o 4 roscas incompletas en el chaflán, completando 30% del trabajo de corte total.
El ángulo de corte del cono fino es de 18° a 23°, con 1 ó 2 roscas incompletas en el cono de corte, completando 10% del trabajo de corte total. Dado que el juego de machos de tres piezas corta las roscas en tres pasadas, el volumen total de corte se divide en tres partes, reduciendo así el área de corte y la resistencia, facilitando el roscado y dando como resultado superficies de rosca más lisas. También evita la rotura del macho de roscar y los daños en los filos de corte.
② Juego de grifería de dos piezas
El ángulo de corte del cono principal es de 7°, con unas 6 roscas incompletas; el ángulo de corte del segundo cono es de 20°, con unas 2 roscas incompletas.
③ Aplicación
Normalmente, para roscar de M6 a M12, un juego tiene dos machos; para roscar por debajo de M6 y por encima de M24, un juego tiene tres machos. Esto se debe a que los machos para roscas pequeñas tienen menor resistencia y son propensos a romperse, por lo que se suministran tres; mientras que los machos para roscas grandes tienen una gran carga de corte y requieren un corte gradual en varias pasadas, por lo que también se fabrican en juegos de tres. Los machos para roscas estándar de paso fino vienen en juegos de dos, independientemente de las especificaciones de tamaño.
2) Machos de roscar
Se dividen a su vez en machos de rosca recta y machos de rosca cónica. Los machos de roscar rectos tienen una parte operativa más corta y vienen en juegos de dos; los machos de roscar cónicos son piezas individuales, pero los tamaños más grandes también pueden venir en juegos de dos. Los machos de roscar se utilizan para cortar roscas en accesorios de tuberías y aplicaciones similares.
3) Grifos de máquina
Los machos de roscar se utilizan para el roscado mecánico. Para facilitar la sujeción, el vástago del macho es más largo. Generalmente, los machos de roscar a máquina son de una sola pieza, completando el roscado en una sola pasada. Tienen un ángulo cónico de corte mayor y son más largos, por lo que son adecuados para roscar agujeros largos, pero no para agujeros poco profundos. Los machos de roscar a máquina también pueden utilizarse para el roscado manual.
Cuando se utilizan machos de roscar manuales para roscar, es esencial utilizar una llave de macho de roscar para sujetar el macho. Las llaves de macho de roscar se dividen en dos categorías: llaves de macho de roscar normales y llaves de macho de roscar con mango en T. Cada tipo se divide a su vez en llaves de macho de roscar fijas y ajustables. Cada tipo se divide a su vez en llaves fijas y ajustables.
1) Llaves fijas
Estas llaves de macho de roscar tienen mangos en ambos extremos y un agujero cuadrado en el centro que se adapta a un tamaño de macho de roscar. Dado que el tamaño del orificio cuadrado es fijo, no sirve para varios tamaños de machos de roscar. Cuando las utilice, elija diferentes especificaciones de llaves de macho de roscar en función del tamaño del macho de roscar.
La ventaja de este tipo de llave macho es que es fácil de fabricar. Basta con taladrar un agujero en un trozo de barra de hierro y limarlo para obtener un agujero cuadrado del tamaño deseado. Es adecuada para roscar con frecuencia un tamaño específico.
2) Llaves ajustables
El tamaño del orificio cuadrado de este tipo de llave para machos de roscar puede ajustarse para adaptarse a diferentes tamaños de machos de roscar, lo que resulta muy cómodo de usar.
En la tabla 9 se muestran las especificaciones habituales de las llaves de macho.
Tabla 9 Especificaciones comunes de las llaves de macho (unidad: mm)
| Diámetro del grifo | ≤6 | 8-10 | 12-14 | ≥16 |
| Longitud de la llave | 150-200 | 200-250 | 250-300 | 400-450 |
3) Llaves de macho con mango en T
Este tipo de llave de macho se suele utilizar con machos de roscar más pequeños. Cuando se rosca cerca de un escalón de la pieza de trabajo o dentro de una caja, donde una llave de macho normal podría golpear la pieza de trabajo, se utiliza una llave de macho con mango en T. Las llaves de macho de roscar pequeñas con mango en T suelen ser fijas y se utilizan para roscar M6 e inferiores. La longitud de la llave macho se determina en función de los requisitos de la pieza de trabajo.
Al roscar, el macho de roscar tiene efectos tanto de corte como de extrusión sobre el metal. Si el diámetro del orificio de la raíz de la rosca es igual al diámetro menor de la rosca, puede provocar que el metal agarre el macho de roscar, con el consiguiente daño y rotura del mismo.
Por lo tanto, el diámetro de la broca para el orificio de la raíz de la rosca debe ser ligeramente mayor que el diámetro menor de la rosca. Si es demasiado grande, resultará en roscas insuficientes y creará chatarra. La determinación del diámetro del agujero raíz está estrechamente relacionada con el material y puede determinarse consultando las Tablas 10-12.
Tabla 10 Diámetros de brocas para taladros de raíz de rosca común antes del roscado (unidad: mm)
| Diámetro nominal de la rosca d | Paso de rosca D | Diámetro de la broca | |
| Hierro fundido, bronce, latón | Acero, fundición maleable, cobre puro, Laminado | ||
| 2 | 0.4 | 1.6 | 1.6 |
| 0.25 | 1.75 | 1.75 | |
| 2.5 | 0.45 | 2.05 | 2.05 |
| 0.35 | 2.15 | 2.15 | |
| 3 | 0.5 | 2.5 | 2.5 |
| 0.35 | 2.65 | 2.65 | |
| 4 | 0.7 | 3.3 | 3.3 |
| 0.5 | 3.5 | 3.5 | |
| 5 | 0.8 | 4.1 | 4.2 |
| 0.5 | 4.5 | 4.5 | |
| 6 | 1 | 4.9 | 5 |
| 0.75 | 5.2 | 5.2 | |
| 8 | 1.25 | 6.6 | 6.7 |
| 1 | 6.9 | 7 | |
| 0.75 | 7.1 | 7.2 | |
| 10 | 1.5 | 8.4 | 8.5 |
| 1.25 | 8.6 | 8.7 | |
| 1 | 8.9 | 9 | |
| 0.75 | 9.1 | 9.2 | |
| 12 | 1.75 | 10.1 | 10.2 |
| 1.5 | 10.4 | 10.5 | |
| 1.25 | 10.6 | 10.7 | |
| 1 | 10.9 | 11 | |
| 14 | 2 | 11.8 | 12 |
| 1.5 | 12.4 | 12.5 | |
| 1 | 12.9 | 13 | |
| 16 | 2 | 13.8 | 14 |
| 1.5 | 14.4 | 14.5 | |
| 1 | 14.9 | 15 | |
| 18 | 2.5 | 15.3 | 15.5 |
| 2 | 15.8 | 16 | |
| 1.5 | 16.4 | 16.5 | |
| 1 | 16.9 | 17 | |
| 20 | 2.5 | 17.3 | 17.5 |
| 2 | 17.8 | 18 | |
| 1.5 | 18.4 | 18.5 | |
| 1 | 18.9 | 19 | |
| 22 | 2.5 | 19.3 | 19.5 |
| 2 | 19.8 | 20 | |
| 1.5 | 20.4 | 20.5 | |
| 1 | 20.9 | 21 | |
| 24 | 3 | 20.7 | 21 |
| 2 | 21.8 | 22 | |
| 1.5 | 22.4 | 22.5 | |
| 1 | 22.9 | 23 | |
Tabla 11 Diámetros de broca para orificios comunes de raíz de rosca recta de tubería antes del roscado
| Código de talla | Diámetro de la broca/mm |
| 1/8 | 8.8 |
| 1/4 | 11.7 |
| 3/8 | 15.2 |
| 1/2 | 18.9 |
| 3/4 | 24.4 |
| 1 | 30.6 |
| 11/4 | 41.6 |
| 11/2 | 45.1 |
Tabla 12 Diámetros de broca para orificios de raíz de rosca cónica de 55°, 60° antes del roscado
| Rosca cónica de 55 | Rosca cónica de 60 | ||||
| Código de talla | Número de hilos por 25,4 mm n | Diámetro de la broca/mm | Código de talla | Número de hilos por 25,4 mm n | Diámetro de la broca/mm |
| 1/8 | 28 | 8.4 | 1/8 | 27 | 8.6 |
| 1/4 | 19 | 11.2 | 1/4 | 18 | 11.1 |
| 3/8 | 19 | 14.7 | 3/8 | 18 | 14.5 |
| 1/2 | 14 | 18.3 | 1/2 | 14 | 17.9 |
| 3/4 | 14 | 23.6 | 3/4 | 14 | 23.2 |
| 1 | 11 | 29.7 | 1 | 11.5 | 29.2 |
| 11/4 | 11 | 38.3 | 11/4 | 11.5 | 37.9 |
| 11/2 | 11 | 44.1 | 11/2 | 11.5 | 43.9 |
| 2 | 11 | 55.8 | 2 | 11.5 | 56 |
1) Elija un mandril de seguridad adecuado para el roscado en función del material de la pieza, la profundidad de la rosca y el tamaño del macho.
2) Seleccione una velocidad de corte adecuada. Generalmente, los diámetros de macho más pequeños utilizan velocidades más altas; los diámetros de macho más grandes deben utilizar velocidades más bajas; los pasos de rosca más grandes deben utilizar velocidades más bajas. Se pueden utilizar los siguientes valores como referencia: materiales generales 6-15m/min; acero templado y revenido o acero más duro 5-15m/min; acero inoxidable 2-7m/min; fundición 8-10m/min.
3) Cuando el macho esté a punto de entrar en el orificio de la raíz de la rosca, avance lentamente para evitar dañar los dientes del macho. Cuando empiece a cortar, accione manualmente la palanca de avance, aplicando una presión uniforme para ayudar al macho a entrar en la pieza. Una vez que la parte cortante esté completamente engranada, deje de aplicar presión y deje que el macho de roscar avance por sí mismo para evitar cortar roscas defectuosas.
4) Al roscar a través de orificios, la parte de alineación del macho de roscar no debe sobresalir por completo, de lo contrario, si se invierte el macho de roscar hacia fuera se dañará la rosca.
5) Después de que el macho de roscar haya entrado en la pieza de trabajo, añada continuamente líquido de corte e invierta o retraiga con frecuencia el macho de roscar para eliminar las virutas.
6) Para roscas M16 y superiores, considere la posibilidad de utilizar métodos de roscado mecánico. Esto reduce el trabajo manual y produce roscas con una mejor perpendicularidad respecto a la superficie del orificio, lo que se traduce en una mayor calidad y eficiencia.
1) Taladre el orificio de la raíz.
Antes del roscado, taladre un orificio de raíz adecuado en la pieza, consulte las Tablas 10-12.
2) Biselado.
Después de taladrar, utilice un avellanador de 90° para achaflanar ambos lados de la abertura del orificio, haciendo que el diámetro máximo del chaflán sea igual al diámetro nominal de la rosca. Esto permite que el macho de roscar entre suavemente en la pieza y evita que los bordes de la rosca se astillen cuando el macho sale del orificio.
3) Sujete la pieza en un tornillo de banco.
Generalmente, las piezas de trabajo se sujetan en un tornillo de banco para el roscado, pero las piezas de trabajo más pequeñas pueden colocarse planas, sujetadas firmemente con la mano izquierda, mientras que la mano derecha utiliza el macho para roscar. Asegúrese de seleccionar una llave de macho adecuada en función del tamaño del cuadrado del vástago del macho.
4) Roscado con el cono de plomo.
Inserte el macho de corte en el orificio de la pieza, asegurándose de que el macho esté perpendicular a la superficie de la pieza. Compruebe y ajuste cuidadosamente. Cuando comience a cortar la rosca, aplique la presión adecuada con ambas manos y gire el macho de roscar en el sentido de las agujas del reloj (para roscas a derechas) hacia el interior del orificio.
Una vez que el filo de corte haya encajado, deje de aplicar presión con las manos y utilice únicamente una fuerza de rotación constante para roscar. Al roscar, aplique una fuerza equilibrada con ambas manos y gire suavemente. Después de cada 1/2 a 1 vuelta, invierta el macho de roscar 1/4 de vuelta para romper y eliminar las virutas, evitando que éstas se atasquen en los canales, lo que podría dañar o romper el macho de roscar.
5) Roscado con machos intermedios y de acabado.
Después de roscar con el macho cónico, utilice machos intermedios y de acabado para agrandar y acabar la rosca.
① En primer lugar, enrosque manualmente los machos intermedio y de acabado en la rosca cortada por el macho cónico para garantizar una guía adecuada. A continuación, utilice una llave de macho de roscar, siguiendo el método descrito anteriormente, girando hacia delante y hacia atrás hasta completar la rosca.
② Retire rápidamente las virutas del macho de roscar y del fondo del orificio. Al roscar agujeros profundos, agujeros ciegos o materiales de metal dúctil, retire con frecuencia el macho para eliminar las virutas tanto del macho como del fondo del agujero. Esto evita que el macho de roscar se atasque o se rompa en el orificio.
③ Utilizar correctamente el líquido de corte. Para mejorar la calidad de la superficie de la rosca y garantizar un buen rendimiento de corte del macho de roscar, consulte la Tabla 13 para seleccionar los fluidos de corte en función de los diferentes materiales y requisitos.
Tabla 13 Selección de fluidos de corte para roscado
| Material de la pieza | Líquido de corte |
| Hierro fundido | Queroseno o sin líquido de corte |
| Acero | Agua jabonosa, emulsión, aceite de máquina, aceite de soja, etc. |
| Bronce o latón | Aceite de colza o de soja |
| Cobre puro o aleación de aluminio | Queroseno, trementina, emulsión concentrada |
Cuando un grifo se rompe en el orificio, se pueden utilizar diferentes métodos para extraerlo dependiendo de la situación.
1) Si parte del macho de roscar roto sobresale del orificio, puede extraerse con unos alicates o sacándolo suavemente con un cincel afilado o un punzón central, tal como se muestra en la figura 29. Este método es adecuado para machos de roscar pequeños que no estén demasiado pegados.
Si el grifo roto está demasiado atascado y no se puede retirar con el método anterior, se puede soldar con gas una varilla doblada o una tuerca a la parte superior del grifo roto. A continuación, gire la varilla doblada o utilice una llave para girar la tuerca y extraer el grifo roto, como se muestra en la figura 30. Para grifos rotos más pequeños, se puede utilizar una varilla para soldar puede soldarse rápidamente por puntos al grifo, doblarse y utilizarse para extraerlo.
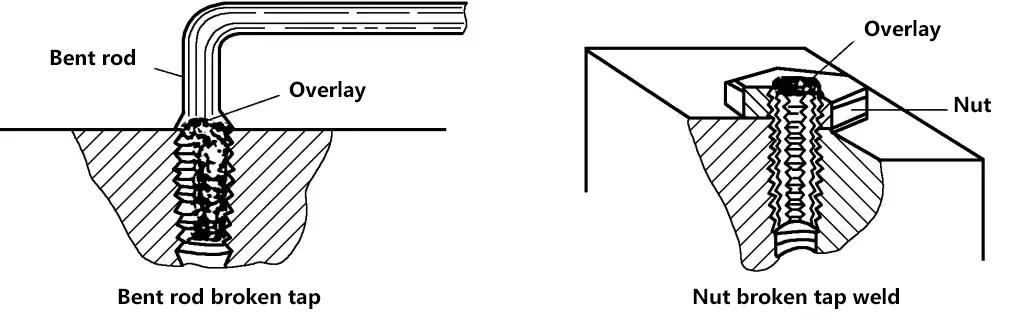
2) Cuando la parte rota del macho de roscar esté dentro del agujero, se pueden atornillar dos tuercas en el extremo cuadrado del macho de roscar roto. A continuación, introduzca varios trozos de alambre entre las estrías del macho de roscar y las tuercas. Utilice una llave para girar en sentido contrario a las agujas del reloj y extraer el macho de roscar roto, como se muestra en la figura 31. El diámetro del alambre depende del tamaño de los canales del macho de roscar. Cuando utilice este método para extraer el macho de roscar roto, aplique un lubricante como aceite lubricante.
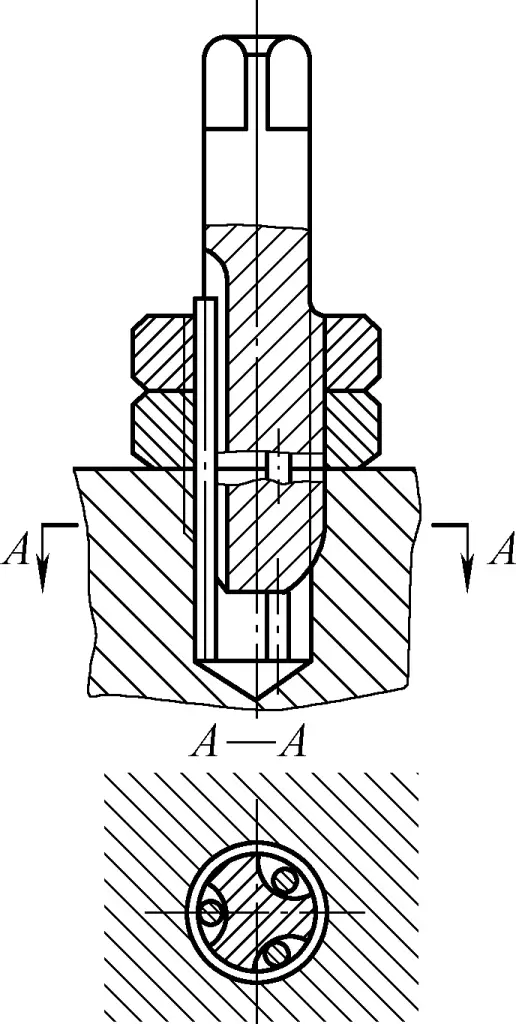
3) Si los métodos anteriores no consiguen eliminar el macho de roscar roto, y si las condiciones lo permiten, se puede utilizar el mecanizado por descarga eléctrica para eliminarlo, aunque esto puede estar limitado por el equipo y el tamaño de la pieza. Alternativamente, el macho de roscar roto puede recocido y luego perforado, pero este método sólo es adecuado cuando la ampliación del agujero roscado es aceptable.
A veces, los machos de roscar rotos pueden ser difíciles de retirar, lo que provoca el desguace del orificio roscado o de la pieza de trabajo. Por lo tanto, al roscar roscas, siga estrictamente los procedimientos y requisitos operativos, trabaje con cuidado y meticulosamente para evitar la rotura del macho de roscar.
Tabla 14 Causas de las piezas desechadas durante el roscado y métodos de prevención
| Tipo de chatarra | Causas | Métodos de prevención |
| Hilos cruzados | 1. Diámetro del orificio piloto demasiado pequeño, el macho no puede entrar, lo que provoca roscas cruzadas en la entrada del orificio. 2. Después de roscar con el macho cónico, el macho intermedio no está bien alineado, lo que provoca una desalineación entre los machos cónico e intermedio. 3. El orificio roscado está muy torcido y no se puede corregir forzando el macho de roscar 4. No se utiliza fluido de corte al roscar acero con bajo contenido en carbono y materiales con buena plasticidad. 5. El cono de corte del macho de roscar está embotado 1. Compruebe cuidadosamente el orificio piloto, seleccione una broca adecuada y agrande el orificio piloto antes de roscar. | 2. En primer lugar, enrosque manualmente el macho intermedio en el orificio roscado para alinear los machos cónico e intermedio 3. Mantenga la alineación entre el macho de roscar y el centro del orificio piloto, aplique una fuerza equilibrada con ambas manos durante la operación y no fuerce la corrección si está muy desviada. 4. Utilizar líquido de corte 5. Afilar el ángulo de alivio del grifo Agujero roscado torcido |
| 1. El macho no está perpendicular a la superficie de la pieza de trabajo | 2. Grandes agujeros de arena en piezas fundidas 3. Fuerza desigual aplicada por las manos durante el golpeo, inclinación hacia un lado. 1. Asegúrese de que el macho de roscar esté perpendicular a la superficie de la pieza de trabajo cuando empiece a cortar, preste atención a la comprobación y ajuste | 2. Compruebe el orificio piloto antes del roscado; si los orificios de arena son demasiado grandes, no se recomienda el roscado. 3. Mantenga una fuerza equilibrada con ambas manos durante todo el proceso, evite balancearse Altura de rosca insuficiente |
| El diámetro del orificio piloto es demasiado grande | Calcular y seleccionar correctamente el orificio piloto y el diámetro de la broca | Tabla 15 Causas de rotura del macho durante el roscado y métodos de prevención |
Causas de rotura
| Métodos de prevención | 1. Agujero piloto demasiado pequeño al roscar |
| 1. Calcular y seleccionar correctamente el diámetro del orificio piloto | 2. Macho demasiado romo, material de la pieza demasiado duro |
| 2. Afilar el ángulo de alivio del grifo | 3. La llave de macho de roscar es demasiado grande, lo que da lugar a un par de apriete elevado; la sensibilidad de la mano del operario es escasa, por lo que a menudo no se da cuenta de que el macho de roscar está atascado y sigue girando, lo que provoca la rotura del mismo. |
| 3. Seleccione una llave de grifo del tamaño adecuado, preste atención a los problemas que surjan y resuélvalos con prontitud. | 4. No eliminar a tiempo las virutas de los canales del macho de roscar, especialmente con materiales muy dúctiles, lo que provoca que las virutas se atasquen en el orificio. |
| 4. Invierta el grifo según sea necesario para romper las virutas, retírelas rápidamente o retire el grifo para limpiar las virutas. 5. No se utiliza líquido de corte cuando se roscan materiales muy dúctiles (como el acero inoxidable), lo que provoca el agarrotamiento de la pieza de trabajo y del macho de roscar. | 5. Utilizar líquido de corte |
| 6. El grifo está torcido, lo que provoca una fuerza excesiva en un lado | 6. Utilice una escuadra para alinear el macho antes de golpear, asegurándose de que permanece perpendicular a la pieza de trabajo. |
| 7. Al roscar agujeros ciegos, la punta del macho entra en contacto con el fondo del agujero, pero la rotación continúa, lo que provoca la rotura del macho. | 7. Marque la profundidad de antemano, observe la profundidad de inserción del macho mientras golpea, evite el contacto con el fondo y retire las virutas con regularidad. |
| IX. Raspado | El raspado es un método de acabado que utiliza un rascador para eliminar una capa muy fina de metal de la superficie de la pieza. Es un método de mecanizado que no puede sustituirse por otros procesos. |
El raspado es un método de acabado que utiliza un rascador para eliminar una capa muy fina de metal de la superficie de la pieza. Es un método de mecanizado que no puede sustituirse por otros procesos.
Al raspar, primero lape la pieza contra una pieza de referencia. Un compuesto indicador revela los puntos altos y los puntos altos secundarios en la superficie lapeada de la pieza de trabajo. A continuación, utilice un rascador para empujar y eliminar repetidamente estos puntos. Este proceso de microcorte corta y comprime la estructura de la superficie de la pieza de trabajo, aumentando gradualmente los puntos de contacto con la pieza de referencia, consiguiendo la forma geométrica correcta de la pieza de trabajo y un buen ajuste con la pieza de referencia.
El raspado de la superficie puede obtener hoyos distribuidos uniformemente, lo que es beneficioso para almacenar aceite lubricante, proporcionando así buenas condiciones de lubricación para las piezas móviles; la forma geométrica del carril guía o la superficie de la pieza de trabajo puede rasparse en varias formas especiales, como cóncava o convexa en el centro, de acuerdo con los requisitos reales de uso. El raspado puede cumplir requisitos de precisión que son difíciles de lograr mediante el procesamiento mecánico general y eliminar errores o defectos superficiales dejados por el procesamiento mecánico general.
Las herramientas de raspado incluyen rascadores y herramientas de calibrado.
Las herramientas de calibración más utilizadas son las placas de superficie estándar, las reglas de calibración y las escuadras. Entre ellas, las placas de superficie estándar vienen en varias especificaciones y se utilizan para comprobar superficies planas más anchas. Al seleccionarlas, su área no debe ser superior a 3/4 de la superficie rascada. Varias escuadras deben colgarse para su almacenamiento después de su uso, y las escuadras que resulten incómodas de colgar deben colocarse firmemente para evitar su deformación.
Existen dos tipos de rascadores: rascadores planos y rascadores curvos. Los rascadores suelen estar forjados en acero para herramientas T10A o acero para rodamientos GCr15, y el filo de corte debe estar afilado. Cuando se raspan materiales duros, también se pueden soldar puntas de carburo.
Los rascadores planos se dividen en tres tipos: rascadores rugosos, rascadores finos y rascadores de precisión. Tras el templado, los rascadores deben afinarse en una piedra de afilar después del desbaste en una muela abrasiva. En el caso de los raspadores ásperos, βo es de 90°~92,5°, y el filo de corte debe ser recto; para los rascadores finos, βo es de 95°, con el filo ligeramente curvado; para los rascadores de precisión, βo es de 97,5°, con un radio de curvatura del filo menor que el de los rascadores finos, como se muestra en la figura 32.
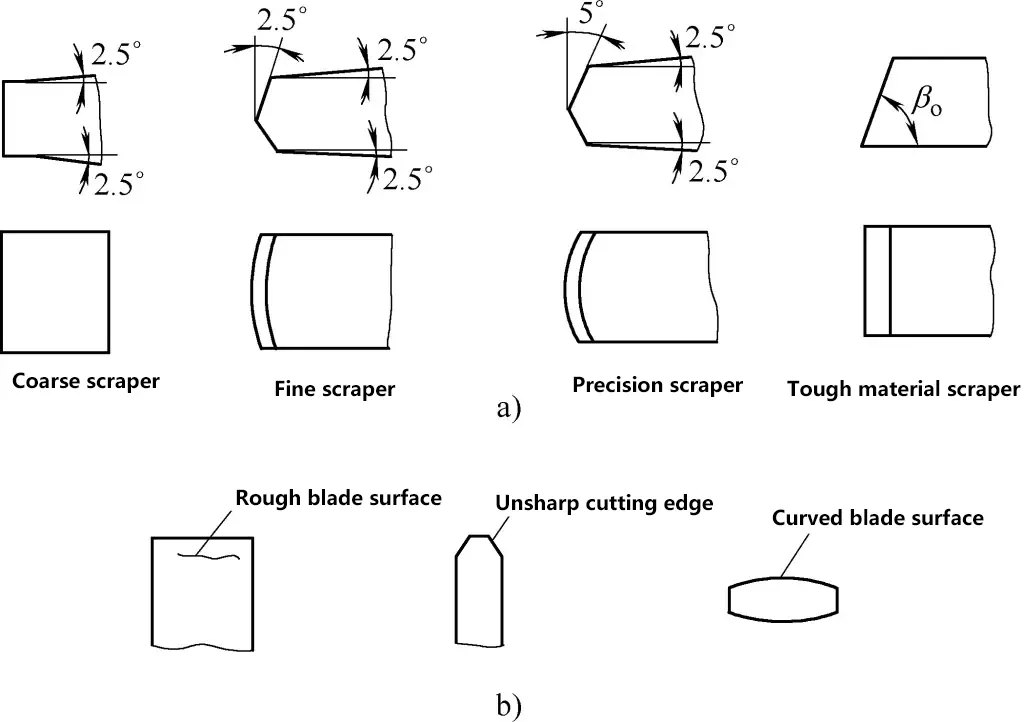
a) Ángulo del cabezal rascador
b) Forma incorrecta del cabezal rascador
Los rascadores curvos se utilizan principalmente para rascar superficies curvas, como los orificios interiores de los cojinetes de deslizamiento. Los tipos más comunes son los rascadores triangulares y los rascadores de cabeza de serpiente, como se muestra en la figura 33.
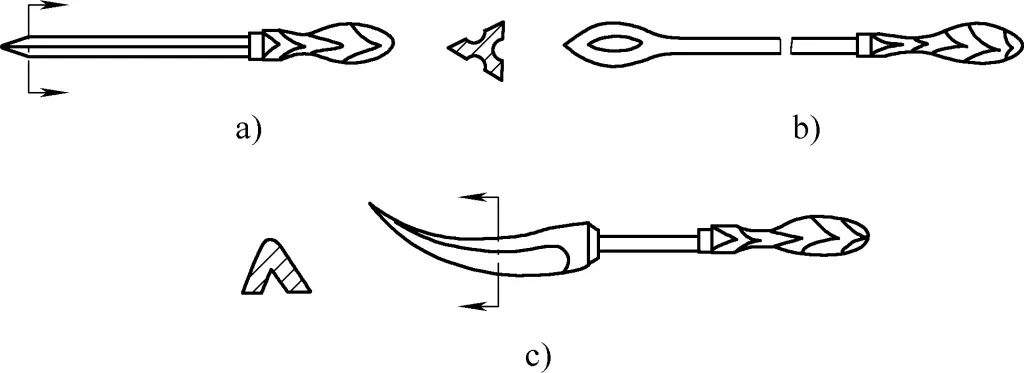
Antes del raspado, es necesario determinar la posición y el tamaño de los errores en la pieza. El método consiste en aplicar un agente de moteado (polvo de plomo rojo) y, a continuación, colocar la superficie que se va a raspar junto con una herramienta estándar o la pieza de trabajo correspondiente para el lapeado. Tras el lapeado, las partes que sobresalen quedan resaltadas y pueden rasparse con un rascador. Este método se denomina método de punteado o lapeado. Los agentes de moteado utilizados son polvo de plomo rojo y aceite azul.
El polvo de plomo rojo se divide en dos tipos: óxido de plomo (rojo anaranjado) y óxido de hierro (marrón rojizo). El polvo de plomo rojo se muele en gránulos y se mezcla con aceite de máquina para su uso, muy utilizado en piezas de trabajo de acero y hierro fundido. El aceite azul es una mezcla de polvo azul, aceite de ricino y aceite de máquina apropiado, de color azul oscuro, que produce puntos de manchado pequeños y claros, utilizado sobre todo para piezas de precisión y metales y aleaciones no férreos.
Al raspar, el agente de moteado puede aplicarse a la superficie de la pieza de trabajo o a la pieza de calibración. El primero muestra un fondo rojo con puntos negros (los puntos negros son puntos altos) en la superficie de la pieza de trabajo, sin reflejos y fácil de ver con claridad, adecuado para el raspado de precisión. El segundo sólo colorea los puntos altos de la superficie de la pieza de trabajo, con puntos oscuros que no son fáciles de ver con claridad, pero es menos probable que las virutas se adhieran al filo de corte, lo que hace que el raspado sea cómodo, generalmente se elige para el raspado basto.
El uso correcto de los agentes de moteado está estrechamente relacionado con la calidad del raspado. Para un raspado basto, debe mezclarse más fino y aplicarse uniformemente sobre la superficie de la pieza, ligeramente más grueso para que las manchas sean más grandes. Para el raspado de precisión, debe mezclarse más espeso y aplicarse fina y uniformemente sobre la superficie de la pieza, lo que produce manchas más finas, que son beneficiosas para mejorar la precisión del raspado durante el raspado fino.
Cuando se utilizan agentes de moteado, es esencial mantener la limpieza y evitar que las partículas de arena, virutas, etc., rayen la superficie de la pieza de trabajo. El hilo de algodón utilizado para aplicar los agentes de moteado debe estar envuelto en papel de lija, y otras herramientas de aplicación también deben mantenerse limpias para garantizar un moteado preciso.
Los requisitos de calidad de las superficies raspadas suelen incluir precisión geométrica, precisión dimensional, precisión de contacto y ajuste, rugosidad superficial, etc. Los métodos de inspección más utilizados son los dos siguientes:
Se coloca un marco cuadrado de 25 mm de lado sobre la superficie a inspeccionar, y la calidad se indica mediante el número de puntos de contacto dentro del marco. En la Tabla 16 se muestra el número de puntos de contacto para distintas precisiones de contacto plano.
Cuadro 16 Número de puntos de contacto para distintas precisiones de contacto plano
| Tipo de avión | Número de puntos de contacto/25mm×25mm | Ejemplos de aplicación |
| Plano general | 2~5 | Fijación de las superficies de unión de las piezas más rugosas |
| 5~8 | Superficie de unión general | |
| 8~12 | Superficies de mesas de máquinas, superficies de referencia generales, superficies de guiado de máquinas herramienta, superficies de unión de estanqueidad | |
| 12~16 | Guías y superficies de guiado de máquinas herramienta, superficies de referencia de herramientas, superficies de contacto de instrumentos de medición | |
| Plano de precisión | 16~20 | Guías de máquinas-herramienta de precisión, reglas |
| 20~25 | Plano de grado 1, instrumentos de medición de precisión | |
| Plano de ultraprecisión | >25 | Plano de grado 0, guías de máquinas-herramienta de alta precisión, instrumentos de medición de precisión |
En el raspado de superficies curvas, se trata principalmente de raspar los orificios interiores de los cojinetes de deslizamiento. El número de puntos de contacto para diferentes precisiones de varios cojinetes de deslizamiento se muestra en la Tabla 17.
Tabla 17 Número de puntos de contacto para diferentes precisiones de varios cojinetes de deslizamiento
| Diámetro del rodamiento/mm | Rodamientos para husillos principales de máquinas herramienta o maquinaria de precisión | Rodamientos para equipos de forja, maquinaria general | Rodamientos para maquinaria eléctrica y metalúrgica | ||||
| Alta precisión | Precisión | Ordinario | Importante | Ordinario | Importante | Ordinario | |
| Número de puntos de contacto/25mm×25mm | |||||||
| ≤120 | 25 | 20 | 16 | 12 | 8 | 8 | 5 |
| >120 | 16 | 10 | 8 | 6 | 6 | 2 | |
Para superficies de piezas más grandes, la planitud y la rectitud de las guías de la máquina herramienta se comprueban utilizando un nivel de bastidor.
Algunas piezas también requieren la comprobación de la separación entre las superficies de contacto mediante galgas de espesores específicos. En el caso de cilindros que soportan presión, cuerpos de válvulas, etc., también se requieren pruebas de presión de aire o presión hidráulica.
El margen de raspado suele oscilar entre 0,05 y 0,4 mm. Para áreas de raspado más grandes, se deja un margen mayor. En general, la precisión de mecanizado (rectitud y planitud) de la pieza antes del raspado no debe ser inferior a la precisión de 9º grado especificada en la norma nacional de tolerancias geométricas.
El proceso general de raspado de planos puede dividirse en raspado basto, raspado fino, raspado de precisión y raspado de patrones.
El raspado basto consiste en utilizar un raspador basto para eliminar uniformemente una capa más gruesa de metal de la superficie raspada, con el fin de eliminar rápidamente la superficie rugosa o el exceso de sobremedida. Al raspar, se puede adoptar un método de empuje continuo, con marcas de raspado que forman tiras largas. La superficie rascada se nivela según las condiciones de error convexas y cóncavas. El número necesario de puntos de contacto para el raspado basto es de 2-3 puntos/25mm×25mm.
El raspado fino consiste en utilizar un raspador fino para eliminar puntos de investigación dispersos y grandes en la superficie raspada, mejorando aún más la irregularidad de la superficie raspada. Se utiliza un método de raspado corto, en el que la longitud de la marca del raspador es aproximadamente la anchura del filo de corte. A medida que aumenta el número de puntos de investigación, las marcas del raspador deben acortarse gradualmente. Cada ronda de raspado debe hacerse en una dirección específica, y la segunda ronda debe hacerse de forma transversal para eliminar la dirección original de las marcas de raspado. De lo contrario, los puntos de investigación aparecerán en una distribución rayada.
Para aumentar rápidamente el número de puntos de investigación, al raspar los puntos también se pueden raspar las zonas circundantes. De este modo, cuando se eliminen los puntos más altos, los puntos altos secundarios circundantes se harán rápidamente visibles, acelerando el proceso de raspado.
Durante el proceso de raspado, hay que tener cuidado de evitar que el raspador se incline para no crear arañazos profundos en la superficie raspada. A medida que aumenta gradualmente el número de puntos de investigación, el indicador debe aplicarse fina y uniformemente. Después del lapeado, los puntos de investigación brillantes (puntos duros) deben rasparse más fuertemente, mientras que los puntos de investigación opacos (puntos blandos) deben rasparse más ligeramente, hasta que los puntos de investigación mostrados sean uniformemente duros y blandos.
El raspado fino requiere de 12 a 15 puntos de contacto por área de 25 mm × 25 mm.
Al raspar, utilice una herramienta de raspado fino con un método de raspado puntual, en el que la longitud de la marca de la herramienta sea de unos 5 mm. Al raspar con precisión, preste atención a lo siguiente: baje ligeramente la herramienta y levántela rápidamente al terminar. Raspar sólo una vez en cada punto de rectificado, no repetir, y raspar siempre en forma entrecruzada.
Cuando los puntos de contacto aumentan a más de 20 puntos/(25mm×25mm), los puntos de rectificado pueden dividirse en tres categorías: raspar completamente los puntos más brillantes; raspar un pequeño trozo de la parte superior de los puntos medianos; dejar los puntos pequeños sin raspar. En las tres últimas pasadas, las marcas entrecruzadas de la herramienta deben tener un tamaño uniforme y estar bien dispuestas para que la superficie raspada tenga buen aspecto.
Durante el raspado fino, debe prestarse especial atención a la limpieza. En el lapeado, las impurezas del medio suelen causar líneas finas o arañazos profundos en la superficie raspada, lo que dificulta mucho las reparaciones y, a veces, incluso provoca el desguace.
La anchura de la marca de la herramienta puede reflejar la profundidad del raspado, por lo que controlando la anchura de la marca de la herramienta se puede controlar la profundidad del raspado. Para un raspado basto, la anchura de la marca de la herramienta debe ser de 2/3 a 3/4 de la longitud de la cuchilla; para un raspado fino, debe ser de 1/3 a 1/2, y para un raspado de precisión, debe ser aún más estrecha. Las marcas de herramienta demasiado anchas también afectarán al número de puntos de contacto por unidad de superficie.
Si hay agujeros o agujeros roscados en la superficie raspada, controle el raspador para evitar raspar directamente sobre la abertura del agujero para evitar bajarlo. Si hay un marco estrecho en la superficie raspada, preste atención a mantener el ángulo entre la dirección de raspado y el borde estrecho a menos de 30° para evitar raspar el borde estrecho demasiado bajo.
Los propósitos del raspado decorativo son: en primer lugar, puramente por la estética de la superficie raspada; en segundo lugar, para crear buenas condiciones de lubricación entre superficies relativamente deslizantes, y también para juzgar el grado de desgaste del plano basándose en la desaparición del patrón. En el caso de piezas con elevados requisitos de precisión de contacto y muchos puntos de contacto requeridos, no se deben raspar patrones de bloques grandes; de lo contrario, no se puede lograr la precisión de raspado requerida.
1) Marcas cóncavas profundas en la superficie raspada
La razón es que el arco del filo de corte del rascador es demasiado pequeño, y la presión durante el rascado es alta, lo que produce marcas de herramienta demasiado profundas, o se aplica una fuerza desigual durante el rascado basto, lo que hace que el rascador se incline.
2) Marcas de vibración
Cuando se raspa repetidamente en una dirección o cuando se raspan piezas de acero, si el ángulo de la cuña del rascador es demasiado pequeño y el ángulo frontal demasiado grande, se producirán marcas de vibración.
3) Marcas de desgarro en la superficie
Si la rugosidad de la superficie del filo de corte del rascador es alta, hay microfisuras o la estructura metalográfica del filo se vuelve gruesa debido a una temperatura de enfriamiento excesiva, se producirán marcas de rascado regulares en forma de tira en la superficie rascada.
4) Arañazos superficiales
Esto es causado por indicador sucio, impurezas mezcladas, o partículas de arena, virutas y otras impurezas durante el proceso de punto de molienda.
5) Errores de precisión de forma
Si la presión es desigual al lapear puntos de rectificado, la pieza sobresale demasiado de la pieza de referencia, la masa de la pieza es asimétrica, no se toman medidas durante el rectificado de puntos, se producen falsos puntos altos, el raspado se realiza según falsos puntos altos, o el error de la pieza de referencia es demasiado grande, se producirá una forma inexacta de la superficie raspada.
El lapeado es un proceso que utiliza herramientas de lapeado y abrasivos para eliminar una capa extremadamente fina de metal de la superficie de la pieza, lo que proporciona a la superficie de la pieza dimensiones exactas, precisión geométrica y alta calidad superficial.
El lapeado es un proceso de acabado muy utilizado en la fabricación de herramientas, calibres (calibres de chavetero) y maquinaria de precisión.
Las herramientas de lapeado son herramientas estándar que determinan la forma geométrica de la superficie de la pieza durante el lapeado. Pueden fabricarse en diferentes tamaños de forma cilíndrica, cónica, anular, etc., según sea necesario. Para el lapeado, se requiere que la forma geométrica de la herramienta de lapeado sea lo más consistente posible con la pieza de trabajo, y la superficie debe ser lisa y libre de grietas.
Durante el lapeado, la dureza de la superficie de la herramienta de lapeado debe ser ligeramente inferior a la de la pieza que se está lapeando. Esto permite que las diminutas partículas abrasivas del compuesto de lapeado se incrusten fácil y uniformemente en la superficie de la herramienta de lapeado. Estas partículas finas tienen una gran dureza y forman numerosos bordes de microcorte para realizar microcortes en la superficie de la pieza. Por el contrario, si las partículas se incrustan en la superficie de la pieza, cortarán la herramienta de lapeado durante el lapeado.
Sin embargo, la herramienta de lapeado no debe ser demasiado blanda, de lo contrario, las partículas abrasivas se incrustarán completamente en la herramienta de lapeado y perderán su efecto de lapeado. La estructura del material de la herramienta de lapeado debe ser fina y uniforme, con baja deformación, cierta elasticidad y buena resistencia al desgaste para garantizar que la pieza lapeada consiga una alta precisión dimensional y de forma, y una baja rugosidad superficial.
Entre los materiales habituales para las herramientas de lapeado se encuentran la fundición gris, la fundición nodular, y también se puede utilizar acero blando, cobre, metal Babbitt y plomo. Los dos últimos se utilizan principalmente para pulir ejes de precisión de aleaciones de cobre o lapear piezas blandas.
1) Fundición gris
Es el mejor material para herramientas de lapeado, tiene buenas propiedades de lubricación, alta eficacia de lapeado, es económico y tiene poco desgaste. Es especialmente adecuado para el lapeado fino, y utilizando fundición con alto contenido en fósforo se puede conseguir una rugosidad superficial muy baja. La composición del hierro fundido utilizado como material para herramientas de lapeado se muestra en la Tabla 18.
Tabla 18 Composición de los materiales de las herramientas de lapeado de fundición
| Composición del material de fundición para el lapeado de precisión (fracción de masa) | Composición del material de fundición para el desbaste general (fracción de masa) | ||
| Carbono | 2,7%~3,0% | Carbono | 0,35%~3,7% |
| Manganeso | 0,4%~0,7% | Manganeso | 0,4%~0,7% |
| Antimonio | 0,45%~0,55% | Antimonio | 0,45%~0,55% |
| Silicio | 1,3%~1,8% | Silicio | 1,5%~2,2% |
| Fósforo | 0,65%~0,7% | Fósforo | 0,1%~0,15% |
2) Acero dulce
Tiene mayor resistencia que la fundición gris, no se rompe ni deforma con facilidad y suele utilizarse para el lapeado de roscas y orificios pequeños (de 8 mm de diámetro o menos).
3) Cobre
Se utiliza sobre todo para el lapeado basto con grandes tolerancias.
4) Plomo
Adecuada para pulir metales blandos.
Los compuestos de lapeado se fabrican mezclando abrasivos (polvos de lapeado) y fluidos de lapeado. Las series de abrasivos más utilizadas y sus aplicaciones se muestran en la Tabla 19.
Tabla 19 Series de abrasivos de uso común y aplicaciones
| Serie | Nombre del abrasivo | Código | Características | Gama aplicable |
| Corindón | Corindón marrón | A | Color marrón. Alta dureza, alta tenacidad, económico. | Lijado basto y fino de acero, fundición, latón |
| Corindón blanco | WA | Color blanco. Mayor dureza que el corindón marrón, menor tenacidad que el corindón marrón. | Lijado fino de acero templado, acero rápido, acero con alto contenido en carbono y piezas de paredes finas | |
| Cromo corindón | PA | Color rojo rosa o rojo púrpura. Mayor dureza que el corindón blanco, buena suavidad de molienda | Lapeado de herramientas de medición, piezas de instrumentos y superficies de alta precisión | |
| Corindón monocristalino | SA | Color amarillo claro o blanco. Mayor dureza y tenacidad que el corindón blanco. | Acero inoxidable resistente al desgaste, acero rápido con alto contenido en vanadio y otros materiales de gran resistencia y tenacidad. | |
| Carburos | Carburo de silicio negro | C | Negro con lustre. Mayor dureza que el corindón blanco, quebradizo y afilado, buena conductividad térmica y eléctrica. | Lapeado de fundición, latón, aluminio, materiales refractarios y materiales no metálicos |
| Carburo de silicio verde | GC | Color verde. Mayor dureza y fragilidad que el carburo de silicio negro, con buena conductividad térmica y eléctrica. | Rectificado de aleaciones duras, piedras preciosas de cromo duro, cerámica, vidrio y otros materiales duros | |
| Carburo de boro | BC | Negro grisáceo. Dureza sólo superada por el diamante, buena resistencia al desgaste. | Rectificado fino y pulido de aleaciones duras, piedras preciosas artificiales y otros materiales duros | |
| Diamante | Diamante sintético | JR | Incoloro y transparente o amarillo pálido, amarillo verdoso o negro. Dureza elevada, más quebradizo que el diamante natural, superficie rugosa. | Rectificado grueso y fino de aleaciones duras, piedras preciosas artificiales, semiconductores y otros materiales frágiles de gran dureza. materiales |
| Diamante natural | JT | Máxima dureza, caro | ||
| Otros | Óxido de hierro | - | Rojo a rojo oscuro, más blando que el óxido de cromo | Rectificado fino o pulido de acero, hierro, vidrio y otros materiales |
| Óxido de cromo | - | Verde intenso |
Los granos abrasivos se dividen en granos gruesos y polvos finos según el tamaño de las partículas, con los granos gruesos marcados de F4 a F220, y los polvos finos marcados de F230 a F2000 (medidos por el método de sedimentación fotoeléctrica). El tamaño de grano debe seleccionarse en función de la precisión requerida y de la rugosidad de la superficie de la pieza durante el rectificado. En la tabla 20 se muestran las marcas comunes de tamaño de grano de los polvos de rectificado.
Tabla 20 Granulometrías y aplicaciones habituales del polvo de esmerilado
| Marcaje granulométrico del polvo de molienda | Proceso de molienda categoría | Rugosidad superficial alcanzable Ra/μm |
| F100~F220 | Se utiliza para el proceso de trituración inicial | - |
| F280~F360 | Se utiliza para la molienda gruesa | 0.2~0.1 |
| F400~F600 | Se utiliza para procesos de molienda semigruesa | 0.1~0.05 |
| F800~F2000 | Se utiliza para la molienda fina | <0.05 |
La función del líquido de amolar es distribuir uniformemente el polvo de amolar, refrigerar y lubricar, y formar una película de óxido en la superficie de trabajo, acelerando así el proceso de amolado. Los fluidos de rectificado más comunes son el aceite de máquina n.º 15 o n.º 32, y en el rectificado fino se suele utilizar una mezcla de 1 parte de aceite de máquina y 3 partes de queroseno. El queroseno se utiliza principalmente para el rectificado rápido y el rectificado basto, donde los requisitos de rugosidad superficial no son elevados. La manteca de cerdo es más adecuada para el rectificado fino.
Además, añadiendo al fluido de molienda cantidades adecuadas de cargas como parafina y cera de abejas, y ácido oleico, ácidos grasos, ácido esteárico, etc., altamente viscosos y fuertemente oxidantes, se pueden conseguir mejores resultados.
Al rectificar, la tolerancia de rectificado no debe ser demasiado grande; de lo contrario, aumentará el tiempo de rectificado. Por lo general, una tolerancia de rectificado de 0,005~0,03 mm es adecuada. Para piezas de gran tamaño o de alta precisión, la tolerancia puede ser mayor. El rectificado se divide en rectificado manual y rectificado mecánico.
En el rectificado manual, para garantizar un corte uniforme en todas las partes de la superficie de la pieza, debe seleccionarse una trayectoria de movimiento razonable. Esto afecta directamente a la eficacia del rectificado, la calidad de la superficie de la pieza de trabajo y la vida útil de la herramienta de rectificado. Las trayectorias de movimiento de rectificado manual generalmente adoptan varios tipos, tales como líneas rectas, espirales, formas de figura-8 y formas de pseudo-figura-8, como se muestra en la Figura 34.
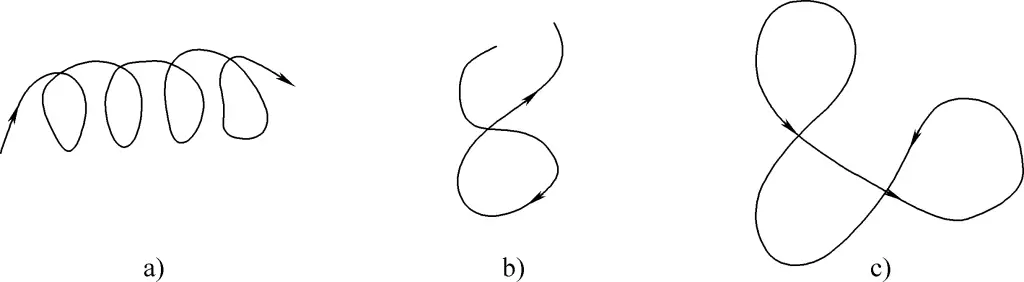
a) Forma de espiral
b) Forma de la figura 8
c) Forma de pseudofigura 8
La trayectoria de movimiento de rectificado en línea recta puede obtener una mayor precisión geométrica, adecuada para superficies planas estrechas y largas con escalones, pero es difícil obtener valores de rugosidad superficial pequeños. La trayectoria de movimiento en espiral se utiliza para el rectificado de las caras extremas de piezas cilíndricas y puede obtener una mayor calidad superficial. Las trayectorias de movimiento de rectificado de figura-8 o pseudofigura-8 se utilizan para el rectificado de piezas de trabajo planas pequeñas, que pueden mantener un contacto uniforme entre las dos superficies que se rectifican, lo que permite mejorar la calidad del rectificado.
El rectificado de superficies cilíndricas suele realizarse combinando el rectificado manual con el rectificado mecánico. Las herramientas de rectificado incluyen anillos de rectificado y barras de rectificado.
La calidad de la superficie de la pieza tras el rectificado no sólo está estrechamente relacionada con la selección adecuada de los abrasivos y la racionalidad del proceso de rectificado, sino que también se ve directamente afectada por la atención que se preste a la limpieza durante el rectificado. Si no se mantiene la limpieza, pueden producirse pequeñas pelusas o graves arañazos profundos en la pieza. Por lo tanto, durante todo el proceso de rectificado, se debe prestar especial atención a la limpieza para evitar daños en la superficie de la pieza de trabajo.
La unión de dos o más piezas mediante remaches se denomina remachado. En general, el remachado se divide en dos tipos: remachado móvil y remachado fijo.
Remachado móvil: Las piezas unidas pueden moverse entre sí. Por ejemplo, herramientas como tijeras o compases. Remachado fijo: Las piezas conectadas están relativamente fijas entre sí, formando una conexión rígida. En función de los distintos fines y requisitos, el remachado fijo puede dividirse en:
1) Remachado fuerte (remachado rígido): Se utiliza para estructuras que requieren suficiente resistencia y soportan grandes fuerzas. Por ejemplo, cerchas, puentes y grúas.
2) Remachado fuerte y hermético: Se aplica a contenedores sellados a baja presión y a diversas tuberías de líquidos y gases. Los recipientes remachados con este método sólo pueden soportar pequeñas presiones uniformes, pero las juntas requieren un sellado muy hermético para evitar fugas de gas o líquido. Algunos ejemplos son los depósitos de gas, agua y aceite. Este tipo de remachado se caracteriza por remaches pequeños y densamente dispuestos, y a menudo se añaden láminas de caucho u otros rellenos a las costuras de los remaches para mejorar el sellado.
3) Remachado rígido y estanco: Este tipo de remachado puede soportar presiones mayores y requiere uniones muy estancas, evitando fugas de líquidos o gases incluso a alta presión. Se utiliza para recipientes de alta presión (como calderas de vapor, depósitos de aire comprimido) y otros recipientes de alta presión.
Según los distintos métodos de remachado, éste también puede dividirse en los tres tipos siguientes:
1) Remachado en frío: Durante el remachado, el remache no necesita ser calentado y se trastorna directamente para formar la cabeza del remache. El material del remache utilizado para el remachado en frío debe tener una gran plasticidad. Todos los remaches de acero con diámetros inferiores a 8 mm pueden remacharse con el método de remachado en frío.
2) Remachado en caliente: Se denomina remachado en caliente a calentar todo el remache a una temperatura determinada antes de remacharlo. Esto se debe a que el remache tiene mayor plasticidad cuando se calienta y es más fácil de moldear. Además, el vástago del remache se contrae al enfriarse, lo que aumenta la resistencia de la unión. En el remachado en caliente, el diámetro del orificio del remache debe aumentarse entre 0,5 y 1 mm para que el remache caliente y expandido pueda introducirse fácilmente en el orificio. Los remaches de acero con diámetros superiores a 8 mm suelen remacharse en caliente.
3) Remachado mixto: Sólo se calienta la cabeza del remache durante el remachado. Para remaches largos y finos, este método puede evitar que el vástago del remache se doble bajo la fuerza de remachado, lo que de otro modo impediría el remachado normal.
En la figura 35 se muestran las formas de los remaches, incluidos los de cabeza redonda, cabeza plana cónica, cabeza plana, cabeza avellanada y remaches huecos, así como tipos más nuevos como los remaches ciegos y los remaches de pasador de arrastre.
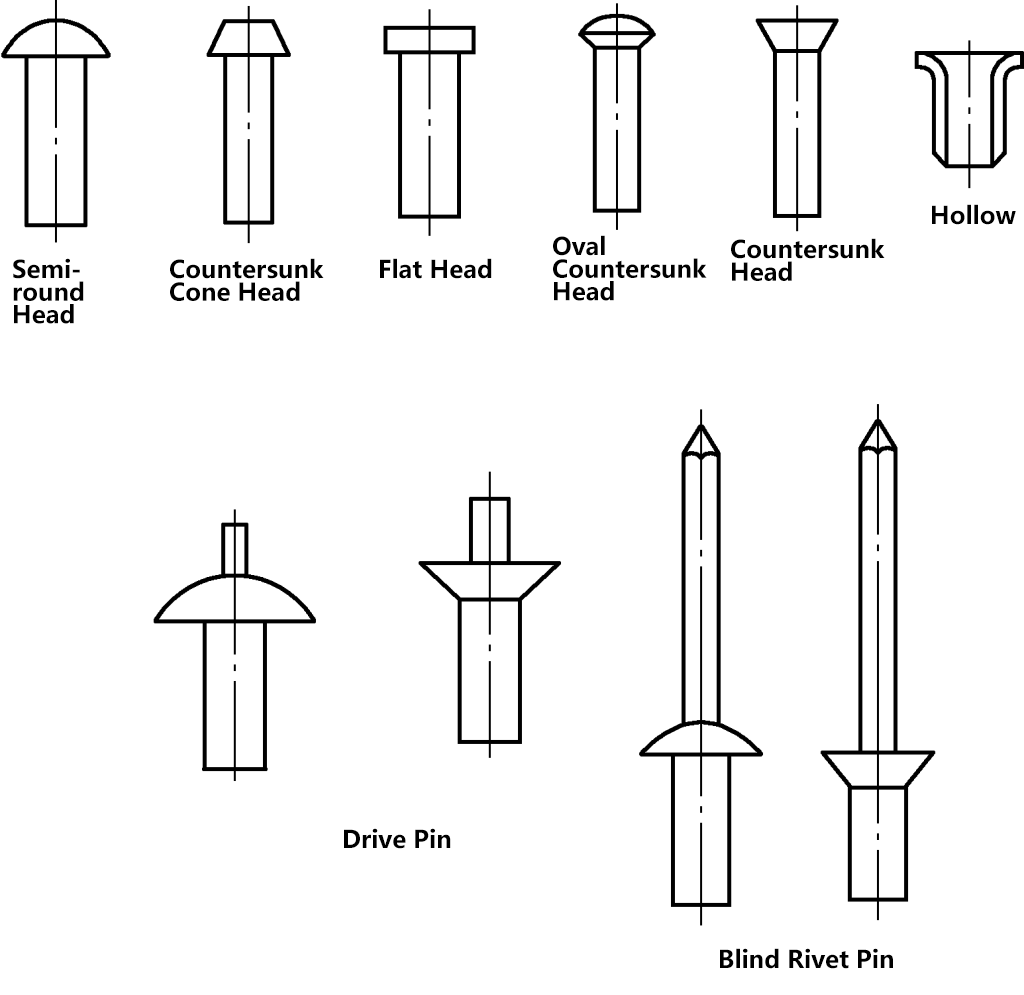
Los remaches suelen ser de aluminio, pero también los hay de acero y cobre. Generalmente, los remaches de acero se utilizan para remaches móviles y remaches de alta resistencia.
Las herramientas manuales de remachado más comunes incluyen martillos, punzones de presión, herramientas de presión y barras de remachado. Hoy en día también existen remachadoras especializadas.
1) Punzón de presión
Como se muestra en la Figura 36a, después de insertar el remache en el orificio, el martillo golpea el punzón de presión para presionar las piezas firmemente entre sí, evitando que se produzca la situación mostrada en la Figura 36b.
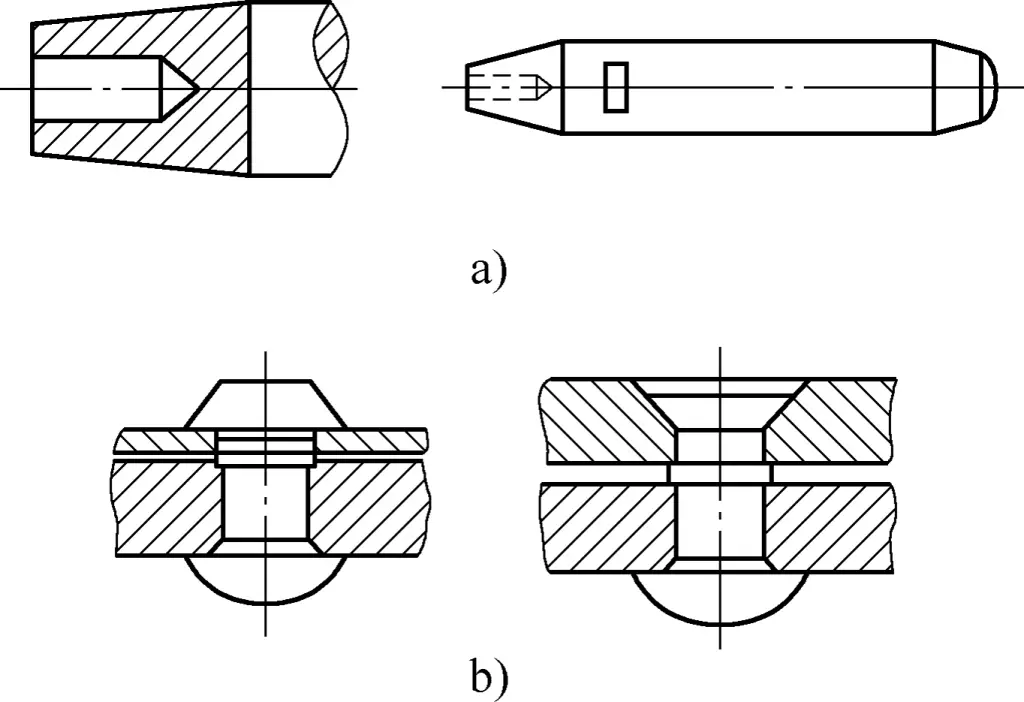
2) Herramienta de encaje y barra de sujeción
Como se muestra en la figura 37, las partes de trabajo tanto de la matriz de tapón como de la matriz inferior son cóncavas. La forma cóncava debe hacerse de acuerdo con la forma de la cabeza del remache utilizado, generalmente una superficie esférica cóncava, y endurecida y pulida. Durante el remachado, la matriz de tapón se utiliza para formar una cabeza de remache completa, mientras que la matriz inferior se utiliza para sujetar el otro extremo de la cabeza de remache para evitar su deformación. El vástago de la matriz inferior tiene una superficie plana y puede sujetarse en un tornillo de banco.
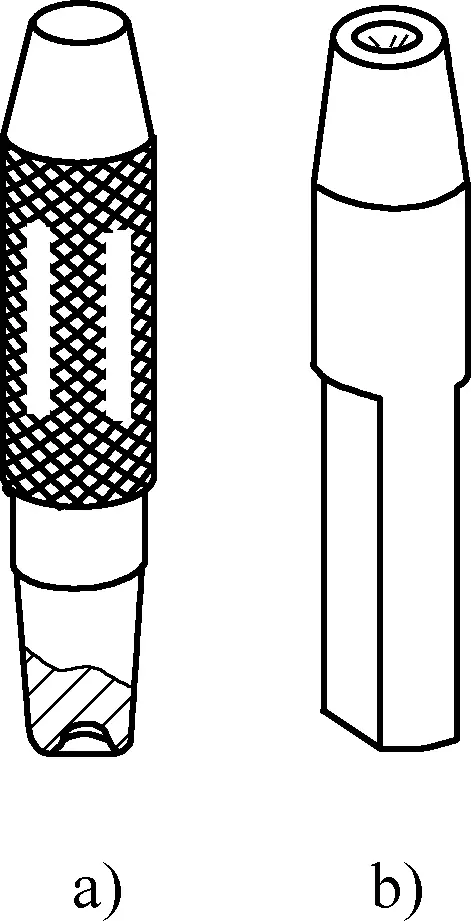
a) Capuchón
b) Troquel inferior
Ahora, algunas piezas pequeñas y medianas pueden remacharse en una remachadora. La potencia de la remachadora se consigue mediante un sistema hidráulico. El método de aplicación de fuerza del punzón superior consiste en girar y presionar la cabeza del remache alrededor del centro de la remachadora. Mediante la instalación de diferentes punzones, se pueden unir varios tipos de remaches. La calidad del remachado es más estable y eficiente en comparación con el remachado manual.
El diámetro del remache se determina en función del espesor de la pieza que se va a remachar, que generalmente se toma como 1,8 veces el espesor de la pieza, y luego se redondea a un diámetro estándar. También puede seleccionarse según la Tabla 21.
Tabla 21 Selección del diámetro del remache (unidad: mm)
| Espesor calculado del componente | 9.5~12.5 | 13.5~18.5 | 9~24 | 24.5~28 | 28.5~31 |
| Diámetro del remache | 19 | 22 | 25 | 28 | 31 |
Los diámetros estándar de los remaches pueden seleccionarse según la tabla 22.
Tabla 22 Diámetros estándar de los remaches (unidad: mm)
| Remache Diámetro | Nominal Diámetro | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | 8.0 | 10.0 | 13.0 | 16.0 |
| Tolerancia | ±0.1 | +0.2 -0.1 | +0.3 -0.2 | +0.4 -0.2 | ||||||||
Para determinar la longitud del remache a utilizar, además de tener en cuenta el espesor de las piezas unidas, el material que queda para formar la cabeza del remache debe ser suficiente para hacer una cabeza de remache completa. La longitud del remache puede calcularse mediante la siguiente fórmula:
Dónde
Para el remachado fijo, el diámetro del orificio se selecciona de acuerdo con la Tabla 23. Un diámetro de taladro menor permite una unión más firme del remache, pero dificulta su inserción; un diámetro de taladro mayor puede hacer que la pieza se afloje con facilidad. En la práctica, suele bastar con taladrar un agujero con una broca del mismo tamaño que el diámetro del remache.
Para el remachado móvil, el diámetro del orificio debe ampliarse adecuadamente.
Tabla 23 Diámetros normalizados de remaches y taladros (unidad: mm)
| Diámetro nominal | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | |
| Diámetro del orificio | Ajuste de precisión | 2.1 | 2.6 | 3.1 | 4.1 | 5.2 | 6.2 | 8.2 | 10.3 |
| Ajuste brusco | 2.2 | 2.7 | 3.4 | 4.5 | 5.6 | 6.6 | 8.6 | 11 | |
Pasos de remachado: Taladrar agujeros en la pieza de trabajo (el método de procesamiento ideal es taladrar agujeros con las piezas de trabajo conectadas juntas) → Insertar el remache → Sujetar el extremo inferior del remache con una matriz inferior, utilizar un punzón de presión para que las piezas de trabajo encajen firmemente → Utilizar un martillo para formar una forma aproximada → Utilizar una matriz de tapón para formar una cabeza de remache completa.
En las piezas, las barras redondas se utilizan a menudo como remaches, por lo que es necesario formar dos cabezas de remache.
Los pasos de remachado son similares a los de los remaches de cabeza redonda (el ángulo de avellanado suele ser de 90°). A saber: Insertar el remache → Utilizar un punzón de presión para que las piezas queden bien ajustadas → Utilizar un martillo para recalcar el remache → Formar las cabezas de los remaches en ambos extremos → Aplanar las cabezas de los remaches.
Inserte el remache hueco en el orificio, utilice un punzón central o de muestra desechado para perforar primero el extremo del remache, haciendo que el orificio del remache se expanda y encaje firmemente con el orificio de la pieza de trabajo, luego utilice un punzón fabricado especialmente para hacer que la cabeza del remache encaje firmemente con la pieza de trabajo.
En el remachado de uniones móviles, la fuerza de impacto del martillo no debe ser demasiado fuerte. Compruebe periódicamente la rotación relativa de las piezas. Si el remachado resulta demasiado apretado, coloque un extremo del remache sobre una almohadilla con un orificio, utilice un martillo para golpear la cabeza del remache en el otro extremo unas cuantas veces y añada un poco de aceite lubricante; a continuación, gire las piezas una respecto a la otra unas cuantas veces.
Debido a la escasa eficacia y a la elevada intensidad de mano de obra del remachado manual, en la producción en serie se suelen utilizar métodos de remachado mecánico. Para remachar se utilizan principalmente pistolas remachadoras mecanizadas y remachadoras.
La operación de curvar barras, flejes, chapas, tubos y perfiles diversos para darles la forma deseada se denomina curvado.
Para que los materiales puedan doblarse, deben tener cierto grado de plasticidad.
Durante el proceso de doblado, la forma del material cambia bajo la acción de la fuerza, y las propiedades del material también cambian. El material se vuelve más duro y quebradizo, un fenómeno conocido como endurecimiento por trabajo en frío (por ejemplo, si un alambre de plomo se dobla hacia delante y hacia atrás varias veces, la parte doblada del alambre se endurecerá). El fenómeno de endurecimiento por trabajo en frío de los materiales puede eliminarse mediante un tratamiento de recocido.
Cuando se dobla, si el dibujo no indica la longitud desplegada, es necesario calcularla antes de cortar y doblar para darle forma. Durante el plegado, la capa exterior del material se estira, mientras que la interior se comprime y acorta. La longitud de la capa intermedia del material permanece inalterada, y esta capa se denomina capa neutra. Normalmente, los montadores calculan la longitud del material basándose en la capa neutra.
Ejemplo Suponga que hay una barra de acero plana de 4 mm de espesor y 12 mm de ancho, que se utiliza para fabricar una pieza de trabajo de varios ángulos rectos, como se muestra en la figura 38. Calcule la longitud L del material.
Solución L=(2×48)mm+[2×(42-8)+76+(4×4π/4)]mm= (96+68+76+12.56)mm=252.56mm
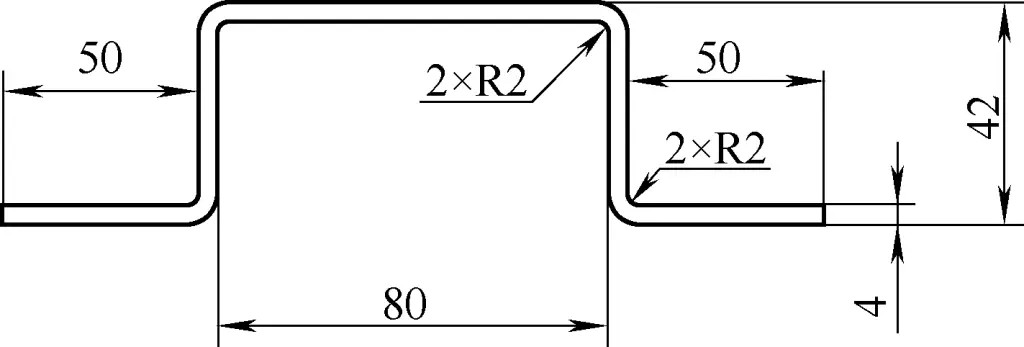
El método para doblar ángulos rectos consiste en marcar primero la línea de doblado y, a continuación, sujetar la pieza de trabajo en un tornillo de banco con la línea a ras de las mordazas y ambos lados perpendiculares a las mordazas. Utilice un martillo para golpear la base de la pieza y formar un ángulo recto. Si las mordazas del tornillo de banco son más cortas que la línea de plegado de la pieza, se puede utilizar una plancha de ángulo recto como fijación para sujetar la pieza.
Para materiales de chapa fina, se puede utilizar un mazo de madera para martillar; para materiales de chapa más gruesa con bordes más cortos para doblar, se puede utilizar un bloque de madera dura como cojín antes de martillar; si los requisitos de calidad de la superficie de la pieza no son elevados, se puede utilizar directamente el martillo. Al martillar, golpee cerca del punto de plegado del doblez, no en el extremo superior del material. Para doblar una pieza de trabajo como se muestra en la Figura 39, siga estos pasos:
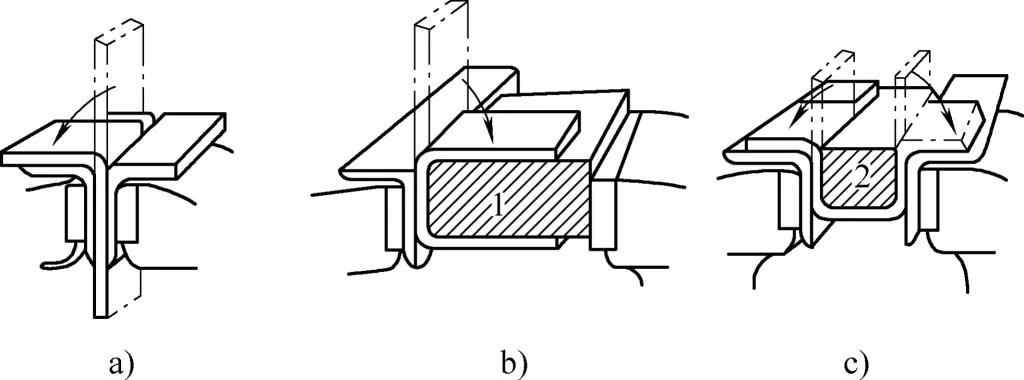
El método para doblar piezas en forma de arco se muestra en la figura 40, donde las flechas indican los puntos de martilleo. Las flechas más largas indican que la fuerza de martilleo debe ser mayor y los puntos de martilleo deben estar más juntos; las flechas más cortas indican que la fuerza de martilleo debe ser menor y los puntos de martilleo deben estar más espaciados.
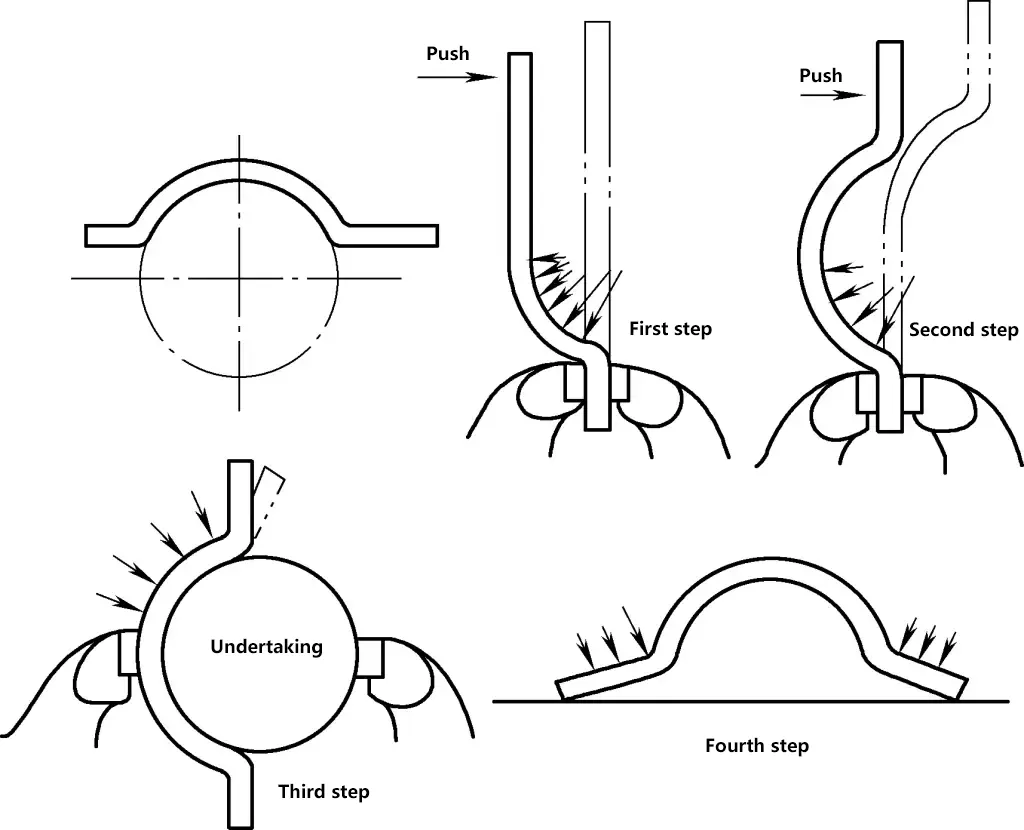
Cuando el diámetro interior del tubo sea grande (superior a 10 mm), utilice el método de llenado del tubo con arena, como se muestra en la figura 41a. Antes de doblar, rellene el tubo con arena seca (golpee la pared del tubo continuamente mientras lo rellena para garantizar la compactación), y tape ambos extremos con tapones de madera. Si el tubo tiene una costura, coloque la costura en la posición de capa neutra, como se muestra en la figura 41b.
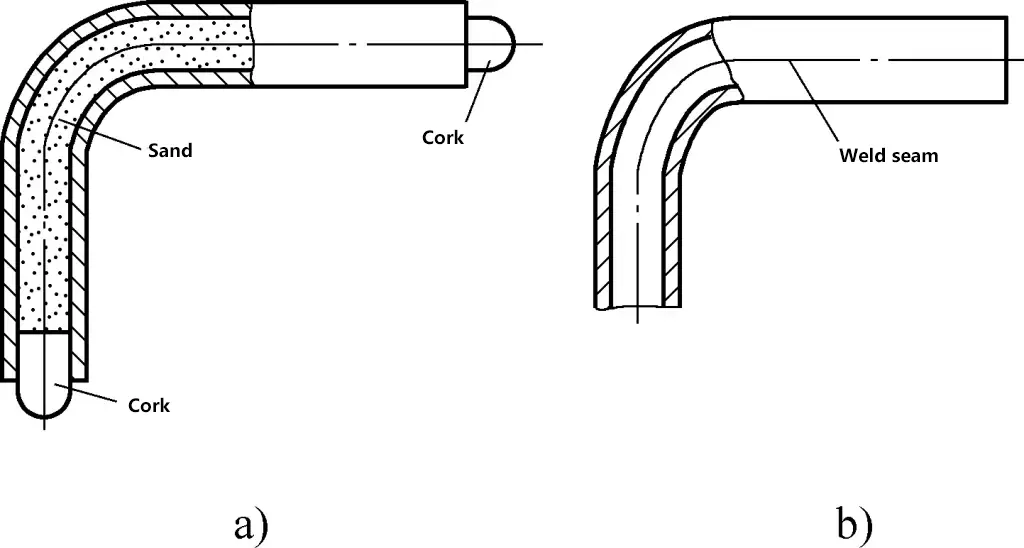
Lo mejor es doblar los tubos con una curvado de tubos herramienta. El radio de la ranura del arco en la plataforma giratoria y el soporte de la herramienta de curvar tubos debe determinarse en función del diámetro exterior del tubo que se va a curvar, mientras que el tamaño de la plataforma giratoria debe basarse en el radio de curvatura. Al utilizarlo, inserte el tubo en la ranura del arco, enganche el tubo con el gancho y, a continuación, accione el mango para doblarlo.
Debido al almacenamiento, el transporte, el procesamiento, el tratamiento térmico y otras razones, los materiales de chapa, acero cuadrado, acero redondo y otras piezas a menudo desarrollan defectos como flexión, alabeo o torsión. El proceso de utilizar un martillo o ciertas máquinas para eliminar la deformación y restaurar el estado original de las piezas o materiales alabeados se denomina enderezado.
El material a enderezar debe tener cierta plasticidad; los materiales quebradizos no son adecuados para el enderezado.
Los métodos de enderezamiento más utilizados son la flexión inversa directa, el estiramiento y la presión.
1) Método de curvado inverso directo
El método de curvado inverso directo consiste en enderezar directamente la parte deformada del material. Este método es adecuado para enderezar barras.
En el caso de material en barra retorcido, utilice una llave para restaurarlo directamente, como se muestra en la figura 42. Para enderezarla, sujete la pieza en un tornillo de banco y utilice una llave especial para retorcer la barra hasta devolverle su forma original. En el caso de barras dobladas, utilice el método mostrado en la figura 43 para enderezar directamente la pieza doblada.
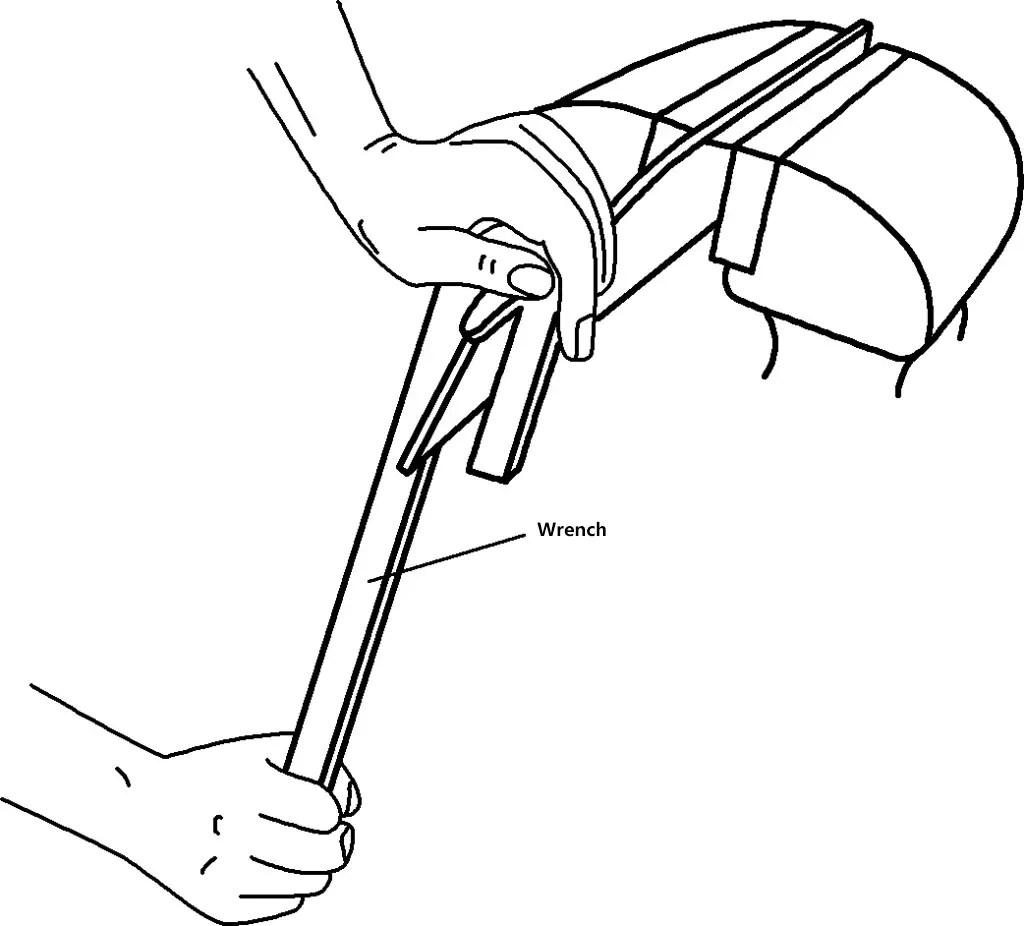
Cuando utilice el método mostrado en la Figura 43a, el tornillo de banco debe sujetarse cerca de la parte doblada de la barra para evitar que se produzcan dobleces múltiples. Después de enderezar ligeramente la barra con una llave, sujétela recta en las mordazas del tornillo de banco (Figura 43b), luego colóquela sobre una placa plana y continúe martillándola recta (Figura 43c).
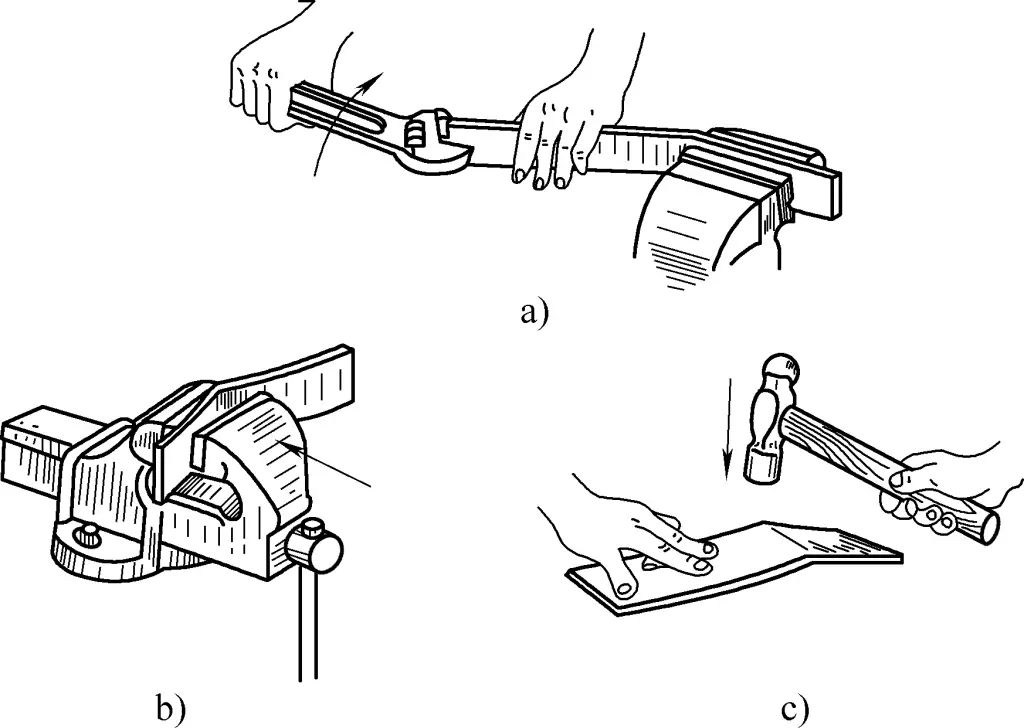
2) Método de estiramiento
El método de estiramiento consiste en martillar determinadas partes del material para alargar y expandir el material que se encuentra debajo de la zona martilleada, logrando así el objetivo de enderezar la parte deformada.
3) Método de prensado
El método de prensado se utiliza a menudo para enderezar ejes doblados. Los ejes finos se pueden enderezar utilizando una prensa de tornillo manual, mientras que los ejes de mayor diámetro utilizan un prensa hidráulica. Apoye el eje en dos bloques en V, con los bloques en V no demasiado separados. Utilice un reloj comparador para encontrar el punto de flexión y, a continuación, gire el tornillo de presión o utilice la prensa hidráulica para presionar sobre el punto más alto del eje. Continúe presionando y midiendo hasta que esté recto.
4) Método de estiramiento
Los materiales de alambre delgado doblado pueden enderezarse utilizando el método de estiramiento, como se muestra en la figura 44. Al enderezar, sujete un extremo del alambre en un tornillo de banco, enrolle el alambre alrededor de un bloque de madera redondo cerca de las mordazas del tornillo de banco, tire del bloque de madera hacia atrás con la mano izquierda y enderece el alambre con la mano derecha tensándolo.
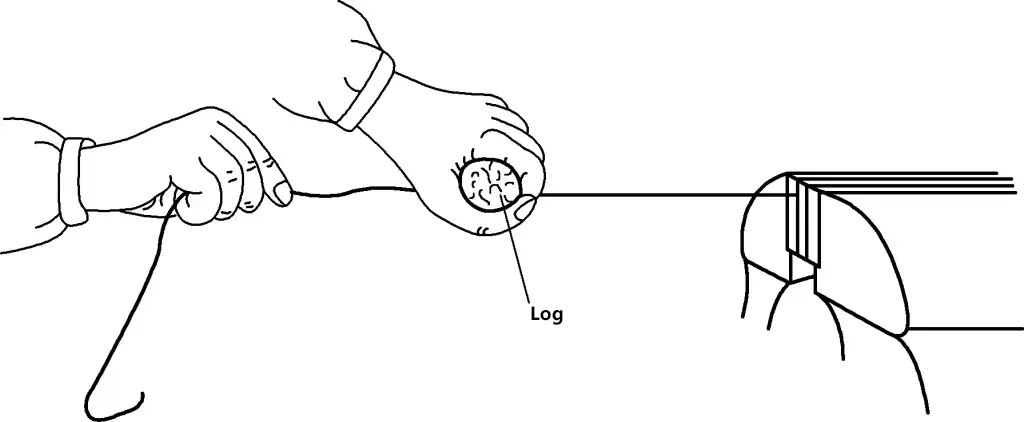
Las chapas finas alabeadas pueden aplanarse con un mazo de madera. Para chapas más finas, puede colocar la chapa alabeada sobre una placa plana, presionar un extremo de la chapa con la mano izquierda y utilizar la mano derecha para sujetar un taco de madera plano contra la chapa alabeada, aplanándola con fuerza hacia fuera.