Herramientas de medición esenciales: Calibres, micrómetros y más
¿Se ha preguntado alguna vez cómo consiguen los ingenieros mediciones tan precisas en su trabajo? Las herramientas de medición son los héroes anónimos de la ingeniería, ya que garantizan la precisión en todos los proyectos. Este artículo explora los distintos tipos de herramientas de medición, sus funciones y por qué son indispensables en ingeniería mecánica. Conocerá herramientas como calibres, micrómetros y dispositivos de medición láser, y comprenderá su papel fundamental en la innovación y la garantía de calidad.
Última actualización:
7 de julio de 2024
Comparte tu me gusta:
Índice
I. Calibradores
Los calibres son instrumentos de medición de uso general muy utilizados que se caracterizan por su estructura sencilla, su facilidad de uso y su amplio rango de medición. Se utilizan para medir el diámetro interior, el diámetro exterior, la anchura, el grosor, la distancia entre orificios, la altura y la profundidad de las piezas. Los tipos más comunes son los calibres vernier, los calibres digitales y los calibres de cuadrante.
1. Utilización y precauciones de los calibradores vernier
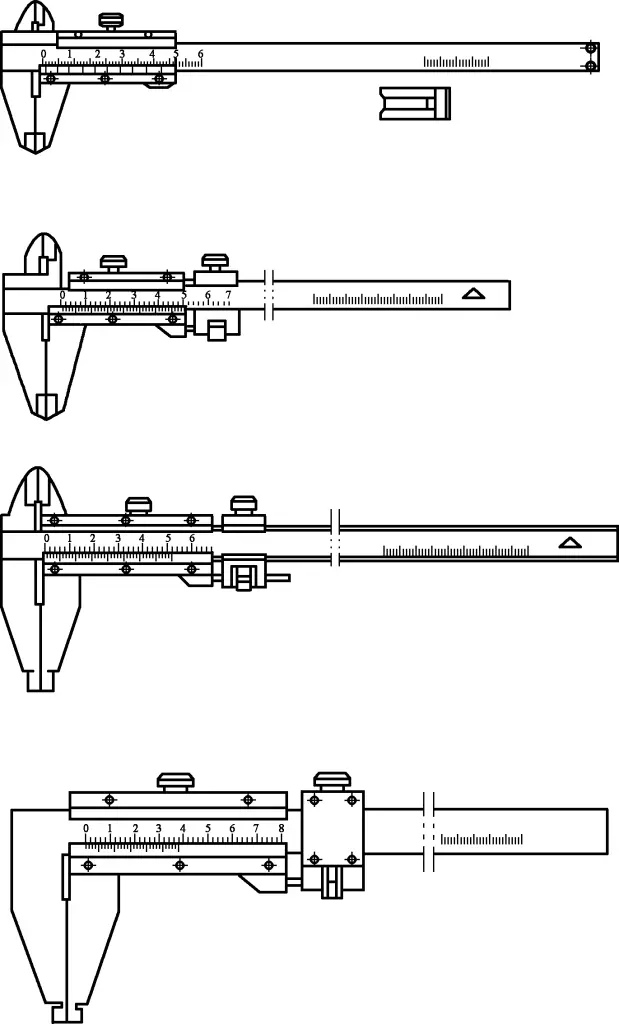
En la figura 1 se muestran los calibres vernier más comunes.
Figura 1 Calibres vernier comunes
1) Antes del uso, observe si la línea cero y la línea final de la escala vernier se alinean con las líneas correspondientes de la escala principal, y ajústelas si es necesario. Para los errores que no puedan ajustarse, realice las correcciones de error correspondientes durante la medición.
2) Al medir, posicione con la mordaza fija y mueva la mordaza deslizante para encontrar la posición correcta para la lectura. Las dos mordazas no deben inclinarse durante la medición.
3) En los calibres con varilla de profundidad, coloque la cara extrema de la escala principal y, a continuación, empuje el deslizador para que la superficie de medición de la varilla de profundidad entre en contacto con la superficie que se va a medir. Asegúrese de que la varilla de profundidad está alineada con la dirección de la dimensión que se está midiendo y no está inclinada en ninguna dirección.
4) Como los calibres vernier no tienen dispositivo de fuerza de medición, controle cuidadosamente la fuerza de medición. En los calibres con dispositivos de ajuste fino, apriete el tornillo de fijación del dispositivo de ajuste fino antes de girar la tuerca de ajuste fino. Un ajuste excesivo o insuficiente de las mordazas puede provocar fácilmente errores en las mediciones.
5) Utilice las mordazas exteriores de filo de cuchilla para medir el diámetro exterior de los tubos doblados y el diámetro de las ranuras de la herramienta en forma de arco.
6) Cuando se utilicen calibres vernier de doble cara para medir dimensiones internas, añada el tamaño real de las mordazas interiores a la lectura del calibre vernier para obtener la dimensión interna de la pieza que se está midiendo.
2. Uso y precauciones de los calibres digitales
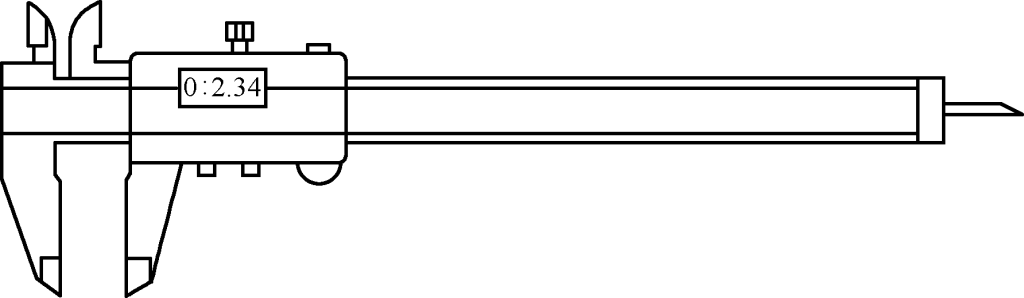
Los calibres digitales se muestran en la figura 2.
Figura 2 Calibradores digitales
1) No desmonte la balanza digital, no la deje caer ni aplique una fuerza externa excesiva.
2) No presione los botones con objetos punzantes, ya que esto afectará a la sensibilidad de los botones.
3) No utilice ni guarde la balanza digital a la luz directa del sol ni en ambientes excesivamente fríos o calientes.
4) No utilice la balanza digital en entornos con alta tensión o fuertes campos magnéticos.
5) No aplique tensión a los instrumentos de medida digitales para evitar dañar el circuito.
6) Antes de medir, limpie las superficies de medición con un paño suave, pulse el botón "cero" para fijar la posición cero y, a continuación, proceda a la medición.
7) Para reducir los errores de medición, la fuerza utilizada durante la medición debe ser lo más parecida posible a la fuerza utilizada al calibrar la posición cero.
8) Al medir, posicione con la mordaza fija y mueva la mordaza deslizante para encontrar la posición correcta para la lectura. Las dos mordazas no deben inclinarse durante la medición.
9) En los calibres con varilla de profundidad, coloque la cara final de la escala principal y, a continuación, empuje el deslizador para que la superficie de medición de la varilla de profundidad entre en contacto con la superficie que se va a medir. Asegúrese de que la varilla de profundidad está alineada con la dirección de la dimensión que se está midiendo y no está inclinada en ninguna dirección.
10) Retire la batería cuando no vaya a utilizar el aparato durante un periodo prolongado.
3. Utilización y precauciones de los calibradores de cuadrante
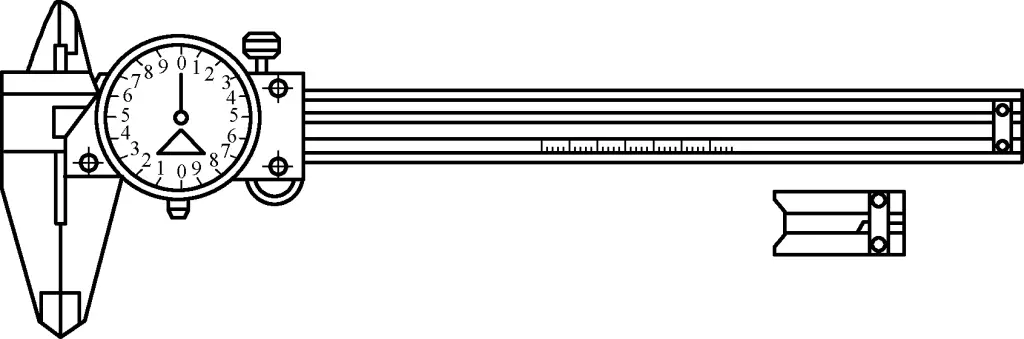
En la figura 3 se muestran los calibradores de cuadrante.
Figura 3 Calibres de cuadrante
1) No desmonte los calibradores de cuadrante, no los deje caer ni aplique una fuerza externa excesiva.
2) No utilice los calibradores de cuadrante en entornos con fuertes campos magnéticos.
3) Antes de medir, compruebe que la esfera y la aguja estén bien ajustadas, que no estén flojas y que la rotación de la aguja sea suave y estable.
4) Al medir, posicione con la mordaza fija y mueva la mordaza deslizante para encontrar la posición correcta para la lectura. Las dos mordazas no deben inclinarse durante la medición.
5) En los calibres con varilla de profundidad, coloque la cara extrema de la escala principal y, a continuación, empuje el deslizador para que la superficie de medición de la varilla de profundidad entre en contacto con la superficie que se va a medir. Asegúrese de que la varilla de profundidad está alineada con la dirección de la dimensión que se está midiendo y no está inclinada en ninguna dirección.
II. Micrómetros
Los micrómetros son instrumentos de medición precisos que deben manipularse con cuidado y movimientos suaves para evitar golpes.
Las roscas del interior del micrómetro son muy precisas. Al utilizarlo, tenga en cuenta lo siguiente: Antes de medir, gire el dispositivo de fuerza de medición del micrómetro para juntar las dos caras de medición y compruebe si la línea cero del dedal se alinea con el manguito fijo. Si hay un error, ajuste el manguito fijo a cero.
Al medir, gire el dispositivo de fuerza de medición con la mano. No aplique una fuerza excesiva al girar el dedal y el dispositivo de fuerza de medición. Al girar el dedal para acercar el husillo al objeto a medir, cambie siempre a girar el dispositivo de fuerza de medición en lugar de girar el dedal para presionar el husillo contra el objeto.
No gire nunca el dedal a la fuerza cuando las caras de medición hayan agarrado el objeto que se está midiendo o cuando el dispositivo de bloqueo esté apretado. Algunos micrómetros tienen dispositivos de aislamiento en el armazón para evitar pequeños errores causados por la dilatación del armazón provocada por la temperatura de la mano.
Al utilizarlo, sujete el dispositivo de aislamiento y minimice el contacto con las partes metálicas del marco. Cuando utilice un micrómetro para medir la misma dimensión, por lo general repita la medición varias veces y tome la media como resultado de la medición. Después de utilizarlo, limpie el micrómetro con una gasa, deje un pequeño espacio entre el yunque y el husillo y colóquelo en su estuche.
Si no se utiliza durante mucho tiempo, aplique grasa o aceite lubricante y guárdelo en un lugar seco. Evitar el contacto con gases corrosivos. Los micrómetros pueden clasificarse por su finalidad y estructura en: micrómetros de exteriores, micrómetros de interiores, micrómetros de profundidad, micrómetros de rosca, micrómetros de tubo, etc.
1. Uso y precauciones de los micrómetros de exteriores
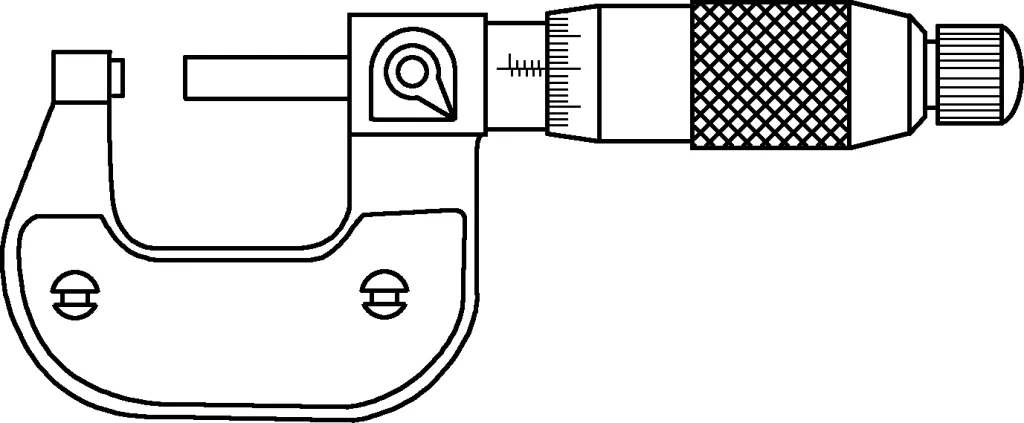
Los micrómetros exteriores se muestran en la figura 4.
Figura 4 Micrómetros exteriores
1) Elija el tamaño adecuado del micrómetro de exteriores en función de la pieza que vaya a medir. El dedal debe moverse suavemente en todo el rango de medición.
2) Limpiar las superficies de medición del bloque de referencia del micrómetro de exteriores.
3) Antes de medir, calibre repetidamente la posición cero del micrómetro de exteriores. Compruebe también con frecuencia la posición cero estándar durante el uso para garantizar la precisión de la medición.
4) Al medir, asegúrese de que la parte medida de la pieza está limpia y de que las caras de medición del micrómetro de exteriores entran correctamente en contacto con la pieza en el diámetro.
5) Después de medir, limpie inmediatamente el marco y las caras de medición, y colóquelos en un estuche específico. Almacenar en áreas designadas de acuerdo con los requisitos de almacenamiento, y no mezclar con herramientas de corte u otras herramientas.
6) Si se produce alguna anomalía durante el uso, envíe inmediatamente el micrómetro de exteriores al departamento correspondiente para su reparación.
2. Uso y precauciones de los micrómetros de interiores
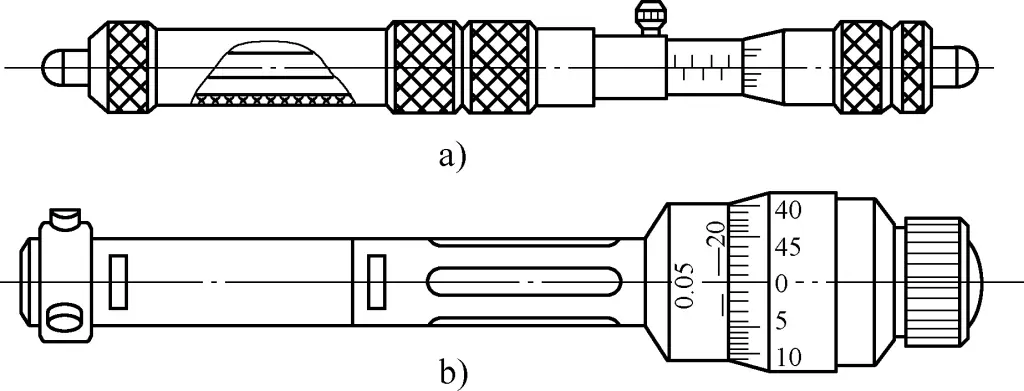
En la figura 5 se muestran los micrómetros interiores y los micrómetros interiores de tres puntos.
Figura 5 Micrómetros interiores y micrómetros interiores de tres puntos
a) Micrómetro de interiores b) Micrómetro de interiores de tres puntos
1) Elija el tamaño adecuado del micrómetro de interiores en función de la pieza que vaya a medir. El dedal debe moverse suavemente en todo el rango de medición.
2) Limpiar las superficies de medición del bloque de referencia del micrómetro de interiores.
3) Antes de medir, calibre repetidamente la posición cero del micrómetro de interiores. Compruebe también con frecuencia la posición cero estándar durante el uso para garantizar la precisión de la medición.
4) Al medir, asegúrese de que la parte medida de la pieza esté limpia y de que las caras de medición del micrómetro de interiores entren correctamente en contacto con la pieza en el diámetro máximo en dirección radial y en el mínimo en dirección axial (tamaño real del orificio).
5) Después de medir, limpie inmediatamente el marco y las caras de medición, y colóquelos en un estuche específico. Almacenar en áreas designadas de acuerdo con los requisitos de almacenamiento, y no mezclar con herramientas de corte u otras herramientas.
6) Si se produce alguna anomalía durante el uso, envíe inmediatamente el micrómetro de interiores al departamento correspondiente para su reparación.
3. Utilización y precauciones de los micrómetros de profundidad
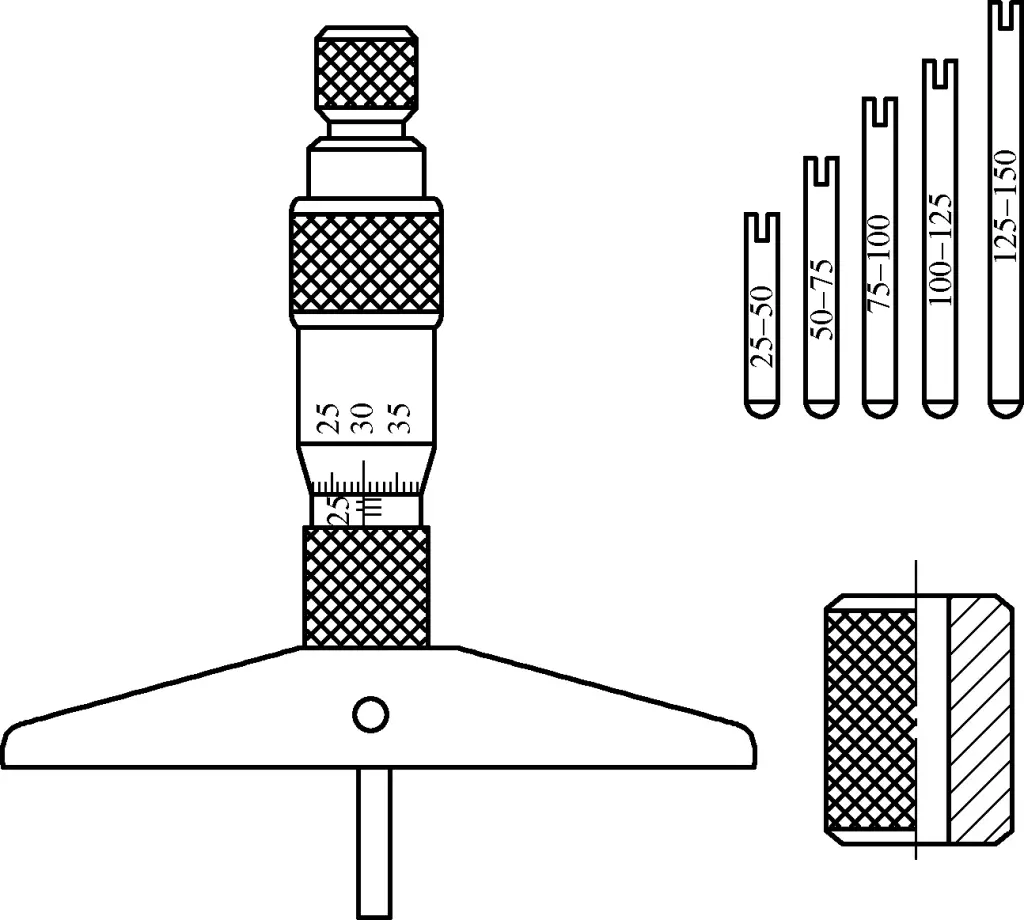
Los micrómetros de profundidad se muestran en la figura 6.
Figura 6 Micrómetros de profundidad
1) Elija el tamaño adecuado del micrómetro de profundidad en función de la pieza que vaya a medir. El dedal debe moverse suavemente en todo el rango de medición.
2) Limpie las superficies de medición del bloque de referencia del micrómetro de profundidad.
3) Antes de medir, calibre repetidamente la posición cero del micrómetro de profundidad. Compruebe también con frecuencia la posición cero estándar durante el uso para garantizar la precisión de la medición.
4) Al medir, asegúrese de que la parte medida de la pieza esté limpia y de que la varilla de medición del micrómetro de profundidad esté paralela a la dirección de la profundidad que se va a medir.
5) Después de medir, limpie inmediatamente el marco y las caras de medición, y colóquelos en un estuche específico. Almacenar en áreas designadas de acuerdo con los requisitos de almacenamiento, y no mezclar con herramientas de corte u otras herramientas.
6) Si se produce alguna anomalía durante el uso, envíe inmediatamente el micrómetro de profundidad al departamento correspondiente para su reparación.
4. Utilización y precauciones de los micrómetros de rosca
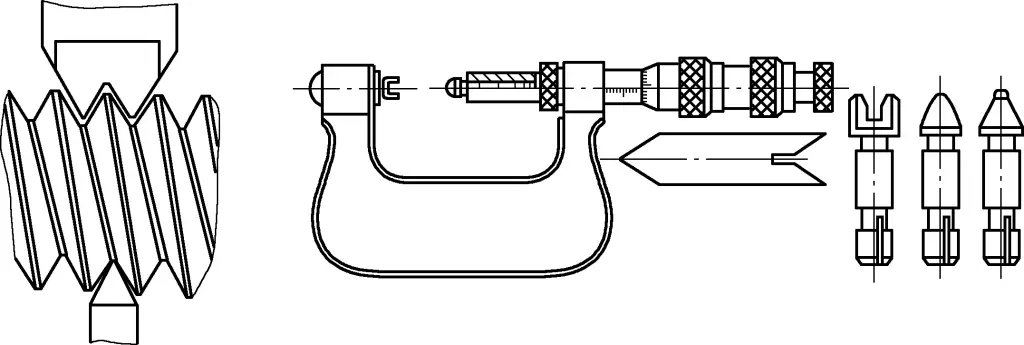
Los micrómetros de rosca se muestran en la figura 7.
Figura 7 Micrómetros de rosca
1) Elija el tamaño adecuado del micrómetro de roscas y la especificación del cabezal de medición en función del diámetro de paso, el paso de rosca y el perfil del diente de la pieza que se va a medir. El dedal debe moverse suavemente en todo el rango de medición.
2) Limpie las superficies de medición del bloque de referencia del micrómetro de roscas.
3) Antes de medir, compruebe repetidamente la precisión de la posición cero del micrómetro de roscas. Compruebe con frecuencia la posición cero estándar durante el uso para garantizar la precisión de la medición.
4) Al medir, asegúrese de que el perfil de rosca medido en la pieza de trabajo esté limpio y sin rebabas, y de que ambos cabezales de medición del micrómetro de roscas entren correctamente en contacto con los lados de la rosca de la pieza de trabajo.
5) Después de medir, limpie inmediatamente el marco y las caras de medición, y colóquelos en un estuche específico. Almacenar en áreas designadas de acuerdo con los requisitos de almacenamiento, y no mezclar con herramientas de corte u otras herramientas.
6) Si se produce alguna anomalía durante el uso, envíe inmediatamente el micrómetro de rosca al departamento correspondiente para su reparación.
5. Utilización y precauciones de los micrómetros de tubo
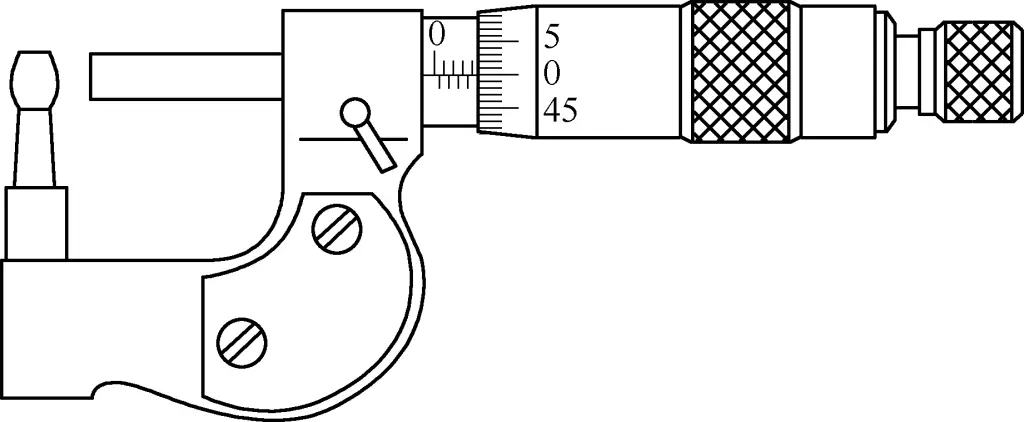
Los micrómetros de tubo se muestran en la figura 8.
Figura 8 Micrómetros de tubo
1) Elija el tamaño adecuado del micrómetro de tubo en función de la pieza que vaya a medir. El dedal debe moverse suavemente en todo el rango de medición.
2) La superficie de medición del bloque de calibración del micrómetro de espesor de pared debe limpiarse.
3) Antes de la medición, calibre repetidamente la precisión de la posición cero del micrómetro de espesores de pared. Durante el uso, compruebe con frecuencia la posición cero estándar para garantizar la precisión de la medición.
4) Al medir, asegúrese de que la parte medida de la pieza de trabajo está limpia. Asegúrese de que las dos superficies de medición del micrómetro de espesor de pared son paralelas a la superficie medida de la pieza de trabajo. Por lo general, mida el espesor en tres puntos para comprobar el paralelismo.
5) Después de la medición, limpie inmediatamente el cuerpo del micrómetro y las superficies de medición, colóquelo en una caja específica y guárdelo en el área designada según los requisitos de almacenamiento. No lo mezcle con herramientas de corte u otras herramientas.
6) Si se produce alguna anomalía durante el uso, el micrómetro de espesores de pared debe enviarse inmediatamente al departamento correspondiente para su reparación.
III. Indicador de marcación
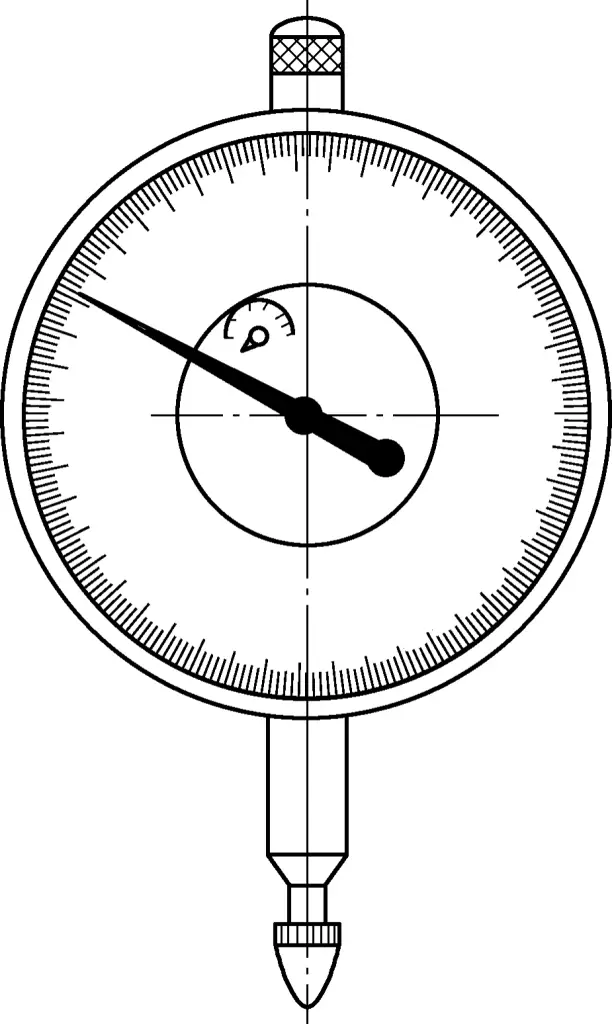
Un reloj comparador es un instrumento de medición de precisión con una esfera indicadora, que se caracteriza por su estructura sencilla, facilidad de uso y bajo coste. Se utiliza principalmente para la medición relativa de la longitud y la medición relativa de las desviaciones de forma y posición. También puede utilizarse para el posicionamiento y la indicación en algunas máquinas herramienta o dispositivos de medición. Los relojes comparadores más comunes son los de tipo reloj y los de tipo palanca.
1. Utilización y precauciones de los relojes comparadores
El reloj comparador se muestra en la figura 9.
Figura 9 Reloj comparador
1) Elegir relojes comparadores con diferentes carreras en función de la pieza a medir.
2) Antes de proceder a la medición, compruebe que la esfera y la aguja no estén flojas, y examine la suavidad y estabilidad de la rotación de la aguja.
3) Durante la medición, el vástago de medición debe estar perpendicular a la superficie de la pieza. Al medir un cilindro, el vástago de medición debe estar alineado con la línea central del cilindro. Cuando el cabezal de medición entra en contacto con la superficie de la pieza, el vástago de medición debe tener una precompresión de 0,3 a 1 mm para mantener una cierta fuerza de medición inicial, evitando que las desviaciones negativas pasen desapercibidas.
4) Después de la medición, limpie inmediatamente el cuerpo del indicador y la varilla de medición y colóquelos en una caja especial. Guárdelo en el área designada según los requisitos de almacenamiento, y no lo mezcle con herramientas de corte u otras herramientas.
5) Si se produce alguna anomalía durante el uso, el reloj comparador debe enviarse inmediatamente al departamento correspondiente para su reparación.
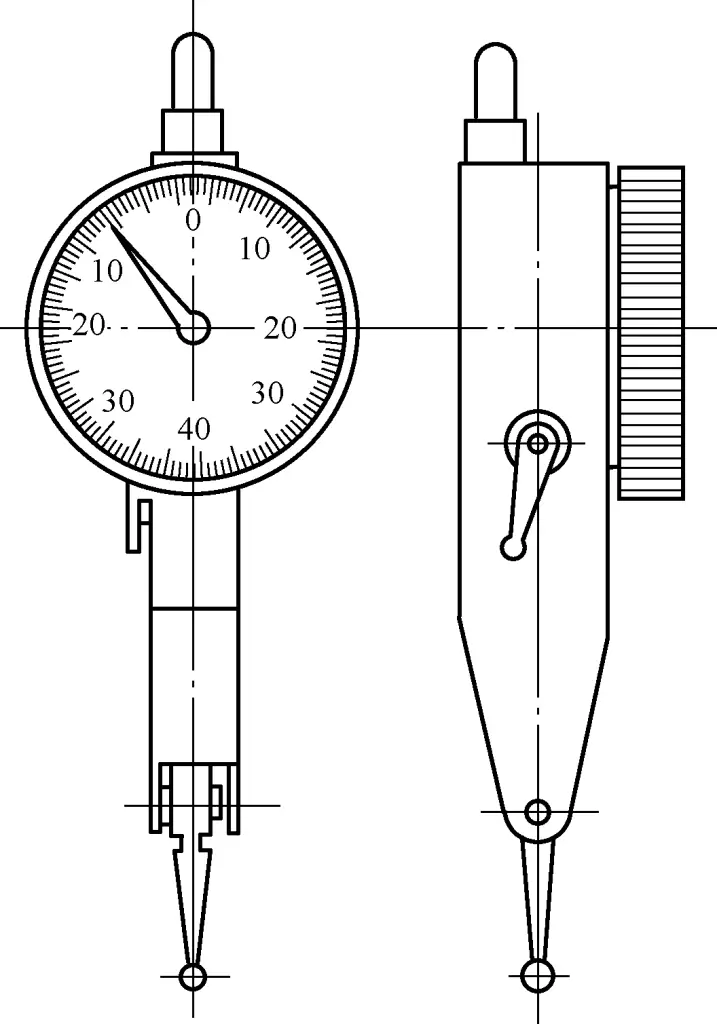
2. Utilización y precauciones de los relojes comparadores de palanca
El reloj comparador de palanca se muestra en la figura 10.
Figura 10 Reloj comparador de palanca
1) Antes de proceder a la medición, compruebe que la esfera y el puntero no estén flojos, y examine la suavidad y estabilidad de la rotación del puntero.
2) Según las necesidades de medición de la pieza, el cabezal de medición de palanca puede moverse para cambiar la dirección de medición.
3) Durante la medición, el eje del vástago de medición debe ser paralelo a la superficie de la pieza medida. Cuanto menor sea el ángulo, menor será el error. Cuando el ángulo es superior a 15°, deben corregirse los resultados de la medición.
4) Después de la medición, limpie inmediatamente el cuerpo del indicador y la varilla de medición, colóquelo en una caja específica, guárdelo en el área designada según los requisitos de almacenamiento y no lo mezcle con herramientas de corte u otras herramientas.
5) Si se produce alguna anomalía durante el uso, el reloj comparador debe enviarse inmediatamente al departamento correspondiente para su reparación.
IV. Transportador universal Vernier
El transportador universal vernier, también conocido como medidor de ángulos, transportador vernier o medidor universal de ángulos, es una herramienta de medición de ángulos que utiliza el principio de escala vernier para medir directamente ángulos de piezas de trabajo o para trazar. Es adecuado para medir ángulos internos y externos en el procesamiento mecánico, capaz de medir ángulos externos de 0° a 320° y ángulos internos de 40° a 130°. El Tipo I tiene un rango de medición de 0° a 320°, mientras que el Tipo II tiene un rango de 0° a 360°.
A continuación se presentan el uso y las precauciones del transportador universal vernier.
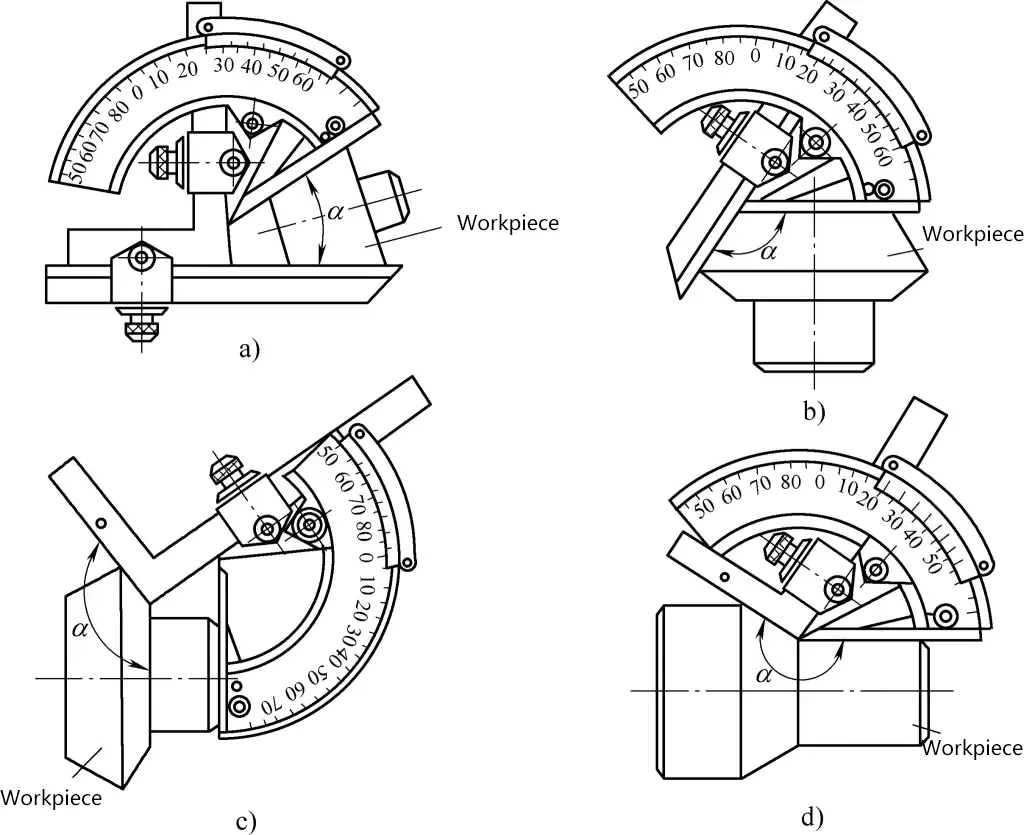
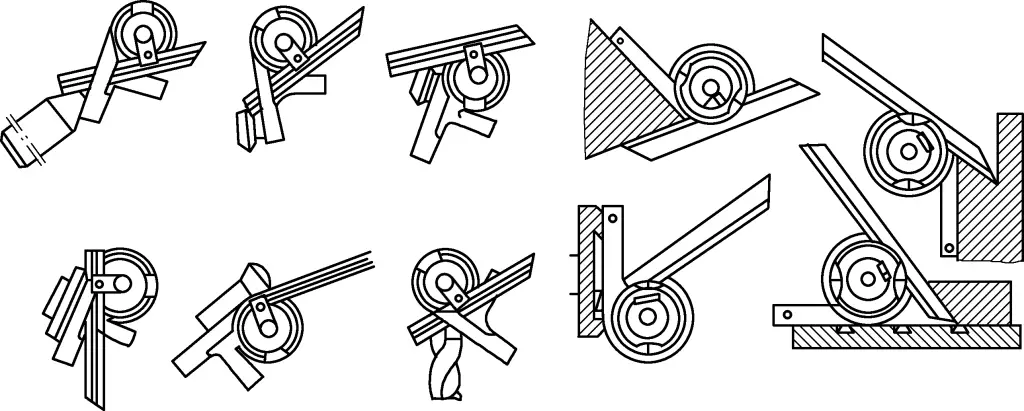
Las figuras 11 y 12 muestran diagramas del transportador universal vernier midiendo piezas de trabajo.
Figura 11 Esquema de un transportador universal vernier de tipo I que mide una pieza de trabajo
a) Medición de 0° a 50 b) Medición de 50° a 140 c), d) Medición de 140° a 230°.
Figura 12 Diagrama de un transportador universal vernier de tipo II que mide una pieza de trabajo
1) Antes del uso, observe si la línea cero y la línea final de la escala vernier se alinean con las líneas correspondientes de la escala principal, y ajústelas si es necesario. Para los errores que no puedan ajustarse, realice las correspondientes sumas o restas de errores durante la medición.
2) Durante la medición, asegúrese de que las dos superficies de medición del transportador universal vernier mantienen un buen contacto con la superficie de la pieza medida en toda su longitud y, a continuación, apriete la tuerca del freno antes de proceder a la lectura.
3) Para el transportador universal vernier de tipo I, al medir ángulos de 0° a 50°, coloque tanto la regla angular como la regla recta; de 50° a 140°, coloque sólo la regla recta; de 140° a 230°, coloque sólo la regla angular; de 230° a 320°, no coloque ni la regla angular ni la regla recta.
4) Después de la medición, limpie inmediatamente la escala principal, la regla recta, la regla angular, etc., colóquelas en una caja específica, guárdelas en el área designada según los requisitos de almacenamiento y no las mezcle con herramientas de corte u otras herramientas.
5) Si se produce alguna anomalía durante el uso, envíelo inmediatamente al departamento correspondiente para su reparación.
V. Herramientas comunes de medición de precisión y su uso
1. Micrómetro de palanca
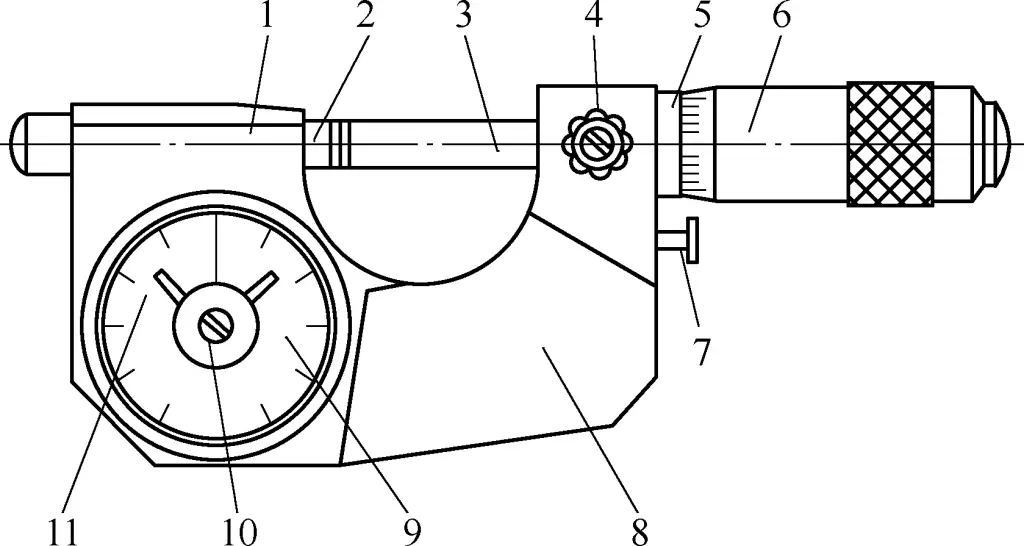
Un micrómetro de palanca (véase la figura 13) es un micrómetro que utiliza un mecanismo de transmisión de palanca para convertir el movimiento axial relativo de dos superficies de medición en el bastidor en el movimiento de rotación de la aguja indicadora, leyendo pequeños desplazamientos entre las dos superficies de medición a nivel micrométrico mediante el indicador.
Figura 13 Micrómetro de palanca
1-Marco 2-Yunque móvil Husillo de 3 micrómetros 4-Dispositivo de bloqueo 5-Manguito fijo 6-Thimble 7 botones 8-Dispositivo de aislamiento térmico 9-Indicador 10 Mecanismo de ajuste a cero 11-Indicador de tolerancia
Su uso es similar al de los micrómetros de exteriores ordinarios, pero es adecuado para inspeccionar grandes lotes de piezas de precisión. Los micrómetros de palanca con relojes comparadores de graduación 0,001 mm pueden medir dimensiones con grado de tolerancia 6; los de graduación 0,002 mm pueden medir dimensiones con grado de tolerancia 7.
(1) Medición absoluta
Coloque la pieza a medir en la posición correcta entre el yunque móvil y el eje del micrómetro de palanca. Ajuste el dedal de modo que una de sus líneas se alinee con la línea longitudinal del manguito fijo, y la aguja del cuadrante tenga una lectura adecuada. A continuación, pulse el botón varias veces para estabilizar la lectura. En este punto, la lectura en el dedal más la lectura en el dial es el tamaño real de la pieza que se está midiendo.
(2) Medición relativa
Los bloques de calibre pueden utilizarse como patrones para ajustar el micrómetro de palanca, llevando el puntero del dial a cero. A continuación, utilice el dispositivo de bloqueo para bloquear el cabezal y leer en el dial. Esto puede evitar la influencia de errores en la lectura del cabezal del micrómetro y mejorar la precisión de la medición.
Al medir, pulse primero el botón con la mano para retraer el yunque móvil y, a continuación, coloque la pieza de trabajo entre las dos caras de medición. Suelte el botón, púlselo una o dos veces, y la lectura estable será el valor de desviación de la pieza que se está midiendo.
2. Medidor de presión de palanca
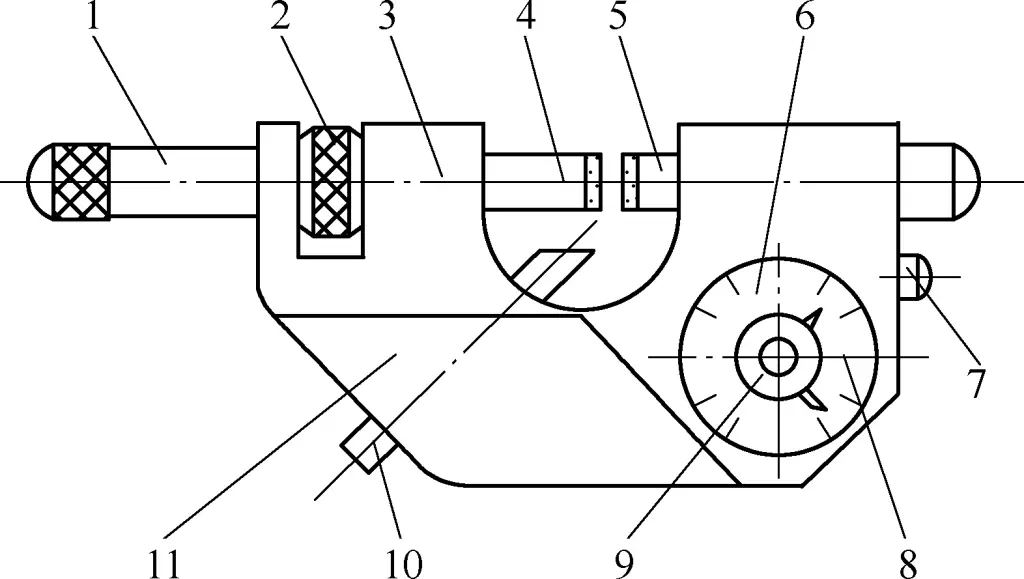
El calibre de palanca a presión (véase la figura 14) es un instrumento de medición con un armazón en forma de calibre. Se fabrica utilizando el principio de aumento por engranaje de palanca, con graduaciones comunes de 0,001 mm y 0,002 mm. Puede utilizarse para medir las dimensiones externas de piezas de precisión por el método de comparación, y también puede medir errores de forma geométrica (como redondez, cilindricidad). Es adecuado para inspeccionar grandes lotes de piezas de precisión con especificaciones de tamaño uniformes.
Figura 14 Medidor de presión de palanca
1-Mango de freno 2-Tuerca de ajuste 3-Frame 4-Vástago de medición ajustable 5-Cabezal de medición móvil 6-Dispositivo indicador 7 botones 8-Indicador de tolerancia 9-Dispositivo de puesta a cero 10-Pin de posicionamiento 11-Dispositivo de aislamiento térmico
El método de medición del calibrador rápido de palanca es similar a la medición relativa del micrómetro de palanca, utilizando bloques de calibre como patrones para fijar la posición cero.
Al medir, pulse primero el botón con la mano para retraer el cabezal de medición móvil y, a continuación, coloque la pieza de trabajo entre las dos superficies de medición. Suelte el botón para que el cabezal de medición móvil toque suavemente la superficie medida, pulse una o dos veces y, una vez estabilizada la lectura, observe la posición de la aguja en el mecanismo indicador y lea el valor. La lectura es el valor de desviación de la pieza que se está midiendo.
3. Comparador de engranajes de palanca
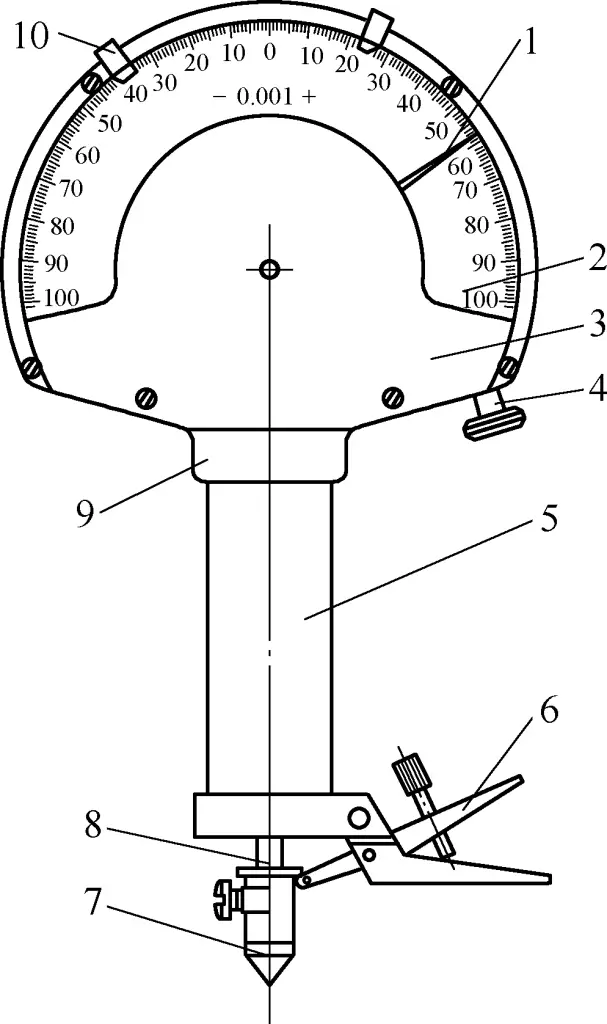
El comparador de palanca y engranaje (véase la figura 15) es un instrumento de medición que utiliza un sistema de transmisión de palanca y engranaje para convertir el desplazamiento lineal de la varilla de medición en un desplazamiento angular de la aguja en una esfera en forma de arco, y las lecturas se toman de la esfera. También se denomina micrómetro de palanca y engranaje.
Figura 15 Comparador de engranajes de palanca
1 Punto 2 marcas Caja de 3 unidades 4-Dispositivo de puesta a cero Manguito de 5 ejes 6 Tenedores 7-Punta de medición 8-Vara de medición 9-Cuerpo 10-Indicador de tolerancia
El comparador de engranajes de palanca puede medir la precisión de forma y posición de dimensiones externas (como la excentricidad radial, la excentricidad axial, etc.). Los bloques de calibre se utilizan como patrones para la medición comparativa de dimensiones de longitud, y generalmente se monta en un soporte o banco de trabajo especial para su uso. Las graduaciones habituales son 0,001 mm y 0,002 mm.
1) El comparador debe instalarse sobre un banco de trabajo de medición u otro soporte estable para la medición. Antes de medir, ajuste la perpendicularidad entre el plano del banco de trabajo y el eje de la varilla de medición del comparador.
2) Durante el funcionamiento, el vástago de medición debe descender lentamente, permitiendo que la punta de medición entre suavemente en contacto con la pieza de trabajo o el bloque calibrador, evitando impactos en el vástago de medición que puedan causar deformaciones o daños en la aguja.
3) Al medir, intente utilizar la parte central de las graduaciones de la esfera para mejorar la precisión de la medición.
4) Al inspeccionar piezas de trabajo por lotes, el indicador de tolerancia de la esfera puede utilizarse para mejorar la eficacia de la inspección.
5) Cuando se miden piezas de diferentes tamaños y formas, puede seleccionarse un banco de trabajo adecuado.
4. Comparador de muelles de torsión
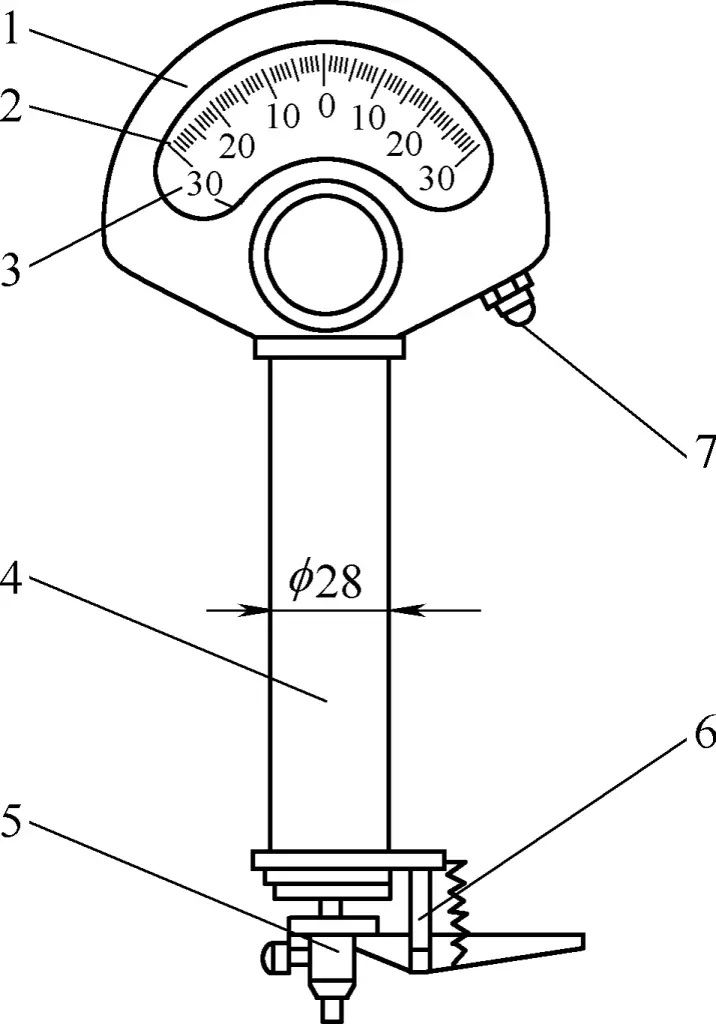
El comparador de muelle de torsión (véase la figura 16), también conocido como micrómetro de muelle de torsión, es un instrumento de medición que utiliza un elemento de muelle de torsión como mecanismo de conversión de dimensiones y de aumento. Convierte el desplazamiento lineal de la varilla de medición en un desplazamiento angular de la aguja en una esfera en forma de arco, con lecturas tomadas de la esfera.
Figura 16 Comparador de muelles de torsión
1 caja 2 marcas 3-puntos 4 mangas 5-Punta de medición 6 Tenedores 7-Dispositivo de puesta a cero
Puede utilizarse para inspeccionar las dimensiones externas y la precisión de forma de piezas de alta precisión. Tiene alta precisión y buena sensibilidad, sin fricción ni holgura en el mecanismo de transmisión, pero un uso inadecuado puede dañar fácilmente el puntero y el muelle de torsión. Las graduaciones comunes incluyen 0,002 mm, 0,001 mm, 0,0005 mm y 0,0002 mm.
Su método de uso es básicamente similar al del comparador de engranaje de palanca, pero debido al menor rango de indicación del comparador de muelle de torsión, es necesario tener más cuidado al ajustar el contacto entre la punta de medición y la pieza de trabajo. La punta de medición nunca debe chocar con la pieza de trabajo o la superficie del banco de trabajo, y no presione con fuerza la punta de medición o la varilla para evitar dañar el comparador.
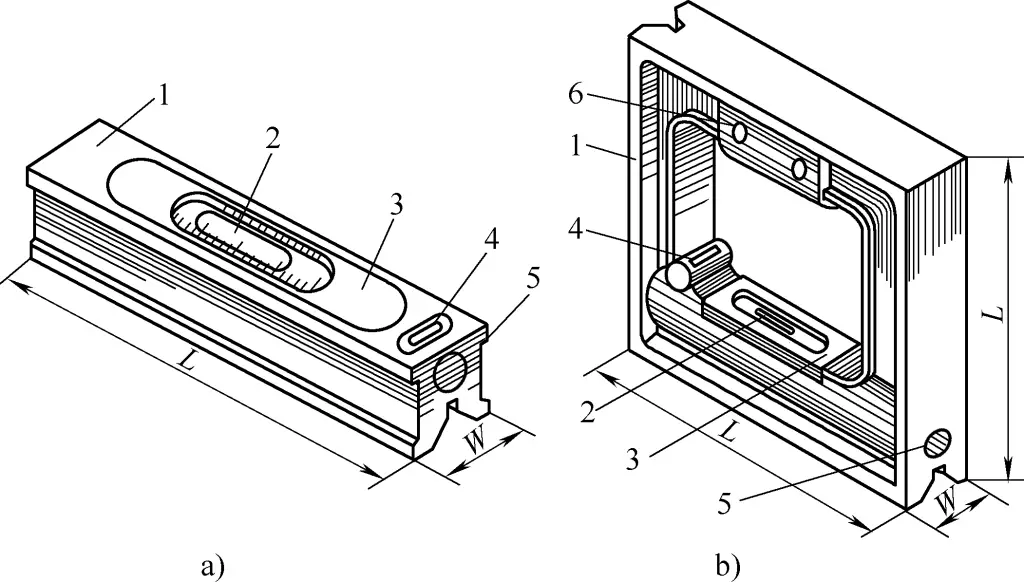
5. 5. Nivel de burbuja
El nivel de burbuja (véase la figura 17) es un tipo de instrumento de medición de ángulos, utilizado principalmente para medir la planitud, rectitud y perpendicularidad durante la instalación de equipos, y también puede medir pequeños ángulos de inclinación de piezas. Los niveles de burbuja ordinarios utilizados en la industria de maquinaria se dividen en tipo barra y tipo marco. Las graduaciones de los niveles de burbuja ordinarios son de 0,02 mm/m y 0,05 mm/m.
Figura 17 Nivel de burbuja
a) Nivel de burbuja tipo barra b) Nivel de burbuja tipo marco 1-Cuerpo principal 2-Vial de burbujas principal 3-Placa de cubierta 4-Vial de burbujas secundario 5-Mecanismo de ajuste 6-Mango aislado
Antes de medir, compruebe si la posición cero del nivel de burbuja es correcta. Si no es así, en los niveles de burbuja ajustables deberá ajustarse la posición cero.
Este artículo se sumerge en las herramientas esenciales utilizadas en la medición de precisión. Desde calibres hasta micrómetros, descubra los instrumentos que garantizan...
¿Se ha preguntado alguna vez cómo consiguen los maquinistas mediciones tan precisas? En el mundo de la ingeniería mecánica, la precisión lo es todo. Este...
Nuestros ingenieros de ventas están a su disposición para responder a todas sus preguntas y ofrecerle un presupuesto rápido y adaptado a sus necesidades.