
Elegir el material adecuado para sus matrices de forja
¿Qué hace que el material de una matriz de forja sea perfecto para el trabajo? En el exigente mundo de la forja de metales,...
¿Está preparado para mejorar sus proyectos de soldadura TIG? Seleccionar los materiales adecuados puede ser la clave para conseguir precisión y durabilidad. Este artículo se sumerge en los aspectos esenciales de los materiales de soldadura TIG, desde los gases de protección hasta los metales de aportación y los electrodos. Al final, sabrá exactamente cómo elegir los mejores componentes para sus necesidades específicas de soldadura, garantizando siempre resultados de máxima calidad. Descubra consejos prácticos y opiniones de expertos para mejorar su rendimiento de soldadura y lograr soldaduras superiores.

La soldadura con gas inerte de tungsteno utiliza generalmente argón, helio, gas mixto argón-helio o gas mixto argón-hidrógeno como gas de protección.
El gas de protección adecuado para diferentes materiales se muestra en la Tabla 5-70.
Tabla 5-70 Gas de protección adecuado para diferentes materiales
| Material | Gas protector aplicable y características |
| Aluminio y aleaciones de aluminio | Argón: La soldadura AC proporciona un arco estable y una buena acción de limpieza superficial Helio: Conexión DC positiva, produce un arco estable en materiales químicamente limpios y tiene una mayor velocidad de soldadura Gas mixto argón-helio: Tiene buena acción de limpieza, mayor velocidad de soldadura y penetración, pero la estabilidad del arco no es tan buena como el argón puro. |
| Latón | Argón: Arco estable con evaporación mínima. |
| Aleaciones de cobalto | Argón: Arco estable y fácil de controlar. |
| Aleaciones de cobre-níquel | Argón: El arco es estable y fácil de controlar, también es adecuado para soldar aleaciones de cobre-níquel con acero |
| Cobre sin oxígeno | Argón: Utiliza conexión DC positiva, el arco es estable y fácil de controlar Helio: Tiene un mayor aporte de calor, una velocidad de soldadura rápida y una penetración profunda. Gas mixto argón-helio: 75% de helio, 25% de argón. El arco es estable, adecuado para la soldadura de piezas delgadas. |
| Inconel | Argón: El arco es estable y fácil de controlar Helio: Adecuado para soldadura automática de alta velocidad |
| Acero bajo en carbono | Argón: Adecuado para soldadura manual Amoníaco: Adecuado para la soldadura automática de alta velocidad, fusión más profunda en comparación con la protección del argón. |
| Aleaciones de magnesio | Argón: Utiliza soldadura CA, tiene buena estabilidad de arco y acción limpiadora. |
| Acero martensítico envejecido | Argón: El arco es estable y fácil de controlar |
| Molibdeno-0,5% Aleación de titanio | Tanto el argón como el helio son adecuados: Para obtener un metal de soldadura con buena plasticidad, además de una mayor protección, el contenido de nitrógeno en la atmósfera de soldadura debe controlarse por debajo de 0,1% (fracción volumétrica), y el contenido de oxígeno por debajo de 0,05% (fracción volumétrica). |
| Aleación Monel | Argón: El arco es estable y fácil de controlar |
| Aleaciones de níquel | Argón: El arco es estable y fácil de controlar Helio: Adecuado para soldadura automática de alta velocidad |
| Silicio Bronce | Argón: Puede reducir la fragilidad térmica del material base y del metal de soldadura |
| Acero al silicio | Argón: El arco es estable y fácil de controlar |
| Acero inoxidable | Helio: El arco es estable y puede alcanzar mayor profundidad de fusión que el argón Argón: El arco es estable y fácil de controlar |
| Ferroaleación | Argón: El arco es estable y fácil de controlar Helio: Adecuado para soldadura automática de alta velocidad |
1) Argón.
En la tabla 5-71 se indican los requisitos de pureza del argón en las piezas soldadas. La composición del argón de soldadura de producción nacional se muestra en la Tabla 5-72.
Tabla 5-71 Requisitos de pureza del argón en las piezas soldadas
| Material de soldadura | Tipo de fuente de alimentación y polaridad | Pureza del argón (porcentaje en volumen, %) |
| Molibdeno, niobio, circonio, tántalo y sus aleaciones | Electrodo CC Positivo | 99. 98 |
| Aleaciones resistentes a altas temperaturas | Electrodo CC Positivo | 99. 95 |
Tabla 5-72 Composición del argón de soldadura de producción nacional (fracción volumétrica, %)
| Pureza del argón | N2 | O2 | H2 | CnHm | H2 O |
| ≥99.99 | <0.01 | <0.0015 | <0.0005 | <0.001 | 30mg/m3 |
| ≥99.999 | ≤7 x10-5 | ≤10-5 | ≤5 x10-5 | 10 -5 | ≤2 x10-5 |
2) Helio.
La pureza del helio de soldadura generalmente requiere más de 99,8% (fracción de volumen). La composición del helio de soldadura de producción nacional (fracción volumétrica 99,999%) se muestra en la Tabla 5-73.
Tabla 5-73 Composición del helio de soldadura doméstico (99,999%) (Fracción volumétrica, %)
| Componentes | Ne | H2 | O2 + Ar | N2 | CO | CO2 | H2 O |
| Concentración(×10-5) | ≤4.0 | ≤1.0 | ≤1.0 | 2 | 0.5 | 0.5 | 3 |
3) Gas mixto argón-helio.
Cuando se utiliza gas mezclado argón-helio, es especialmente adecuado para ocasiones en las que los requisitos de calidad de la soldadura son muy elevados. La relación de mezcla típica es (75%~80%) He + (15%~20%) Ar (fracción de volumen).
4) Gas mixto argón-hidrógeno.
El gas mixto argón-hidrógeno se utiliza principalmente para soldar aleaciones a base de níquel, aleaciones de níquel-cobre y acero inoxidable. Generalmente, el contenido de hidrógeno en el gas mezclado debe controlarse por debajo de 15% (fracción volumétrica).
En la soldadura con gas inerte de tungsteno, el gas inerte sólo cumple una función protectora, y la composición de la soldadura se ajusta principalmente mediante el metal de aportación para garantizar la calidad de la soldadura. El metal de aportación lo proporciona el alambre de soldadura, por lo que debe controlarse estrictamente el contenido de azufre, fósforo, gases nocivos e impurezas del alambre de soldadura.
En la actualidad, no existe ningún Soldadura TIG En general, en China se utilizan alambres para soldadura por arco metálico con gas o alambres de acero para soldadura. Cuando se sueldan aceros de bajo contenido en carbono y aceros de alta resistencia de baja aleación, los alambres de acero para soldadura se seleccionan generalmente de acuerdo con el principio de igual resistencia, y cuando se sueldan cobre, aluminio, acero inoxidable, se utilizan alambres para soldadura por arco metálico con gas, alambres para soldadura con gas, o soldadura por arco sumergido Los alambres se seleccionan generalmente según el principio de igual composición.
Cuando se sueldan aceros distintos, si las estructuras de los dos aceros son diferentes, la selección del alambre de soldadura debe tener en cuenta la resistencia a las grietas y los problemas de difusión del carbono; si las estructuras de los dos aceros son las mismas pero sus propiedades mecánicas difieren, es mejor elegir un alambre de soldadura con una composición entre las dos. En la Tabla 5-74 se muestran los grados de alambre de soldadura recomendados para los tipos de acero más comunes.
Tabla 5-74 Grados de alambre de soldadura recomendados para tipos de acero comunes
| Material de acero | Grado de alambre de soldadura seleccionado | |
| Categoría | Grado | |
| Acero al carbono | Q235, Q235F, Q235g | H08Mn2Si |
| 10 g, 15 g, 20 g, 22 g, 25 g | H05MnSiAlTiZr | |
| Acero de baja aleación | Q345 | H10Mn2 |
| Q345R | H08Mn2Si | |
| 15MnV, 16MnVCu | H08MnMoA | |
| 15MnVN, 19Mn5 | H08Mn2SiA | |
| 20MnMo | ||
| Acero de baja aleación resistente al calor | 18MnMoNb, 14MnMoV | H08Mn2SiMo |
| 12CrMo, 15CrMo | H08CrMoA, H08CrMo, Mn2Si | |
| 20CrMo, 30CrMoA | H05CrMoVTiRe | |
| 12Cr1MoV, 15Cr1MoV 20CrMoV | H08CrMoV H05CrMoVTiRe | |
| 15Cr1MoV, 20Cr1MoV | H08 CrMnSiMoV | |
| 12Cr2MoWVTiB | H10Cr2MnMoWVTiB | |
| (G102) | H08Cr2MoWVNbB | |
| Acero G106 | H10Cr5MoVNbB | |
| Acero inoxidable | 06Cr19Ni10, 12Cr18Ni9 | HOCr18Ni9 |
| 12Cr18Ni9Ti | H0Cr18N9Ti | |
| 022Cr17Ni12Mo2 | HOCr18Ni12Mo2Ti | |
| Acero de baja temperatura | 09Mn2V | H05Mn2Cu, H05Ni2,5 |
| 06AlCuNbN | H08Mn2WCu | |
| Acero de baja temperatura | 3,5Ni, 06MnNb 06AlCuNbN | H00Ni4.5Mo H05Ni4Ti |
| 9Ni | HOONi11Co H06Cr20Ni60Mn3Nb | |
| Diferentes tipos de acero | G102 +12CrMoV G102 + 15CrMo | H08CrMoV |
| G102+Acero al carbono | H08Mn2Si H08CrMoV H13CrMo | |
| G102 + 1Cr18NiTi G102 + G106 | Alambre de soldadura a base de níquel | |
| 12Cr1MoV+Acero al carbono | H08Mn2Si, H05MnSiAlTiZr | |
| 12CrMoV +15CrMo | H13CrMo, H08CrMoV | |
La función del electrodo no consumible en la soldadura TIG es conducir la electricidad, encender el arco y mantener la combustión normal del arco. Su calidad afecta en gran medida a la estabilidad del arco y del proceso de soldadura, así como a la calidad de la soldadura. En general, los electrodos no consumibles deben cumplir los requisitos de alta corriente admisible y bajo consumo.
1) En la actualidad, los materiales de electrodos comunes incluyen tungsteno puro, tungsteno toriado, tungsteno ceriated, tungsteno zirconiated, y tungsteno lanthanated. Los diámetros comunes de los electrodos de tungsteno son: 0,5mm, 1,0mm, 1,6mm, 2,0mm, 2,5mm, 3,2mm, 4,0mm, 5,0mm, 6,3mm, 8,0mm, 10,0mm, un total de 11 tipos, con longitudes que van de 76 a 610mm. La superficie del electrodo de tungsteno no debe presentar defectos como cicatrices, grietas, cavidades de contracción, rebabas o inclusiones no metálicas.
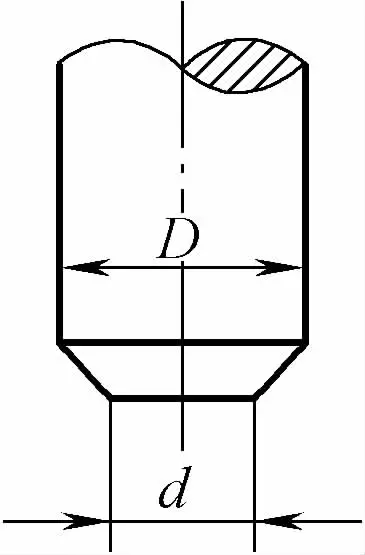
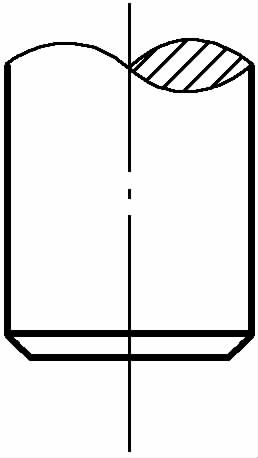
2) Los electrodos de tungsteno domésticos suelen tratarse superficialmente mediante limpieza química o esmerilado mecánico. Para mejorar la estabilidad del arco, es necesario rectificar el extremo del electrodo de wolframio para darle una forma cónica o semiesférica en función del tamaño de la corriente.
3) Cuando el material del electrodo de wolframio es el mismo, las diferentes formas del electrodo tendrán un cierto impacto en la estabilidad del arco y la formación de la soldadura. La relación entre las formas comunes de la punta del electrodo de tungsteno y la estabilidad del arco se muestra en la Tabla 5-75.
Tabla 5-75 Formas comunes de la punta del electrodo de tungsteno y su relación con la estabilidad del arco
| Forma de la punta del electrodo de wolframio | Tipo de electrodo de wolframio | Polaridad de la corriente | Ámbito de aplicación | Estabilidad del arco |
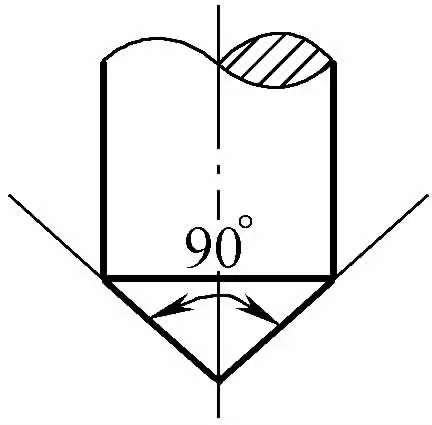 | Tungsteno ceriado o toriado | Electrodo de corriente continua Positivo | Alta corriente | Estable |
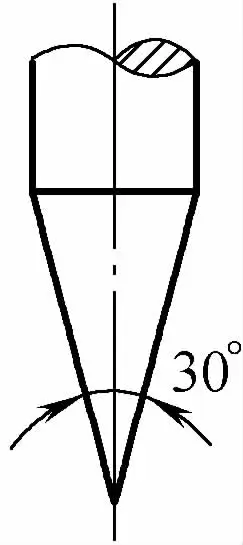 | Tungsteno ceriado o toriado | Electrodo de corriente continua Positivo | Corriente baja Adecuado para soldar en espacios estrechos y chapas finas | Estable |
 | Electrodo de wolframio puro | Corriente alterna | Soldadura de aluminio, magnesio y sus aleaciones | Estable |
 | Tungsteno ceriado o toriado | Electrodo de corriente continua Positivo | Soldadura continua con electrodos de tungsteno de menos de 1 mm de diámetro | Bien |
4) La capacidad de transporte de corriente de los electrodos de wolframio se indica en la Tabla 5-76.
Tabla 5-76 Capacidad de transporte de corriente del electrodo de wolframio
| Diámetro del electrodo/mm | Corriente continua/A | Corriente alterna/A | ||||
| Conexión directa (electrodo -) | Conexión inversa (electrodo +) | |||||
| Tungsteno puro | Tungsteno toriado, tungsteno ceriado | Tungsteno puro | Tungsteno toriado, tungsteno ceriado | Tungsteno puro | Tungsteno toriado, tungsteno ceriado | |
| 0.5 | 2 ~20 | 2 ~20 | - | - | 2 ~15 | 2~15 |
| 1 | 10 ~ 75 | 10 ~75 | - | - | 15 ~55 | 15 ~ 70 |
| 1.6 | 40 ~130 | 60 ~150 | 10 ~20 | 10 ~30 | 45 ~ 90 | 60 ~125 |
| 2 | 75 ~ 180 | 100 ~200 | 15 ~25 | 15 ~25 | 65 ~125 | 85 ~160 |
| 2.5 | 130 ~ 230 | 160 ~250 | 17 ~30 | 17 ~30 | 80 ~140 | 120 ~ 210 |
| 3 | 140 ~ 280 | 200~300 | 20 ~40 | 20 ~ 40 | 100~160 | 140 ~ 230 |
| 3.2 | 160 ~310 | 225~330 | 20 ~35 | 20 ~35 | 130 ~190 | 150 ~250 |
| 4 | 275 ~ 450 | 350~480 | 35 ~50 | 35 ~50 | 180 ~260 | 240 ~350 |
| 5 | 400 ~625 | 500 ~ 645 | 50 ~70 | 50 ~70 | 240 ~ 350 | 330 ~ 460 |
| 6 | 500 ~625 | 620 ~ 650 | 60 ~80 | 60 ~80 | 260 ~390 | 430 ~560 |
| 6.3 | 550~675 | 650 ~850 | 65~100 | 65~100 | 300~420 | 430 ~ 575 |
| 8 | - | - | - | - | - | 650 ~830 |
5) El voltaje de circuito abierto requerido para los materiales de electrodos comúnmente utilizados se muestra en la Tabla 5-77.
Tabla 5-77 Tensión en circuito abierto requerida para los materiales de electrodos más utilizados
| Tipos de electrodos | Designaciones de electrodos | Tensión en vacío requerida /V | ||
| Cobre | Acero inoxidable | Acero al silicio | ||
| Electrodo de wolframio puro | W | 95 | 95 | 95 |
| Electrodo de wolframio toriado | WTh-10 WT-15 | 40 ~65 35 | 50 ~70 40 | 70~75 40 |
| Electrodo de wolframio ceritado | WCe-20 | - | 30~35 | - |
6) La selección de electrodos de tungsteno se muestra en la Tabla 5-78. Tenga en cuenta que algunas varillas de tungsteno son radiactivas (como los electrodos de tungsteno toriado), por lo tanto, debe garantizarse la protección de seguridad al esmerilar varillas de tungsteno. Cuando se almacena una gran cantidad de varillas de tungsteno, es mejor guardarlas en una caja de plomo para evitar que la radiación dañe el cuerpo humano.
Tabla 5-78 Selección de electrodos de wolframio
| Tipos de electrodos de wolframio | Grado | Características |
| Tungsteno puro | W1、W2 | Tanto el punto de fusión como el de ebullición son muy elevados, la desventaja es que requiere que la máquina de soldar tenga una tensión de circuito abierto más elevada. El funcionamiento prolongado puede provocar la fusión del electrodo de wolframio. |
| Tungsteno toriado | WTh7, WTh10, WTh15, WTh30 | Añadiendo una cierta cantidad de agujas de óxido, se superan las desventajas de los electrodos de tungsteno puro anteriores, pero hay un rastro de radiactividad. |
| Tungsteno ceriado | WCe-20 | Se añade una cierta cantidad de óxido de cerio al tungsteno puro, las ventajas son: baja corriente de iniciación del arco, mejor compresión de la columna de arco, mayor duración y radiactividad extremadamente baja. |







