Parámetros Esenciales de las Prensas Hidráulicas: Una guía completa
¿Cómo ejerce una prensa hidráulica una potencia tan inmensa? Desde la fuerza nominal hasta las dimensiones de la mesa de trabajo, comprender estos parámetros es crucial para cualquiera que se dedique al mecanizado o al trabajo del metal. Este artículo profundiza en los aspectos técnicos esenciales que definen la capacidad y el rendimiento de una prensa hidráulica, proporcionando información que puede ayudarle a seleccionar la prensa adecuada para sus necesidades. Siga leyendo para descubrir cómo afecta cada parámetro a la eficacia y funcionalidad de la máquina.
Última actualización:
28 de junio de 2024
Comparte tu me gusta:
Índice
Los parámetros básicos son los datos técnicos fundamentales de la prensa hidráulica, determinados por el uso del proceso y el tipo estructural de la prensa hidráulica. Reflejan la capacidad de trabajo y las características de la prensa hidráulica, y establecen esencialmente las dimensiones generales y el peso total del cuerpo. Los parámetros básicos son la base principal para los usuarios a la hora de comprar.
Ahora, tomando la de tres haces de cuatro columnas prensa hidráulica como ejemplo, se introducen los parámetros básicos de la prensa hidráulica.
1. Fuerza nominal y su clasificación
La fuerza nominal suele ser el principal parámetro de la prensa hidráulica, ya que refleja su principal capacidad de trabajo. La fuerza nominal es la presión máxima de trabajo que puede ejercer nominalmente la prensa hidráulica, numéricamente igual al producto de la presión máxima del líquido y el área total de trabajo de los pistones de trabajo (redondeado a un número entero).
Para aprovechar al máximo el equipo, cumplir los requisitos del proceso y ahorrar líquido a alta presión, generalmente las prensas hidráulicas grandes y medianas dividen la fuerza nominal en dos o tres niveles. Las prensas hidráulicas accionadas directamente por bombas no necesitan dividirse estructuralmente en niveles de presión.
2. Distancia libre máxima (altura de apertura) H
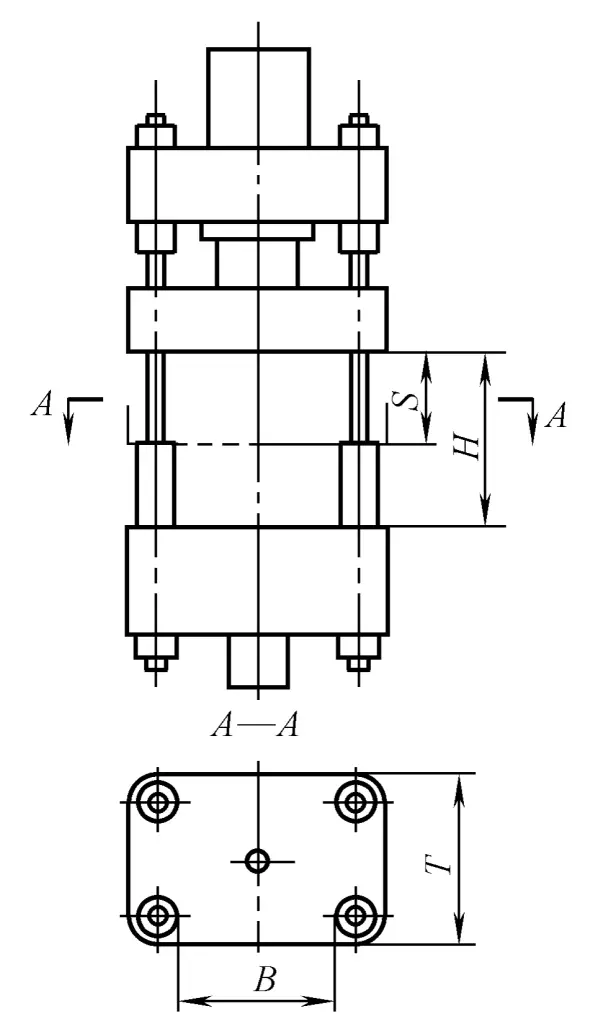
La distancia libre máxima H se refiere a la distancia desde la superficie de la mesa de trabajo hasta la parte inferior del travesaño móvil cuando éste se detiene en la posición límite superior, como se muestra en la figura 1-1-6.
Figura 1-1-6 Esquema de parámetros básicos
La distancia de separación máxima refleja el tamaño del espacio de trabajo en la dirección de altura de la prensa hidráulica. Debe determinarse en función de la altura del molde (herramienta) y el espaciador correspondiente, el tamaño de la carrera de trabajo y el espacio necesario para insertar piezas en bruto y retirar piezas de trabajo, entre otros factores del proceso.
La distancia máxima de separación tiene un impacto significativo en la altura total de la prensa hidráulica, la longitud de las columnas, la estabilidad del cuerpo de la prensa hidráulica y la altura del taller de instalación. Por lo tanto, la altura de la prensa debe minimizarse al máximo sin dejar de cumplir los requisitos del proceso, con el fin de reducir su coste.
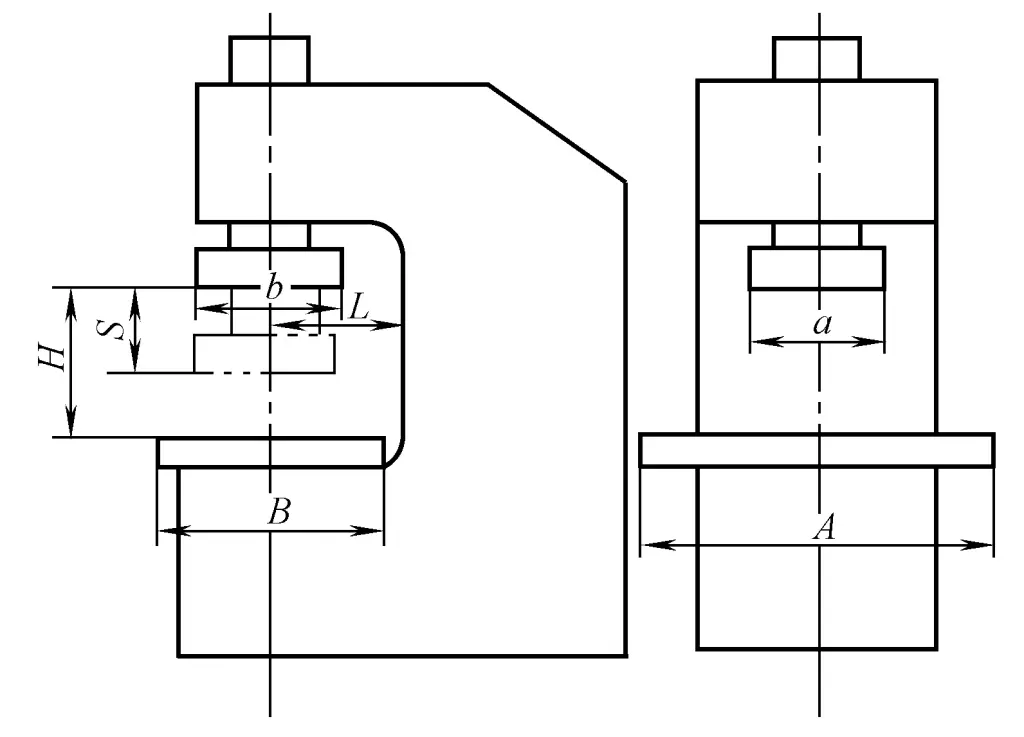
La distancia libre máxima para una prensa hidráulica de un solo brazo es la distancia desde la parte inferior del cabezal de la prensa hasta la superficie de la mesa de trabajo, como se muestra en la Figura 1-1-7.
Figura 1-1-7 Parámetros básicos de una prensa hidráulica monobrazo
3. Carrera máxima S
La carrera máxima S se refiere a la distancia desde la superficie inferior del manguito guía de la columna del travesaño móvil en la posición límite superior hasta la superficie superior del manguito límite de la columna, que es también la distancia máxima que puede desplazarse el travesaño móvil.
La carrera máxima debe determinarse en función de la carrera de trabajo máxima necesaria durante el proceso de conformado de la pieza, ya que afecta directamente a la longitud del cilindro de trabajo y del cilindro de retorno y sus émbolos, así como a la altura total del bastidor.
4. Dimensiones de la mesa de trabajo (largo × ancho)
La mesa de trabajo se fija generalmente en el travesaño inferior, donde se colocan los moldes o las herramientas. El tamaño de la mesa de trabajo se refiere a las dimensiones efectivas disponibles en la superficie de la mesa de trabajo, como B×T en la Figura 1-1-6, o A×B en la Figura 1-1-7. El tamaño de la mesa de trabajo depende de las dimensiones planas del molde (herramienta) y de la disposición del proceso.
Las prensas hidráulicas de forja o estampación de chapa gruesa grandes y medianas suelen tener una mesa de trabajo móvil, la carrera de la mesa de trabajo móvil y la fuerza nominal del cilindro de empuje están relacionadas con la necesidad de sustitución del molde y el método de funcionamiento del proceso.
Además del tamaño de la mesa de trabajo, en algunas prensas hidráulicas de cuatro columnas también se utiliza como parámetro la distancia central de las columnas (lado ancho y lado estrecho). La prensa hidráulica de un brazo está abierta por tres lados en el plano, y el parámetro que afecta al tamaño del espacio de trabajo en el plano es la profundidad de garganta, que es la distancia desde el centro del cabezal de la prensa hidráulica de un brazo hasta la superficie interior del bastidor, como se muestra en la Figura 1-1-7 como L.
5. Fuerza de retorno
Al calcular la fuerza necesaria para el retorno, hay que tener en cuenta el peso de las piezas móviles, la fuerza necesaria durante el proceso de retorno (como la fuerza de tracción del molde, el picador de elevación, etc.), la resistencia del cilindro de trabajo a descargar fluido, la fricción en las juntas de los cilindros y la fricción en la guía del travesaño móvil. La fuerza de retorno se consigue mediante el fluido a alta presión que empuja el área anular del anillo del pistón en la cámara inferior del cilindro del pistón o mediante un cilindro de retorno ajustado por separado.
6. Velocidad del travesaño móvil (velocidad de deslizamiento)
Puede dividirse en velocidad de carrera de trabajo, velocidad de carrera en vacío (carrera de llenado) y velocidad de retorno.
La velocidad de la carrera de trabajo debe determinarse según los diferentes requisitos del proceso, su rango de variación es grande, y afecta directamente a la calidad de la pieza de trabajo y a la demanda de potencia de la bomba. Las prensas hidráulicas de forja requieren una alta velocidad de trabajo, alcanzando 50~150mm/s, mientras que la velocidad de la carrera de trabajo de las prensas hidráulicas universales de cuatro columnas y de recorte es de 10~15mm/s, y la de las prensas hidráulicas de extrusión de electrodos es sólo de unos 3mm/s.
La potencia de una bomba hidráulica de accionamiento directo es proporcional a la velocidad de la carrera de trabajo. Por lo general, la velocidad durante el ralentí y el retorno puede ser mayor para mejorar la productividad. Sin embargo, si la velocidad es demasiado rápida, provocará golpes de ariete y vibraciones al parar o dar marcha atrás.
7. Excentricidad máxima admisible
En muchos procesos realizados en prensas hidráulicas suelen producirse cargas excéntricas, que se producen tanto en el lado ancho como en el lado estrecho de la prensa hidráulica. La excentricidad máxima admisible se refiere a la excentricidad máxima permitida cuando la resistencia a la deformación de la pieza se aproxima a la fuerza nominal. Al seleccionar una prensa hidráulica, esta excentricidad debe tenerse en cuenta en función de las características del proceso.
8. Fuerza nominal y carrera del eyector
Algunas prensas hidráulicas (como las prensas hidráulicas de forja y estampación) suelen llevar eyectores instalados en el travesaño inferior para expulsar las piezas o durante la embutición. La fuerza y la carrera del eyector están totalmente determinadas por los requisitos del proceso.
Para varias prensas hidráulicas con diferentes formas estructurales y diferentes propósitos de proceso, hay diferentes parámetros básicos. El departamento de industria de maquinaria en nuestro país ha establecido varios estándares para formas de prensas hidráulicas y parámetros básicos para diferentes propósitos de proceso, tales como prensa hidráulica de estampado de brazo simple JB/T2098-2010, prensa hidráulica universal de cuatro columnas (JB/T9957.2-1999), prensa hidráulica de recorte (JB/T1881-2010), etc.
¿Qué acciona la maquinaria pesada utilizada en la construcción y la fabricación? Los cilindros hidráulicos desempeñan un papel fundamental, transformando la energía hidráulica en...
¿Cómo se transforman las chapas planas en complejas formas tridimensionales? La embutición profunda tiene la respuesta. Este artículo desvela los entresijos...
¿Alguna vez ha visto cómo una chapa se convierte en una precisa pieza de máquina? Todo empieza con el corte. Desde las cizallas de la vieja escuela hasta...
Nuestros ingenieros de ventas están a su disposición para responder a todas sus preguntas y ofrecerle un presupuesto rápido y adaptado a sus necesidades.