Tabla de espesores, velocidad y potencia de corte láser CO2 (25-200W)
¿Cómo pueden los fabricantes conseguir un corte por láser de CO2 preciso y eficaz para diversos materiales? Este artículo explora la relación entre el láser...
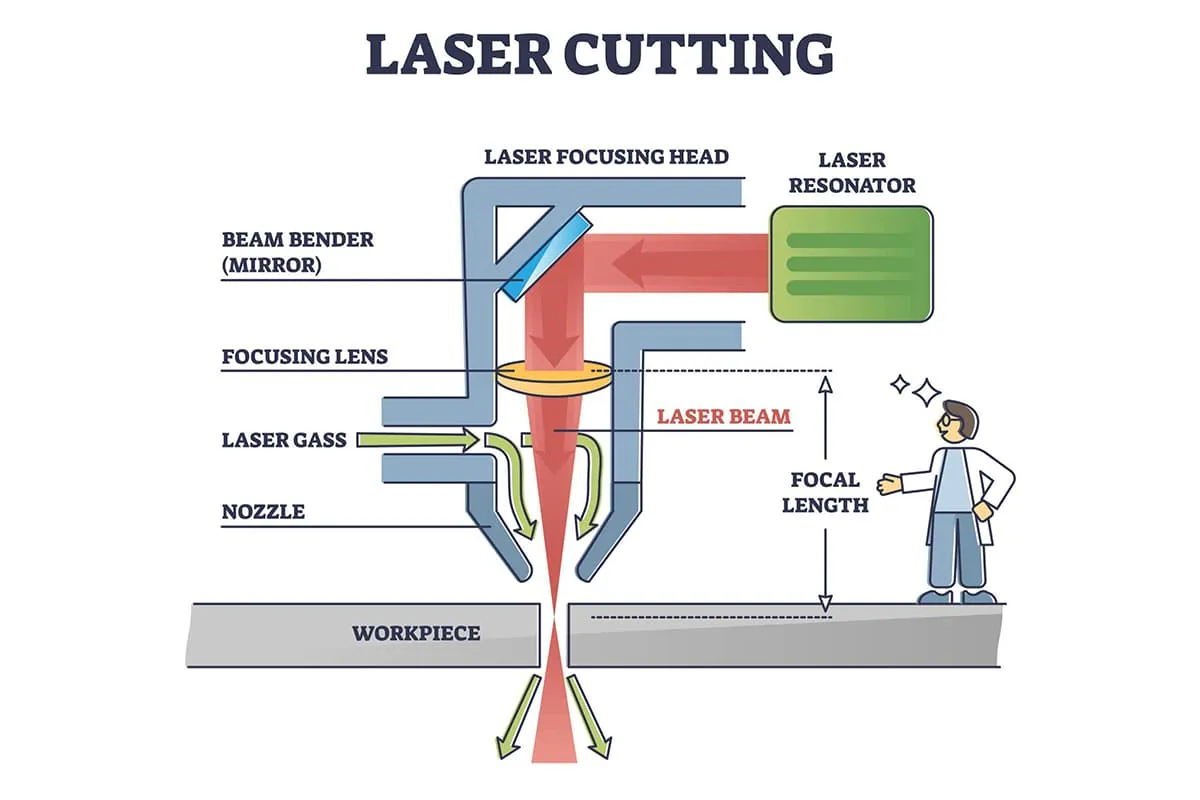
Corte por láser utiliza una lente de enfoque para concentrar el haz láser en la superficie de la pieza, provocando la fusión del material. Simultáneamente, un gas comprimido, coaxial con el rayo láser, expulsa el material fundido. El rayo láser y la pieza de trabajo se mueven uno respecto al otro a lo largo de una trayectoria determinada, creando así un corte de una forma específica. El sitio principio del láser corte se ilustra en la figura 1.

1-Generador láser
2-Haz láser
3-Espejo reflectante
4-Lente de enfoque
5-Gas asistido
6 Boquillas
7-Pieza de trabajo
Corte por láser pueden clasificarse en cuatro categorías: corte por fusión láser, corte por vaporización láser, corte por oxígeno láser y trazado láser con fractura controlada.
Similar a la soldadura por penetración profunda con láser, el corte por fusión con láser utiliza el calentamiento por láser para fundir el material metálico. Posteriormente, se pulveriza un gas no oxidante (como Ar, He, N, etc.) a través de una boquilla coaxial con el haz láser para soplar el metal líquido, formando un corte.
El corte por fusión láser se utiliza principalmente para cortar materiales que no se oxidan fácilmente o para materiales activos metalescomo acero inoxidable, titanio y aleaciones de titanio, aluminio y aleaciones de aluminio.
Este método utiliza un rayo láser de alta densidad de potencia para calentar la superficie de la pieza, haciendo que la temperatura aumente rápidamente hasta el punto de ebullición del material en un tiempo extremadamente corto. El material comienza a vaporizarse rápidamente, convirtiéndose una parte en vapor y el resto formando partículas líquidas y sólidas que son expulsadas desde el fondo del corte, creando el corte.
El corte por vaporización láser se utiliza habitualmente para materiales metálicos extremadamente finos y materiales no metálicos como papel, tela, madera, plástico y caucho.
El principio del oxicorte por láser es similar al del oxicorte oxiacetilénico. El rayo láser sirve como fuente de calor de precalentamiento, mientras que el oxígeno y otros gases activos se utilizan como gases de corte. El gas pulverizado interactúa con el metal de corte, dando lugar a una reacción de oxidación que libera una gran cantidad de calor, calentando la siguiente capa de metal y haciendo que continúe oxidándose. Simultáneamente, los óxidos fundidos y los materiales fundidos son expulsados fuera de la zona de reacción, formando el corte.
El oxicorte por láser requiere sólo la mitad de energía que el corte por fusión láser debido al importante calor generado por la reacción de oxidación durante el proceso de corte. Además, el velocidad de corte es mucho más rápido que el del corte por vaporización láser y el corte por fusión láser.
El oxicorte por láser es adecuado para materiales que pueden oxidarse, como aleaciones con base de hierro, titanio y aluminio, entre otros materiales metálicos no férreos.
El trazado láser consiste en escanear la superficie de materiales frágiles con un rayo láser de alta densidad energética para crear una pequeña ranura o una serie de pequeños orificios. La aplicación de una determinada presión hace que el material frágil se agriete a lo largo de la ranura o el orificio. La fractura controlada utiliza el rayo láser para calentar la ranura, creando una tensión térmica local en el material frágil, lo que provoca su fractura a lo largo de la ranura.
El trazado láser con fractura controlada es adecuado para cortar materiales frágiles como piedra, cerámica, vidrio y fundición.
El pequeño punto del rayo láser y la energía concentrada minimizan la deformación térmica de la pieza, lo que da como resultado ranuras estrechas (normalmente de 0,10-0,20 mm de ancho), superficies de corte lisas, sin rebabas ni escoria, y la evitación del colapso de bordes que se observa normalmente en las máquinas de corte por láser. cizallaeliminando la necesidad de un tratamiento secundario.
El pequeño tamaño del punto y la energía concentrada del rayo láser permiten velocidades de corte de hasta 10 m/min, significativamente más rápidas que el corte por hilo.
El corte por láser es un método de corte sin contacto, que garantiza la ausencia de contacto con la superficie de la pieza, un ruido mínimo y una contaminación mínima.
El corte por láser puede procesar materiales como acero inoxidable, aleaciones de aluminio y aleaciones duras, independientemente de su dureza, y puede producir cualquier forma deseada, incluido el corte de tubos finos y de pequeño espesor y otros perfiles irregulares.
Esto incluye plásticos, madera, PVC, cuero, textiles y vidrio orgánico.
El anidado de hojas enteras y el corte a medida reducen los costes de mano de obra y material.
Una vez finalizados los diseños de los productos, el procesamiento por láser puede producir rápidamente productos físicos.
(1)Limitado por la potencia del láser y el tamaño del equipo, el corte por láser sólo es adecuado para cortar chapas y tubos de espesor medio y pequeño, y la velocidad de corte disminuye significativamente con el aumento del espesor.
(2)Altos costes de equipamiento e importante inversión inicial.
El corte por láser tiene una amplia aplicación en diversos campos. En el sector de la fabricación de automóviles, las máquinas de corte tridimensional por láser se utilizan ampliamente en la producción de prototipos de automóviles y en la fabricación de lotes pequeños. El corte por láser de placas y tiras finas comunes, como aluminio y acero inoxidable, ha alcanzado velocidades de corte de hasta 10 m/min, lo que reduce significativamente los ciclos de preparación de la producción y permite una producción flexible en taller.
En la industria aeroespacial, el corte por láser se utiliza principalmente para cortar materiales aeroespaciales especiales como aleaciones de titanio, aleaciones de aluminio, aleaciones de níquel, aleaciones de cromo, óxido de berilio y materiales compuestos. Entre los componentes aeroespaciales procesados mediante corte por láser se incluyen los tubos de llama de los motores, las carcasas de aleación de titanio de paredes finas, los bastidores de los aviones, la piel de titanio, los largueros de las alas, los paneles del plano de cola y las palas del rotor principal de los helicópteros.
La tecnología de corte por láser también tiene una amplia gama de aplicaciones en el campo de los materiales no metálicos, ya que permite cortar materiales quebradizos y de gran dureza como el nitruro de silicio, la cerámica o el cuarzo, así como materiales flexibles como tejidos, papel, láminas de plástico y caucho. Por ejemplo, el uso de láseres para el anidado de prendas en la producción de ropa puede ahorrar de 10% a 20% de tejido y aumentar la productividad en más del triple.