Problemas de curvado de perfiles: Soluciones de arrugado a alabeo
Última actualización:
28 de junio de 2024
Comparte tu me gusta:
Índice
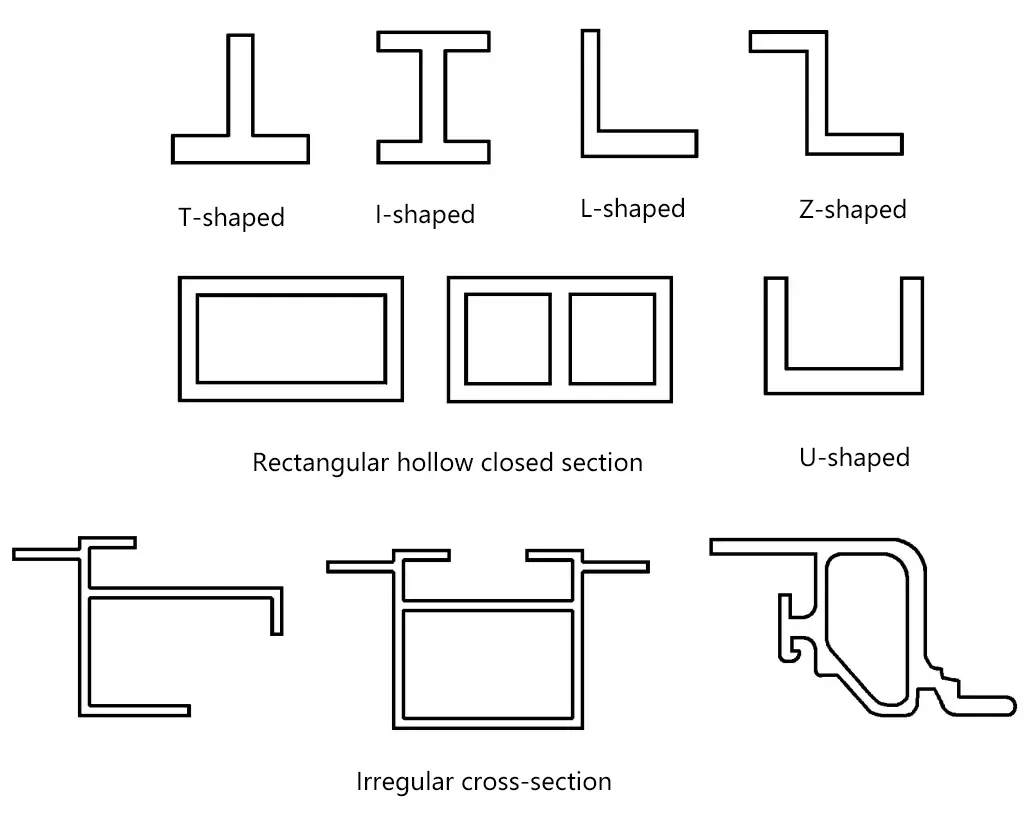
En comparación con la chapa metálica, una característica importante de los perfiles es su variedad de formas de sección transversal, como se muestra en la figura 1. El conformado por plegado de los perfiles es diferente al de las chapas metálicas. Debido a sus formas específicas de sección transversal, a menudo surgen muchos problemas especiales de calidad, como distorsión de la sección transversal, arrugas en la cara interna, torsión, etc.
Figura 1 Formas comunes de la sección transversal del perfil
I. Arrugas
Cuando la sección del perfil es relativamente alta y el radio de curvatura es pequeño, y los parámetros del proceso no están ajustados razonablemente, pueden producirse fenómenos de arrugamiento en el borde interior o en el alma del perfil tras el conformado por plegado. La razón de las arrugas es que, durante el proceso de doblado, la parte situada por debajo de la capa neutra está sometida a un esfuerzo de compresión longitudinal. Cuando la tensión de compresión es demasiado grande, o la parte comprimida carece de soporte efectivo, es probable que se produzcan arrugas longitudinales.
En tramo plegado conformadoSi se aplica una cierta tensión al perfil mientras se dobla, se puede evitar la formación de arrugas; la aplicación de tensión adicional después del doblado también tiene un cierto efecto de eliminación de arrugas. Además, el uso de ranuras de limitación o de prevención de arrugas en el molde, o el empleo de varillas de núcleo para el relleno, son medidas que pueden evitar las arrugas.
II. Distorsión seccional
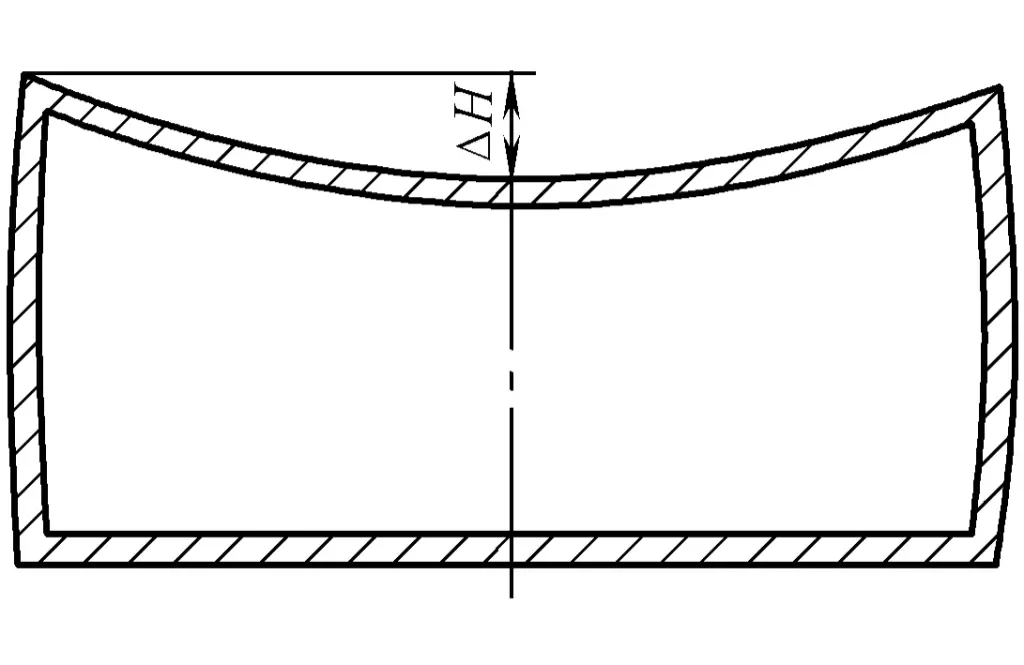
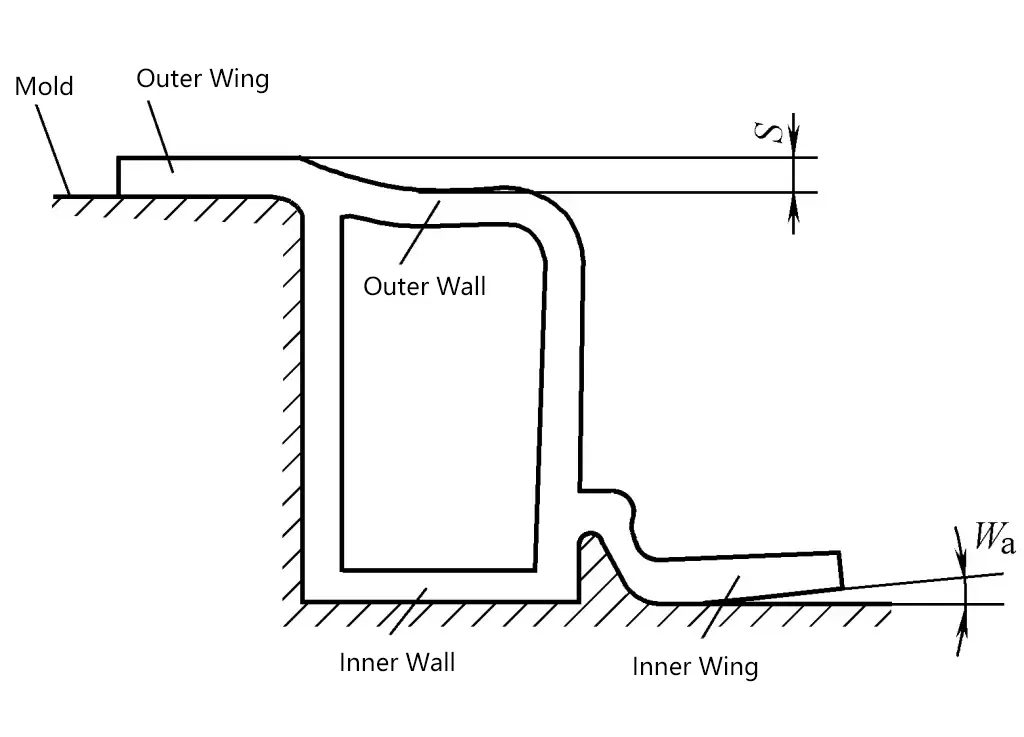
La deformación de la sección es un problema difícil de evitar en el conformado por curvado de perfiles. La resistencia a la deformación de una sección de perfil está estrechamente relacionada con la forma de la sección de perfil. Durante el curvado de perfiles de sección cerrada, cuando la anchura del alma es grande, el espesor de la pared es fino, y no hay soporte en el interior o el soporte es débil, pueden producirse fácilmente fenómenos como el colapso del borde superior, causando la distorsión seccional del perfil, como se muestra en las figuras 2 y 3. Fenómenos similares se producen durante el curvado de perfiles con otras formas seccionales.
Figura 2 Diagrama esquemático del colapso del alma superior
Figura 3 Distorsión seccional del perfil de aleación de aluminio del marco de la puerta de un coche
La aparición de distorsión seccional es muy difícil de controlar, y también complica el control del springback.
En la actualidad, los métodos para eliminar o reducir la distorsión seccional incluyen, en primer lugar, determinar la forma de la sección del perfil basándose en la fabricabilidad de la estructura de las piezas del perfil; en segundo lugar, soportar el perfil durante la producción (añadiendo una varilla central o un relleno).
1. Mejorar la fabricabilidad de la estructura de las piezas perfiladas
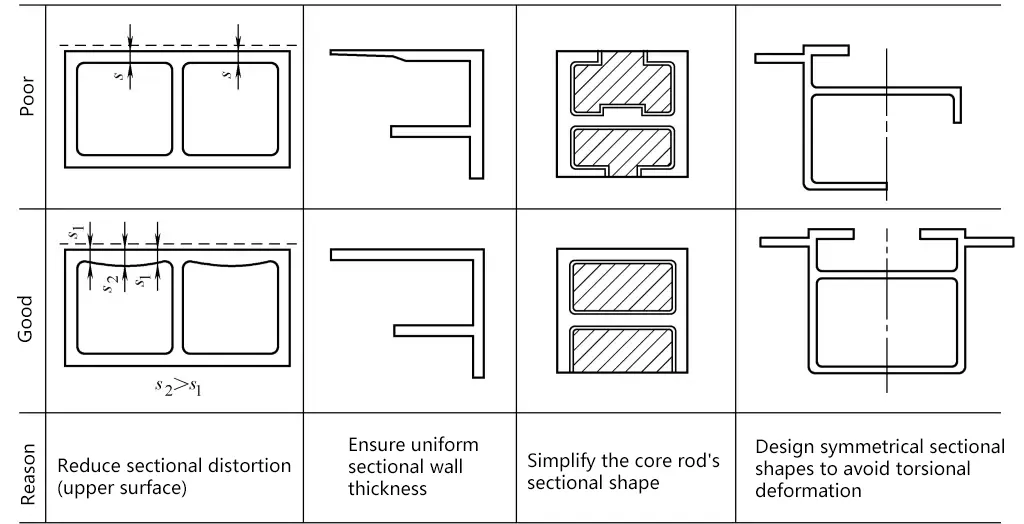
Para reducir la distorsión seccional, la primera consideración debe ser la fabricabilidad estructural de las piezas perfiladas, que es el método más económico. Los principales enfoques son los siguientes (véase la figura 4):
Figura 4 Reglas comunes de diseño de la forma del perfil
(1) Seleccionar razonablemente la sección del perfil
Existe una gran variedad de especificaciones para los perfiles. Para estructuras sin requisitos especiales, se debe dar prioridad a los perfiles con buena conformabilidad, formas de sección transversal simples y simetría, como perfiles angulares, perfiles en forma de T, perfiles rectangulares de sección hueca, perfiles en forma de arco, etc.; la superficie interior del perfil debe ser lo más lisa posible para facilitar la inserción y extracción de varillas de núcleo y otros rellenos; el radio de la esquina interior del perfil de sección cerrada debe diseñarse lo más grande posible: la sección del perfil debe ser lo más simétrica posible para evitar la deformación por torsión durante la flexión.
(2) Determinar razonablemente la forma de las piezas, dando prioridad a las formas estructurales planas y de curvatura constante.
2. Varilla de relleno de perfil
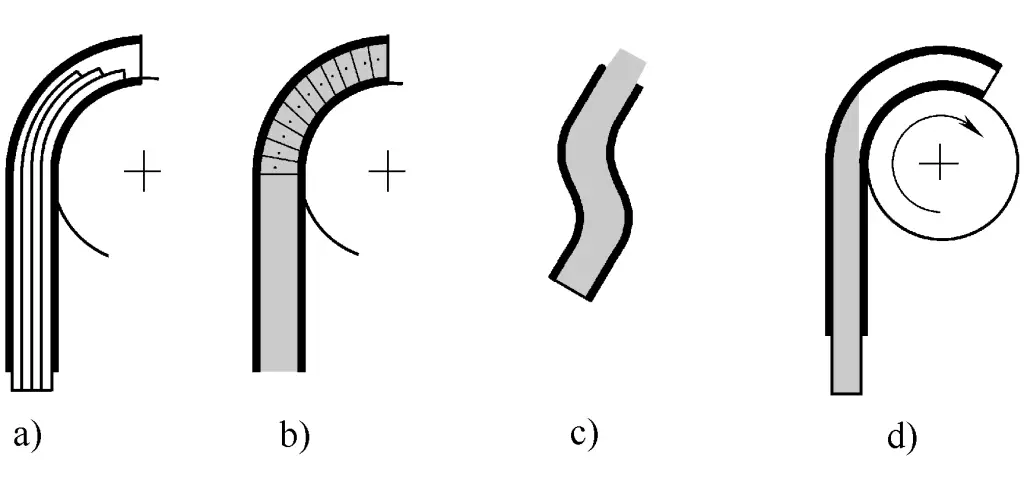
La inserción de una varilla de núcleo (tablero laminado, placa de acero fina) o de relleno en el interior del perfil puede evitar eficazmente la deformación de la sección. La varilla de núcleo tiene la misma forma o una forma similar a la superficie interior no deformada del perfil, se inserta en el interior del perfil antes de la deformación, se dobla con el perfil o soporta la parte de flexión del perfil y se extrae del interior del perfil después del conformado. Formas comunes de varilla de núcleo:
(1) Varilla de núcleo laminado, como se muestra en la Figura 5a, puede estar hecha de placas finas de acero o materiales como PVC (Cloruro de Polivinilo), Nylon, etc., y se utiliza ampliamente en el doblado bidimensional. Las placas delgadas se apilan juntas, se colocan dentro del perfil, se doblan con el perfil, las capas pueden deslizarse unas respecto a otras durante el doblado, y debido a que cada capa es muy delgada, durante el doblado, cada capa de material se encuentra en un estado de deformación elástica.
Figura 5 Tipos de noyos
a) Varilla de núcleo laminado b) Varilla central unida c) Varilla con núcleo de plástico d) Varilla de núcleo rígido
Debido a la existencia de un cierto espacio entre la varilla de núcleo y la pared interior del perfil, la cantidad de distorsión de la sección transversal del perfil se ve afectada por el tamaño del espacio. La desventaja de este tipo de varilla de núcleo es que no es fácil de extraer debido a la fuerte compresión entre la pared interior del perfil y la varilla de núcleo después de la flexión. Además, la eficacia del trabajo es menor durante el proceso de producción.
(2) Varilla de núcleo tipo eslabón, como se muestra en la figura 5b. La varilla de núcleo se compone de muchas unidades enlazadas, la forma de cada unidad de cadena es similar a la pared interior del perfil, y la varilla de núcleo puede deformarse con la flexión del perfil. El efecto de reducir la distorsión de la sección transversal es muy evidente. La desventaja es que es difícil de fabricar y costoso.
(3) La varilla con núcleo de plástico, hecha de plásticos como el polietileno, tiene un buen rendimiento de deslizamiento, lo que facilita su inserción y extracción. Se encuentra en un estado de flexión elástica durante la flexión, como se muestra en la Figura 5c. La desventaja de la varilla con núcleo de plástico es que su módulo elástico y su dureza son relativamente bajos, lo que resulta en una menor restricción de la distorsión de la sección transversal del perfil, especialmente cuando el radio de curvatura es pequeño. Además, la vida útil de este tipo de material polimérico es corta.
(4) Varilla de núcleo rígida, como se muestra en la figura 5d. No se dobla con el perfil, de forma similar a la varilla de núcleo utilizada en la formación de flexión con tubos. La varilla metálica de núcleo rígido se inserta en la cavidad interior del perfil hasta la parte donde se produce la deformación por flexión, proporcionando un soporte rígido a la placa ventral superior del perfil durante la flexión, evitando eficazmente la aparición de distorsiones en la sección transversal. Este tipo de varilla de núcleo es adecuado para el curvado de perfiles de curvatura constante.
3. Cuerpo de relleno
Además de añadir una varilla de núcleo, para los perfiles de sección cerrada, también se pueden rellenar algunos materiales fácilmente extraíbles para soportar la pared interior del perfil, como se muestra en la figura 6, este método es sencillo y fácil de aplicar.
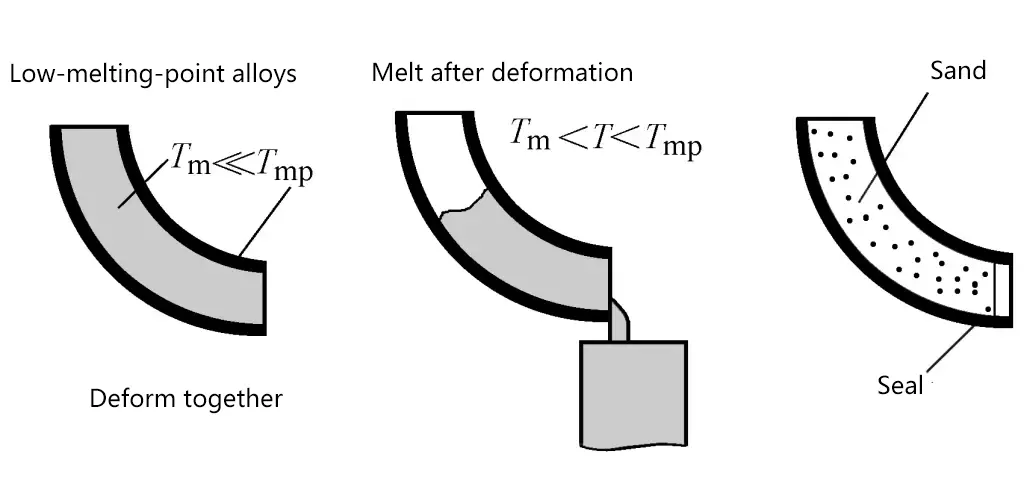
Figura 6 Relleno sólido
Los materiales de relleno más utilizados son las aleaciones de bajo punto de fusión y la arena húmeda. Para el relleno con aleaciones de bajo punto de fusión, el interior del perfil se rellena con aleación de bajo punto de fusión antes del curvado y, después de curvarlo, se calienta para fundir y hacer fluir la aleación. La desventaja de este método es que las aleaciones de bajo punto de fusión suelen ser blandas, lo que proporciona un soporte débil durante el curvado del perfil. Si se utiliza arena, el efecto sería aún peor, y requiere más mano de obra, lo que resulta en una baja eficiencia.
Inyectar líquido en el interior de perfiles de sección cerrada también puede reducir la distorsión de la sección. Controlar la presión del líquido durante el conformado por plegado tiene un efecto significativo en la reducción de la distorsión, pero el inconveniente es la necesidad de aumentar los dispositivos de presurización y sellado.
La magnitud de la presión depende del material del perfil, la forma y el tamaño de la sección y el grado de curvatura. La práctica ha demostrado que la presión no tiene que ser muy alta para tener un efecto apreciable; una presión demasiado alta puede provocar un abombamiento inverso. Para reducir la deformación de la sección, no sólo se pueden rellenar líquidos, sino también gases.
III. Reducción del grosor de la pared y ruptura
Cuando el radio de curvatura es demasiado pequeño, o se añade una fuerza de tracción tangencial adicional para reducir el springback y evitar las arrugas en la pared interior, se produce un mayor esfuerzo de tracción en la sección, especialmente en la pared exterior, lo que provoca un adelgazamiento excesivo del espesor de la pared exterior, e incluso la rotura.
Cuando la altura de la sección del perfil es relativamente grande y el radio de curvatura es pequeño, el fenómeno de adelgazamiento es más grave. En el proceso de conformado por curvado de perfiles, el excesivo adelgazamiento o incluso la rotura de la pared exterior es una de las manifestaciones de los límites del conformado por curvado de perfiles.
IV. Alabeo y torsión
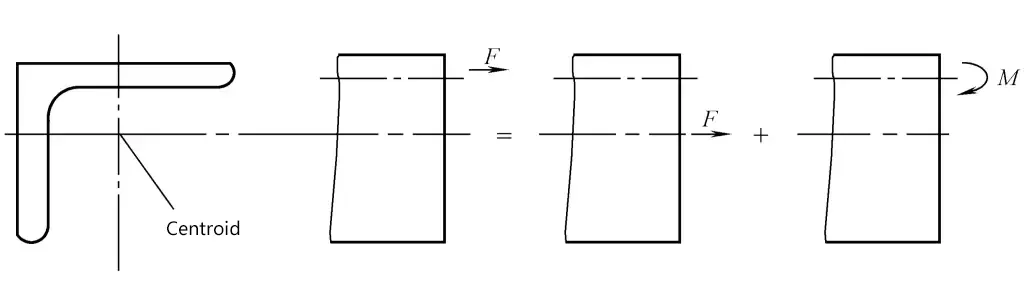
En el caso de los perfiles de sección asimétrica, además de los problemas habituales como la rotura, las arrugas, el springback y la deformación de la sección durante el conformado, también pueden producirse alabeos y torsiones. Por lo tanto, al estirar y doblar perfiles, el centro de tracción del bloque de sujeción debe coincidir con el centroide de la sección del perfil para evitar momentos de flexión adicionales que provoquen la deformación longitudinal del perfil, como se muestra en la figura 7. Al doblar, el punto de aplicación de la fuerza de flexión también debe estar lo más cerca posible del centro de flexión para evitar la deformación por torsión.
Figura 7 Momento flector adicional generado cuando el punto de aplicación de la fuerza externa no pasa por el centroide de la sección
¿Cómo pueden los ingenieros curvar perfiles para darles formas intrincadas con precisión? Este artículo analiza cuatro métodos principales: plegado en prensa, plegado con rodillo,...
¿Cómo transformamos tubos y perfiles rígidos en formas precisas utilizadas en la construcción, la automoción y la industria aeroespacial? Este artículo...
¿Cómo se convierten las chapas planas en piezas curvas? El curvado de metales es la clave. Este artículo desvela las herramientas, técnicas y trucos...
I. Conocimientos básicos del proceso 1. Conocimientos básicos del proceso de corrección En los trabajos de mantenimiento e instalación de equipos, algunas piezas suelen sufrir deformaciones....
Nuestros ingenieros de ventas están a su disposición para responder a todas sus preguntas y ofrecerle un presupuesto rápido y adaptado a sus necesidades.