Corte mecánico: Fundamentos del cizallado
¿Cómo cortan las máquinas el metal macizo con tanta precisión? El secreto reside en el cizallado mecánico, un método que utiliza...

El cálculo y la selección de los parámetros del proceso de corte se muestran en la Tabla 1; la relación T/R para algunos materiales se muestra en la Tabla 2; la temperatura de precalentamiento para el cizallado en caliente se muestra en la Tabla 3; las condiciones de cizallado para diferentes grados y especificaciones de materiales se muestran en la Tabla 4; la holgura razonable para las cuchillas de cizallado se muestra en la Tabla 5.
Tabla 1 Cálculo y selección de los parámetros del proceso de corte
| Número de serie | Parámetros | Cálculo y selección |
| 1 | Fuerza de cizallamiento | Al seleccionar con precisión cizalla equipo, verifique el tamaño de la fuerza de cizallamiento para asegurarse de que es inferior al tonelaje del equipo. La fuerza cortante puede calcularse mediante la siguiente fórmula F=KAτb donde: - F es la fuerza cortante (N) - A es el área de cizallamiento (mm 2 ) - K es un coeficiente que tiene en cuenta factores como el filo de la cuchilla, normalmente K=1,2~1,7 - τb es la resistencia al cizallamiento del material (10MPa), normalmente 0,7~0,8 veces la resistencia a la tracción, es decir, τ=(0,7~0,8)R m o consulte el cuadro 2 para el cálculo |
| 2 | Temperatura de cizallamiento | Para materiales con mayor resistencia (dureza) y tamaños de sección transversal más grandes, precaliente el material antes del cizallado. La temperatura de calentamiento debe ser 350~550℃, ver Tabla 3 para más detalles. Consulte la Tabla 4 para elegir la condición de cizallado y decidir si es necesario el precalentamiento |
| 3 | Brecha de cizallamiento | Para garantizar la calidad del cizallado, debe haber un valor razonable de separación entre las cuchillas superior e inferior (véase la Tabla 5). Debe utilizarse un valor mayor cuando la dureza del material es alta o el tamaño de la sección transversal de la sección cizallada es grande, y un valor menor en caso contrario. También debe utilizarse un valor menor cuando el cizallamiento se realiza en caliente. |
Cuadro 2 Relación de τb a Rm para algunos materiales
| Material | τb/MPa | Rm/MPa | τ/Rm | A (%) | Nota |
| Q195 | 290 | 336 | 0.86 | Recocido | |
| 375 | Endurecimiento por trabajo en frío | ||||
| Q235 | 341.7 | 423 | 0.82 | Recocido | |
| 410 | Endurecimiento por trabajo en frío | ||||
| Acero 15 | 280 | 360 | 0.74 | 32 | |
| Acero 30 | 356 | 454 | 0.79 | Recocido | |
| Acero 35 | 420 | 540 | 0.78 | Recocido | |
| Calidades de acero 40, 45, 50 | 460 | Recocido | |||
| Acero 75 | 610 | 1000 | 0.61 | 10.8 | |
| 30CrMnSiA | 750 | 1200 | 0.62 | 13.5 | Templado |
| Cobre puro | 160 | 200 | 0.8 | ||
| H68 | 200 | 300 | 0.66 | ||
| HPb59-1 | 260 | 420 | 0.62 | ||
| Zinc | 150 | 187 | 0.91 | ||
| 2A12 | 130 | 230 | 0.56 | 15 | Recocido |
| 2A11 | 220~240 | 380~420 | 15~20 | Después de la extrusión en caliente | |
| 6A02 | 70 | 130 | 0.54 | 22 | Recocido |
Tabla 3 Temperatura de precalentamiento para el cizallamiento por calentamiento
| Dureza del material HBW | 269 | 241 | 229 | 207 |
| Temperatura de precalentamiento/℃ | 550 | 400 | 380 | 350 |
Nota: La temperatura de precalentamiento es la temperatura a la que se precalienta el propio material.
Tabla 4 Estado de cizallamiento de materiales de diferentes grados y especificaciones
| Calidad del material | Diámetro en blanco o longitud lateral/mm | Dureza HBW | Estado de cizallamiento |
| 35 Acero | ≤75 | Corte en frío | |
| 80~85 | ≥187 | Cizalla caliente | |
| <187 | Corte en frío | ||
| >85 | Cizalla caliente | ||
| 45 Acero | ≤60 | Corte en frío | |
| 65-75 | ≥207 | Cizalla caliente | |
| <207 | Corte en frío | ||
| >75 | Cizalla caliente | ||
| 40Cr | ≤50 | Cizallamiento en frío | |
| 55-60 | ≥241 | Cizalla en caliente | |
| <241 | Cizallamiento en frío | ||
| >60 | Cizalla en caliente | ||
| 45Cr 18CrMnTi 12Cr2NiA | ≤35 | Cizallamiento en frío | |
| 40~48 | ≥255 | Cizalla en caliente | |
| ≥255 | Cizallamiento en frío | ||
| >48 | Cizalla en caliente |
Tabla 5 Espacio libre razonable para las cuchillas de la cizalla (unidad: mm)
| Diámetro de la barra | Por debajo del 20 | 20~30 | 30~40 | 40~60 | 60~90 |
| Separación entre cuchillas | 0.2~1 | 0.5~1.5 | 0.8~2 | 1.5~2.5 | 2.0~3.0 |
| Diámetro de la barra | 90~100 | 100~120 | 120~150 | 150~180 | 180~200 |
| Separación entre cuchillas | 2.5~3.5 | 3~4 | 3.5~5 | 4.5~8 | 7~12 |
Las cuchillas de la bancada de cizallado constan de dos piezas, una fijada en el asiento inferior de la matriz y la otra montada en la plantilla superior, accionadas por la corredera para moverse hacia arriba y hacia abajo para lograr el cizallado. Los tipos de cuchillas que se ven en la producción son variados. Las características de las cuchillas de una y varias ranuras se muestran en la Tabla 6, y las características de las cuchillas de uno y dos filos se muestran en la Tabla 7.
Tabla 6 Características de las palas de una y varias ranuras
| Cuchilla | Tipo | Diagrama simplificado | Características |
| Cuchilla de una ranura | Tipo integral | 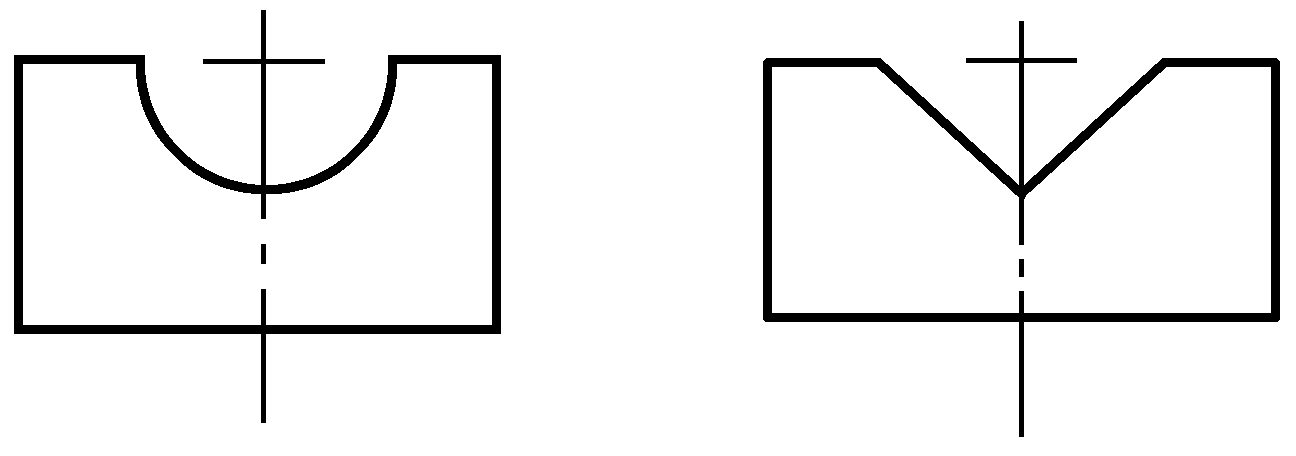 | Tanto la cuchilla superior como la inferior de la cizalla son de tipo abierto |
 | La cuchilla inferior es una cuchilla de tipo cerrado, que impide que la barra se doble, utilizada para cortar barras pequeñas, mientras que la cuchilla superior (cuchilla móvil) sigue siendo de tipo abierto. | ||
 | La cuchilla tiene filos de corte en los cuatro lados, lo que mejora la tasa de utilización de la cuchilla | ||
| Tipo de inserto | 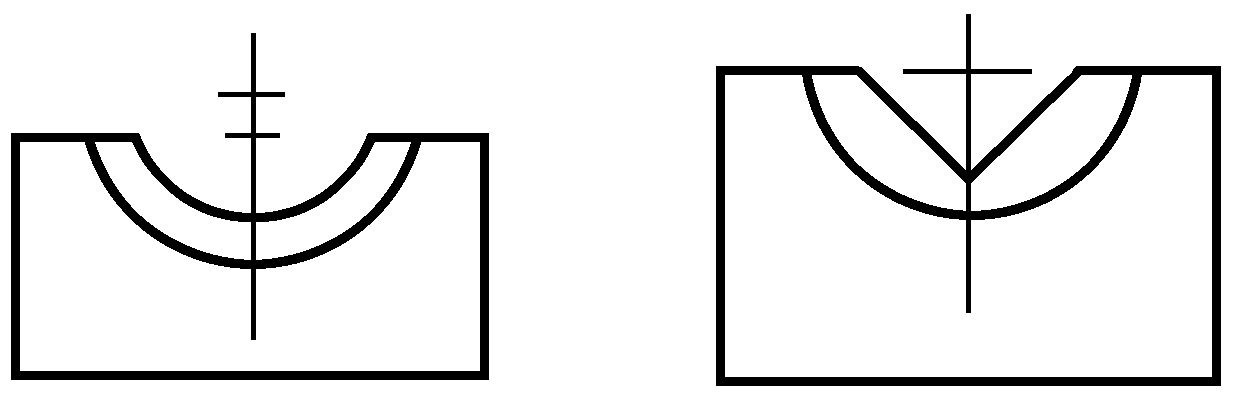 | Puede ahorrar algo de acero para herramientas, pero requiere un portacuchillas adicional | |
 | Mismas ventajas y desventajas que el anterior, además se puede utilizar en tres lados | ||
| Tipo de combinación | 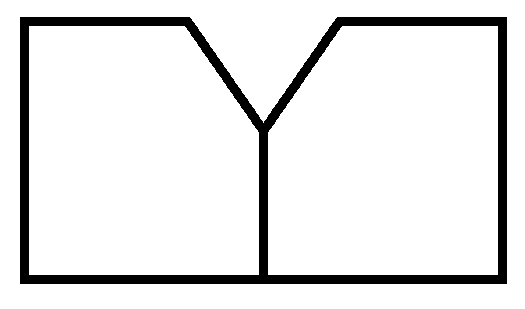 | Puede evitar la concentración de tensiones en las esquinas de la cuchilla integral, mejorando la vida útil de la cuchilla, pero también requiere un soporte de cuchilla. | |
| Cuchilla multirranura | Misma forma y tamaño | 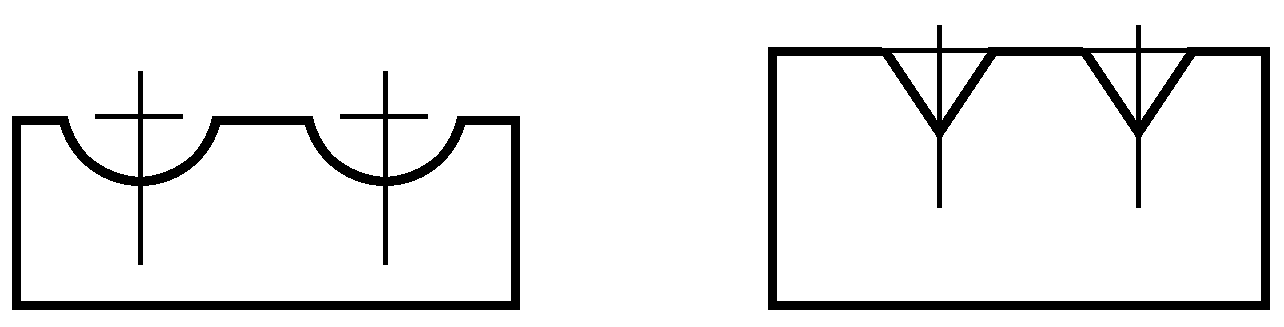 | Puede cortar dos barras a la vez, mejorando la productividad, se utiliza para equipos grandes para cortar materiales pequeños |
 | Como arriba, puede cortar tres piezas a la vez | ||
| Misma forma, diferentes tamaños | 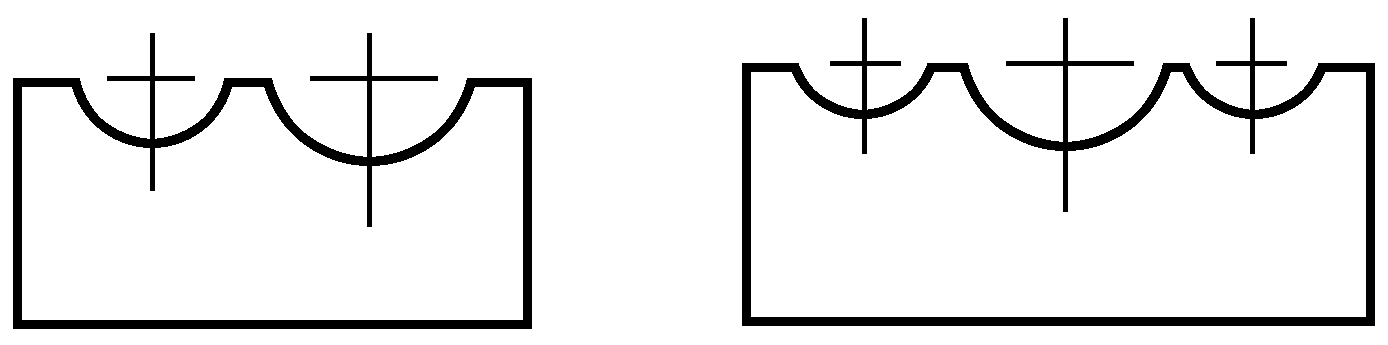 | Puede cortar varios formatos de diferentes tamaños a la vez | |
| Diferentes formas y tamaños | 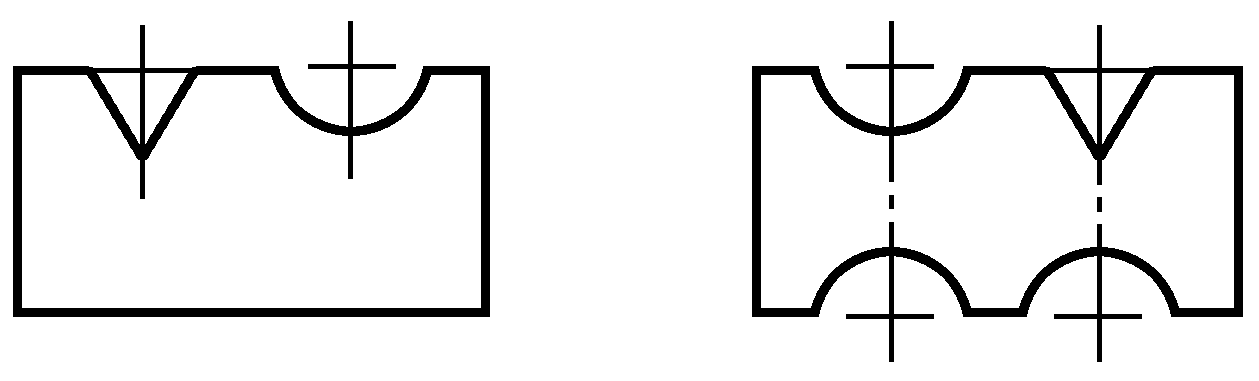 | Puede cortar varias piezas de diferentes formas y tamaños a la vez | |
| Tipo cerrado | 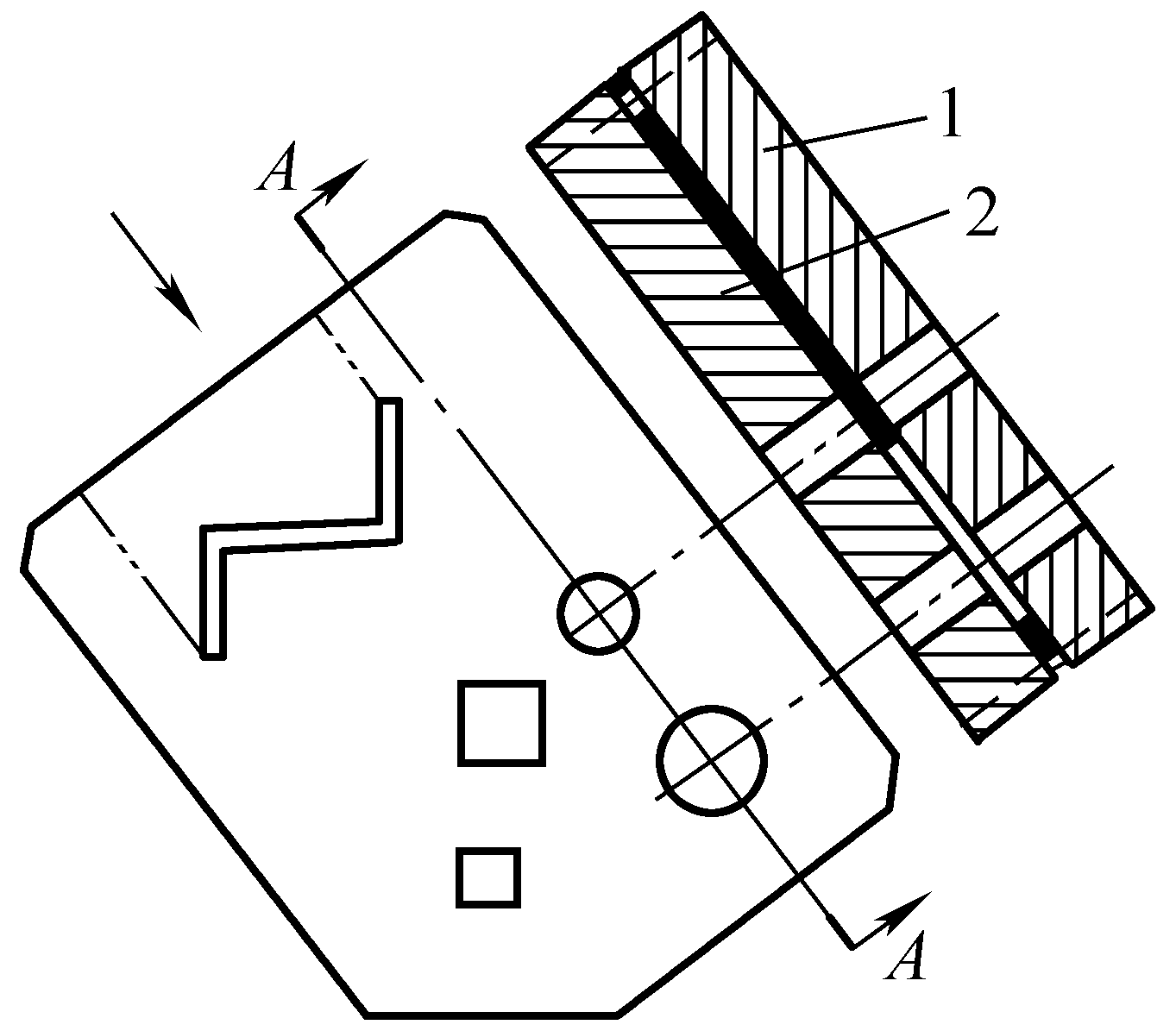 | Sin cambiar la cuchilla, puede cortar acero de diferentes formas y tamaños, utilizado en un máquina ferralladora. En el diagrama, 2 es la cuchilla móvil, 1 es la cuchilla estacionaria |
Cuadro 7 Características de las cuchillas de uno y dos filos
| Cuchilla | Diagrama simplificado | Características |
| Hoja de un solo filo | 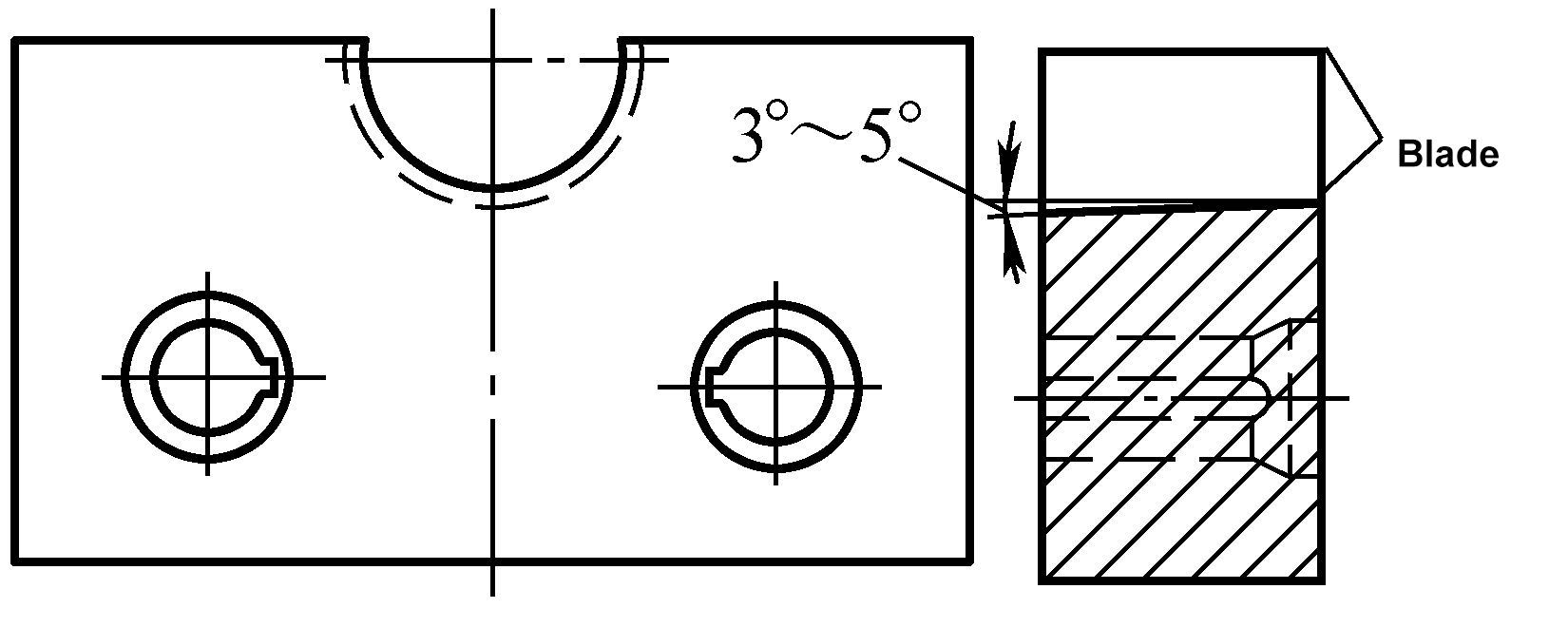 | Puede reducir el brazo de palanca, pero al cortar, la cuchilla presiona más profundamente en el material malo, afectando a la calidad de la cara final, y sólo se puede utilizar en un lado |
| Hoja de doble filo | 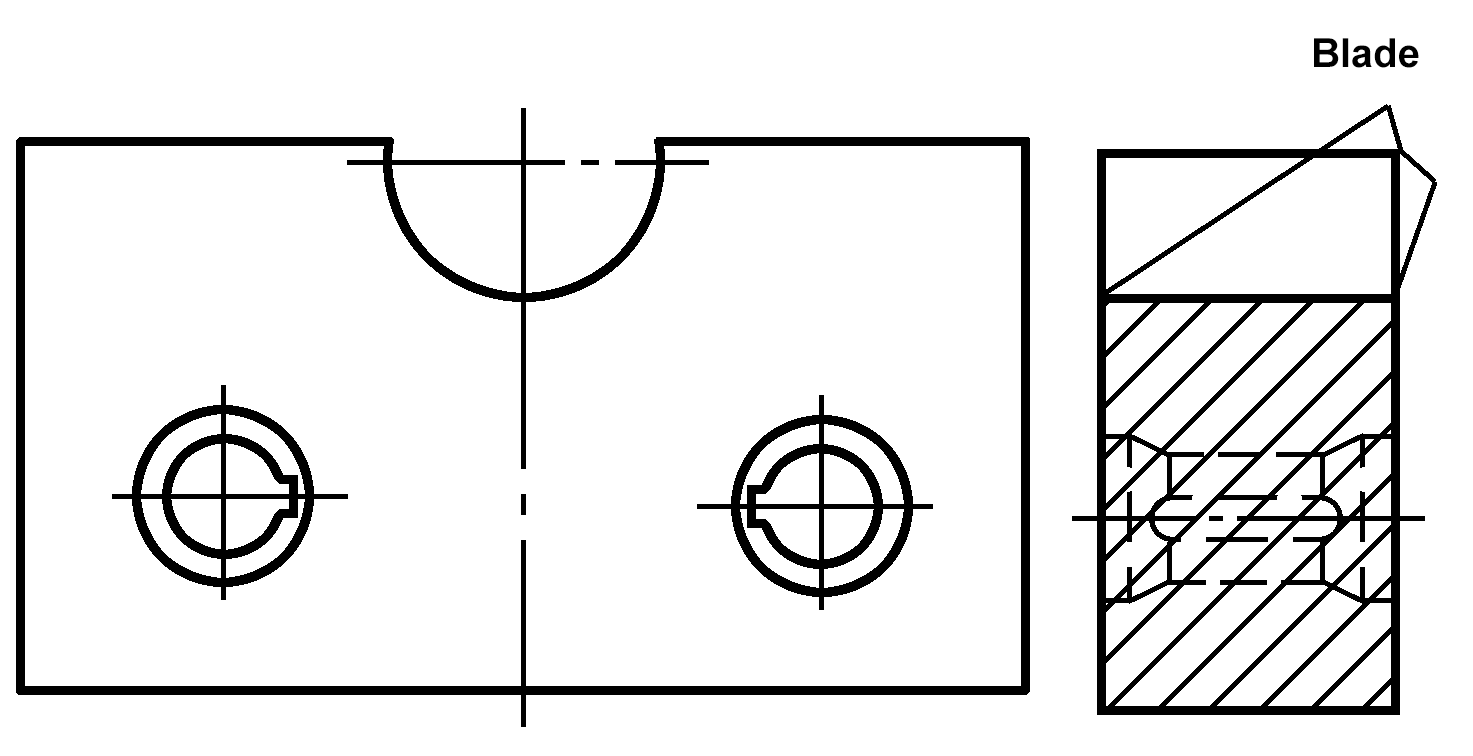 | Puede utilizarse por ambos lados, mejor calidad de la cara final |
Al diseñar las cuchillas, se tienen en cuenta principalmente las dos condiciones siguientes: las especificaciones del proceso del equipo y la forma y el tamaño del material que se va a cortar.
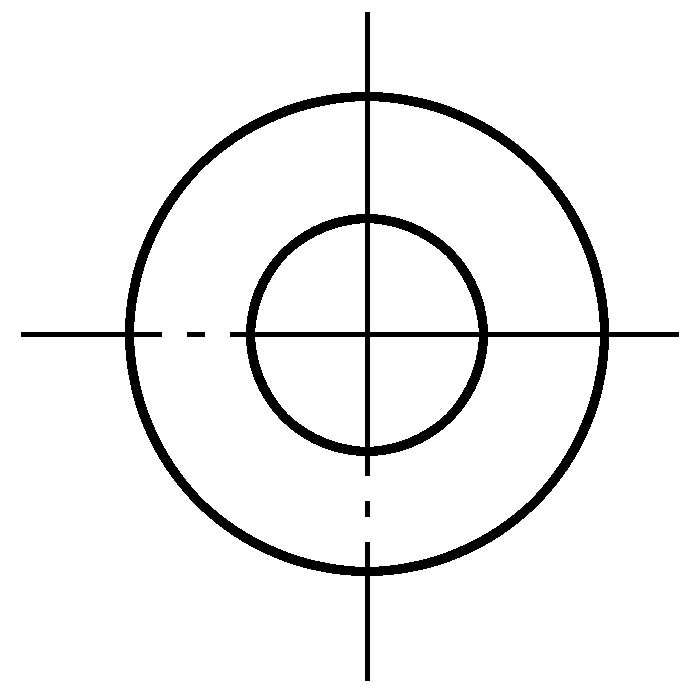
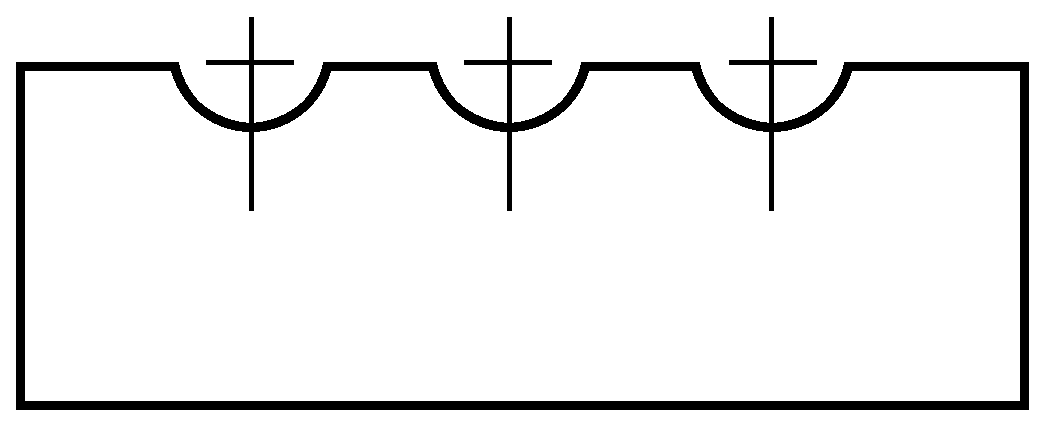
(1) Cuchilla circular
El diseño de las palas circulares se muestra en la Tabla 8.
Tabla 8 Diseño de cuchillas circulares
| No. | Parámetros | Cálculo y selección |
| 1 | Radio del canto R | El radio del borde depende principalmente del diámetro de la varilla que se va a cortar; una R demasiado grande puede aplanar excesivamente la sección transversal de la varilla, provocando a veces incluso grietas. Si R es inferior a la mitad del diámetro de la varilla que se está cortando, el lado de la varilla tendrá muescas, lo que afectará a la vida útil de la cuchilla. El radio del filo de la cuchilla también puede referirse a la Tabla 9, que se encuentra por el diámetro de la varilla que se corta |
| 2 | Tamaño de cuchilla inferior A | Tomar datos empíricos de las especificaciones del proceso de los equipos 5000kN máquina cizalla, A=120~130mm Cizalla de 10000kN, A=130~140mm |
| 3 | Cuchilla superior tamaño B | Cuanto menor sea el valor de B, mejor, bajo la condición de garantizar la resistencia de la cuchilla y múltiples reafilados, se puede determinar mediante la siguiente fórmula B=H-[S+A+(0,3~0,32)Dmin ] Donde H es la altura de la abertura de la cuchilla del lecho de cizallamiento (mm) S es la carrera del lecho de cizallamiento (mm) |
| 4 | Altura de las palas superior e inferior h 1 y h 2 | La altura del borde de la cuchilla superior e inferior deben ser iguales. Puede determinarse mediante la siguiente fórmula h 1 =(H+A-B)/2 + (7~10)mm h 2 =H-h 1 +(15~20)mm |
| 5 | Dimensiones exteriores de la hoja | Espesor de la pala C: Teniendo en cuenta principalmente la resistencia y la rigidez de la pala, se puede seleccionar C = (0,25 a 0,5)D donde D es el diámetro de la varilla a cortar (mm) El grosor C y la anchura L de la cuchilla también pueden seleccionarse en función del tonelaje del equipo (véase la tabla 2-18). El ángulo de inclinación α en la abertura de la pala puede ser de 10°. |
| 6 | Orificios para pernos | Orificios para los pernos de fijación de la hoja, generalmente 4 orificios, es decir, 2 orificios para la hoja móvil, 2 orificios para la hoja fija; en algunos casos, 6 orificios. Diámetros de los orificios d y D, distancias entre ejes l, l 1 , h 3 y el radio r de la ranura del pasador, todos ellos relacionados con el tonelaje del equipo, véase el cuadro 10. |
Tabla 9 Radio del filo de la cuchilla (unidad: mm)
| Diámetro de la varilla D | 28~32 | 34~36 | 38~42 | 45~50 | 54~56 | 60~65 |
| Radio del canto R | 17 | 19 | 22.5 | 26.5 | 29.5 | 34.5 |
| Diámetro de la barra D | 70~75 | 80~85 | 90~95 | 100 | 110 | 130 |
| Radio del canto R | 39.5 | 44.5 | 50 | 53 | 58 | 68 |
Tabla 10 Dimensiones de las plaquitas redondas (unidad: mm)
| Tonelaje del equipo/kN | d | D | l | l1 | h3 | r | c | L |
| 5000 | 36 | 55 | 230 | 22 | 55 | 5 | 60 | 419 |
| 10000 | 48 | 72 | 260 | 27 | 60 | 6 | 80 | 479 |
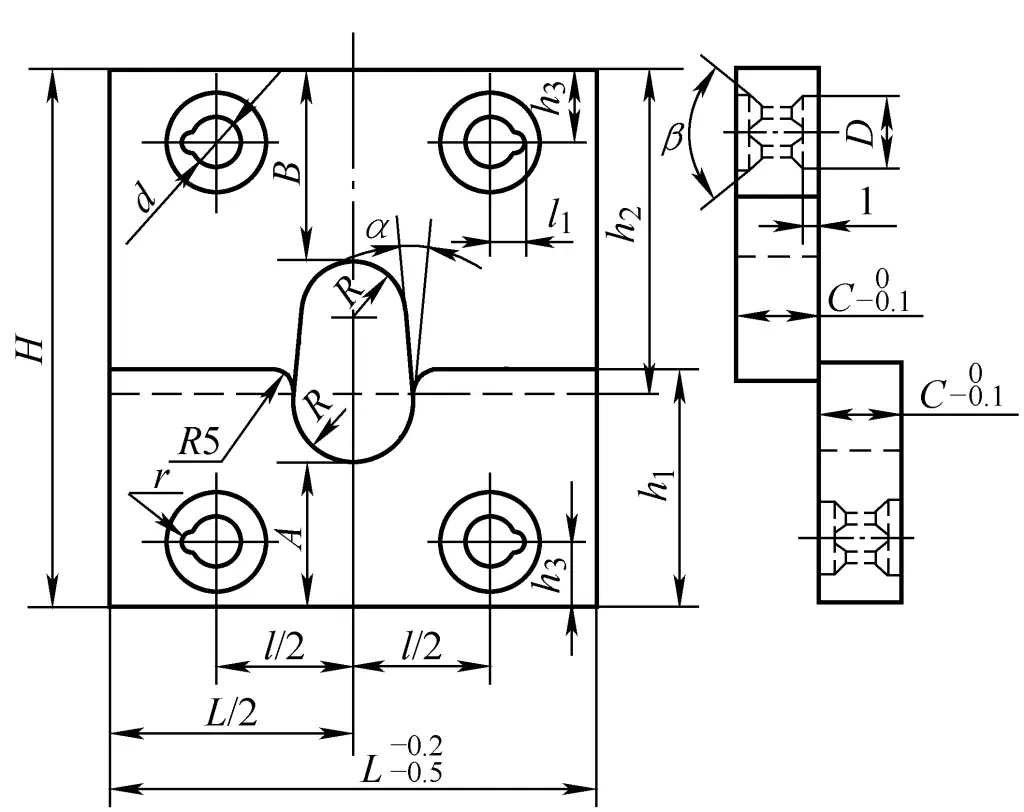
(2) Cuchillas de filo cuadrado
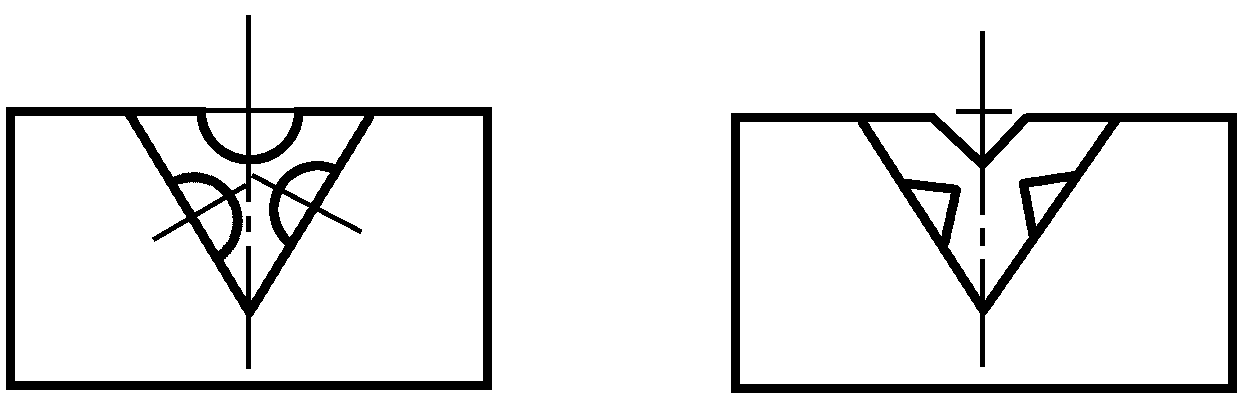
El acero cuadrado se cizalla generalmente a lo largo de la diagonal, y las cuchillas se dividen en tipos integrales y combinados. Véase la Tabla 11 para el diseño de cuchillas de filo cuadrado integrales.
Tabla 11 Diseño de cuchillas integrales de filo cuadrado

| No. | Parámetros | Cálculo y selección |
| 1 | Cuchilla inferior Tamaño A | Tomar datos empíricos según el equipo Para cizallas de 5000kN y 10000kN, se pueden tomar 110~120mm. |
| 2 | Cuchilla superior Tamaño B | B = H - [s + A + 0,7a min ] Donde H-altura de la abertura de la cuchilla de corte (mm), obtenida de las especificaciones del proceso del equipo carrera s de la cizalla (mm), consulte las especificaciones de proceso del equipo a min -la longitud lateral mínima del material cuadrado cortado por la misma cuchilla (mm), la longitud lateral máxima admisible del material cuadrado a cortar Debe estar dentro del siguiente rango a max ≤ 1.25a min |
| 3 | Altura de la hoja inferior h 1 | h 1 = (H + A - B) / 2 + (7 ~ 10) mm |
| 4 | Altura de la hoja superior h 2 | h 2 = H - h 1 + (15 ~ 20) mm |
| 5 | Radio de la ranura de la matriz r | Para evitar la concentración de tensiones y daños en la hoja durante el cizallado, debe utilizarse un filete en ángulo recto, véase la tabla 12. |
| 6 | Dimensiones del perfil de la hoja | La determinación de las dimensiones del perfil de la cuchilla es la misma que para las cuchillas de bordes circulares |
| 7 | Orificios para pernos | El diseño y las dimensiones correspondientes de los orificios para los pernos se ajustan al diseño de las cuchillas de bordes circulares |
Tabla 12 Radio r de la ranura de la matriz (unidad: mm)
| Longitud lateral del material cuadrado a | <50 | 50~70 | 75~90 | 90~105 | 110~125 | 130~150 |
| Radio del filete r | 7 | 9 | 12 | 15 | 15 | 21 |
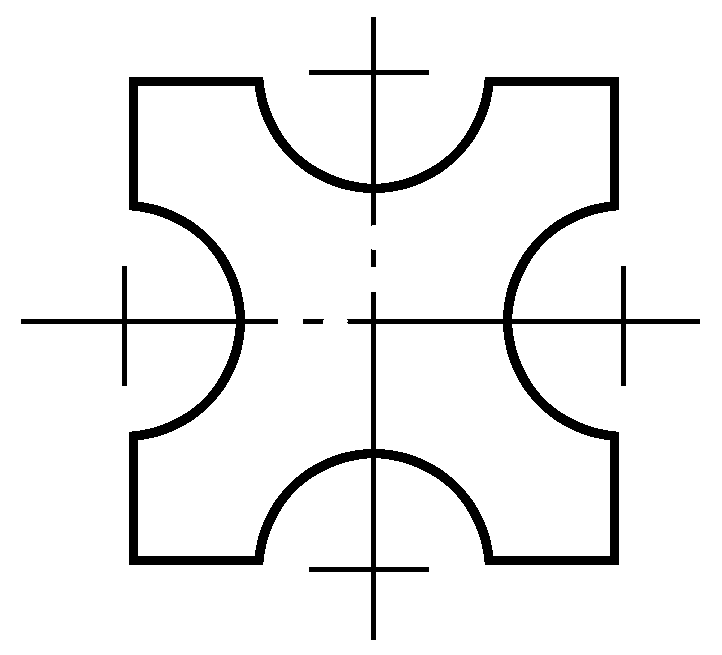
(3) Cuchilla de filo plano
Las cuchillas para cortar acero plano pueden fabricarse con un filo plano, como se muestra en la figura adjunta de la Tabla 13. Tipo I, tanto la hoja superior como la inferior tienen ranuras, se utilizan para cortar materiales gruesos; Tipo II, la hoja superior no tiene ranuras, es decir, B es igual a h 2 , a menudo utilizadas para cortar materiales más finos. Ambos tipos cortan a lo largo del borde ancho del material plano.
Tabla 13 Diseño de la cuchilla de filo plano
| Tipo I Dimensiones de la hoja | Tipo II Dimensiones de la hoja | ||
| Diagrama | 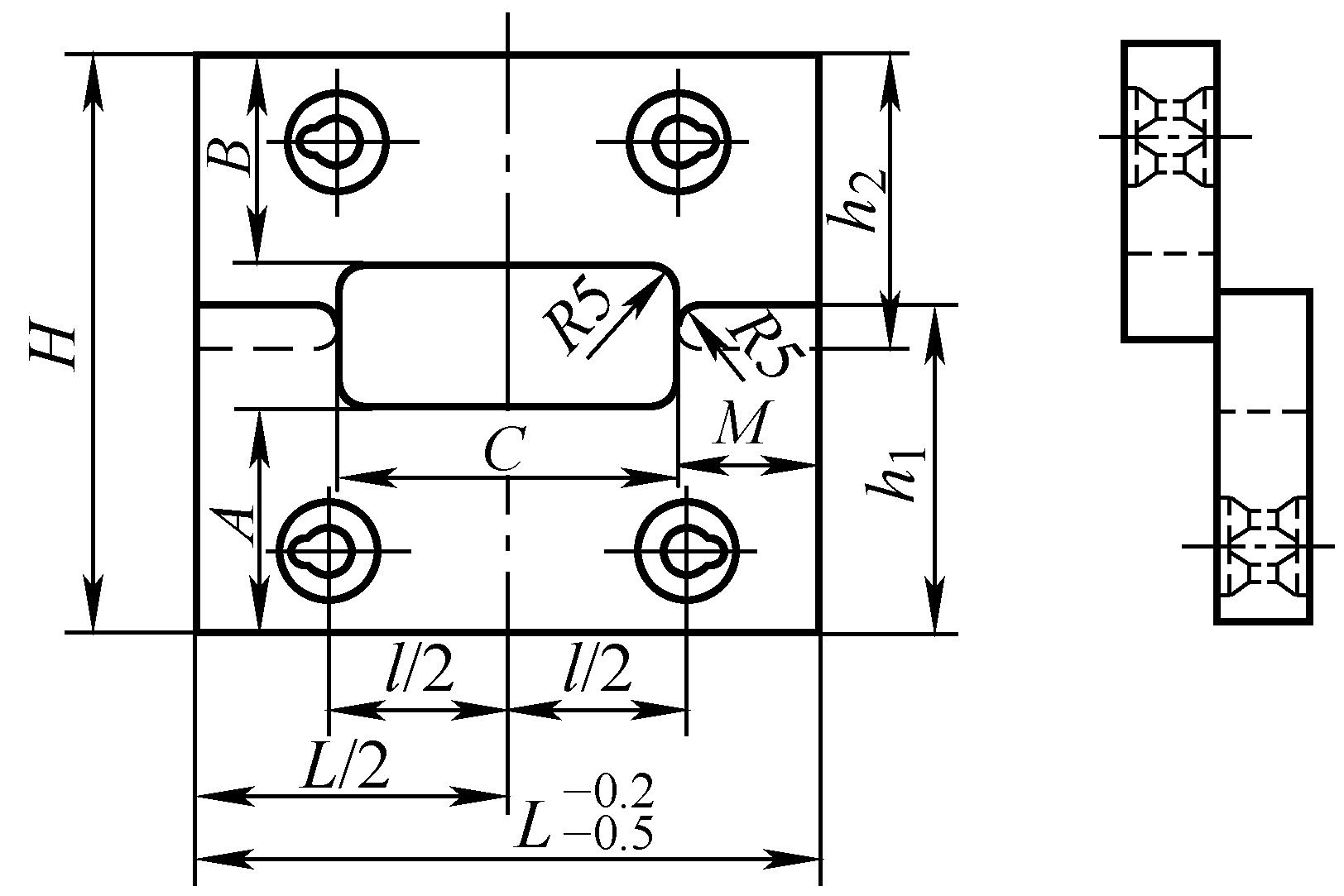 | 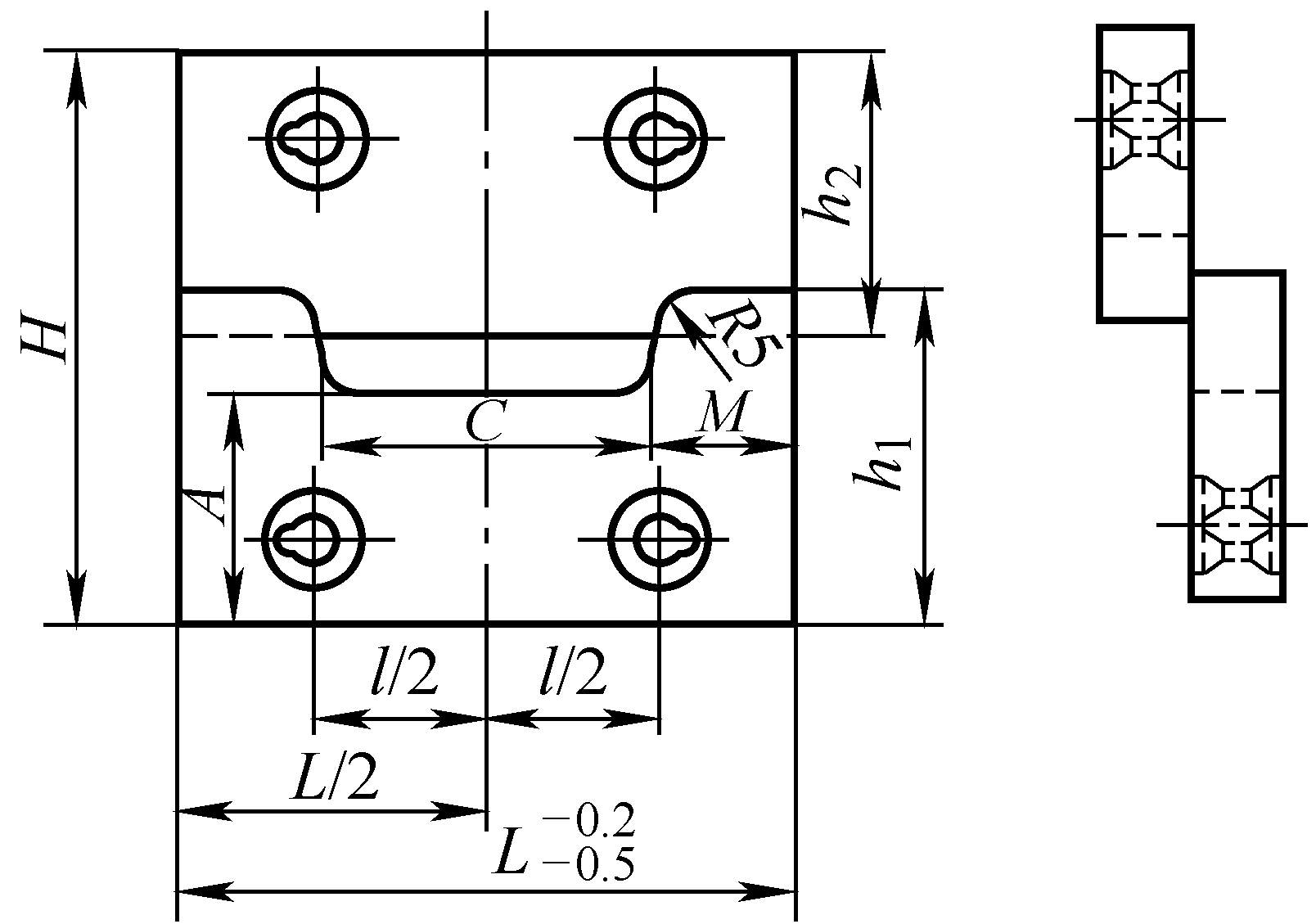 | |
| No. | Parámetros | Cálculo y selección | |
| 1 | Cuchilla inferior Tamaño A | Tomar datos empíricos basados en el tonelaje de los equipos Cizalla de 5000kN, A = 175mm Cizalla de 10000kN, A = 190mm | Cuchilla tipo II y tipo I La única diferencia es que la hoja superior no tiene ranura, es decir, B es igual a h 2 . En cuanto a las dimensiones, determinación como la anterior |
| 2 | Cuchilla superior tamaño B | El borde superior de la cuchilla (cuchilla móvil) debe estar por debajo del borde inferior de la cuchilla en el punto muerto inferior de la carrera, se puede determinar mediante la siguiente fórmula B = H - S - A + (5 a 10) mm | |
| 3 | Longitud del canto C | La longitud del filo viene determinada principalmente por el tamaño del acero plano que se va a cortar, por comodidad Durante el lijado, el material debe ser ligeramente más ancho que la medida C = banchura + (20~30) mm M = (L - C) / 2 mm | |
| 4 | Alturas superior e inferior de la hoja h 2 y h 1 | h1=(H+A-B)/2 + 10mm h2=H-h1+20mm | |
| 5 | Dimensiones de la hoja | La determinación de las dimensiones es la misma que para los bordes de cuchillas circulares | |
| 6 | Orificios para pernos | El diseño y las dimensiones relevantes de los orificios para los pernos se muestran en el diseño del borde de la cuchilla circular | |
Los elementos de fijación de las palas incluyen principalmente pernos, pasadores de fijación y tuercas, diseñados en función del tonelaje del equipo, véanse las tablas 14 y 15.
Tabla 14 Dimensiones de los pernos y pasadores
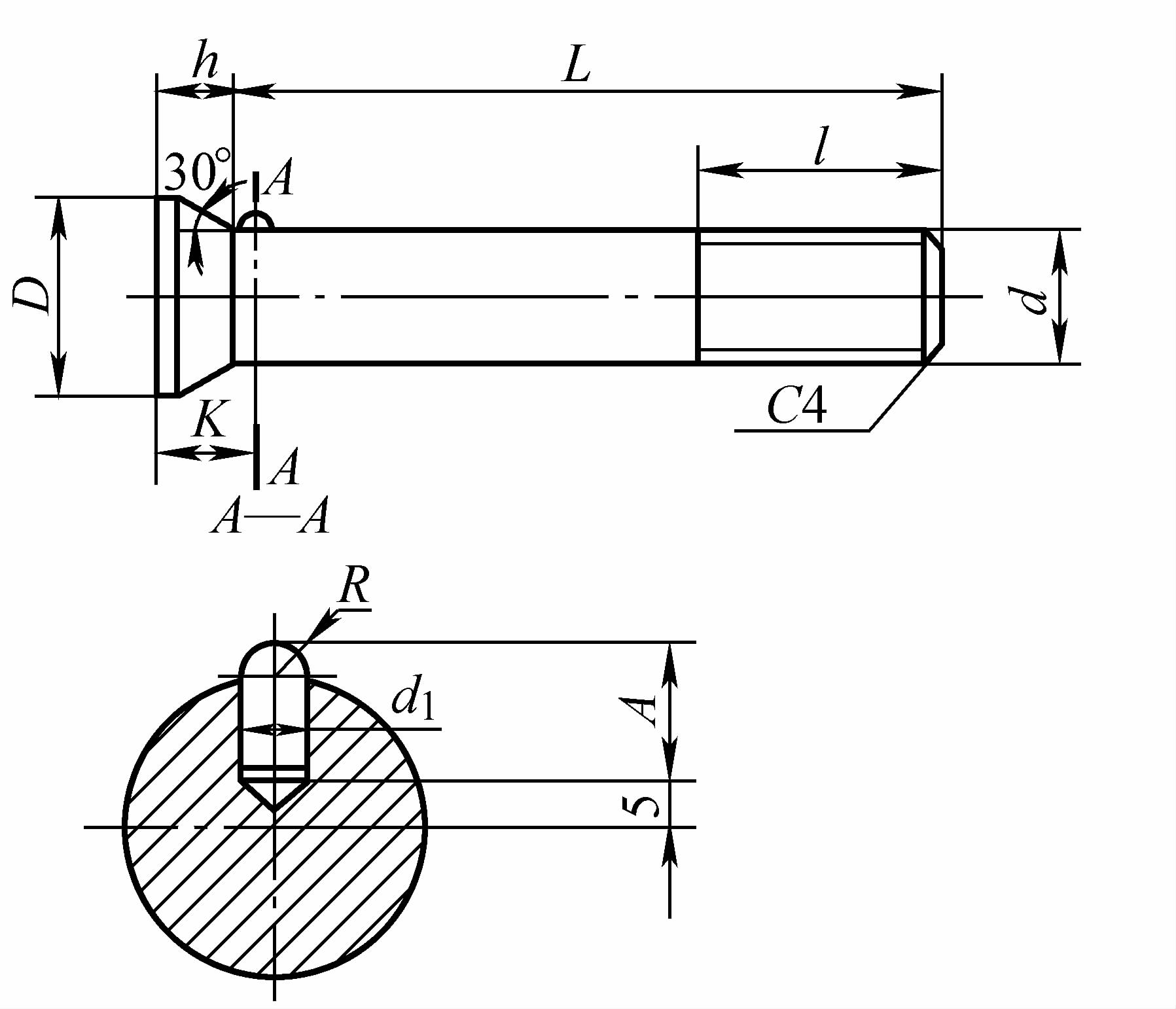
| Tonelaje de la cizalla | Perno | Tamaño del perno y del pasador/mm | ||||||||
| d | L | l | h | D | K | A | R | d1 | ||
| 5000kN | Perno superior | M33 | 200 | 70 | 20 | 52 | 25 | 17 | 4.5 | 9 |
| Perno inferior | M33 | 260 | 70 | 20 | 52 | 25 | 17 | 4.5 | 9 | |
| 10000kN | Perno superior | M42 | 270 | 90 | 28 | 70 | 34 | 26 | 5.5 | 11 |
| Perno inferior | M42 | 360 | 90 | 28 | 70 | 34 | 26 | 5.5 | 11 | |
Tabla 15 Dimensiones de las tuercas
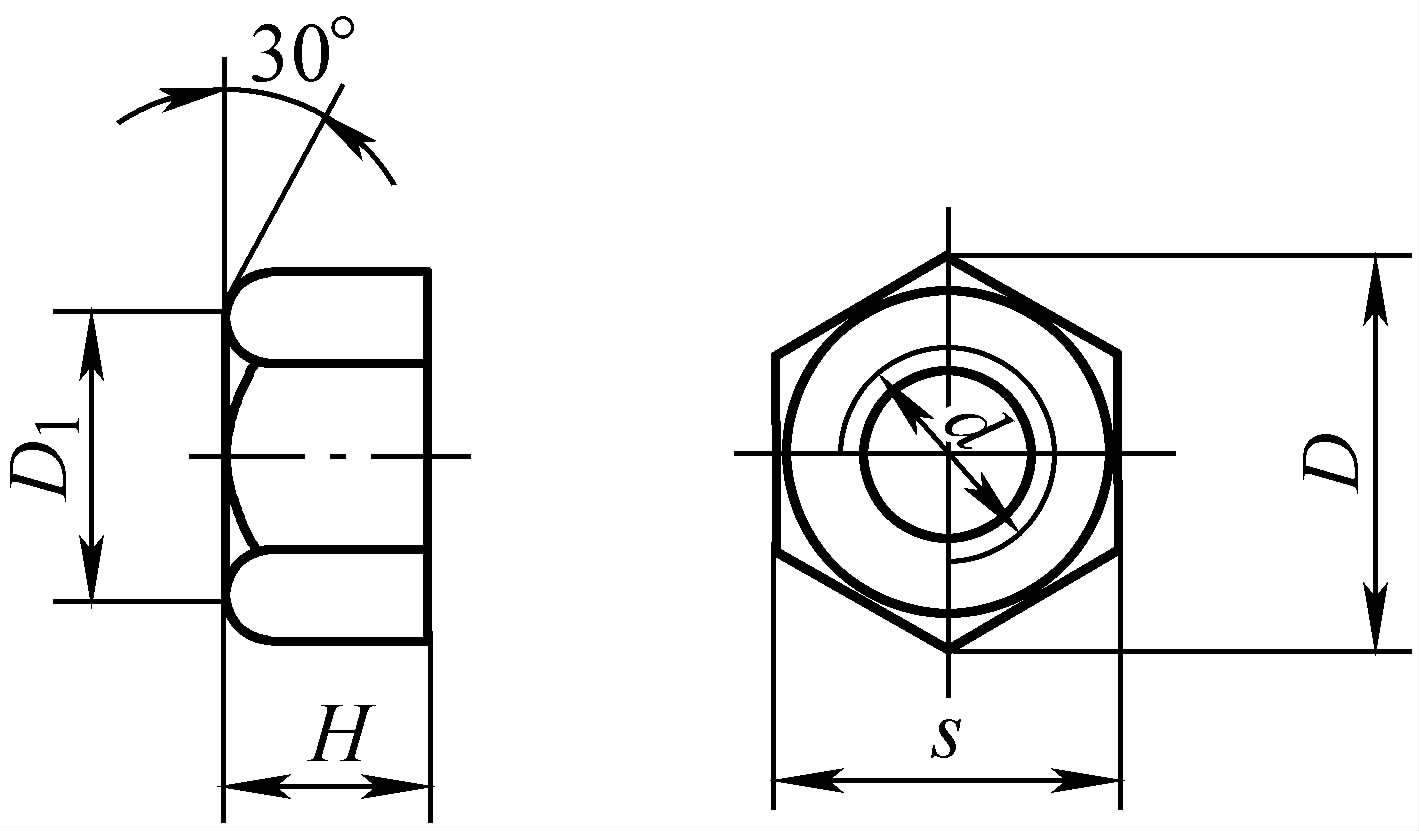
| Tonelaje de la cizalla/kN | Tamaño de la tuerca/mm | ||||
| d | H | s | D | D1 | |
| 5000 | 1M33 | 30 | 50 | 57.8 | 47 |
| 10000 | 1M42 | 35 | 70 | 80.8 | 66 |
Durante el proceso de corte, la cuchilla sufre un gran desgaste, por lo que el material utilizado para fabricar la cuchilla debe tener una gran resistencia al desgaste, y su dureza debe ser más del doble de la del material que se va a cortar. Para las cuchillas de corte en caliente, también se requiere un cierto nivel de dureza en caliente, lo que significa que la cuchilla debe conservar la dureza necesaria a la temperatura de corte.
A la hora de elegir específicamente, también deben tenerse en cuenta factores como el tamaño de la cuchilla y el grado del material que se va a cortar. La dureza y las aplicaciones de los materiales para las cuchillas de cizallado en frío y en caliente se muestran en la Tabla 16 y la Tabla 17.
Tabla 16 Dureza y aplicación de los materiales de las cuchillas de cizallado en frío
| Material | Tratamiento térmico Dureza HRC | Aplicación | |
| Acero al carbono para herramientas | T7, T8 | 58~62 | Se utiliza para cuchillas pequeñas y se produce en lotes pequeños |
| T9, T10 | 58~62 | ||
| Acero aleado para herramientas | Cr, 9SiCr | 58~62 | Se utiliza para cuchillas grandes, producción en serie por lotes |
| CrWMn | 60~62 | ||
| 7Cr3, 8Cr3 | 50~55 | ||
| Cr12Mo, Cr12MoV | 58~62 | ||
Tabla 17 Dureza y aplicación de los materiales de las cuchillas de cizallado en caliente
| Material | Tratamiento térmico Dureza HRC | Aplicación |
| 5CrMnMo | 42~45 | Se utiliza para la producción en serie de lotes con temperaturas de corte superiores a 200℃. |
| 5CrNiMo | 45~47 | |
| 3Cr2W8V | 45~48 | |
| 5CrW2Si | 45~50 | |
| 6CrW2Si | 45~50 | |
| T7, T8, T9, T10 | 55~60 | Se utiliza para cuchillas pequeñas y producción de lotes pequeños con temperaturas de corte inferiores a 150℃. |
Las especificaciones del equipo de cizallado se muestran en la Tabla 18 y la Tabla 19. La capacidad de producción de cizallamiento se muestra en las Tablas 20 y 21.
Tabla 18 Especificaciones de los equipos especiales de cizallado
| Nombre del equipo | Modelo | Capacidad máxima de corte/mm | |
| Diámetro de acero redondo | Longitud lateral de acero cuadrado | ||
| Máquina siderúrgica | Q34-10 | Φ35 | 28 |
| Q34-16 | Φ45 | 40 | |
| Q34-16A | Φ38 | 35 | |
| Q34-25 | Φ65 | 55 | |
| Cizalla de barras (Cama de cizallamiento de manivela) | Q42-250 | Φ90 | - |
| Q42-500 | Φ132 | 125 | |
| 10000kN | Φ190 | 180 | |
| 12500kN | Φ210 | 185 | |
| 16000kN | Φ250 | 220 | |
| Cizalla para palanquillas | QA95-100 | Φ50 (cizallamiento en frío) | 50 (cizallamiento en frío) |
| - | 150 (cizallamiento en caliente) | ||
Tabla 19 Parámetros técnicos de la cizalla de barras tipo Q42
| Parámetros técnicos | Modelo | ||||
| Q42-250A | Q42-500 | QA42-500 | QA42-500A | Q42-1000A | |
| Fuerza máxima de cizallamiento/kN | 2500 | 5000 | 5000 | 5000 | 10000 |
| Diámetro máximo de corte/mm | Φ100 (Cuando R m ≥450MPa) | Φ132 (Cuando R m ≥450MPa) | Φ105 (Cuando R m ≥700MPa) | p115 (Cuando R m ≥620MPa) | Φ190(R m ≥450MPa cuando) |
| Número de golpes/(veces/min) | 30 | 18 | 38 | 38 | 16 |
| Carrera Altura/mm | 80 | 100 | 90 | 90 | 140 |
| Material Tope Alcance/mm | 55 ~500 | 110 ~1000 | 65~500 | 65~500 | 120 ~1000 |
| Potencia del motor/kW | 17 | 30 | 40 | 30 | 75 |
Nota: Los equipos que figuran en la tabla son producidos por Shenyang Forging Machine Tool Factory.
Cuadro 20 Capacidad de producción de cizallas (I) (Unidad: piezas/h)
| Blanco Diámetro/mm | Diferentes longitudes de tocho/mm | |||||||||||
| 100 | 200 | 300 | 400 | 600 | 800 | 1000 | 1200 | 1400 | 1600 | 1800 | 2000 | |
| Φ20 | 2100 | 1600 | 1400 | 1250 | 800 | 720 | 650 | 590 | 380 | 340 | 300 | 270 |
| Φ30 | 1900 | 1400 | 1350 | 1150 | 760 | 680 | 600 | 540 | 360 | 320 | 290 | 260 |
| Φ40 | 1500 | 1200 | 1100 | 1000 | 660 | 600 | 540 | 490 | 320 | 290 | 260 | 230 |
| Φ50 | 1300 | 1000 | 900 | 800 | 520 | 470 | 420 | 380 | 250 | 220 | 200 | 180 |
| Φ60 | 1050 | 800 | 720 | 650 | 430 | 390 | 350 | 320 | 210 | 200 | 170 | 150 |
| Φ70 | 900 | 700 | 630 | 550 | 360 | 330 | 300 | 270 | 180 | 160 | 140 | 130 |
| Φ80 | 800 | 600 | 540 | 480 | 320 | 290 | 260 | 240 | 160 | 140 | 130 | 120 |
| Φ90 | 650 | 500 | 450 | 400 | 260 | 230 | 210 | 190 | 130 | 120 | 110 | 100 |
| Φ100 | 450 | 350 | 310 | 280 | 180 | 160 | 140 | 130 | 90 | 80 | 70 | 65 |
| Φ110 | 300 | 370 | 250 | 160 | 140 | 130 | 120 | 80 | 70 | 65 | 60 | |
| p120 | 250 | 230 | 210 | 140 | 130 | 120 | 110 | 70 | 60 | 55 | 50 | |
| Φ130 | 200 | 180 | 160 | 110 | 100 | 90 | 80 | 55 | 50 | 45 | 40 | |
| Φ140 | 150 | 130 | 120 | 80 | 70 | 60 | 55 | 35 | 30 | 27 | 25 | |
| Φ150 | 110 | 90 | 80 | 50 | 45 | 40 | 35 | 25 | 23 | 21 | 20 | |
Nota: Los datos de la tabla deben reducirse en 20% durante el cizallamiento en caliente.
Cuadro 21 Capacidad de producción de cizallado (II) (Unidad: kt/a)
| Nombre del equipo | Masa media de tocho/kg | ||||||
| 0.25~0.6 | 0.6~1.0 | 1.0~1.6 | 1.6~2.5 | 2.5~4.0 | 4.0~6 | ||
| Cama de cizalla de manivela | Corte en frío 1 pieza simultáneamente | - | - | - | 10 | 12 | 15 |
| Corte en frío 2 piezas simultáneamente | - | - | - | 15 | 18 | 22 | |
| Corte en caliente 1 pieza simultáneamente | - | - | - | 8 | 10 | 12 | |
| Corte en caliente 2 piezas simultáneamente | - | - | - | 12 | 15 | 18 | |
| Máquina siderúrgica | - | 4 | 5.2 | 6.5 | 8.5 | 11 | |
| Prensa de manivela | 1.3 | 2.3 | 4 | - | - | - | |
| Sierra | 0.06 | 0.08 | 0.1 | 0.14 | 0.21 | 0.27 | |
| Nombre del equipo | Masa media del blanco/kg | ||||||
| De 6 a 10 años | 10 a 16 años | De 16 a 25 años | 25 a 40 | De 40 a 60 | 60 a 100 | ||
| Cizalla de manivela | Corte simultáneo en frío de 1 pieza | 18 | 22 | 26 | 31 | 36 | 43 |
| Corte simultáneo en frío de 2 piezas | 27 | 33 | 39 | 45 | 54 | - | |
| Corte simultáneo en caliente de 1 pieza | 14 | 18 | 21 | 24 | 29 | 34 | |
| Corte simultáneo en caliente de 2 piezas | 22 | 26 | 31 | 36 | 43 | - | |
| Máquina siderúrgica | 14 | 18 | 23 | 27 | - | - | |
| Prensa de manivela | - | - | - | - | - | - | |
| Sierra | 0.4 | 0.48 | 0.6 | 0.9 | - | - | |