
Curvado de chapa: Equipos y técnicas
El plegado es una habilidad crucial en el trabajo del metal que nos permite crear diseños funcionales y estéticos. Este artículo explora las...
Las piezas de chapa metálica se deforman a menudo debido a los impactos y el desgaste, dejándolas inutilizables. La reparación de estas piezas es crucial para ahorrar costes y lograr una producción eficiente. Este artículo explora varios métodos para restaurar chapas metálicas deformadas, como la corrección manual, por llama y mecánica. Si comprende las causas de la deformación y aplica las técnicas de reparación adecuadas, podrá prolongar la vida útil de los componentes de chapa metálica y garantizar su funcionalidad continua. Siga leyendo para conocer métodos prácticos de reparación que pueden ayudarle a mantener la integridad de sus piezas de chapa metálica.

Cuando los componentes de chapa metálica se ven sometidos a impactos y colisiones inesperados, sufren cambios de forma que los inutilizan y afectan a la producción. Para ahorrar costes, reducir el consumo de materias primas y reanudar rápidamente la producción, es necesario devolver los componentes de chapa deformados a su estado original para reutilizarlos. Este proceso de recuperación de la forma original se denomina reparación.
Debido al desgaste prolongado y a los impactos de fuerzas externas, algunos componentes de chapa metálica suelen deformarse, quedando inutilizables.
Sin embargo, mediante la reparación y corrección manual, podemos restaurar los componentes de chapa metálica dañados y deformados a su estado original, prolongando así la vida útil de los componentes y reduciendo los costes de producción. A continuación, presentaremos algunos métodos para reparar componentes de chapa metálica dañados y deformados.

Para reparar componentes de chapa metálica dañados y deformados, es esencial comprender primero las causas principales y los diversos factores que provocan su deformación. Posteriormente, pueden desarrollarse diferentes métodos de reparación para distintas situaciones.
La principal causa de deformación de los componentes de chapa metálica es cuando el componente sufre impactos y colisiones externas, lo que provoca que las fibras metálicas locales se estiren o se compriman, lo que provoca cambios en la disposición general de las fibras y hace que las fibras metálicas se desalineen, lo que provoca un desequilibrio en la disposición general de las fibras metálicas.
La reparación de componentes de chapa metálica aborda principalmente las razones mencionadas utilizando fuerzas externas y calor para inducir cambios en el metal local desalineado, haciendo que las fibras metálicas alargadas se contraigan o que las fibras metálicas contraídas se alarguen. Este proceso pretende mantener la longitud total de las fibras metálicas, logrando así el objetivo de la reparación y devolviendo los componentes de chapa metálica a su estado original.
Durante el proceso de reparación de componentes de chapa metálica dañados y deformados, se formulan diferentes métodos de reparación para distintas situaciones. Los principales métodos de reparación incluyen la corrección manual, la corrección por llama y la corrección mecánica.
La corrección manual se lleva a cabo principalmente con herramientas sencillas, como martillos grandes, martillos, mazos de madera, mazos de goma, llaves y mordazas, para lograr el propósito de la reparación mediante martilleo, golpeteo, torsión y otras operaciones manuales, utilizando los cambios en las fibras metálicas de los componentes de chapa y la transformación de sus formas.
La corrección por llama implica el uso del método de expansión y contracción térmica, en el que la llama se dirige a la parte localmente deformada de la pieza para inducir la deformación plástica debido al calentamiento y, tras el enfriamiento, las fibras metálicas locales alargadas se contraerán, manteniendo así la longitud total de las fibras metálicas y logrando el objetivo de corregir la deformación y restaurar el estado original.
La corrección mecánica se utiliza principalmente para grandes componentes de chapa metálica que no pueden corregirse manualmente o mediante corrección por llama. Este método utiliza equipos mecánicos y herramientas de gran tamaño para laminar y nivelar los componentes con el fin de lograr el propósito de la reparación.

Cuando los componentes de chapa metálica reciben un impacto o colisionan con fuerzas externas, los componentes se deforman, formando una forma irregular con un centro alto y bordes cóncavos. Dependiendo del tipo de deformación, nuestros métodos de reparación varían en consecuencia.
La deformación convexa (comúnmente conocida como abombamiento) en el centro y los bordes cóncavos de los componentes de chapa metálica se debe a que las fibras metálicas longitudinales y transversales de la chapa se estiran en el centro, mientras que las fibras metálicas alrededor de los bordes permanecen inalteradas, lo que da como resultado una tensión alrededor de las fibras metálicas y una holgura en el centro, formando un abombamiento.
El método de corrección y reparación consiste en utilizar el principio básico de plegado y se despliega. Sin rebordear ni doblar, coloque el componente deformado desmontado o cortado sobre una plataforma y utilice un martillo para golpear el borde de la protuberancia y, a continuación, irradie el martilleo desde la protuberancia hacia la periferia, aumentando la densidad y la fuerza del martilleo a medida que avanza hacia el exterior.
Esto hará que las distintas partes del metal se estiren y relajen en distintos grados desde dentro hacia fuera, y la deformación abombada desaparecerá gradualmente durante el proceso de martilleo.
Si hay varias protuberancias adyacentes en el centro de la chapa de acero, martillee suavemente la unión para fusionar las protuberancias en una sola y, a continuación, martillee la periferia para aplanarla.
Las torsiones y ondulaciones irregulares alrededor de los bordes de los componentes de chapa metálica se deben a que las fibras metálicas locales alrededor de los bordes reciben impactos o colisiones de fuerzas externas, lo que provoca que las fibras metálicas se estiren y se alarguen en sentido longitudinal y transversal, pero las fibras metálicas centrales permanecen inalteradas, dando lugar a un fenómeno de tirantez en el centro y holgura alrededor de los bordes.
El método de reparación consiste en colocar el componente deformado desmontado o cortado sobre una plataforma, y utilizar un martillo o un martillo grande para martillar desde dentro hacia fuera (es decir, desde el centro hacia la periferia), y luego desde fuera hacia dentro.
El método de martilleo es circular, con puntos de martilleo uniformes y fuerza de martilleo creciente a medida que se avanza hacia el interior. Esto hará que las fibras metálicas centrales del componente se estiren y relajen, manteniendo la longitud coherente con las fibras metálicas de los bordes, eliminando así las torsiones y ondulaciones irregulares y devolviendo al componente su forma original.
En resumen, el método de corrección con martillo se puede resumir en una frase, a saber: martillear la parte tensa en el centro y los bordes para la parte abultada. En otras palabras, martillear donde esté apretado (es decir, donde haya que corregir).
Cuando el componente de chapa se dobla y se retuerce, el otro extremo del componente de chapa desmontado o cortado puede sujetarse en el tornillo de banco de plataforma, y el extremo deformado del componente de chapa puede sujetarse con una llave en forma de horquilla de fabricación propia o una llave ajustable grande, y retorcerse en la dirección opuesta a la torsión.
Cuando desaparezca la deformación por flexión y torsión, golpee suavemente la parte deformada con un martillo hasta que se aplane y quede fija.
Si se trata de un componente de chapa grande difícil de desmontar y que no se puede cortar, se puede utilizar directamente la llave en forma de horquilla de fabricación propia o una llave ajustable grande para retorcerla en sentido contrario al de la torsión, hasta que desaparezca la deformación por torsión. A continuación, utilice una placa de hierro de apoyo para amortiguar la espalda y golpee suavemente la parte deformada hasta que se corrija y vuelva a su posición original.

Cuando un componente de chapa metálica está localmente impactado o deformado y no puede retirarse fácilmente de la máquina para su corrección mediante martilleo manual, o cuando la propia estructura del componente de chapa metálica dificulta el uso de la corrección manual (como cuando hay rebordes y curvas alrededor de la periferia), puede utilizarse el método de corrección por calentamiento con llama para eliminar las protuberancias o deformaciones onduladas.
Los pasos son los siguientes:
1) Utilice un soplete (es decir, una pistola de soldar) para calentar el punto más alto de la protuberancia hasta que adquiera un color rojo cereza. El intervalo de calentamiento debe determinarse en función del grado de deformación: cuando la protuberancia es grave y el área es grande, el punto de calentamiento debe ser mayor (aproximadamente 20-30 mm de diámetro); cuando el grado de contracción es más leve y el área es menor, el punto de calentamiento debe ser más pequeño (aproximadamente 10-15 mm de diámetro).
2) Después de calentar, golpee rápidamente la zona alrededor del punto de calentamiento con un martillo de madera y, a continuación, golpee el punto de calentamiento; al golpear, utilice una placa de apoyo para apoyar la pieza de trabajo según corresponda. Después de dejar de golpear con el martillo de madera, enfríe rápidamente el punto de calentamiento con agua y, a continuación, aplástelo suavemente con un martillo o un martillo de chapa.
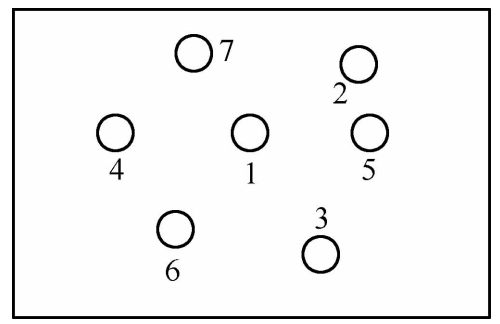
3) Si la ligera contracción no resuelve el problema, caliente y golpee la zona deformada punto por punto en la secuencia mostrada en la figura 3-29 hasta que se corrija.
Al realizar la corrección por calentamiento con llama, debe tenerse precaución. Si puede evitarse, intente no utilizar el calentamiento por llama en la medida de lo posible para evitar efectos secundarios. Al calentar, la boquilla de soldadura debe estar en posición vertical y ligeramente presionada hacia abajo, para que el calentamiento sea rápido y el calor no se disperse fácilmente, lo que resulta en una eficacia significativa.
Sin embargo, hay que tener cuidado de no fundir ni quemar la chapa. La cantidad de contracción debe ser la adecuada, y debe evitarse una contracción excesiva. Al aplanar golpeando, hágalo con moderación, evitando una fuerza excesiva para evitar que la chapa se vuelva quebradiza y se fracture.
Los componentes de chapa metálica con estructuras enmarcadas cilíndricas o en forma de caja pueden experimentar depresiones locales en la superficie cuando se someten a impactos externos o colisiones. En tales casos, puede utilizarse el método de soporte interno del armazón para reparar la zona deprimida, haciendo que se eleve, seguido de un martilleo para aplanarla.
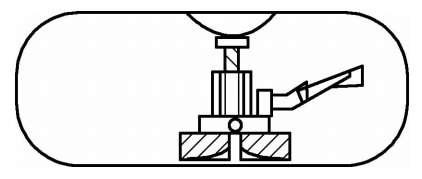
El proceso específico consiste en colocar un gato hidráulico (o gato de tornillo) debajo de la zona deprimida dentro de la estructura (barril cilíndrico o caja cuadrada), con la cabeza del gato alineada con el punto más bajo de la depresión. La base del gato se fija a la base de la estructura.
Si el armazón es demasiado alto y el gato no puede llegar a la zona deprimida, se pueden colocar bloques de madera o placas de hierro en la base del armazón para estabilizar y asegurar la base del gato hidráulico sobre los bloques, y luego se aprieta el gato. Después, se utiliza una palanca para accionar el gato hidráulico, levantando gradualmente la cabeza del gato hacia arriba hasta que se eleva la depresión.
Si la chapa es demasiado gruesa y difícil de levantar, se puede utilizar soldadura oxiacetilénica para calentar la zona alrededor de la depresión. Mientras se calienta, se eleva gradualmente el gato hidráulico hasta que la depresión se eleva ligeramente por encima de la zona circundante. A continuación, se retira el gato y se coloca una placa de apoyo debajo de la depresión, mientras se utiliza un martillo desde arriba hasta aplanar la superficie.
Para la corrección lateral, se puede utilizar un gato de tornillo con un método similar, pero la corrección se realiza verticalmente, convirtiéndola en una corrección de extrusión lateral.
El método de soldadura y extracción de pernos se utiliza principalmente para componentes cilíndricos o en forma de caja. Cuando estos componentes experimentan un colapso local debido a impactos externos y colisiones, y no pueden corregirse mediante martilleo, puede emplearse el método de soldadura y extracción de pernos.
El proceso operativo específico es el siguiente:
1) Prepare un perno largo de alta resistencia, dos bloques espaciadores y una placa de presión perforada.
2) Suelde la cabeza del perno de alta resistencia en el punto más bajo de la zona colapsada. Coloque los dos bloques espaciadores a ambos lados del perno por encima de la zona colapsada. Enrosque la placa de presión perforada en el perno de alta resistencia y, a continuación, apriete la tuerca de alta resistencia para acercar la placa de presión a los bloques separadores.
Apriete continuamente la tuerca para levantar la zona colapsada hacia el perno. Apriete la tuerca hasta que la zona colapsada salga y se eleve ligeramente por encima de la superficie circundante. Retire la placa de presión y los bloques espaciadores, corte el perno de alta resistencia soldado en la zona colapsada y, a continuación, utilice un martillo para corregir la zona colapsada.
Si se utiliza el martillo, puede colocarse debajo una placa de apoyo de hierro. Si la placa es demasiado gruesa y no se puede extraer únicamente apretando la tuerca, se puede utilizar soldadura oxiacetilénica para calentar la zona circundante del hundimiento y, a continuación, apretar la tuerca hasta extraer la zona hundida.
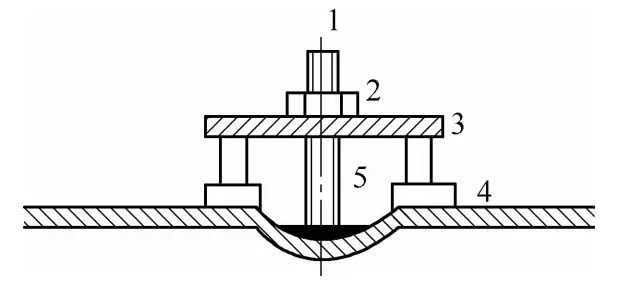
1 - Barra de pernos 2 - Tuerca 3 - Placa de presión 4 - Distanciador 5 - Zona de calentamiento






