Técnicas de enderezado de metales: De los métodos manuales a los de llama
¿Por qué se dobla y tuerce el metal durante la producción y cómo podemos solucionarlo? El proceso de enderezado de metales, de...

En el enderezado térmico de materiales metálicos, el más utilizado es el enderezado por llama con llama de oxiacetileno. El enderezado por llama no sólo se utiliza en los trabajos de preparación de materiales, sino que también puede emplearse para corregir la deformación de estructuras durante el proceso de fabricación. Debido a la comodidad, flexibilidad y bajo coste del enderezado por llama, su aplicación está relativamente extendida.
Los materiales metálicos tienen propiedades físicas de dilatación y contracción térmica. Cuando se calienta localmente, la parte calentada del material se expande, pero debido a la baja temperatura del material circundante, la expansión se ve obstaculizada. En este momento, el metal calentado está sometido a un esfuerzo de compresión. Cuando la temperatura de calentamiento está entre 600-700℃, el esfuerzo de compresión supera el límite elástico del material a esa temperatura, lo que da lugar a una deformación plástica por compresión.

Tras dejar de calentarse, el metal se enfría y se contrae, lo que hace que las fibras metálicas de la zona calentada sean más cortas que antes, creando una nueva deformación. El enderezado por llama utiliza la nueva deformación causada por el calentamiento local del metal para corregir la deformación original. Por lo tanto, comprender los patrones de deformación causados por el calentamiento local de la llama es crucial para dominar el enderezado por llama.
La figura 1 muestra la deformación de la chapa de acero, el ángulo de acero y el acero en forma de T durante y después del calentamiento. El triángulo de la figura 1 representa la zona de calentamiento. Como las fibras metálicas de la zona calentada se contraen al enfriarse, el acero conformado se dobla hacia el lado del calentamiento.
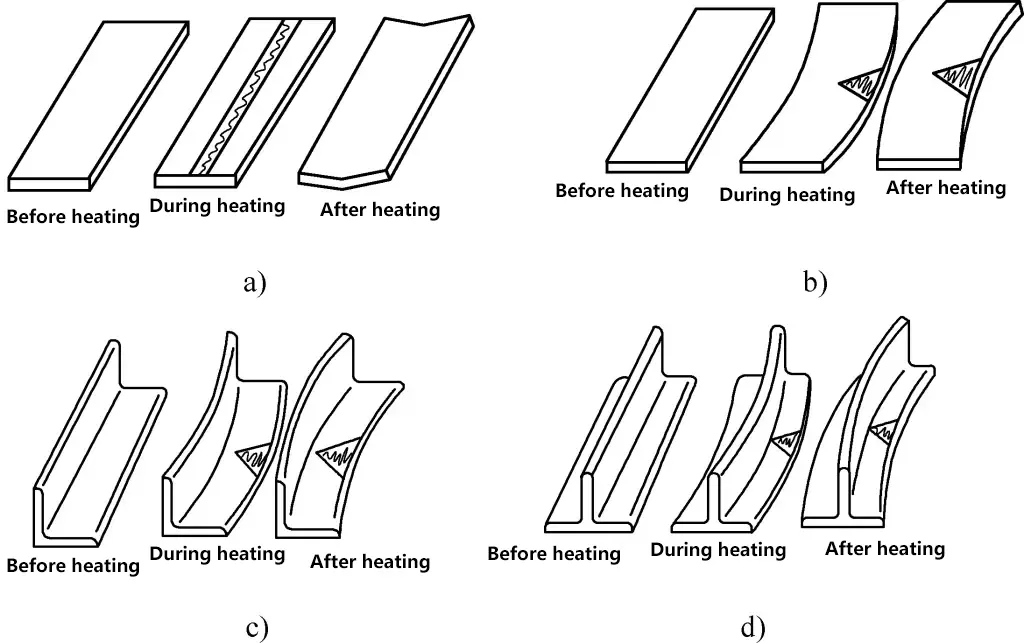
a), b) Chapa de acero
c) Ángulo de acero
d) Acero en forma de T
Durante el enderezado por llama, la deformación causada por el calentamiento debe estar en la dirección opuesta a la deformación original para compensarla y corregirla. La fuente de calor para el enderezado por llama suele ser la llama oxiacetilénica, ya que tiene una temperatura elevada y una velocidad de calentamiento rápida.
El enderezado por llama es una operación manual. Para conseguir mejores resultados de enderezado, es necesario controlar el lugar de calentamiento, el tiempo y la temperatura de la llama en función del estado de deformación de la pieza. Diferentes posiciones de calentamiento pueden corregir deformaciones en diferentes direcciones. La posición de calentamiento debe elegirse en la parte con fibras metálicas más largas, es decir, el lado exterior del material donde se produce la deformación por flexión.
Además, la forma de la zona de calentamiento en la pieza calentada afecta significativamente a la dirección de corrección y a la cantidad de deformación. La dirección con mayor diferencia de longitud de fibra que pasa por la zona de calentamiento es la dirección con mayor deformación por flexión de la pieza. La cantidad de deformación es proporcional a la diferencia de longitud que pasa por la zona de calentamiento. Utilizando llamas con diferentes niveles de calor se pueden conseguir diferentes capacidades de corrección.
Si el calor de la llama es insuficiente, el tiempo de calentamiento se prolongará, ampliando la zona calentada y reduciendo la diferencia de deformación entre las fibras paralelas, lo que dificultará el aplanamiento de la deformación. Por lo tanto, cuanto más rápido y concentrado sea el calentamiento, más fuerte será la capacidad de corrección y mayor la cantidad de deformación de corrección.
Para el enderezado por llama de aceros de bajo contenido en carbono y aceros ordinarios de baja aleación, se suele utilizar una temperatura de calentamiento de 600-800℃. Generalmente, la temperatura de calentamiento no debe exceder 850℃ para evitar el sobrecalentamiento del metal. Sin embargo, la temperatura de calentamiento tampoco debe ser demasiado baja, ya que daría lugar a una mala eficiencia de corrección. La temperatura de calentamiento se puede juzgar aproximadamente por el color de la superficie del acero cuando se calienta en la producción, con su precisión depende de la experiencia, como se muestra en la Tabla 1.
Tabla 1 Color de la superficie del acero y temperatura correspondiente (observada en la oscuridad)
| Color | Temperatura/℃ |
| Marrón oscuro-rojo | 550~580 |
| Marrón-rojo | 580~650 |
| Rojo cereza oscuro | 650~730 |
| Rojo cereza intenso | 730~770 |
| Rojo cereza | 770~800 |
| Rojo cereza claro | 800~830 |
| Rojo cereza brillante | 830~900 |
| Naranja-amarillo | 900~1050 |
| Amarillo oscuro | 1050~1150 |
| Amarillo brillante | 1150~1250 |
| Blanco-amarillo | 1250~1300 |
Existen tres formas de calentar la superficie de las piezas deformadas: calentamiento puntual, calentamiento lineal y calentamiento triangular.
El calentamiento puntual consiste en calentar un área de cierto diámetro en un punto de forma redonda. La forma y el número de puntos calientes se determinan en función del estado de deformación del acero. El calentamiento multipunto suele utilizar un patrón de flor de ciruelo (véase la Figura 2a), y el diámetro d de cada punto debe ser convenientemente mayor para las chapas gruesas y menor para las chapas finas, generalmente no inferior a 15 mm.
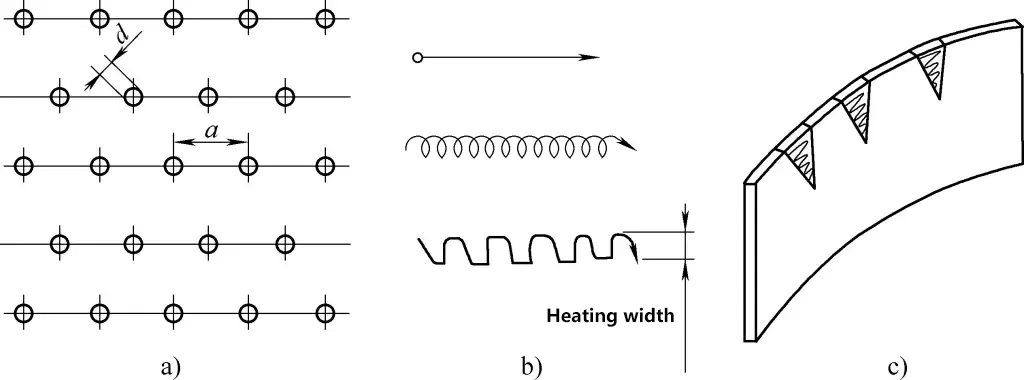
a) Calentamiento puntual
b) Calefacción de línea
c) Calentamiento triangular
Cuanto mayor sea la deformación, menor debe ser la distancia a entre puntos, generalmente de 50 a 100 mm.
Durante el calentamiento, cuando la llama se desplaza en línea recta o oscila simultáneamente en una determinada dirección lateral en anchura, se denomina calentamiento en línea. Existen tres tipos: calentamiento en línea recta, calentamiento en cadena y calentamiento en cinta (véase la figura 2b). La contracción transversal de la línea de calentamiento suele ser mayor que la longitudinal, y la cantidad de contracción aumenta a medida que aumenta la anchura de la línea de calentamiento, siendo la anchura de la línea de calentamiento generalmente de 0,5-2 veces el grosor del acero. El calentamiento en línea suele utilizarse para estructuras con deformaciones importantes.
Cuando el área de calentamiento es triangular, se denomina calentamiento triangular (véase la figura 2c). Debido a que el área de calentamiento es grande, la cantidad de contracción también es grande, y debido a la anchura de calentamiento desigual a lo largo de la dirección de altura del triángulo, la cantidad de contracción también es desigual, lo que resulta en una gran corrección de la deformación por flexión, a menudo utilizada para corregir la deformación por flexión de componentes rígidos y significativamente deformados.
La tabla 2 muestra los métodos de enderezado con llama de acetileno de los materiales de acero más comunes.
Tabla 2 Métodos de enderezado con llama de acetileno para materiales de acero comunes
| Material en blanco | Deformación original | Método de calentamiento | Boceto | Explicación |
| Chapa de acero fina (espesor no superior a 8 mm) | Protuberancia central | Calefacción puntual | 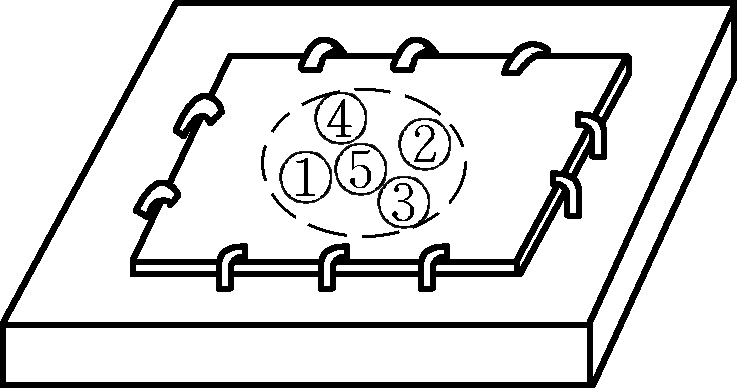 | Con la protuberancia hacia arriba, sujete con un Kamaten. Hotspotsspaced 50-100 mm de distancia; utilizar un valor más pequeño para mayor deformation.Hot punto de diámetro ≥ 15 mm, tomar el espesor máximo de la placa. Si el área de deformación es grande, tomar más puntos de calentamiento. Véase la figura para la secuencia de calentamiento, complementada por el martilleo. |
| Calefacción lineal | 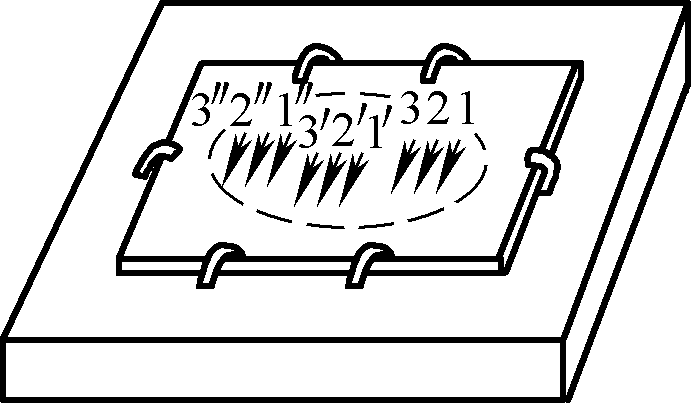 | Sujete la parte abombada hacia arriba en la plataforma. La trayectoria de la línea de calentamiento incluyeTres tipos: línea recta, línea ondulada y línea en espiral. Las dos últimas tienen una anchura de (0,5~2) veces el grosor de la placa. La contracción longitudinal a lo largo de la línea de calentamiento es menor que la transversal. Cuando hay una gran cantidad de deformación,Se puede aumentar la anchura de la línea y reducir la separación entre líneas. | ||
| Un lado es ondulado | Calefacción lineal |  | Con la parte abombada hacia arriba, sujete tres lados que no estén deformados, caliente primero ambos lados de la parte abombada, luego rodee hacia la parte abombada y repita el calentamiento si es necesario. | |
| Chapa de acero gruesa | Flexión arqueada | Calefacción lineal |  | Poner en la plataforma, calentar la parte más alta a 600~800°C, la profundidad de calentamiento no debe exceder 1/3 del espesor de la placa, se puede repetir el calentamiento si es necesario. |
| Tubo de acero | Doblar | Calentamiento puntual |  | Caliente la superficie convexa (una o varias filas de puntos), pasando rápidamente de un punto a otro, calentando fila por fila. |
| Acero en forma de T | Flexión lateral | Calefacción triangular | 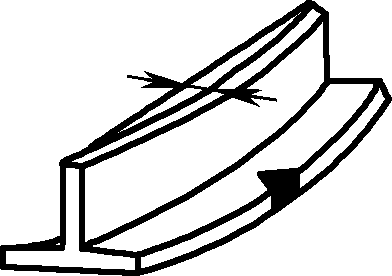 | Calentar la parte abombada de la placa horizontal |
 | Calentar la parte abombada de la placa vertical | |||
| Ángulo de acero | Flexión externa | Calefacción triangular |  | Calentar la parte elevada |
| Viga en I | Flexión lateral | Calefacción triangular | 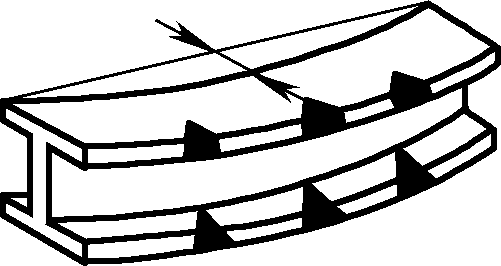 | Calentar la parte elevada |
| Canal de acero | Flexión lateral local | Calefacción lineal |  | Dos sopletes de soldadura que realizan simultáneamente el calentamiento ondulado |
| Cilindro de acero | La curvatura local es demasiado grande | Calefacción lineal |  | Calor a lo largo de la línea de generación |
| La curvatura local es demasiado pequeña |  |
Preste atención a los siguientes puntos durante la operación de enderezado a la llama:
1) La velocidad de calentamiento debe ser rápida, el calor debe ser concentrado, y minimizar el área calentada fuera de la zona de calentamiento, lo que puede mejorar el efecto de enderezamiento y lograr una mayor cantidad de contracción local.
Cuando se corrige un área de deformación grande, ya sea utilizando múltiples puntos o múltiples líneas de calentamiento, las áreas de calentamiento no deben solaparse, de lo contrario, se dañará el material de la pieza. Antes de la corrección, los puntos y las líneas de calentamiento y sus direcciones deben marcarse de acuerdo con el tamaño y el grado de la zona de deformación. En un lote de calentamiento, todos los puntos y líneas deben estar distribuidos uniformemente, ser simétricos y estar escalonados.
Todo el proceso de calentamiento debe realizarse por lotes. Cuando un lote cumple los requisitos de enderezamiento, no es necesario seguir calentando. Se prohíben los procesos de enderezado no planificados, ya que pueden garantizar el efecto del enderezado y evitar el solapamiento de las zonas calentadas.
El orden de avance y retroceso de los puntos y líneas de calentamiento en cada lote debe comenzar desde el borde de la zona de deformación. Se prohíbe el calentamiento concentrado excesivo en el centro de la zona de deformación, ya que provocará una deformación excesiva en la zona y dificultará el enderezamiento posterior debido a las propiedades del material de dicha zona.
2) En el trabajo práctico de corrección, es habitual utilizar agua para enfriar rápidamente la zona calentada después del calentamiento para acelerar la contracción del metal y mejorar la eficacia de la corrección. En comparación con el enderezado por llama pura, la eficacia puede triplicarse con creces. Este método se conoce como método de enderezado con agua y fuego.
El método de enderezado con agua y fuego tiene ciertas limitaciones. Cuando se corrigen chapas de acero de bajo contenido en carbono con un grosor de 2 mm, la temperatura de calentamiento no debe superar en general los 600 °C, y la distancia entre el agua y el fuego debe ser menor.
Cuando se corrigen chapas de acero con un grosor de 4~6mm, la temperatura de calentamiento debe ser de 600~800°C, y la distancia entre el agua y el fuego debe ser de 25~30mm. Cuando se corrigen chapas de acero con un grosor superior a 8 mm, generalmente no se considera la refrigeración por agua debido a la gran tensión causada por la refrigeración por agua. Para las chapas de acero con tendencia al endurecimiento (como las chapas ordinarias de acero de baja aleación), la distancia entre el agua y el fuego debe ser mayor.
En el caso de materiales con gran tendencia al endurecimiento (como los aceros al carbono medio y alto o los aceros aleados), no se pueden utilizar métodos de corrección por fuego de agua, y sólo se puede realizar un cierto grado de enfriamiento por aire para mejorar la deformación. Al doblar y corregir chapas de acero, la profundidad de calentamiento debe controlarse dentro de 1/4 a 1/3 del espesor de la chapa y no debe ser demasiado profunda, de lo contrario, afectará en gran medida al efecto de la corrección por llama.
Aunque la corrección por llama es un método con importantes efectos correctores, sigue siendo relativamente deficiente en el control de las cantidades de deformación, especialmente en el caso de piezas especialmente sensibles a la corrección por llama, como la corrección de enderezamiento de piezas esbeltas y la corrección de aplanamiento de chapas finas.
Por lo tanto, para la corrección de tales piezas de trabajo con grandes cantidades de deformación, la corrección de llama sólo se puede utilizar como un método de corrección aproximado, complementado por la corrección mecánica posterior; para la corrección de tales piezas de trabajo con pequeñas cantidades de deformación y altos requisitos, la corrección de llama no debe (está prohibida) ser utilizada, de lo contrario, dará lugar a una nueva o incluso mayor deformación.
3) Para acelerar la contracción de la zona de calentamiento, a veces se complementa el martilleo, pero debe utilizarse un martillo de madera o cobre, no de hierro.