Guía completa de procesos y equipos de conformado de chapa metálica
Imagínese un mundo sin las elegantes curvas de la carrocería de un coche o los ángulos precisos de las alas de un...

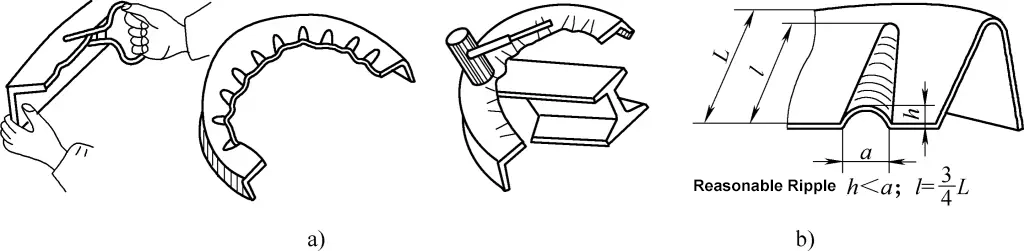
El método de fabricación de piezas con bordes curvados mediante el adelgazamiento y el alargamiento de un lado de la pieza en bruto se denomina expansión de bordes, mientras que la contracción de bordes es el método de fabricación de piezas curvadas mediante el acortamiento de la longitud y el aumento del grosor de un lado de la pieza en bruto. La figura 1a muestra un componente curvado exterior fabricado mediante el método de expansión de bordes utilizando acero angular, mientras que la figura 1b muestra un componente curvado interior fabricado mediante el método de contracción de bordes.
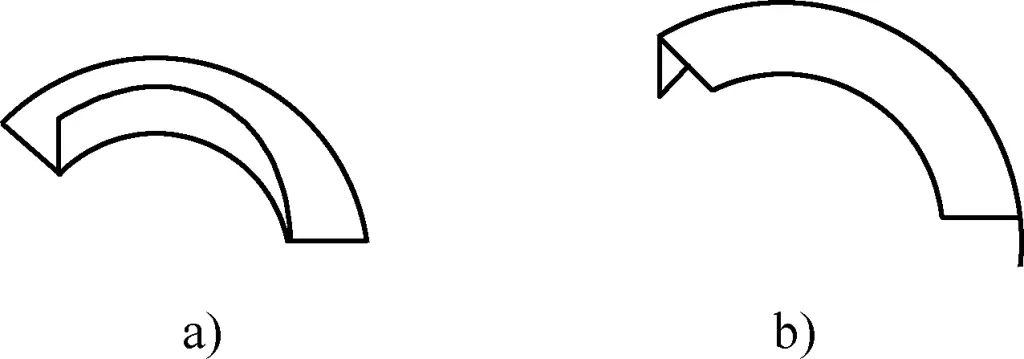
a) Expansión de bordes
b) Contracción de bordes
Los principios de la conformación por expansión de bordes y por contracción son diferentes, por lo que sus métodos de funcionamiento no son exactamente los mismos.
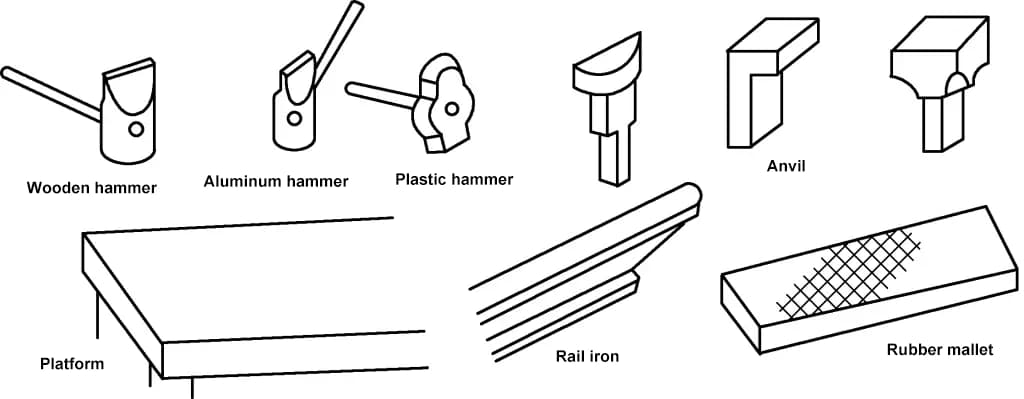
Las herramientas de expansión de cantos incluyen martillos de madera, martillos de aluminio, martillos de baquelita, martillos de hierro, hierros de carril, yunques, plataformas, puntales, etc., como se muestra en la figura 2.
El método más utilizado en la producción es la expansión del borde delgado. Este método es eficaz, pero da como resultado una superficie rugosa y un grosor desigual.
Al fabricar la pieza de borde curvo cóncavo mostrada en la figura 1a, se puede utilizar un perfil en ángulo recto para martillar el borde del material sobre un yunque o plataforma (véase la figura 3), adelgazando el material del borde, aumentando su área, extendiendo el borde curvo. Cuanto más cerca del borde del perfil, más se extiende; cuanto más cerca del borde interior, menos se extiende. Así, el perfil recto se va convirtiendo gradualmente en una pieza de borde curvo.
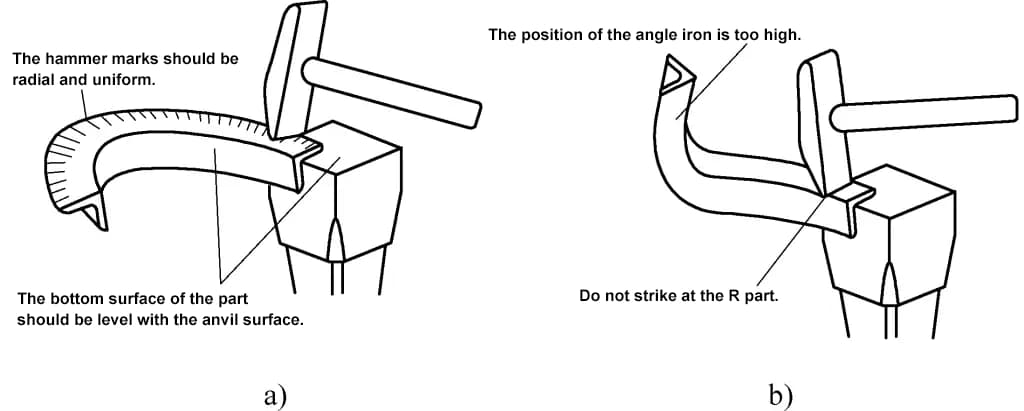
Durante la operación de martilleo, primero hay que calcular el tamaño desplegado de la pieza. Al expandir, la superficie inferior del perfil debe mantenerse nivelada con la superficie del yunque, ni demasiado alta ni demasiado baja; de lo contrario, el perfil podría alabearse durante el proceso de expansión.
Las marcas del martillo deben ser uniformes e irradiarse hacia fuera, cubriendo 3/4 de la anchura de la curva, y no martillar a lo largo de la sección R del perfil. El martilleo debe realizarse dentro de la zona curva, y en el caso de piezas angulares con secciones rectas, no se debe martillar dentro de la zona recta. Durante la expansión, el material puede endurecerse por deformación. Si se endurece, es necesario recocido; de lo contrario, el martilleo continuado puede provocar grietas.
Durante la operación, compruebe constantemente la forma con una plantilla o herramienta de medición. Una vez conseguida la forma deseada, proceda al acabado, enderezado y mecanizado fino.
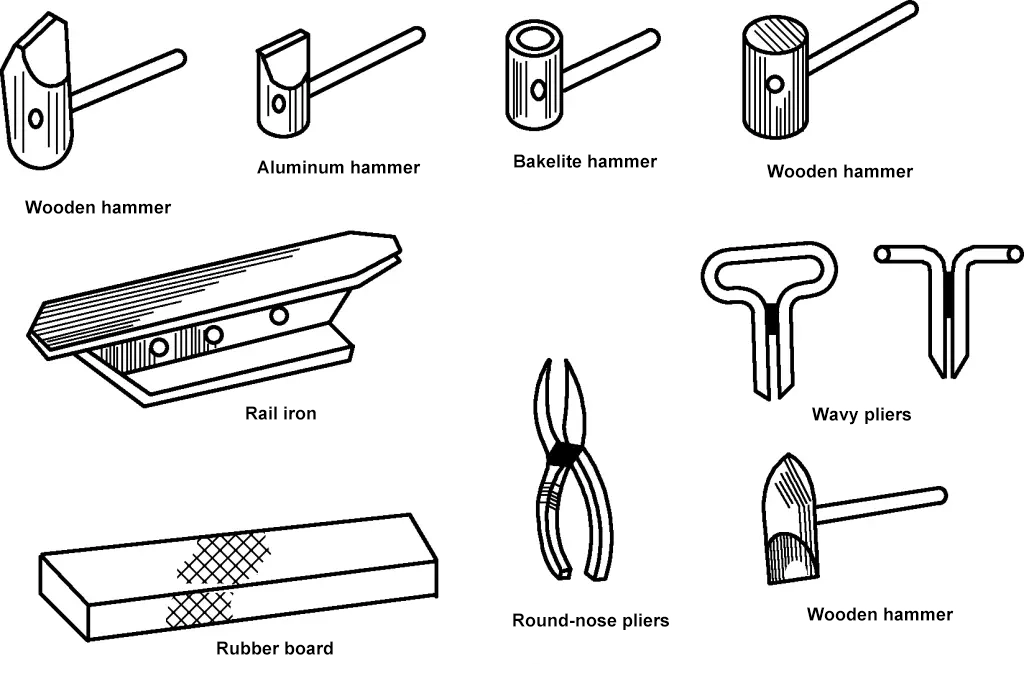
Las herramientas de contracción de bordes incluyen martillos de madera, martillos de aluminio, martillos de baquelita, martillos de hierro, hierros de carril, alicates ondulados y alicates de punta redonda, como se muestra en la Figura 4.
En la producción, el método más utilizado es el retractilado con tenazas onduladas. Durante la operación, utilice pinzas onduladas para formar ondulaciones plisadas en el borde del material; los pliegues deben ser densos y uniformes.
Si la pieza en bruto es gruesa, puede colocarse sobre madera dura y golpearla con un martillo picador para crear pliegues, consiguiendo la curvatura deseada. A continuación, evitando que los pliegues se enderecen y vuelvan, se nivelan sobre hierro de carril con un martillo de madera (véase la figura 5a). Las pinzas onduladas se pueden soldar utilizando alambre de acero doblado de 8-10 mm, y la superficie debe ser lisa para evitar rayar la superficie de la pieza de trabajo. Las formas de los pliegues formados deben ser razonables (véase la figura 5b).
Debido a las diferentes deformaciones que se producen en la expansión y contracción de los bordes, el cálculo del tamaño desplegado también difiere.
La anchura desplegada de la pieza semicircular de la figura 6 puede calcularse utilizando la fórmula de cálculo de la longitud desplegada de los perfiles curvados.
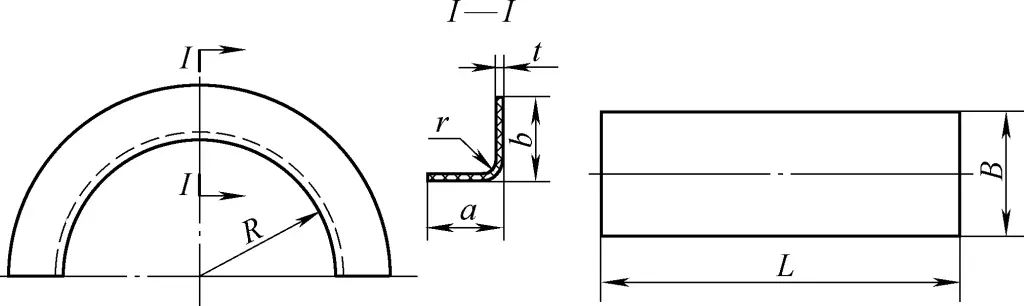
B=a+b-(r/2+t)
En la fórmula
La longitud desplegada se calcula utilizando la longitud del arco a la mitad de la anchura de expansión del borde b, debido a los diferentes grados de expansión del material en las distintas partes del plano de expansión. El borde exterior se adelgaza más y se expande más, mientras que el borde interior se adelgaza menos y se expande menos.
L=π(R+b/2)
En la fórmula
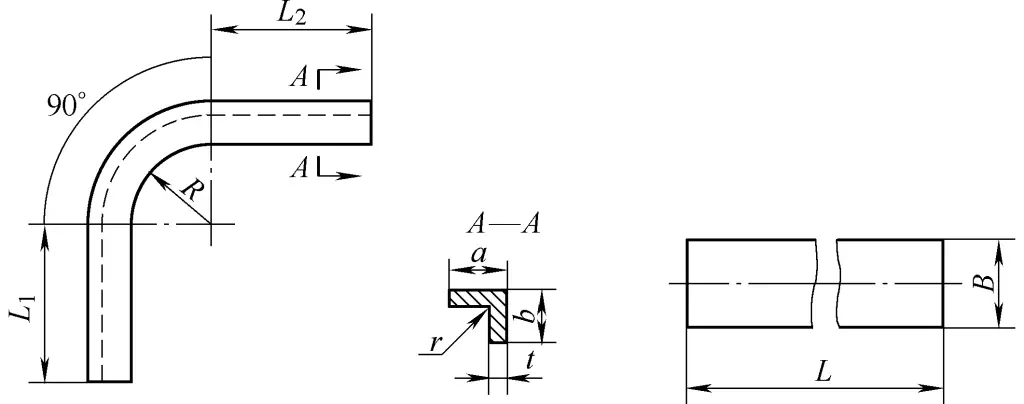
La anchura desplegada de la parte en ángulo recto mostrada en la figura 7 es igual a la fórmula anterior. La longitud desplegada L es igual a la suma de las partes recta y curva, es decir
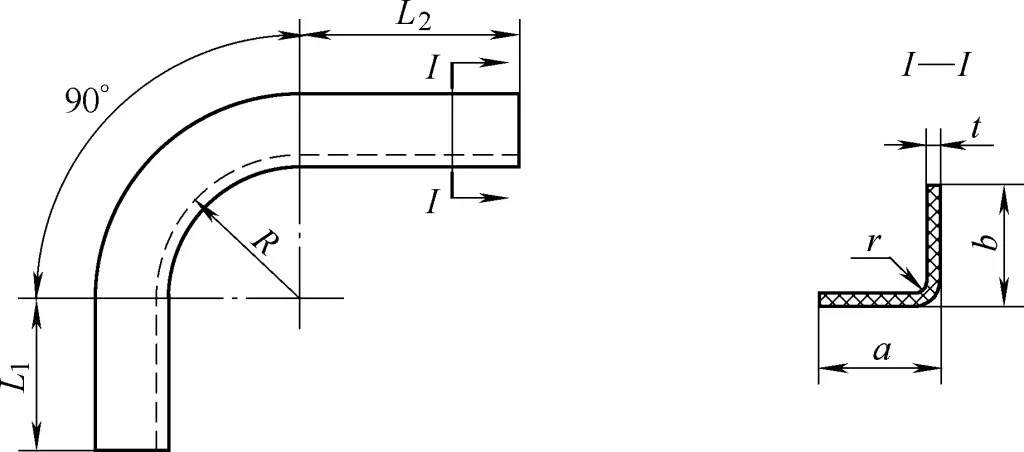
L=L1+L2+ π/2(R +b/2)
En la fórmula
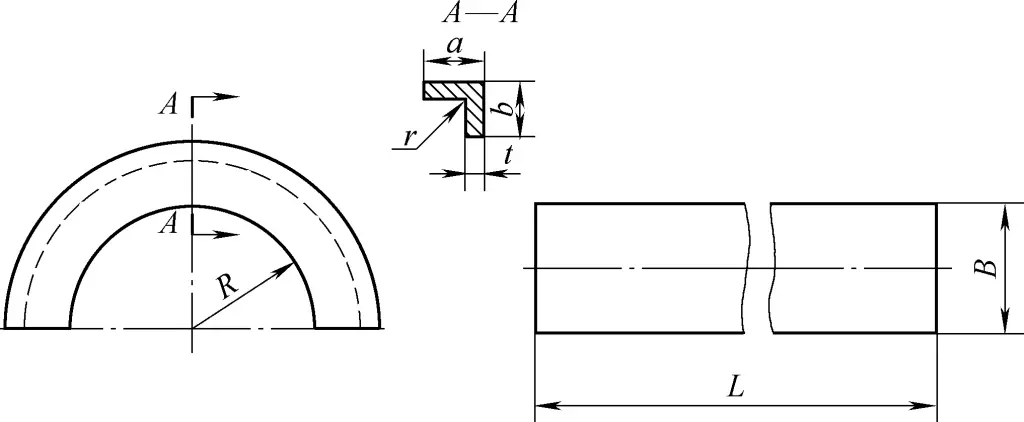
El material desplegado para el ángulo de acero contraído en piezas semicirculares, como se muestra en la figura 8, se calcula mediante la siguiente fórmula:
B=a+b-(r/2+t)
L=π(R+b)
En la fórmula
Como se muestra en la figura 9, la pieza de corte en ángulo recto tiene la misma anchura desplegada que la fórmula anterior. La longitud desplegada L se calcula como sigue:
L=L1+L2+π/2(R+b)
En la fórmula