Técnicas Esenciales de Ensamblaje de Chapa Metálica: Una guía completa
I. Métodos de montaje De acuerdo con los requisitos técnicos especificados, el proceso de montaje y conexión de piezas o componentes a...

Los materiales y las piezas en bruto pueden presentar defectos, como abombamiento, curvatura, torsión y distorsiones onduladas. Antes de cortar, rebanar y conformar, es esencial nivelar los materiales.
La deformación del material puede deberse a la tensión residual del laminado, al procesado del material y a un levantamiento, transporte o almacenamiento inadecuados.
Aplicando fuerzas externas o calor (expansión y contracción térmicas), las fibras más cortas del material pueden alargarse, o las más largas acortarse, con lo que, en última instancia, las longitudes de todas las capas de fibras son aproximadamente iguales.
Los métodos de enderezado se clasifican en enderezado en frío y enderezado en caliente, dependiendo de si se aplica o no calor. También se dividen en nivelación manual, nivelación mecánica y nivelación por llama, en función de la fuente y la naturaleza de la fuerza aplicada.
Entre los métodos de nivelación más comunes se incluyen la nivelación manual y la mecánica. El enderezado mecánico abarca el enderezado con máquina, el enderezado con prensa de fricción, el enderezado con máquina enderezadora de perfiles y la corrección con máquina formadora de martillos vibratorios.
La nivelación manual consiste en utilizar martillos o métodos de torsión para corregir la deformación de las piezas. Es un método flexible y sencillo que se utiliza principalmente para piezas que los equipos no pueden nivelar. Entre las herramientas utilizadas habitualmente en la nivelación manual se incluyen martillos, mazos, martillos de golpe muerto, gatos, mordazas, etc., siendo la fijación principal una plataforma.
Las herramientas de medición incluyen principalmente reglas, galgas de espesores y plantillas. Ámbito de nivelación manual: enderezamiento de cizalla y corte de curvas laterales, enderezado de pequeños ángulos de acero, nivelación manual de defectos de conformación en piezas de trabajo.
El enderezado a máquina se utiliza principalmente para chapas de acero al carbono, chapas de acero inoxidable y chapas de aleación de aluminio, y se divide en enderezado de chapas finas y enderezado de chapas gruesas.
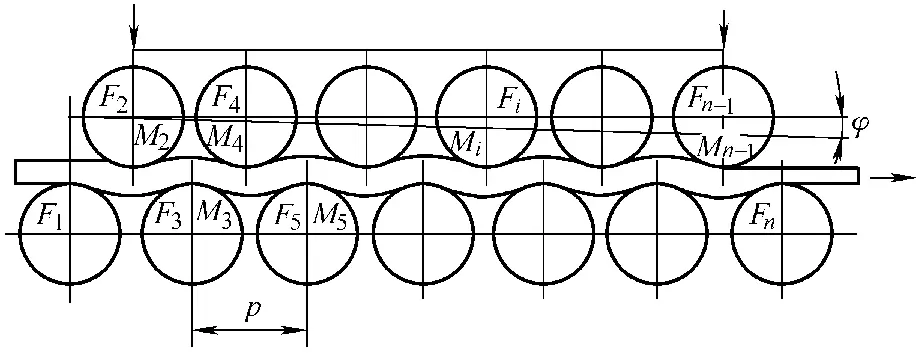
El curvado de placas se divide en curvado plano (bidimensional) y curvado espacial (tridimensional), como se muestra en la Figura 3-159. El principio del enderezado de placas es provocar la deformación plástica de la placa metálica bajo la acción del rodillo de enderezado, logrando un estado plano, como se muestra en la Figura 3-160.
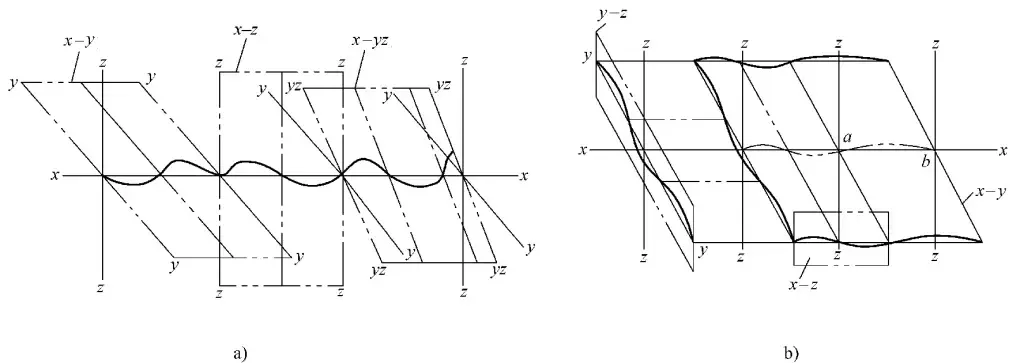
a) Diagrama de flexión bidimensional
b) Diagrama de flexión tridimensional
Para la nivelación de piezas de estampación de vagones de pasajeros, se utilizan dos tipos de equipos en función del grosor de la pieza: máquinas enderezadoras de chapa fina y máquinas enderezadoras de chapa gruesa.
El aspecto de la máquina enderezadora de chapas finas se muestra en la figura 3-16a, y sus parámetros técnicos se indican en la tabla 3-108. Esta máquina utiliza 19 rodillos de corrección de precisión, nivelando placas de espesor 0.5~8mm, con la precisión de ajuste de los rodillos enderezadores en ±0.01mm.
Tabla 3-108 Parámetros técnicos de la máquina enderezadora de precisión de 19 rodillos para placas finas
| Material | Acero, acero inoxidable, aleación de aluminio |
| Características de la superficie | No es un material sensible a la superficie, no es un material propenso a la oxidación y la herrumbre |
| Tolerancia geométrica | Tolerancia de la forma del grosor conforme a las normas EN |
| Resistencia a la tracción | Consulte la tabla de rendimiento de nivelación |
| Límite elástico | Consulte la tabla de rendimiento de nivelación |
| Sección transversal del material | Consulte la tabla de rendimiento de enderezamiento |
| Longitud mínima del material (dirección transversal) | 100 mm |
| Material Anchura | 1650 mm |
| Velocidad de paso | 3~12m/min |
| Diámetro del rodillo de nivelación | 56 mm |
| Número de rodillos niveladores | 19 |
| Precisión de ajuste de los rodillos niveladores | ±0,01 mm |
| Pasante Altura sobre el suelo | 950 mm |
| Espacio necesario (longitud × anchura × altura) | 3900mm×2350mm×2050mm |
La apariencia de la máquina enderezadora de placas gruesas se muestra en la Figura 3-16b, y sus parámetros técnicos se indican en la Tabla 3-109. Esta máquina utiliza corrección de precisión de 13 rodillos, placas de nivelación de espesor 6~22mm, con la planitud de nivelación de 0.5mm/m2.
Tabla 3-109: Especificaciones técnicas de la máquina enderezadora de chapas gruesas CNC de 13 rodillos.
| Material | Unidades | Notas |
| Tipo de material | Acero al carbono ordinario, acero resistente a altas temperaturas, acero de alta aleación, acero inoxidable, aleación de aluminio | |
| Estado del material | Punzonado, cizallado, oxicorte, Corte por plasmaCorte por láser, granallado de superficies, etc. | |
| Máximo límite elástico | N/mm2 | 700: Espesor 22mm, Longitud total 900mm: Espesor 20 mm, longitud total 1000 mm |
| Espesor mínimo de nivelación | mm | 6 |
| Espesor máximo de nivelación | mm | 22 |
| Parámetros relacionados con la niveladora | ||
| Anchura máxima de nivelación | mm | 1650 |
| Número de rodillos de nivelación | n° | 13 |
| Diámetro de los rodillos niveladores | mm | 180 |
| Número de rodillos de soporte superiores | n° | 4 filas de 8 rollos, total 32 rollos de soporte |
| Número de rodillos de soporte inferiores | n° | 4 filas de 9 rodillos, total 36 rodillos de apoyo |
| Diámetro de los rodillos de soporte | mm | 200 |
| Capacidad de carga de cada rodillo de soporte | kN | 1000 |
| Velocidad de nivelación ajustable | m/ min | 0 ~ 15 |
| Potencia del motor principal (aproximada) | kW | 175 (Velocidad 1200r/min) |
| Precisión de planitud | 0,5mm/m² | |
| Peso de la máquina (incluido el motor) | kg | 65000 |
| Dimensiones de la máquina (L×A×H) | mm | 2500 x 4200 x 3650 |
| Altura de la mesa de trabajo | mm | 800 |
En función del grosor del material, seleccione los valores para los lados de entrada y salida de la máquina enderezadora. Para diferentes materiales y diferentes formas de piezas, los valores para los lados de entrada y salida variarán; las piezas con alto límite elástico y grandes secciones transversales tienen mayores valores de ajuste de entrada.
La Tabla 3-110 muestra los valores de ajuste para los lados de entrada y salida del nivelador de placa delgada; la Tabla 3-111 muestra los valores de ajuste para los lados de entrada y salida del nivelador de placa gruesa.
Tabla 3-110: Valores de ajuste para los lados de entrada y salida de la nivelación de chapa fina (Unidad: mm)
| Espesor de la chapa | Valores de ajuste del límite del lado de entrada | Valores de ajuste del lado de entrada | Valores de ajuste del lado de salida |
| 0.5 | -2.4 | -1.2 | 0.5 |
| 0.8 | -2 | -0.8 | 0.8 |
| 1 | -1.2 | -0.6 | 1 |
| 1.5 | -0.9 | 0.1 | 1.5 |
| 2 | -0.4 | 0.6 | 2 |
| 2.5 | 0.1 | 1 | 2.5 |
| 3 | 0.8 | 1.7 | 3 |
| 4 | 1.9 | 2.8 | 4 |
| 4.5 | 2.5 | 3.4 | 4.5 |
| 5 | 3.2 | 3.8 | 5 |
| 6 | 4.3 | 5 | 6 |
| 8 | 6.6 | 7.2 | 8 |
| 10 | 8.8 | 9.2 | 10 |
| 12 | 10.8 | 11.2 | 12 |
Tabla 3-111: Valores de ajuste para los lados de entrada y salida de la nivelación de chapa gruesa (Unidad: mm)
| Material Grosor | 4° | 3° | 2° | 1° |
| 6 | 5. 87 | 5.91 | 4.01 | 3.98 |
| 8 | 7.71 | 7.71 | 5.83 | 5.83 |
| 10 | 9.88 | 9.89 | 7.61 | 7.58 |
| 12 | 11.79 | 11.76 | 9.6 | 9.57 |
| 14 | 13.75 | 13.69 | 11.56 | 11.50 |
| 16 | 15.85 | 15.87 | 13.68 | 13.63 |
| 18 | 17.88 | 17.87 | 15.66 | 15.62 |
| 20 | 19.86 | 19.86 | 17.61 | 17.57 |
| 22 | 21.85 | 21.85 | 19.57 | 19.52 |
La figura 3-161 ilustra la dirección de nivelación de la pieza.
1) Seleccione los valores de ajuste para los lados de entrada y salida en función del material, el grosor y la forma de la pieza a nivelar.
2) Nivelación de prueba de la primera pieza.
3) Corrija los valores de ajuste para los lados de entrada y salida basándose en los resultados de la inspección de nivelación de la primera pieza.
4) Repita la nivelación de prueba, la inspección y la corrección varias veces para determinar los valores finales de los lados de entrada y salida.
5) Proceda a la producción de nivelación por lotes.
Realizar la inspección de planitud 100% de las piezas niveladas. Las piezas no conformes que superen la norma se someten a tratamientos de nivelación secundarios o múltiples hasta que la planitud de la pieza cumpla los requisitos.
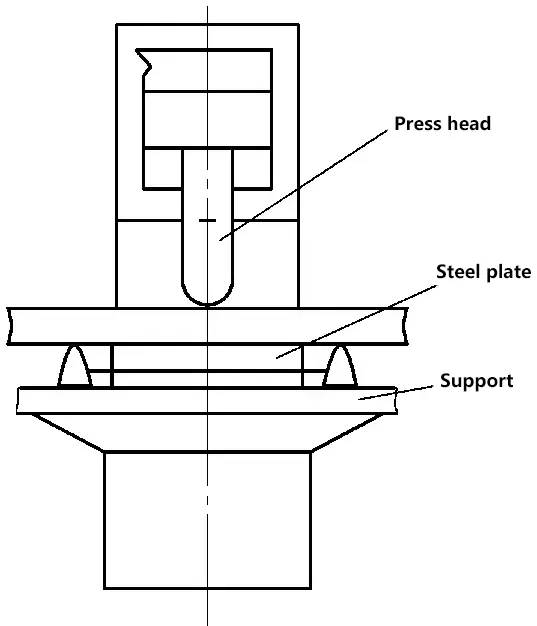
Para piezas que superan la capacidad de enderezado de la enderezadora de rodillos, se utiliza un método de corrección de la presión. La figura 3-162 muestra un diagrama esquemático del uso de una prensa hidráulica enderezadora para nivelar placas gruesas.
En el caso de las piezas de chapa y perfiles de pequeño tamaño, también se producen deformaciones durante el proceso de estampación. Sin embargo, debido al pequeño tamaño de estas piezas, no pueden nivelarse con una máquina niveladora. En su lugar, se utiliza una prensa de fricción para nivelarlas a la fuerza.
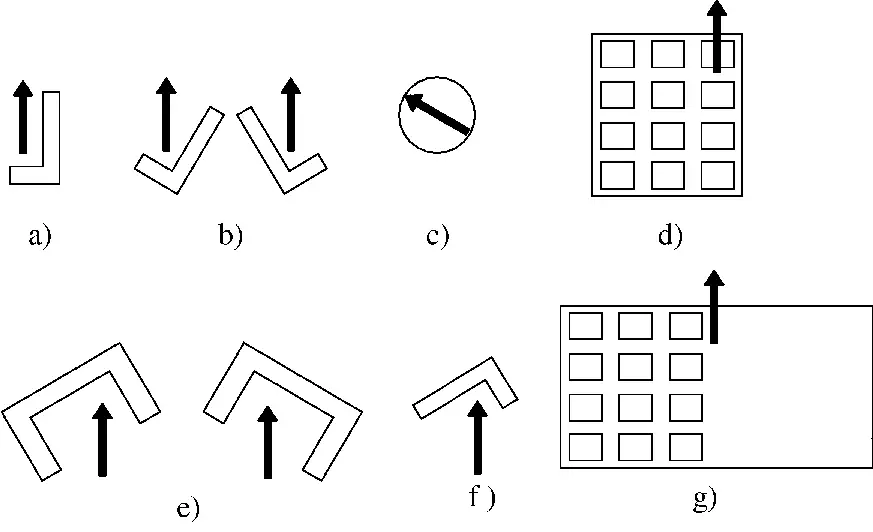
La figura 3-163 muestra varios métodos comunes de corrección utilizando una prensa de fricción, como la nivelación por superposición de piezas deformadas de varias capas, la nivelación de placas gruesas y la nivelación con una plancha de cojín de proceso.
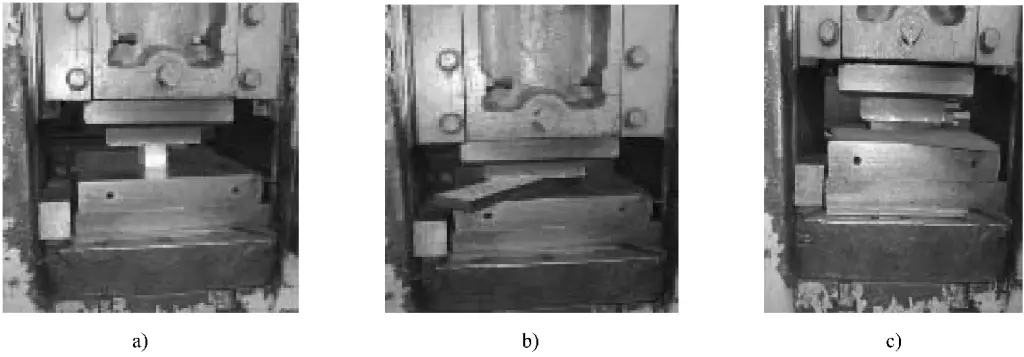
a) Superposición de placas finas para nivelar
b) Nivelación de placas gruesas
c) Aplicar una plancha de cojín de proceso en el centro
El ángulo de acero, el canal de acero y otros perfiles utilizados en la producción de autobuses pueden deformarse durante el transporte y el corte. Estas deformaciones se corrigen utilizando una máquina enderezadora de perfiles de acero (para enderezar). La máquina enderezadora de perfiles de acero, como se muestra en la Figura 3-164, tiene una estructura horizontal y es accionada hidráulicamente.
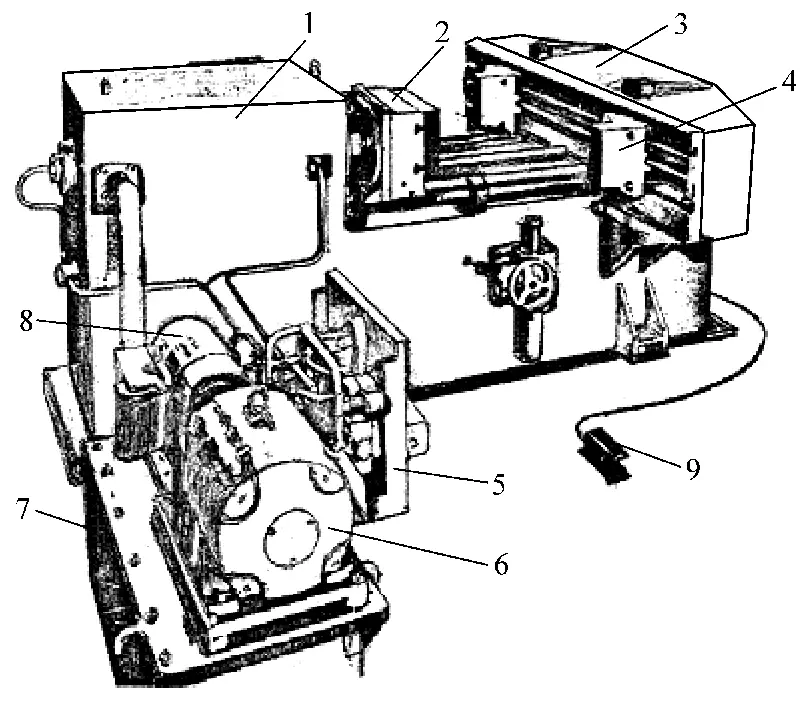
1 - Cilindro hidráulico,
2 - Cabezal de prensa
3 - Travesaño de apoyo
4 - Pivote móvil
5 - Cuadro de control hidráulico
6 - Motor eléctrico
7 - Depósito de aceite
8 - Bomba de aceite
9 - Interruptor de pedal
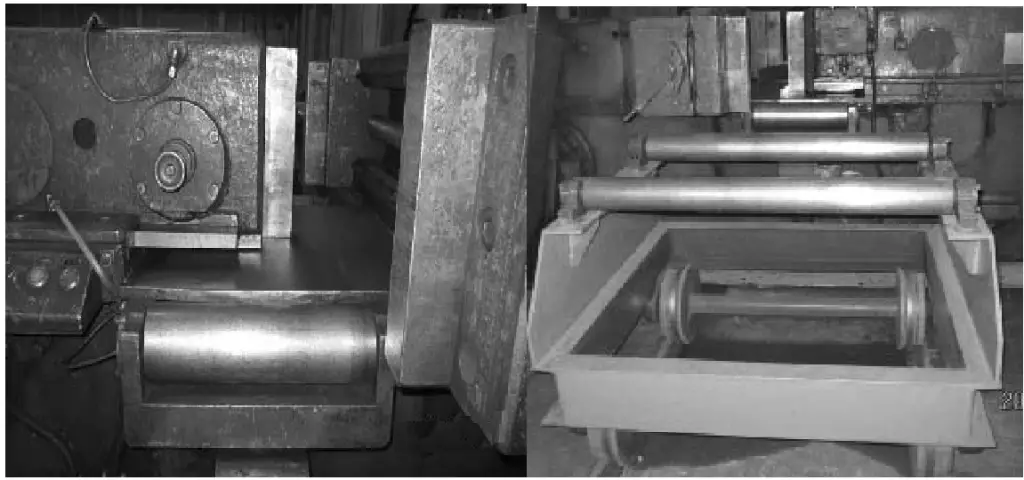
La enderezadora de perfiles de acero utiliza un método de plegado inverso para enderezar. El perfil se coloca entre el cabezal de la prensa y los fulcros. La distancia entre los dos fulcros puede ajustarse en función de la longitud y el grado de curvatura del perfil.
La fuerza ejercida por el cabezal de la prensa actúa sobre el perfil que debe nivelarse, provocando su curvatura en sentido contrario. Dependiendo del grado de curvatura del perfil, éste se nivela por etapas hasta que queda completamente enderezado. La figura 3-165 muestra el dispositivo de soporte de acero para perfiles.
Además de enderezar perfiles de acero, la máquina enderezadora de perfiles de acero también puede nivelar algunas placas gruesas de estructura especial y remodelar piezas formadas. La figura 3-166 muestra el enderezado de acero angular y la nivelación de componentes especiales, respectivamente.
