Cómo Reparar Deformaciones de Soldadura: Técnicas y consejos eficaces
Pocas cosas son tan frustrantes en el mundo de la soldadura como enfrentarse a una deformación inesperada. Tanto si trabajas en una...

Durante la fabricación de componentes estructurales soldados, aunque se tomen una serie de medidas necesarias, a menudo se produce inevitablemente una deformación residual; por lo tanto, cuando la deformación residual supera los requisitos técnicos, deben tomarse medidas para corregirla.
Los métodos de corrección más habituales son la corrección manual, la corrección mecánica, la corrección por llama, la corrección electromagnética, etc.
El método de corrección manual consiste en utilizar herramientas como martillos para golpear las partes deformadas de la soldadura. Este método se utiliza principalmente para la deformación por flexión de soldaduras pequeñas y sencillas y la deformación por ondulación de chapas finas.
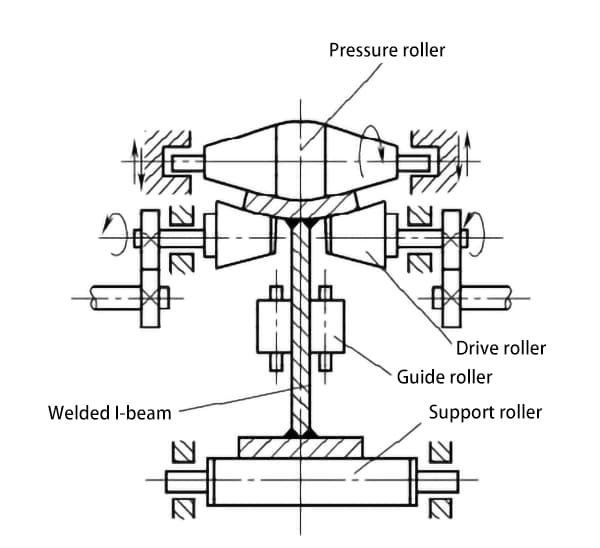
Se suelen utilizar prensas hidráulicas, gatos, máquinas enderezadoras especializadas y martillos. Se aplican fuerzas externas para provocar una deformación plástica en el componente opuesta a la dirección de la deformación de la soldadura, neutralizándose mutuamente. La figura 9-80 muestra un esquema del enderezado mecánico de una viga en I doblada después de la soldadura utilizando una prensa o un gato. La deformación angular de la brida de la viga en I puede corregirse utilizando la máquina de rodillos mostrada en la figura 9-81.
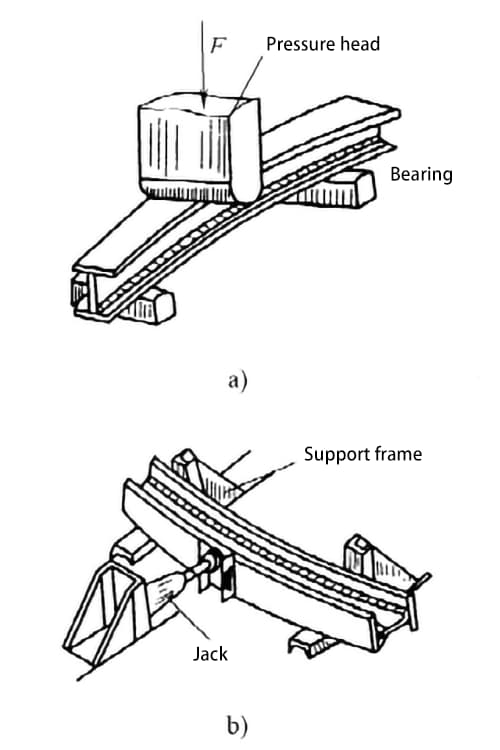
a) Corrección de la prensa b) Corrección de la clavija
La deformación tras la soldadura está causada principalmente por la contracción de la soldadura y su zona próxima. Si se realiza la forja o el laminado a lo largo de la zona de soldadura para conseguir el alargamiento plástico, se puede compensar la deformación plástica que se produce durante la soldadura, eliminando así la deformación. Las piezas soldadas pequeñas con pocas cantidades suelen forjarse con un martillo manual. En el caso de estructuras de chapa fina con soldaduras regulares, se pueden utilizar equipos de laminado para laminar la soldadura y sus zonas próximas, consiguiendo buenos efectos técnicos y económicos.
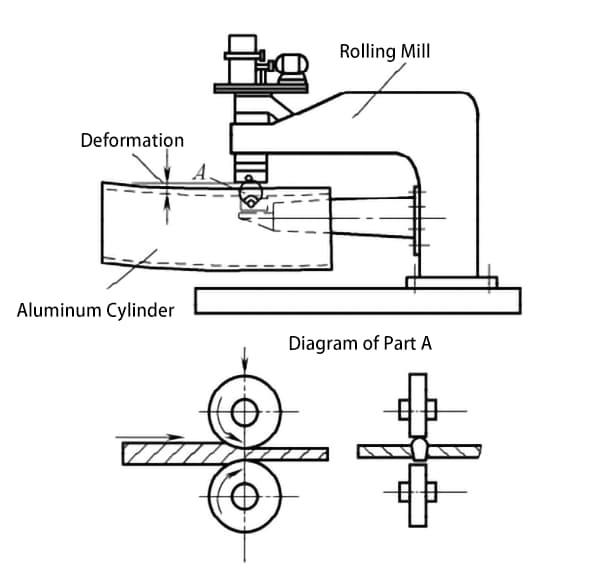
La figura 9-82 muestra un esquema de la corrección de la deformación por flexión de un cilindro de aluminio después de la soldadura utilizando un maquinaria de laminacióndonde se enrolla la soldadura longitudinal. Cambiando la dirección del rodillo de presión también se puede laminar la soldadura circunferencial. El forjado por rodadura de la soldadura no sólo elimina la deformación residual de la soldadura, sino que también elimina la tensión residual de la soldadura.
Los métodos de corrección mecánica sólo son adecuados para estructuras sencillas de piezas soldadas medianas y pequeñas.
El método de corrección por llama, también conocido como método de corrección por calentamiento, utiliza una llama como fuente de calor para calentar localmente el metal, haciendo que sufra una deformación plástica por compresión. A medida que el metal se enfría, se contrae, y la deformación causada por esta contracción se utiliza para contrarrestar la deformación residual causada por la soldadura.
Este método suele utilizar un soplete de gas y no requiere equipo especializado. Es sencillo y cómodo de manejar, flexible y puede utilizarse para corregir estructuras grandes y complejas.
Hay tres factores principales que determinan el efecto de la corrección de la llama: la posición de calentamiento, la temperatura de calentamiento y la forma de la zona calentada.
1) Posición de calentamiento
Es el factor clave para el éxito o el fracaso. Una posición de calentamiento incorrecta no sólo no corregirá la deformación, sino que incluso puede empeorar la deformación existente. Por lo tanto, la posición de calentamiento seleccionada debe provocar la deformación en sentido contrario a la deformación residual de la soldadura, para contrarrestarla.
Las principales razones de las deformaciones por flexión o angulares son que las soldaduras se concentran en un lado del eje neutro de la pieza. Para corregir estas deformaciones, la posición de calentamiento debe elegirse en el lado opuesto del eje neutro, como se muestra en la figura 9-83. Cuanto más alejada esté la posición de calentamiento del eje neutro, mejor será el efecto de corrección. Cuanto más alejada esté la posición de calentamiento del eje neutro, mejor será el efecto de corrección.
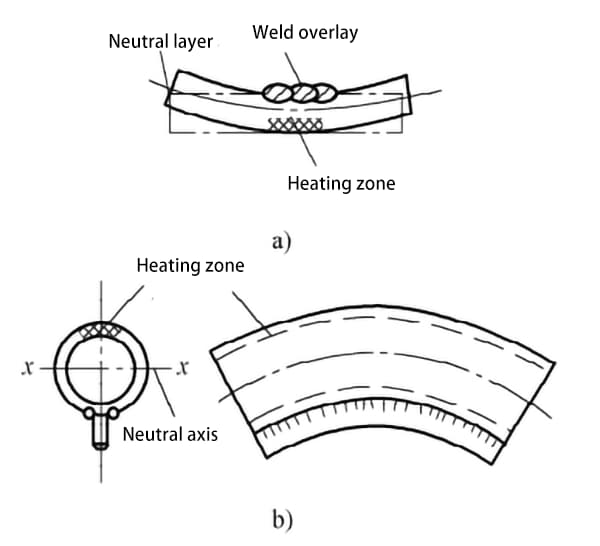
a) Deformación angular de la soldadura por acumulación b) Con aletas curvado de tubos deformación
2) Temperatura de calentamiento
La temperatura de la zona calentada debe ser superior a la de la zona adyacente no calentada, lo que hace que el metal calentado se expanda térmicamente y se obstruya, dando lugar a una deformación plástica por compresión. En el caso de chapas gruesas de acero al carbono o componentes soldados de gran rigidez, las temperaturas de calentamiento local superiores a 100°C pueden producir una deformación plástica por compresión. En la producción, la temperatura para el calentamiento por corrección de llama del acero estructural se controla generalmente entre 600~800°C.
La medición de la temperatura in situ es inconveniente, por lo general, el color de la parte calentada se observa con los ojos para estimar la temperatura aproximada. La Tabla 9-13 enumera los colores de la superficie de la chapa de acero durante el proceso de calentamiento y sus temperaturas correspondientes.
Tabla 9-13 Colores de la superficie de la chapa de acero y sus temperaturas correspondientes
| Color | Temperatura (°C) |
|---|---|
| Marrón oscuro-rojo | 550-580 |
| Marrón-Rojo | 580-650 |
| Rojo cereza oscuro | 650-730 |
| Rojo cereza intenso | 730-770 |
| Rojo cereza | 770-800 |
| Rojo cereza claro | 800-830 |
| Rojo cereza brillante | 830-960 |
| Naranja-amarillo | 960-1050 |
| Amarillo oscuro | 1050-1150 |
| Amarillo brillante | 1150-1250 |
| Blanco-amarillo | 1250-1300 |
3) La forma de la zona de calentamiento.
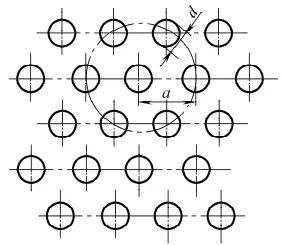
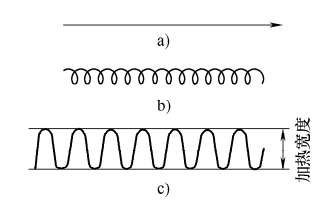
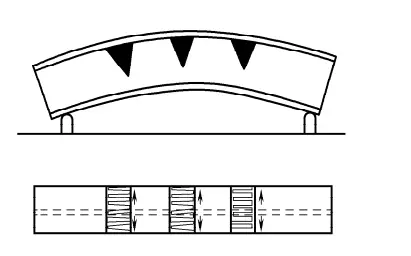
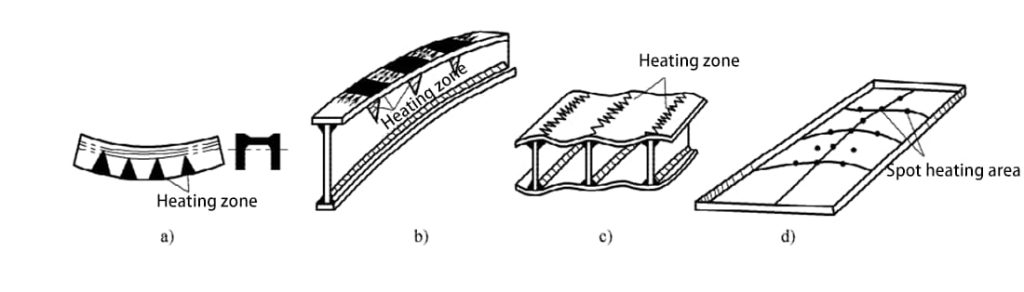
Las formas del área de calentamiento incluyen punto, raya y triángulo, como se muestra en la Figura 9-84, con calentamiento de punto mostrado en la Figura 9-85, calentamiento de raya mostrado en la Figura 9-86 y calentamiento de triángulo mostrado en la Figura 9-87.
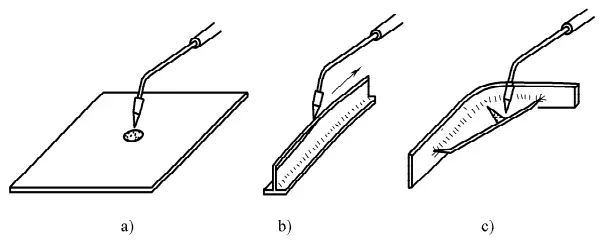
a) Punto b) Raya c) Triángulo
a) Calentamiento directo b) Calentamiento en cadena c) Calentamiento en banda
En la Tabla 9-14 se muestran los métodos habituales para corregir la deformación de la soldadura por llama.
Tabla 9-14 Métodos para corregir la deformación de soldadura por calentamiento
| Método de calentamiento | Métodos | Nota |
| Calefacción por puntos (Ver Figura 9-85) | En función de la deformación, el calor puede aplicarse en uno o varios puntos d=φ15 a φ30mm a=50~100mm | 1. Generalmente se utiliza llama neutra oxiacetilénica 2. Prestar atención a las propiedades del material que se corrige 3. Prestar atención a la temperatura ambiente del lugar de trabajo 4. Cuando corrija placas finas, utilice un mazo de madera para martillar 5. En primer lugar, planificar los lugares y los pasos de calentamiento en función de la deformación. 6. Para los aceros de alta resistencia que hayan sido sometidos a un tratamiento térmico, la temperatura de calentamiento no deberá superar su temperatura de revenido. 7. Cuando se utiliza el enfriamiento por agua junto con la corrección de llama, el acero debe enfriarse hasta que pierda su estado rojo antes de verter agua 8. El lugar de calentamiento suele estar lejos de la soldadura 9. Si el proceso posterior a la corrección es la soldadura o el corte con gas, se puede realizar la cantidad necesaria de deformación inversa durante el proceso de corrección de la llama. 10. El color correspondiente a la temperatura durante el proceso de calentamiento se muestra en la Tabla 9-13 |
| Calefacción lineal (Véase la figura 9-86) | La llama se desplaza en línea recta, y también puede realizar oscilaciones laterales en el sentido de la anchura, con una anchura de calentamiento de 0,5 a 2 veces el grosor de la placa | |
| Calefacción triangular (ver Figura 9-87) | En el borde del acero corregido, caliente formando un triángulo con el vértice hacia dentro | |
| El calor, el agua y la electricidad se utilizan de forma combinada. | Cuando se calientan y corrigen estructuras de placas finas, se puede utilizar simultáneamente refrigeración por agua o fuerza externa para mejorar el efecto de corrección. |
En la figura 9-88 se muestran ejemplos de corrección por llama de la deformación de soldadura.
a) Flexión lateral de un arco de acero asimétrico
b) Flexión hacia arriba de una viga en I asimétrica
c) Deformación angular de la junta del arco a tope
d) Deformación ondulada de una placa delgada media
En la Tabla 9-15 se muestran los resultados de los ensayos de corrección a la llama de algunos aceros de baja aleación de uso común.
Tabla 9-15 Resultados parciales de los ensayos de aceros estructurales de baja aleación de uso común tras la corrección de la llama
| Grado de acero | Conclusiones experimentales y precauciones |
| 14MnNb | Los ensayos de corrección de llama en vigas soldadas a fatiga muestran que la corrección de llama tiene poco efecto en las propiedades del acero |
| Q345 (16Mn) | Con buena corrección de llama y placa de flexión hidrotérmica ① rendimiento. Cuando la temperatura de calentamiento de la placa de flexión hidrotérmica es de unos 650°C, las propiedades mecánicas casi no se ven afectadas, e incluso después de calentarse a 850~900°C, sigue teniendo suficiente resistencia y plasticidad. |
| Q390(15MnV) | La corrección del calentamiento local con llama de oxiacetileno no afecta a las propiedades mecánicas del acero. |
| Q420 | La corrección del calentamiento local con llama de oxiacetileno no afecta a las propiedades mecánicas del acero. |
| 14MnVTiXt | La corrección del calentamiento local con llama de oxiacetileno no afecta a las propiedades mecánicas del acero. |
| 10MnPNbXt | La corrección local con llama de oxiacetileno no afecta a las propiedades mecánicas del acero |
| Q390(15MnTi) | Se puede utilizar la corrección con llama de oxiacetileno, y las placas de acero delgadas también pueden utilizar placas de flexión hidrotérmica |
| 08MnPXt | Cuando se corrige la deformación con cocción local a la llama, la temperatura debe estar entre 600~700°C. Porque a 600~700°C, los granos empiezan a crecer, y a 700~800°C, aparecen estructuras Widmanstätten. |
| Q345 (09MnCuPTi) | Los granos de la placa delgada siguen siendo finos a 900°C, y las estructuras Widmanstätten aparecen a 900~1000°C, por lo que la temperatura para la corrección local de la cocción debe ser de 700~800°C, evitando el uso de la corrección hidrotérmica. |
La chapa doblada por agua y fuego es un proceso conocido en la construcción naval. El proceso es exactamente el mismo que el enderezado a la llama; consiste en utilizar la llama para calentar localmente la chapa de acero y conseguir la deformación deseada, con un enfriamiento rápido por agua durante el proceso de calentamiento.