Técnicas esenciales para las posiciones de soldadura con electrodo
Última actualización:
28 de junio de 2024
Comparte tu me gusta:
Índice
La regla común para operar en varias posiciones de soldadura es mantener el ángulo correcto del electrodo, dominar las tres acciones de manipulación del electrodo, controlar la forma de la superficie y la temperatura del baño de fusión, garantizar reacciones metalúrgicas completas del metal fundido, eliminar a fondo gases e impurezas y lograr una buena fusión con el material base.
La temperatura del baño de fusión está relacionada con su forma y tamaño. Observando atentamente sus cambios durante el funcionamiento y ajustando continuamente el ángulo del electrodo y el movimiento del mismo, se puede controlar la temperatura del baño de fusión y garantizar la calidad de la soldadura.
1. Soldadura en posición plana
(1) Características de la soldadura en posición plana
Las gotas de metal del electrodo dependen principalmente de la gravedad para pasar al baño de fusión, lo que facilita el mantenimiento de la forma del baño de fusión y del metal fundido. Al soldar piezas del mismo grosor, la corriente de soldadura en la posición plana es mayor que en otras posiciones, lo que se traduce en una mayor productividad de la soldadura. La escoria y el metal fundido pueden mezclarse fácilmente, especialmente durante la soldadura en ángulo, donde la escoria puede adelantarse y formar inclusiones de escoria.
Unos parámetros y operaciones de soldadura incorrectos pueden provocar defectos como una penetración incompleta, socavaduras o bultos de soldadura. Durante la soldadura a tope de chapas planas, si los parámetros o la secuencia de soldadura se eligen incorrectamente, puede producirse fácilmente una deformación de la soldadura. En la soldadura por una sola cara con formación de doble cara, la primera soldadura puede dar lugar a una penetración desigual y a una formación deficiente del dorso.
(2) Ángulo del electrodo en posición plana
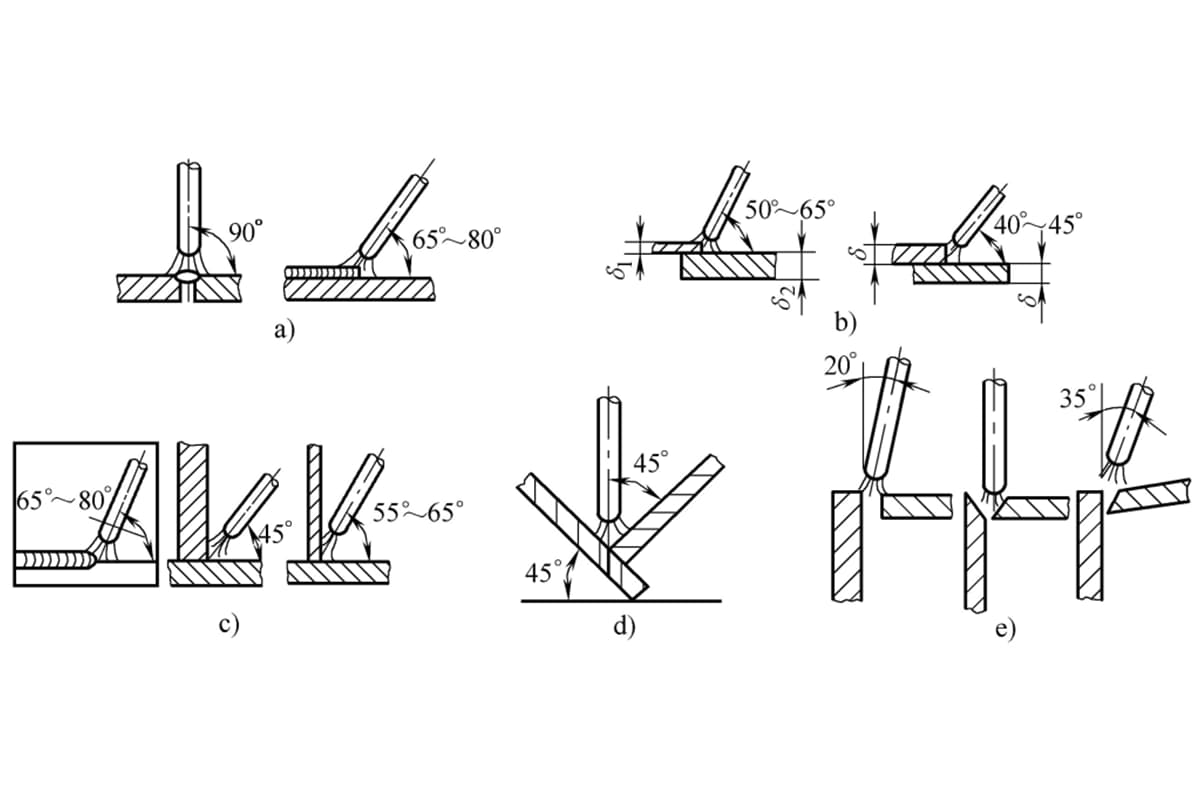
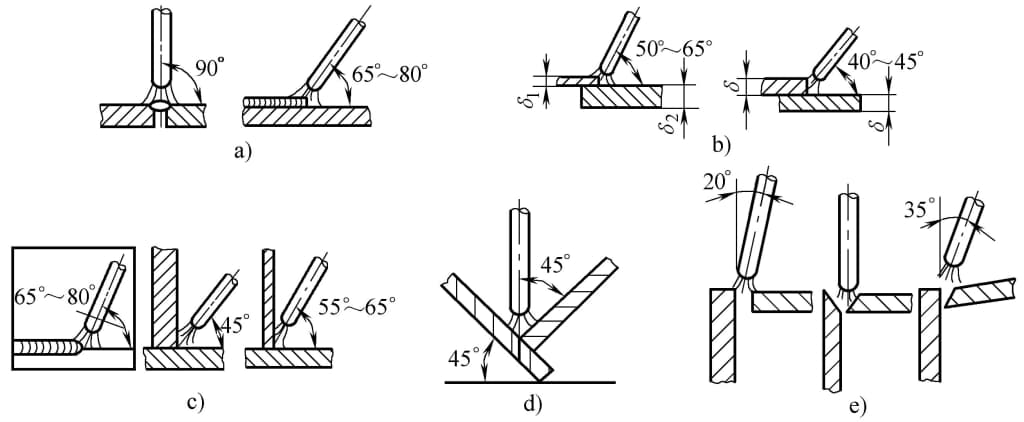
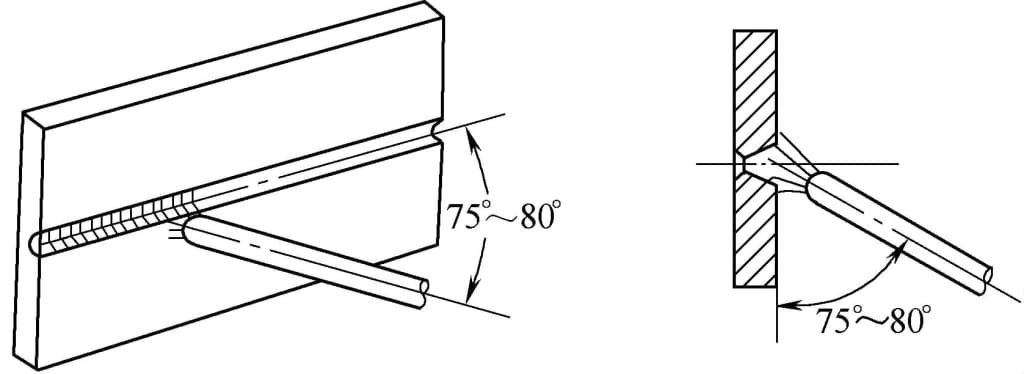
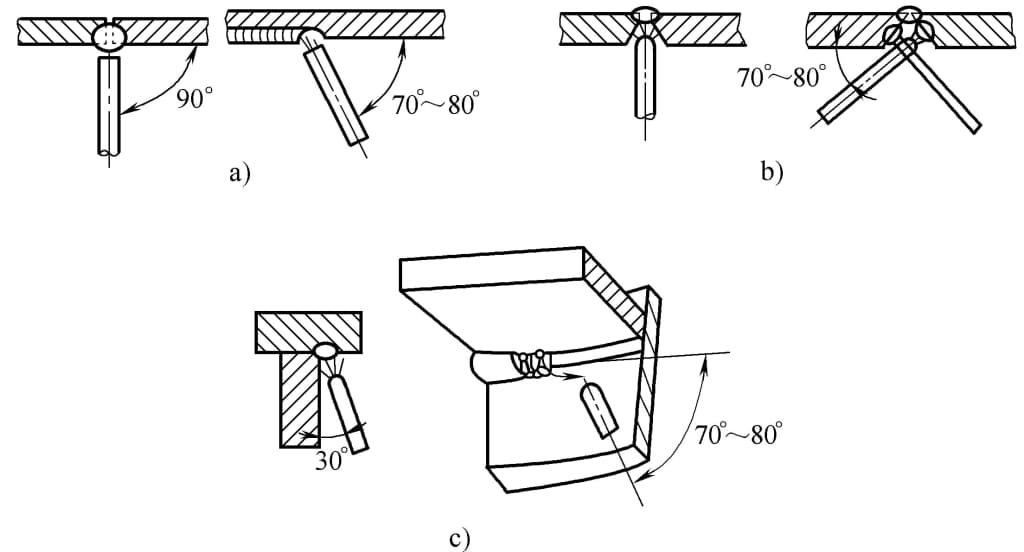
El ángulo del electrodo en una posición plana puede dividirse en soldadura plana de junta a tope, soldadura de filete de junta solapada, soldadura de filete de junta en T, soldadura de barco y soldadura plana de junta de esquina. El ángulo del electrodo para posiciones planas se muestra en la Figura 5-26.
Figura 5-26 Ángulo del electrodo en posición plana
a) Soldadura plana a tope b) Soldadura en ángulo de juntas solapadas c) Soldadura en ángulo de uniones en T d) Soldadura en forma de barco e) Soldadura en ángulo en una junta angular
(3) Puntos clave de la soldadura en posición plana
Coloque la pieza de trabajo en posición de soldadura plana, el soldador sujeta la pinza de soldadura con el varilla para soldar se sujeta a ella, la cara se protege con una pantalla facial (tipo casco o de mano), se forma un arco en la pieza de trabajo, se utiliza la alta temperatura del arco eléctrico (6000~8000K) para fundir el metal de la varilla de soldadura y el metal base, las partes fundidas de los dos metales se fusionan para formar un baño de fusión. Después de que la varilla de soldadura se aleja, el charco fundido de soldadura se enfría para formar un cordón de soldadura, que combina firmemente los dos materiales base separados juntos a través del cordón de soldadura, logrando la soldadura en la posición plana.
En función del grosor de la chapa, se puede seleccionar una varilla de soldadura más gruesa y utilizar una corriente de soldadura mayor para soldar. En las mismas condiciones de espesor de chapa, la corriente de soldadura en la posición plana es mayor que en las posiciones vertical, horizontal y elevada.
Lo mejor es utilizar la soldadura de arco corto, que puede reducir la pérdida de calor del arco de alta temperatura, aumentar la profundidad del baño de fusión, evitar que los gases nocivos alrededor del arco entren en el baño de fusión y reducir la oxidación de los elementos metálicos de soldadura y la posibilidad de porosidad en la soldadura.
Durante la soldadura, la varilla de soldadura y la pieza forman un ángulo de 40° a 90°, controlan bien la separación de la escoria y el metal fundido, y evitan que la escoria aparezca por delante.
Cuando el espesor de la chapa es ≤6mm, se suele abrir una ranura en forma de I para la soldadura plana a tope, y para la soldadura frontal se debe utilizar la soldadura de arco corto con un diámetro de varilla de ф3,2 a ф4mm, y la profundidad de penetración debe alcanzar 2/3 del espesor de la pieza. Antes de soldar por retroceso, no es necesario eliminar la raíz de la soldadura (salvo en el caso de piezas importantes), pero hay que limpiar la escoria, y se puede utilizar una corriente de soldadura mayor.
Si se produce un fenómeno de mezcla poco clara de escoria y metal fundido en la soldadura plana a tope, se puede alargar el arco, inclinar la varilla de soldadura hacia delante y realizar la acción de empujar la escoria hacia la parte posterior del baño de fusión para evitar la inclusión de escoria.
Cuando se sueldan cordones horizontales inclinados, se debe soldar cuesta arriba para evitar que la escoria fluya hacia la parte delantera del baño de fusión y evitar defectos de inclusión de escoria en la soldadura.
Cuando se utiliza la soldadura multicapa y multipaso, debe prestarse atención a la selección del número de pasadas de soldadura y su secuencia.
Para soldaduras en T, en ángulo y solapadas, si los espesores de las dos placas son diferentes, ajuste el ángulo del electrodo para dirigir el arco hacia la placa más gruesa para calentar uniformemente ambas placas.
(4) Selección correcta del método de manipulación de los electrodos
Para chapas de espesor <6mm, soldadura a tope de ranura en I en posición plana, utilizando soldadura a doble cara, la soldadura delantera debe utilizar una manipulación del electrodo en línea recta, ligeramente más lenta, y la soldadura trasera debe utilizar también una manipulación del electrodo en línea recta, con una corriente de soldadura ligeramente superior a la utilizada para la soldadura delantera, y una manipulación del electrodo más rápida.
Para chapas de espesor ≥6mm, según los requisitos del diseño, se pueden utilizar otros tipos de ranuras (ranura en V, ranura en V doble, ranura en Y, etc.) además de la ranura en I para la soldadura a tope en posición plana, utilizando soldadura multicapa o soldadura multicapa de varias pasadas. En la primera capa (pasada de raíz) debe utilizarse un electrodo de pequeño diámetro, baja corriente de soldadura y manipulación del electrodo recta o en zigzag. Para las capas posteriores, se pueden utilizar electrodos de mayor diámetro y corrientes de soldadura más altas con soldadura de arco corto. La manipulación del electrodo en zigzag debe hacer una pausa a ambos lados de la ranura, y la dirección de soldadura de las capas adyacentes debe ser opuesta, con juntas escalonadas.
Para soldaduras de filete de juntas en T con un tamaño de pernil <6 mm, se puede utilizar soldadura de una sola capa, utilizando métodos de manipulación de electrodos rectos, circulares oblicuos o en zigzag; para tamaños de pernil mayores, se debe utilizar soldadura multicapa o soldadura multicapa de varias pasadas. En la primera pasada se utilizará un electrodo recto y en las siguientes capas se utilizará un electrodo en zigzag oblicuo o circular oblicuo. En la soldadura multicapa de varias pasadas se utilizará preferentemente la manipulación recta del electrodo.
Para las soldaduras en ángulo de juntas solapadas y esquineras, la manipulación del electrodo es similar a la de las soldaduras en ángulo de juntas en T.
La manipulación del electrodo para la soldadura en forma de barco es similar a la de la soldadura a tope de ranura abierta en posición plana.
2. Soldadura en posición vertical
(1) Características de la posición de soldadura vertical
En la soldadura vertical, el metal fundido y la escoria tienden a separarse debido a la gravedad. Cuando la temperatura del baño es demasiado alta, el metal fundido tiende a fluir hacia abajo, formando defectos como cordones de soldadura, socavaduras e inclusión de escoria, lo que hace que el cordón de soldadura sea irregular. La raíz de la soldadura en T es propensa a una penetración incompleta. La profundidad de penetración es fácil de controlar, consume más electrodos que la soldadura plana, pero la productividad es menor que ésta. Debido a que el calor del arco de soldadura en ángulo vertical se transfiere en tres direcciones a la pieza de trabajo, el enfriamiento es rápido. Por lo tanto, en las mismas condiciones que la soldadura vertical a tope, la corriente de soldadura puede ser ligeramente superior para garantizar una buena fusión de las dos chapas.
(2) Ángulo del electrodo en posición de soldadura vertical
La soldadura vertical se divide en soldadura vertical a tope de chapa fina y soldadura vertical a tope de chapa gruesa según el grosor de la pieza; se puede dividir en soldadura vertical a tope de ranura en forma de I y soldadura vertical en ángulo de junta en forma de T según la forma de la junta; se puede dividir en soldadura vertical ascendente y soldadura vertical descendente según el método de operación de soldadura. El ángulo del electrodo en la posición de soldadura vertical se muestra en la Figura 5-27.
Figura 5-27 Ángulo del electrodo en posición de soldadura vertical
(3) Puntos clave de la posición de soldadura vertical
En la soldadura vertical, después de sujetar el electrodo con las pinzas de soldar, éstas y el electrodo deben estar en línea recta, como se muestra en la Figura 5-28. El cuerpo del soldador no debe mirar directamente a la soldadura, sino que debe estar ligeramente a la izquierda o a la derecha (para zurdos), para facilitar la operación de la mano derecha (para zurdos) que sujeta la pinza de soldar.
Figura 5-28 Forma de sujeción del electrodo mediante pinzas de soldar
La soldadura vertical ascendente es la más utilizada en producción; la soldadura vertical descendente requiere electrodos especiales para garantizar la calidad de la soldadura. Cuando se suelda verticalmente hacia arriba, la corriente de soldadura debe ser de 10% a 15% menor que durante la soldadura plana, y debe utilizarse un electrodo de menor diámetro (<4mm), manteniendo el ángulo correcto del electrodo. La soldadura por arco corto se utiliza para acortar la distancia de transición de la gota al baño de fusión.
(4) Método correcto de selección y utilización de electrodos
1) Cuando se suelda una junta a tope de ranura en I de chapa fina en posición vertical ascendente, la longitud máxima del arco comúnmente utilizada debe ser ≤6mm. Se puede utilizar soldadura lineal, dentada, en forma de media luna o de salto.
2) Para otros tipos de soldadura vertical a tope de ranuras, la primera capa de soldadura se realiza a menudo utilizando la soldadura de salto o el trenzado en forma de media luna, triangular con pequeña amplitud, seguido de los métodos de trenzado en forma de media luna o dentado.
3) Al soldar verticalmente una junta en T, el electrodo debe tener un tiempo de permanencia adecuado en ambos lados y en la esquina superior de la soldadura, y la oscilación del electrodo no debe ser mayor que la anchura de la soldadura. La operación de trenzado es similar a la utilizada para otros tipos de soldadura a tope de ranuras.
4) Al soldar la capa de recubrimiento, el método de tejido debe elegirse en función de los requisitos de la superficie de soldadura. Para requisitos de superficie ligeramente superiores, puede utilizarse el tejido en forma de media luna, y para una superficie de soldadura plana, es adecuado el tejido dentado.
3. Posición de soldadura horizontal
(1) Características de la posición de soldadura horizontal
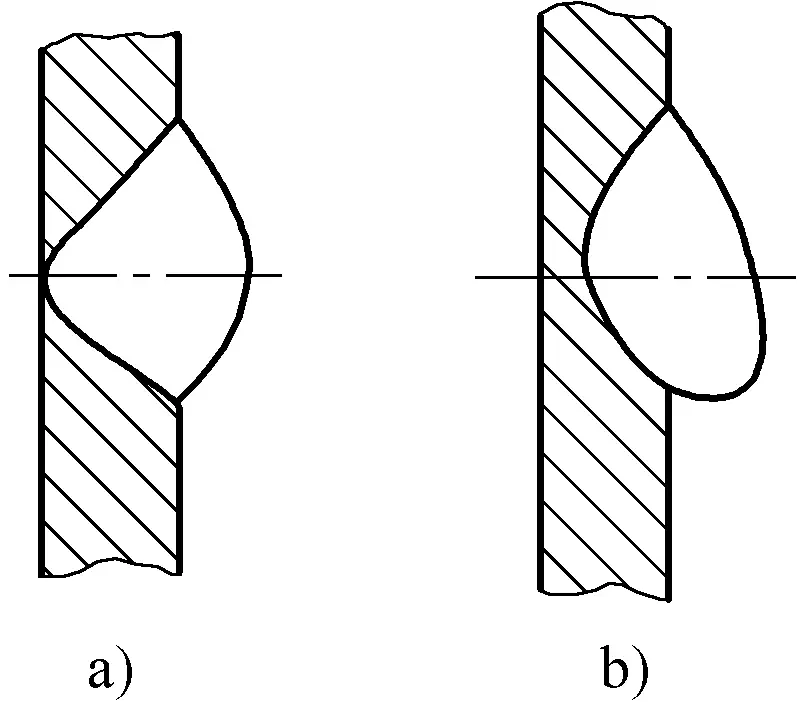
Debido a la gravedad, el metal fundido tiende a caer hacia la ranura, provocando defectos de socavado en la parte superior de la ranura y formando una soldadura en forma de lágrima, como se muestra en la figura 5-29b. El metal fundido y la escoria son fáciles de separar.
Figura 5-29 Soldaduras horizontales
a) Soldadura horizontal normal b) Soldadura horizontal en forma de lágrima
(2) Ángulo del electrodo en posición de soldadura horizontal
Al soldar en horizontal, lo mejor es que el soldador trabaje de pie. Si es posible, la mano o el brazo que sujeta la pantalla facial es el mejor apoyo para mantener el cuerpo estable durante la soldadura de pie, y el punto de cebado del arco debe estar directamente delante del soldador.
Durante la soldadura, después de terminar cada electrodo, el soldador tiene que cambiar su posición de pie para mirar siempre directamente a la soldadura. La parte superior del cuerpo del soldador debe avanzar con el arco, pero los ojos aún deben mantener cierta distancia del arco de soldadura. Además, hay que prestar atención a mantener el ángulo entre el electrodo y la pieza de trabajo para evitar un goteo excesivo de metal fundido. El ángulo del electrodo para soldadura horizontal se muestra en la Figura 5-30.
Figura 5-30 Ángulo del electrodo para posición de soldadura horizontal
(3) Puntos clave de la posición de soldadura horizontal
1) Para la soldadura horizontal a tope, generalmente se utiliza una ranura en forma de V o de K, y para juntas a tope con un grosor de 3~4mm, se puede utilizar una ranura en forma de I para la soldadura a doble cara.
2) Utilizar un electrodo de diámetro pequeño, la corriente de soldadura debe ser menor que la utilizada en la soldadura plana: el funcionamiento con arco corto puede controlar mejor el flujo de metal fundido.
3) Para la soldadura horizontal de chapas gruesas, además de la pasada de raíz, es aconsejable utilizar un método de soldadura de varias capas y varias pasadas.
4) Al realizar soldaduras multicapa y multipaso, preste especial atención a la distancia de solapamiento entre pasadas. Cada soldadura solapada debe comenzar a 1/3 de la soldadura anterior para evitar desniveles en la soldadura.
5) Dependiendo de la situación específica, mantener un ángulo de electrodo adecuado, la velocidad de soldadura debe ser ligeramente más rápida y uniforme.
(4) Selección correcta del método de manipulación de los electrodos
1) Cuando se realiza una soldadura horizontal con una ranura en I abierta, es mejor utilizar un método de tejido rectilíneo alternativo para la soldadura delantera, las piezas ligeramente más gruesas deben utilizar un tejido rectilíneo o circular oblicuo pequeño, y la soldadura trasera debe utilizar un tejido rectilíneo. La corriente de soldadura puede aumentarse convenientemente.
2) Para la soldadura horizontal multicapa con otros tipos de ranuras, cuando la separación es pequeña, puede utilizarse un trenzado rectilíneo; cuando la separación es grande, utilizar un trenzado rectilíneo alternativo para la pasada de raíz, y un trenzado circular oblicuo para las capas siguientes. En el caso de la soldadura multicapa y multipaso, se aconseja el trenzado rectilíneo.
4. Soldadura en posición elevada
(1) Características de la soldadura en posición elevada
Debido a la gravedad, el metal fundido tiende a caer, lo que dificulta el control de la forma y el tamaño del baño de soldadura. El trenzado es todo un reto, y resulta difícil conseguir una superficie lisa en la soldadura. Son frecuentes defectos como la inclusión de escoria, la fusión incompleta, los cordones de soldadura cóncavos y la mala formación de la soldadura. El metal fundido que fluye es propenso a salpicar y esparcirse, lo que puede causar quemaduras si no se protege adecuadamente, lo que hace que la soldadura por encima de la cabeza sea menos eficaz que otras posiciones espaciales.
(2) Ángulo del electrodo en posición elevada
Dependiendo de la distancia del soldador a la pieza de trabajo, el soldador puede adoptar posiciones de pie, en cuclillas o sentado y, en algunos casos, incluso una posición tumbada, en la que el soldador se tumba en el suelo boca arriba, sujetando la pinza de soldadura por encima de la cabeza. La soldadura por encima de la cabeza es físicamente exigente y la calidad de la soldadura es inestable, por lo que suele utilizarse para reparaciones de emergencia y no es adecuada para la producción en masa en la fabricación.
Durante la soldadura, los brazos del soldador deben estar alejados del cuerpo, el antebrazo erguido, y la parte superior del brazo forma naturalmente un ángulo de apoyo, con el centro de gravedad en el codo o en la articulación de la base de la parte superior del brazo. El movimiento del electrodo debe realizarse con la muñeca, y a medida que el electrodo se funde, la parte superior del brazo debe elevarse gradualmente y avanzar. Los ojos deben seguir el movimiento del arco para observar el proceso de soldadura, y la cabeza y la parte superior del cuerpo también deben inclinarse ligeramente hacia delante a medida que se mueve el electrodo.
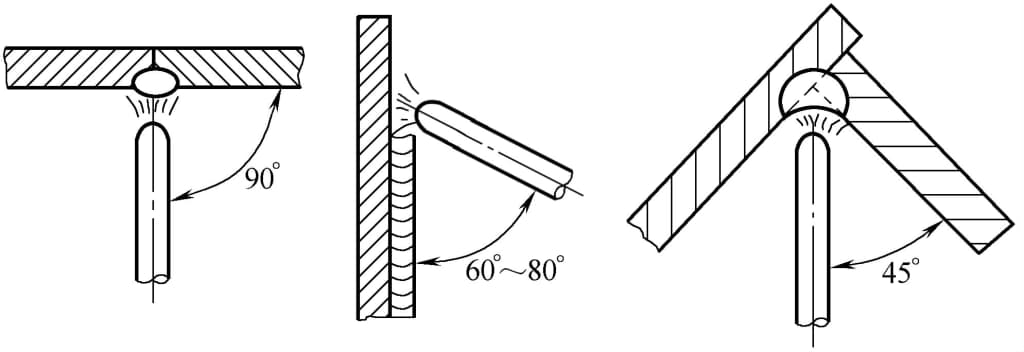
Antes de soldar por encima de la cabeza, el soldador debe llevar la ropa de protección necesaria para soldar por encima de la cabeza, abrocharse los botones, envolverse el cuello con una toalla, llevar una gorra en el hombro y calzado resistente al calor para evitar que caiga hierro fundido y que las salpicaduras de metal quemen la piel. El soldador sujeta la pinza de soldadura y ajusta el ángulo del electrodo según la situación específica, y también puede voltear la pieza a soldar a una posición de soldadura plana u horizontal. El ángulo del electrodo para la soldadura por encima de la cabeza se muestra en la Figura 5-31.
Figura 5-31 Ángulo del electrodo en posición elevada
a) Soldadura aérea a tope con ranura en I b) Soldadura aérea a tope con otras ranuras c) Soldadura aérea en ángulo con junta en T
(3) Puntos clave de la posición de soldadura por encima de la cabeza
1) Cuando el espesor de la pieza de trabajo es ≤4mm, se utiliza la soldadura en cabeza a tope con ranura en I con un electrodo de 3,2mm, y la corriente de soldadura debe ser la adecuada. Para espesores ≥5mm, se utiliza la soldadura multicapa multipaso con ranura en V.
2) Cuando la punta de la soldadura es 8mm, debe ser de varias capas.
3) Para facilitar la transición de gotas, reducir el goteo de metal y las salpicaduras durante la soldadura, debe utilizarse la menor longitud de arco durante el proceso de soldadura.
4) Para la soldadura de raíz, utilice un electrodo de diámetro pequeño y una corriente de soldadura baja para evitar socavaduras e inclusión de escoria en ambos lados de la soldadura.
(4) Selección correcta del método de manipulación de los electrodos
1) Para pequeños intersticios, utilice la manipulación recta del electrodo para la soldadura a tope de ranuras en I; para intersticios mayores, utilice la manipulación recta del electrodo de un lado a otro.
2) En el caso de soldaduras de varias capas con otros tipos de juntas de ranura a tope, el método de manipulación del electrodo para la pasada de raíz debe elegirse en función del tamaño de la separación de la ranura, utilizando una manipulación del electrodo recta o recta de vaivén. En las capas posteriores se puede utilizar la manipulación del electrodo en zigzag o en media luna. En la soldadura multicapa de varias pasadas se debe utilizar la manipulación recta del electrodo, e independientemente del método, cada transición de metal fundido al baño de soldadura no debe ser excesiva.
3) Para la soldadura aérea de juntas en T, si el tamaño de la punta de la soldadura es pequeño, se puede utilizar la manipulación recta o de ida y vuelta del electrodo recto, completada por la soldadura de una sola capa; si el tamaño de la punta de la soldadura es mayor, se puede utilizar la soldadura multicapa o multicapa de varias pasadas, con la primera capa utilizando la manipulación recta del electrodo, y las capas posteriores pueden utilizar la manipulación diagonal del electrodo triangular o diagonal del electrodo anular.
Cuando se habla de soldadura, los términos "fusión profunda" y "penetración total" suelen suscitar confusión y debate entre los profesionales. Comprender...
Soldar chapa fina puede ser una tarea desalentadora, incluso para soldadores experimentados. La delicada naturaleza de los materiales de chapa fina exige...
Imagine una técnica de soldadura que no sólo mejora la precisión, sino que también aumenta la eficacia, transformando el panorama de la fabricación industrial. Caliente...
Nuestros ingenieros de ventas están a su disposición para responder a todas sus preguntas y ofrecerle un presupuesto rápido y adaptado a sus necesidades.