Visión general de las máquinas para trabajar el hierro: De lo básico a los detalles técnicos
¿Cómo cortar, punzonar y cizallar eficazmente diversos tipos de acero con una sola máquina? La ferralladora es una máquina versátil para trabajar el metal. Este artículo explora sus capacidades, desde el corte de vigas en I hasta el entallado de ángulos de acero, y explica los parámetros técnicos que definen su eficacia. Conocerá los distintos modelos y sus funciones específicas, lo que le ayudará a comprender cómo las máquinas para trabajar el metal optimizan el procesamiento del metal en talleres y entornos industriales. Tanto si se dedica a la construcción como a la construcción naval o la fabricación, descubra cómo estas máquinas pueden mejorar sus operaciones.
Última actualización:
28 de junio de 2024
Comparte tu me gusta:
Índice
I. Finalidad y clasificación de las máquinas siderúrgicas
La máquina cizalla para metales es un equipo de corte y separación de metales muy utilizado. No sólo puede procesar placas y perfiles de metal (incluyendo acero redondo, acero cuadrado, acero plano, acero hexagonal, acero angular, acero de canal, viga en I, acero en forma de T, y otros materiales de acero de forma especial) por cizallamiento y separación, sino también realizar punzonado y troquelado (o entallado) en las partes planas de placas y perfiles.
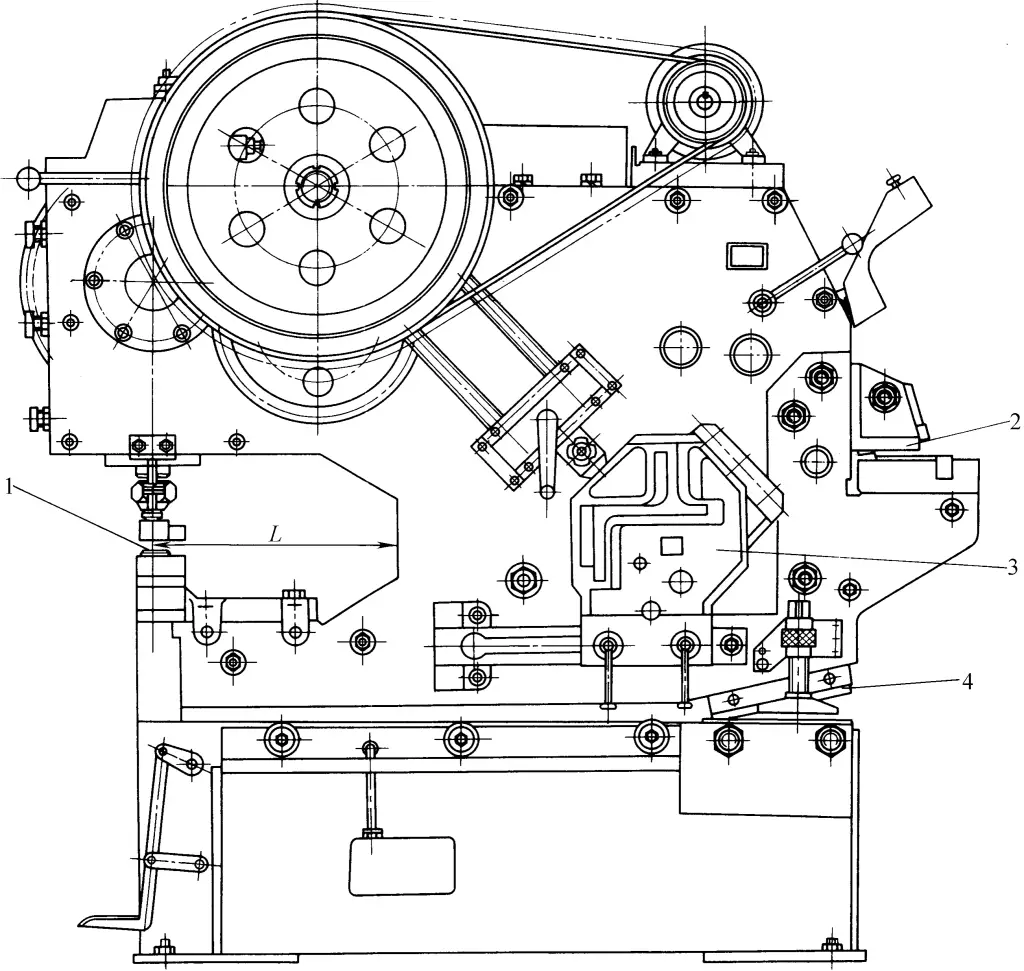
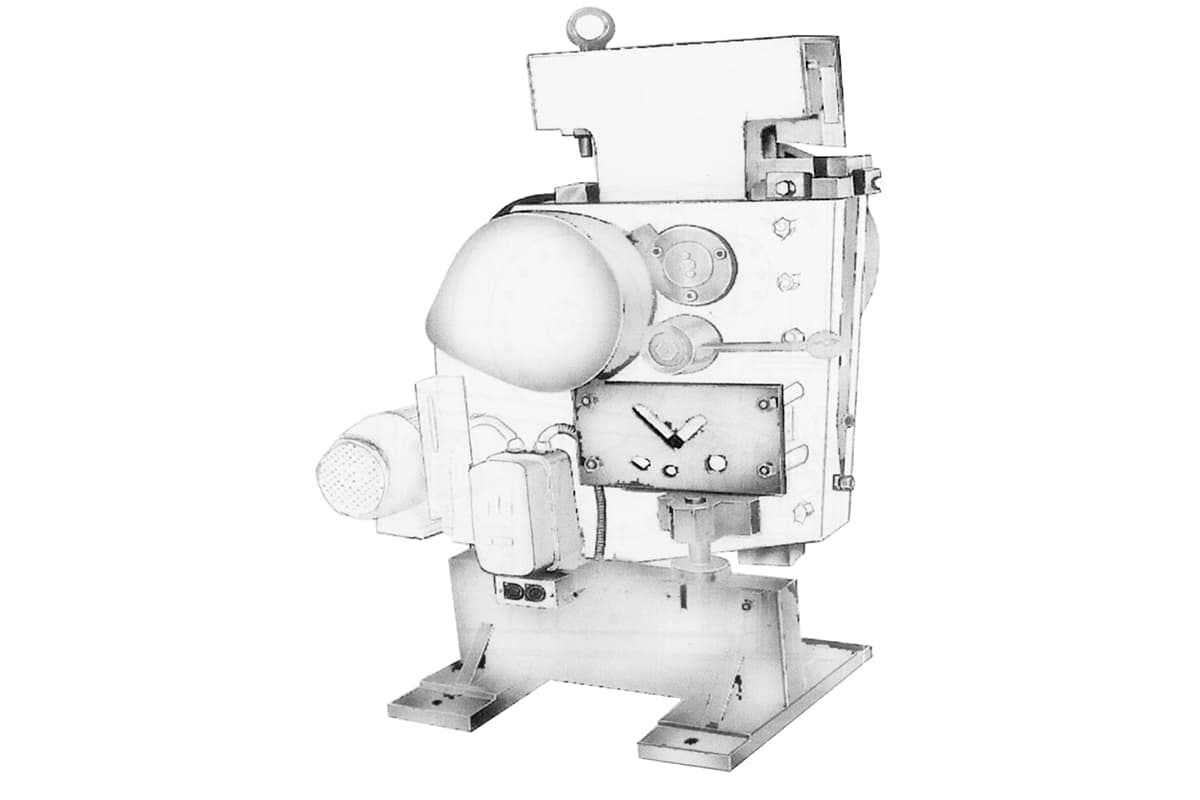
Dado que puede realizar muchos tipos de procesos de cizallado, se denomina máquina cizalladora, véase la figura 1.
Figura 1 Q35-16 tipo 16mm con diagrama de la apariencia de la máquina de troquelado ironworker
1-Puñetazo 2-Corte de troqueles 3-Tundido de perfiles Cizalla de 4 placas
De acuerdo con los mecanismos de trabajo establecidos y las correspondientes funciones de cizallamiento que se pueden completar, las máquinas de cizallamiento se pueden dividir en las siguientes categorías.
1. Punzonadora y cizalla de perfiles
Equipada con mecanismos de punzonado y cizallado de perfiles, puede realizar trabajos de punzonado en chapas y perfiles y trabajos de cizallado en diversos perfiles.
2. Cizalla para chapas y perfiles
Además de poder completar la función de cizallado de placas y tiras, también puede realizar trabajos de separación por cizallado de perfiles.
3. Máquina para trabajar el hierro
Capaz de completar las funciones de cizallamiento de los dos tipos de cizalladoras anteriores. Puede dividirse en máquina ferralladora con la cuchilla de cizallado colocada verticalmente y una máquina cizalladora con la cuchilla de cizallado colocada horizontalmente, esta última se utiliza menos debido a las limitaciones en la gama de procesos.
4. Máquina cizalladora de troqueles
Además de poder completar la función de cizallado de las cizalladoras anteriores, también puede realizar trabajos de cizallado de matrices en chapas y perfiles, es decir, recortar determinadas formas de muescas en la parte plana de la chapa o el perfil, con el fin de doblar perfiles como el acero angular en piezas con forma de marco.
Debido a la naturaleza general de este tipo de equipo, con una amplia gama de procesos, pocos dispositivos auxiliares, pocos mecanismos de ajuste funcional para mejorar la calidad del cizallamiento y dispositivos de sujeción simples para las piezas de cizallamiento, da como resultado una menor precisión de procesamiento, mayores errores dimensionales y una mayor rugosidad de la superficie de fractura, por lo que se utiliza principalmente en talleres de procesamiento de chapas y perfiles y en algunos departamentos de reparación con muchas piezas estructurales metálicas donde los requisitos de precisión no son altos, como puentes, calderas, construcción naval y construcción.
II. Parámetros técnicos de la máquina ferralladora
De acuerdo con la normativa para el método de compilación de modelos de maquinaria de forja, el parámetro principal de la máquina de forja de accionamiento mecánico es el espesor máximo de la chapa de acero que se puede cizallar, mientras que para la máquina de forja de accionamiento hidráulico, está representado por el nominal fuerza en el punzonado parte. Algunos países han fabricado máquinas cizallas con un espesor máximo de corte de 32 mm, 25 mm, 20 mm, entre las cuales son más comunes las capaces de 16 mm.
Debido a la amplia gama de procesos, las máquinas ferralladoras a gran escala plantean ciertas dificultades a la disposición estructural, y al mismo tiempo, la tasa de utilización del equipo no es alta, lo que no permite aprovechar plenamente la capacidad de procesamiento del equipo, por lo que la producción de modelos a gran escala es menor.
Nuestro país ha formulado las normas de parámetros técnicos para la máquina ferralladora. En la Tabla 1 se enumeran los parámetros básicos de la máquina para trabajar el hierro en nuestro país. La mayoría de los productos enumerados en la tabla ya están en producción normal en el país, y sus parámetros técnicos se muestran en la Tabla 2.
Tabla 1 Parámetros básicos de la máquina ferralladora en nuestro país (Unidad: mm)
Cizallado de chapa
Espesor de chapa cizallable
8
10
12
16
Acero plano (cizalladura simple) espesor × anchura
10×80
12×100
16×125
20×140
Cizallado de perfiles
Diámetro de acero redondo
30
35
40
48
Longitud lateral de acero cuadrado
25
30
36
42
Ángulo de acero
Corte a 90
63×63×6
80×80×8
100×100×10
125×125×12
Cizalla de 45
50×50×4
63×63×6
75×75×8
90×90×10
Modelo de viga en I
Transmisión mecánica
10
12
16
20b
Transmisión hidráulica
-
-
10
14
Modelo de canal de acero
Transmisión mecánica
10
12
16
20
Transmisión hidráulica
6.5
8
10
14a
Troquelado
Espesor
6
8
10
12
Anchura
40
50
50
63
Longitud
60
80
80
80
Perforación
Diámetro
22
22
25
28
Espesor
8
10
12
16
Fuerza nominal / kN (no inferior a)
250
315
400
630
Número de carreras / (veces/min) (no menos de)
Transmisión mecánica
42
40
40
32
Transmisión hidráulica
28
24
22
20
Profundidad de garganta L (no inferior a)
Transmisión mecánica
315
355
400
450
Transmisión hidráulica
225
250
315
340
Cizallado de chapa
Espesor de chapa cizallable
20
25
32
Acero plano (cizalladura simple) espesor × anchura
Tabla 2 Cizallas producidas en China para cizallado longitudinal combinado con punzonado
Nombre del producto
Modelo
Parámetros técnicos
Espesor de corte/mm
Pulsaciones por minuto/(veces/min)
Especificaciones de corte/mm
Diámetro de perforación/mm
Espesor de la placa perforadora/mm
Potencia del motor/kW
Peso de la máquina/kg
Acero redondo
Acero cuadrado
Ángulo de acero
Q34-10
10
40
Φ35
30×30
80×50×8
22
10
2.2
770
Q34-16
16
27
Φ45
40×40
125×80×12
26
16
5.5
2300
QA34-25
25
25
Φ65
55×55
150×150×18
35
25
7.5
7000
Q35-16
16
32
Φ45
40×40
125×80×12
28
16
5.5
2800
Q35-20
20
32
Φ56
50×50
160×100×12
30
20
7.5
6500
Q35-25
25
Φ65
55×55
200×125×16
34
25
13
7100
Nota: La resistencia a la tracción del material procesado σ b ≤450MPa.
III. Principio de funcionamiento y forma estructural de la máquina ferralladora
1. Principio de funcionamiento de la máquina ferralladora
El principio de funcionamiento de la máquina ferralladora de transmisión mecánica es similar al de la máquina ferralladora de transmisión general. prensa mecánica y cizalladora. El punzonado y el cizallado se realizan mediante el motor que acciona la corredera o la cuchilla a través del sistema de transmisión y el mecanismo de biela de manivela, permitiendo que el punzón en la corredera o la cuchilla en la cuchilla completen el trabajo de punzonado o cizallado. La figura 2 muestra el diagrama del principio de funcionamiento de la máquina punzonadora. La figura 3 muestra el punzonado y proceso de tundido diagrama completado por la máquina ferrallista.
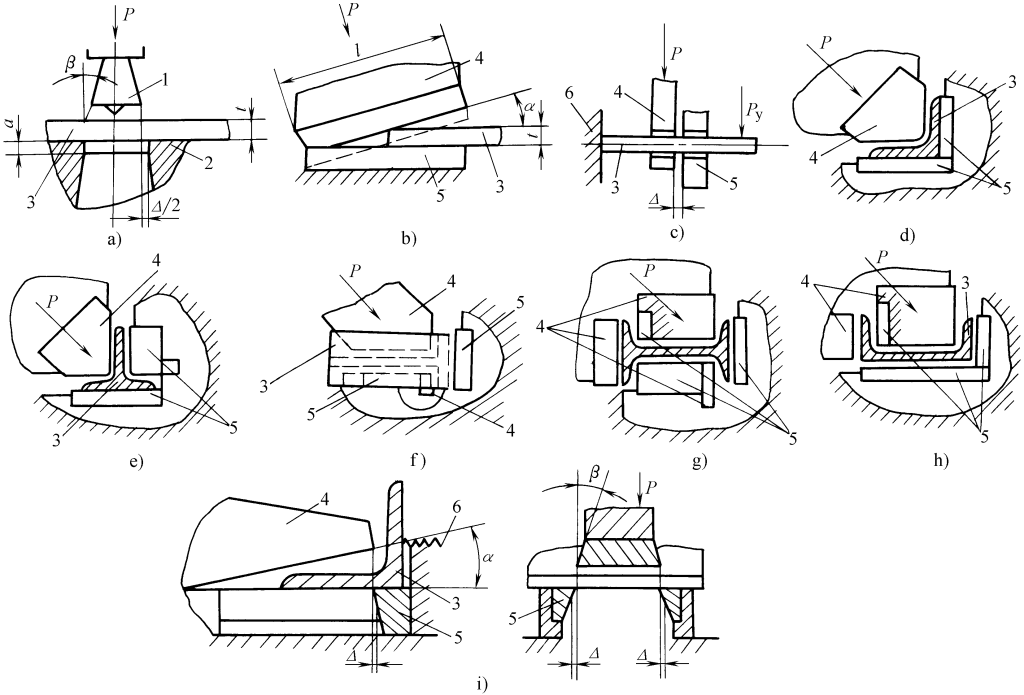
Figura 2 Diagrama del principio de funcionamiento de la máquina
a) Puñetazos b) Cizallamiento de placas c) Cizallado de barras d) Cizallado de ángulos de acero e) Cizallamiento de vigas en T f) Cizallamiento del ángulo de refuerzo de la barra en T g) Cizallamiento de vigas en I h) Cizallado de canales de acero i) Cizallado de matrices 1 Troquel superior 2 Troquel inferior Tocho procesado 3 veces 4 cuchillas superiores 5-cuchilla inferior Mecanismo de bloqueo de 6 materiales
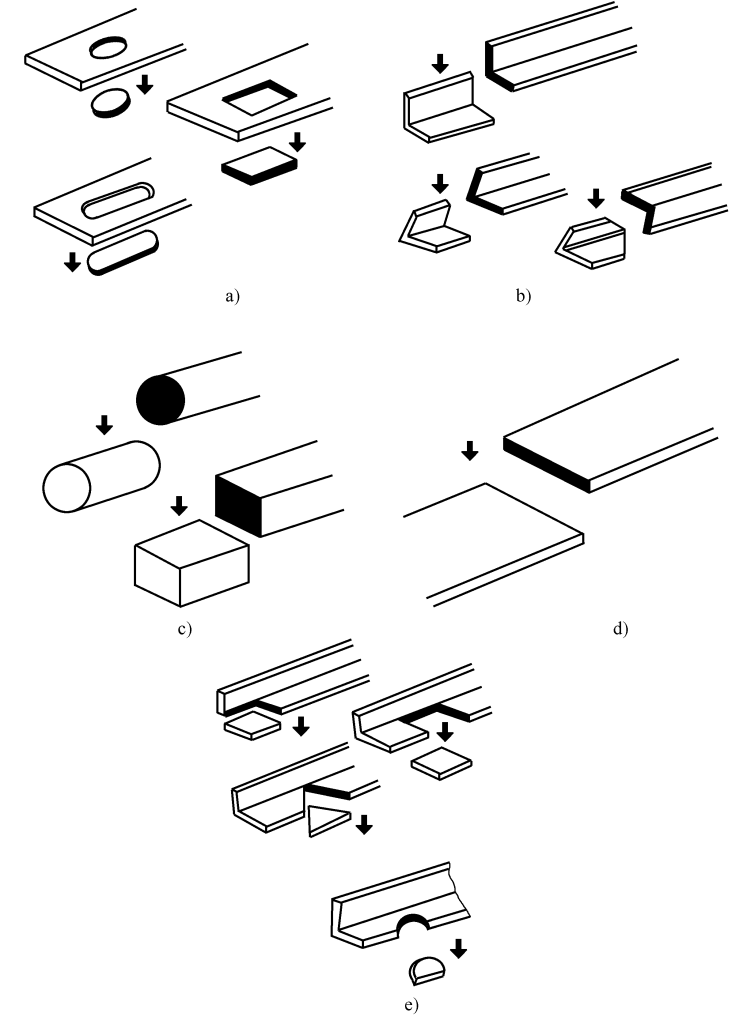
Figura 3 Diagrama del proceso de punzonado y cizallado de una máquina de forja
a) Perforación de agujeros redondos, ovalados y rectangulares b) Cizallado de ángulos de acero a 90°, 45 c) Cizallado de acero redondo, acero rectangular d) Cizallado de acero plano e) Cizallado de matrices a 90°, 45
(1) Puñetazos
La matriz superior 1 está fijada en la corredera (véase la figura 2a) y se mueve hacia arriba y hacia abajo recíprocamente con la corredera, mientras que la matriz inferior 2 está fijada en el banco de trabajo. El trabajo de punzonado y cizallado finaliza cuando la matriz superior se desplaza hacia abajo. La separación entre las matrices superior e inferior varía en función del grosor y las propiedades mecánicas del material de la chapa. La correcta selección de la separación entre las matrices superior e inferior es crucial para garantizar la calidad de las piezas punzonadas, tomándose generalmente un valor de separación para un espesor de chapa de 3~10mm.
Δ=(0,06~0,1)t
En la fórmula
t-Espesor de la placa (mm).
Cuando el espesor de la placa de perforación es superior a 10 mm, tomar la brecha
Δ = (0,1~0,15)t
La profundidad de la cuchilla del troquel inferior se toma generalmente
a = 3~5mm
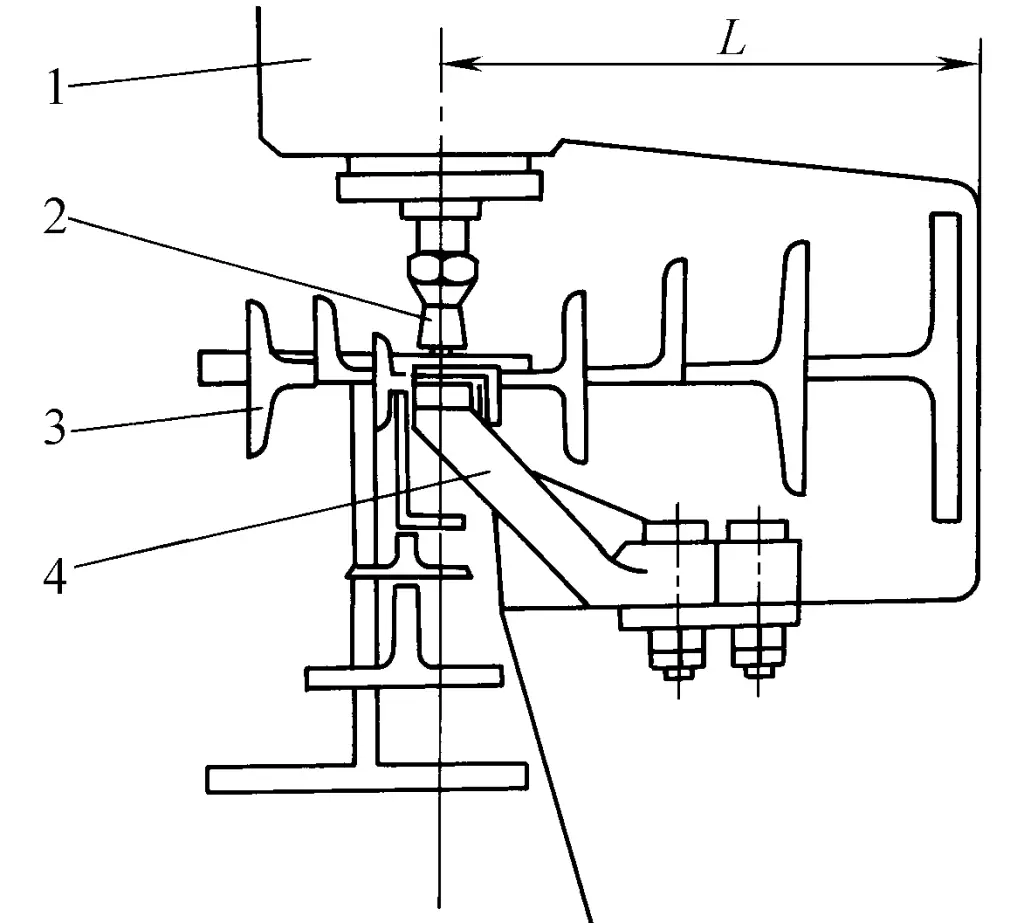
El punzonado en una máquina de ferrallar generalmente implica piezas punzonadas de formas relativamente simples, como las que se utilizan en el alma del material de chapa, el ángulo de acero, el alma y el ala del canal de acero, y el alma y el ala de la viga en I, como se muestra en la figura 4.
Figura 4 Punzonado de perfiles
1-Cuerpo de la máquina 2-Muere superior 3-Perfiles 4-Matriz inferior Profundidad de la garganta L
Debido a la pequeña superficie de la mesa de trabajo en la posición de punzonado y a la falta de dispositivos auxiliares, la precisión del punzonado y la eficiencia de la producción son inferiores a las de las prensas generales. Por ello, se suele utilizar en talleres de estructuras para procesos auxiliares como el punzonado y el remachado de orificios.
(2) Cizallado de chapa
La cuchilla superior se fija en el portaherramientas, que gira alrededor de un punto de pivote fijo para cizallar, como se muestra en la figura 2b. La cuchilla superior está inclinada en un ángulo relativo a la cuchilla inferior, conocido como ángulo de cizallamiento. El tamaño del ángulo de cizallamiento está directamente relacionado con la fuerza de cizallamiento; cuanto mayor sea el ángulo de cizallamiento, menor será la fuerza de cizallamiento. Sin embargo, un ángulo de cizalladura mayor aumentará la deformación por torsión de la chapa, reduciendo la calidad de cizalladura.
En la máquina cizalladora que utiliza un portaherramientas oscilante, el ángulo de cizallamiento disminuye gradualmente durante el proceso de cizallamiento. Por lo general, el ángulo de cizallamiento se fija entre 8° y 12°. Si se fija demasiado grande, y el componente horizontal de la fuerza de cizallamiento supera la fricción entre la chapa y la cuchilla inferior, la chapa se deslizará hacia fuera en la dirección de la fuerza horizontal, haciendo imposible el cizallamiento y pudiendo causar accidentes. Por lo tanto, es importante elegir el ángulo de cizallamiento correcto.
El tamaño de la separación entre las cuchillas superior e inferior también es un factor importante que afecta a la calidad del cizallado. El valor de la separación Δ se selecciona principalmente en función del espesor de la chapa que se cizalla y de las propiedades mecánicas del material, que generalmente se toman
Δ=(0,05~0,1)t
donde
t-Espesor de la chapa a cizallar (mm).
(3) Cizallado de barras
Se utilizan comúnmente para el cizallado de barras redondas y cuadradas, con la placa de cuchillas cilíndrica o cuadrada fija en el cuerpo de la máquina, y la placa de cuchillas móvil fija en el portaherramientas, moviéndose con el portaherramientas para cizallar la pieza en bruto (véase la figura 2c).
Dado que la abertura (o longitud lateral) de la cuchilla en la placa de cuchillas no puede cambiar con el diámetro (o longitud lateral) de la barra cizallada, es decir, la holgura radial no se puede ajustar, y la holgura axial entre las placas de cuchillas móvil y fija tampoco se puede cambiar con los diferentes diámetros (o longitudes laterales) de la barra, junto con el efecto de rigidez de la placa de prensado, da como resultado una mayor deformación de la sección cizallada. Por lo tanto, las piezas en bruto cizalladas en la máquina cizalladora son en su mayoría de tamaño medio o más pequeño en diámetro o longitud lateral, y los requisitos de calidad de cizallado no son altos, con un tamaño de lote no demasiado grande.
La holgura axial entre las cuchillas de cizallado es un factor importante que afecta a la precisión del cizallado, ya que un valor de holgura demasiado grande o demasiado pequeño da lugar a una baja calidad de la sección cizallada.
La elección del valor de la holgura depende principalmente del diámetro, la longitud lateral y las propiedades mecánicas de la barra. Para materiales de alta resistencia y fragilidad, debe elegirse un valor de holgura menor; de lo contrario, es apropiado un valor de holgura mayor. El valor de la holgura para cizallar el mismo diámetro de barra debe ser menor a alta velocidad que a baja velocidad.
Para el acero al carbono medio, el acero al carbono alto y el acero de baja aleación con una resistencia a la tracción inferior a 800 MPa, el valor de holgura entre las cuchillas se toma generalmente
Δ = (0,02~0,06)d
donde
d - diámetro de la barra cizallada (mm).
Elegir correctamente el juego axial entre las cuchillas es una condición importante para obtener secciones cizalladas de alta calidad.
(4) Cizallamiento de perfiles
Las figuras 2d, 2e, 2f, 2g, 2h muestran el cizallamiento de acero en ángulo, acero en forma de T, viga en I y acero en canal. La fuerza de cizallamiento P actúa sobre el plano de cizallamiento en una dirección de aproximadamente 45° respecto al plano horizontal del perfil, lo que puede aumentar la superficie de cizallamiento puro del filo de corte, reduciendo el desgarro y la deformación.
(5) Cizallado de troqueles
En la parte superior de la cuchilla de la cizalla de la máquina ferralladora se suele instalar una estación de cizallado con troquel, como se muestra en la figura 2i, en la que el troquel superior 4 se mueve con la cuchilla, y el troquel inferior 5 se fija en el cuerpo de la máquina, capaz de cortar muescas rectangulares, triangulares o semicirculares en chapas y perfiles (como se muestra en la figura 3e).
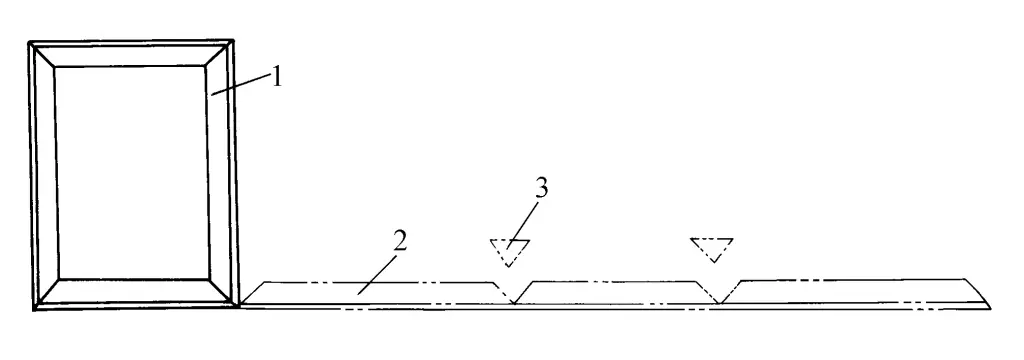
El cizallado de matrices se utiliza principalmente para entallar diversos perfiles para la fabricación de componentes como bastidores, tal como se muestra en la figura 5.
Figura 5 Componentes del bastidor
1-Marco 2 en blanco 3-Corte de chatarra
La separación entre los bordes de cizallamiento de la matriz es crucial para la calidad del cizallamiento, generalmente se toma
Δ=(0,05~0,1)t
En la fórmula
t-Espesor del material de cizallamiento (mm).
El ángulo de inclinación de la cuchilla de la troqueladora se muestra en la figura 2i.
α=8°~12°
El ángulo de inclinación del filo de corte
β = 2°~3°
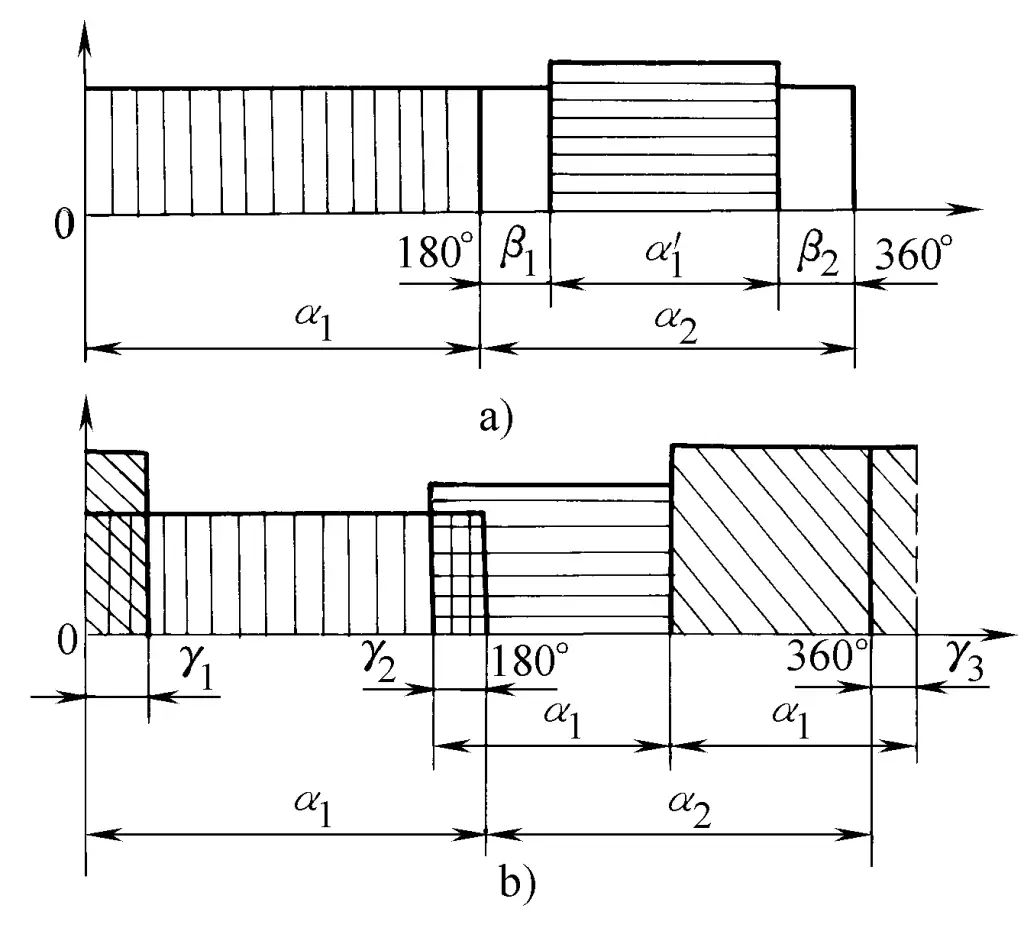
El cizallado de chapa metálica es una parte básica de la máquina cizalladora, y la condición combinada para cada estación es que el trabajo de cizallado y la potencia de cada estación de cizallado sean iguales. Para que la disposición de la estructura sea razonable, se aproveche al máximo la potencia del motor, se evite que la máquina sea demasiado voluminosa y se garantice la seguridad operativa, y para la comodidad del mantenimiento, no se permite que la máquina cizalla complete varios procesos de cizallado al mismo tiempo, sino que debe trabajar por separado según un determinado diagrama de ciclo de trabajo, como se muestra en la Figura 6.
Figura 6 Diagrama del ciclo de trabajo de la máquina
a) Máquina herradora de doble uso b) Máquina ferralladora de triple uso
En el cizallado de chapa, el ángulo máximo de trabajo del eje excéntrico es de 180°, seguido de la carrera de retorno en vacío de la cuchilla de la cizalla. En la máquina cizalladora de chapa de doble propósito, el ciclo de trabajo es el que se muestra en la figura 6a, donde α 1 es el ángulo de giro del eje excéntrico durante el cizallamiento de la chapa, y α 1 ' es el ángulo de rotación del eje excéntrico durante el punzonado (o cizallado del perfil).
En la figura 6b se muestra el diagrama del ciclo de trabajo de la máquina ferralladora de triple propósito. Existe un solapamiento entre el inicio y el final de las estaciones, reflejado en los ángulos de solapamiento γ 1 y γ 2 en el ángulo de rotación del eje excéntrico, generalmente tomado como 15°.
2. Formas estructurales de las máquinas ferreteras
La estructura de la ferralladora se selecciona en función de las necesidades del proceso. Por ejemplo, en la zona de punzonado, se utiliza un cuerpo de tipo abierto con cierta profundidad de garganta para facilitar el punzonado y cizallado de orificios en diferentes posiciones de la superficie de chapas o perfiles. También se requiere que la distancia de apertura entre la mesa de trabajo y la corredera en el área de punzonado sea grande para facilitar la instalación de matrices de punzonado y cizallado para acero de canal, viga en I y otros materiales de acero de forma especial.
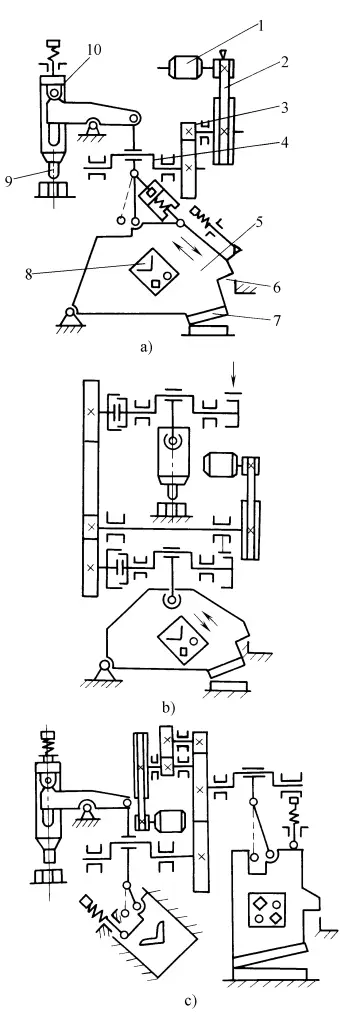
Las zonas de cizallado de chapas y cizallado de matrices están situadas al otro lado del cuerpo de la máquina, lo que facilita la carga y descarga y el cizallado de chapas de fleje largo. Dado que los perfiles tienen en su mayoría forma de varilla, como el acero angular, el acero de canal, el acero redondo, etc., el tamaño de la sección transversal cizallada es pequeño, y la dimensión de la longitud es grande, por lo que la posición del borde de cizallado se sitúa a menudo en el vientre del cuerpo de la máquina, como se muestra en la figura 7, en una estructura cerrada. Todo el cuerpo de la máquina está dispuesto de forma compacta, lo que también mejora la rigidez del cuerpo de la máquina, propicio para mejorar la precisión de cizallado de la sección transversal.
Figura 7 Diagrama esquemático del mecanismo de movimiento de la máquina ferralladora
a) Tipo de eje excéntrico simple b), c) Tipo de eje excéntrico doble 1-Motor eléctrico Transmisión por correa 2-V Sistema de reducción de 3 velocidades 4-Eje excéntrico 5-Portacuchillas 6-Tallado de moldes Cuchilla de 7 cortes 8-Tundido de perfiles 9-Matriz superior perforadora Deslizador de 10 puñetazos
El sistema de transmisión de la máquina para trabajar el hierro incluye principalmente el tipo de eje excéntrico simple (véase la figura 7a) y el tipo de eje excéntrico doble (véanse las figuras 7b, 7c). El tipo de eje excéntrico simple tiene una estructura simple, es ligero y se utiliza más comúnmente. El tipo de eje excéntrico doble tiene una estructura más compleja, es más pesado, y algunas grandes máquinas de ferralla utilizan esta estructura.
En el sistema de transmisión, la corredera de la parte de punzonado y el portaherramientas de la parte de cizallado son accionados por un motor eléctrico a través de una correa trapezoidal, un sistema de reducción de engranajes, un eje excéntrico, una biela y un mecanismo de palanca para convertir el movimiento giratorio en movimiento lineal alternativo o de vaivén, accionando la corredera y el portaherramientas, haciendo que la matriz superior de punzonado, la cuchilla superior de cizallado, la matriz superior de la parte de cizallado de matriz y la cuchilla móvil de la parte de cizallado de perfiles, realicen el trabajo de punzonado y cizallado de acuerdo con el diagrama del ciclo de trabajo respectivamente.
En la parte superior de la corredera de punzonado y el portaherramientas de cizallado hay instalados muelles para equilibrar el peso de la corredera y la matriz de punzonado, el portaherramientas y la cuchilla, garantizando que el sistema de transmisión funcione con suavidad y seguridad.
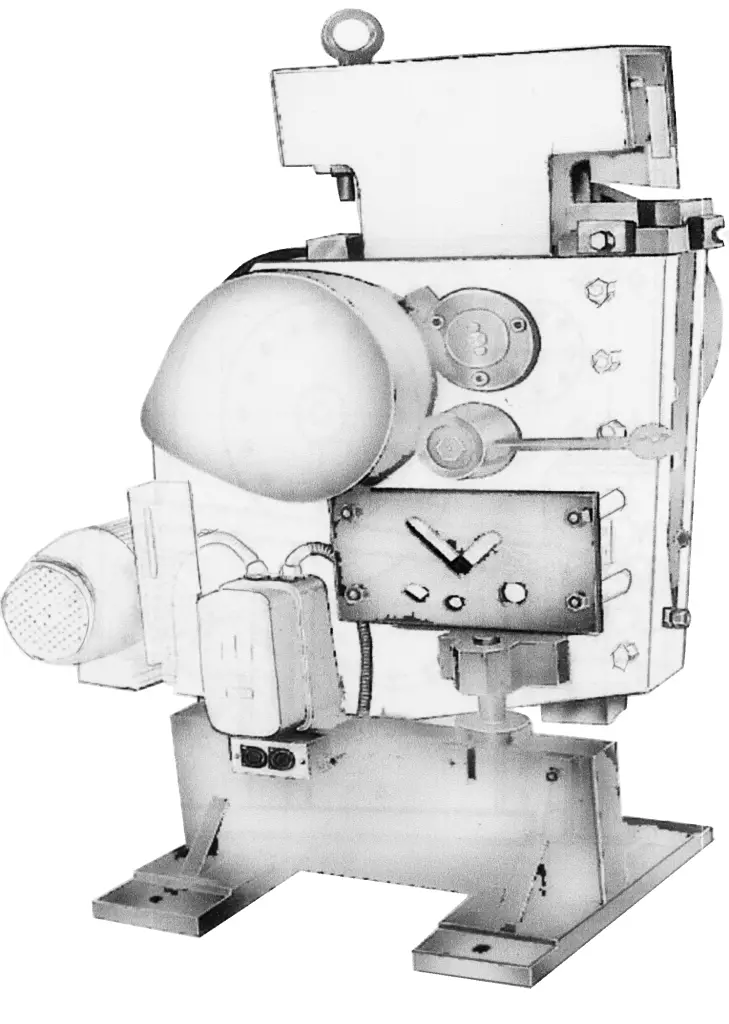
Además de la estructura general de la máquina cizalladora de chapa, los fabricantes nacionales han desarrollado la máquina cizalladora vertical de chapa y perfil tipo QR32-8 como se muestra en la figura 8, con una apariencia novedosa, estructura relativamente compacta, menor volumen, menor peso y menor huella, por lo que es conveniente para una amplia gama de usuarios en la industria de fabricación de maquinaria, la industria de la construcción y la industria artesanal.
Figura 8 Diagrama de aspecto de la cizalla para chapas y perfiles QR32-8
La máquina ferralladora es un equipo de corte y punzonado de acero polivalente para la producción de lotes pequeños de múltiples variedades. En comparación con las prensas, cizallas y otros equipos, tiene menos componentes funcionales auxiliares, lo que resulta en una menor precisión de procesamiento y nivel de automatización, por lo tanto, es menos utilizado por algunas empresas de producción a gran escala.
¿Qué hace que las máquinas cizallas sean indispensables en el trabajo del metal? Estas versátiles máquinas pueden cizallar, punzonar y entallar una gran variedad de perfiles metálicos,...
Nuestros ingenieros de ventas están a su disposición para responder a todas sus preguntas y ofrecerle un presupuesto rápido y adaptado a sus necesidades.