
Techniques essentielles d'assemblage de la tôle : Un guide complet
I. Méthodes d'assemblage Selon les exigences techniques spécifiées, le processus de montage et d'assemblage de pièces ou de composants...
Comment s'assurer que la puissance de votre marteau est adaptée au travail à effectuer ? La compréhension du tonnage du marteau est cruciale pour le forgeage sous pression, où une force insuffisante ou excessive peut entraîner un manque d'efficacité, des pertes de métal ou des dommages. Ce guide présente des formules empiriques et théoriques, des nomogrammes pratiques et des tables de conversion essentielles. À la fin, vous saurez comment calculer le tonnage correct pour n'importe quel scénario de forgeage, en optimisant à la fois les performances et la sécurité.

La sélection correcte de la capacité de l'équipement de matriçage est une condition importante pour assurer le bon déroulement du matriçage. Si la capacité sélectionnée est trop faible, le métal aura du mal à remplir la cavité du moule et il sera nécessaire d'augmenter le nombre de frappes, ce qui réduira l'efficacité de la production ; d'autre part, si la capacité de l'équipement est trop grande, cela entraînera un gaspillage d'équipement et une augmentation des pertes de métal, et il est également facile d'endommager le moule ou de réduire la durée de vie de la matrice de forgeage, ce qui n'est pas propice à une production sûre.
Les formules empiriques permettant de calculer le tonnage des différents marteaux de forgeage sont indiquées dans le tableau 5-48.
Tableau 5-48 Formules empiriques pour le calcul du tonnage des différents marteaux de forgeage sous pression
| Equipement | Officielle | Instructions |
| Marteau de forge à double effet | m= (3,5~6,3)kA | m, m1-Masse de la partie tombante du marteau (kg) E-Énergie du marteau sans enclume (J) A - Surface de projection horizontale de la forge et de la bavette (cm) 2 ), la surface de l'éclair est calculée comme étant la moitié de la partie de l'entrepôt k-Coefficient de matériau, déterminé par le tableau 5-49 |
| Marteau de forge à simple effet | m1= (1.5~1.8)m | |
| Marteau sans enclume | E =(20~25)m |
Tableau 5-49 Résistance à la déformation σ et coefficient k de divers matériaux à l'état final température de forgeage
| Matériaux | k | σ/MPa | ||
| Marteau sur | Presse à forger | Parage à chaud | ||
| Acier de construction au carbone [w(C) < 0,25%] | 0.9 | 55 | 60 | 100 |
| Acier de construction au carbone [w(C) > 0,25%] | 1 | 60 | 65 | 120 |
| Acier de construction faiblement allié [w(C) < 0,25%] | 1 | 60 | 65 | 120 |
| Acier de construction faiblement allié [w(C) > 0,25%] | 1.15 | 65 | 70 | 150 |
| Acier de construction fortement allié [w(C) > 0,25%] | 1.25 | 75 | 80 | 200 |
| Acier à outils allié | 1.55 | 90~100 | 100~120 | 250 |
La formule de calcul théorique du tonnage du marteau de forgeage est présentée dans le tableau 5-50.
Tableau 5-50 Formule de calcul théorique du tonnage du marteau de forgeage
| Forme de forgeage | Formule | Description |
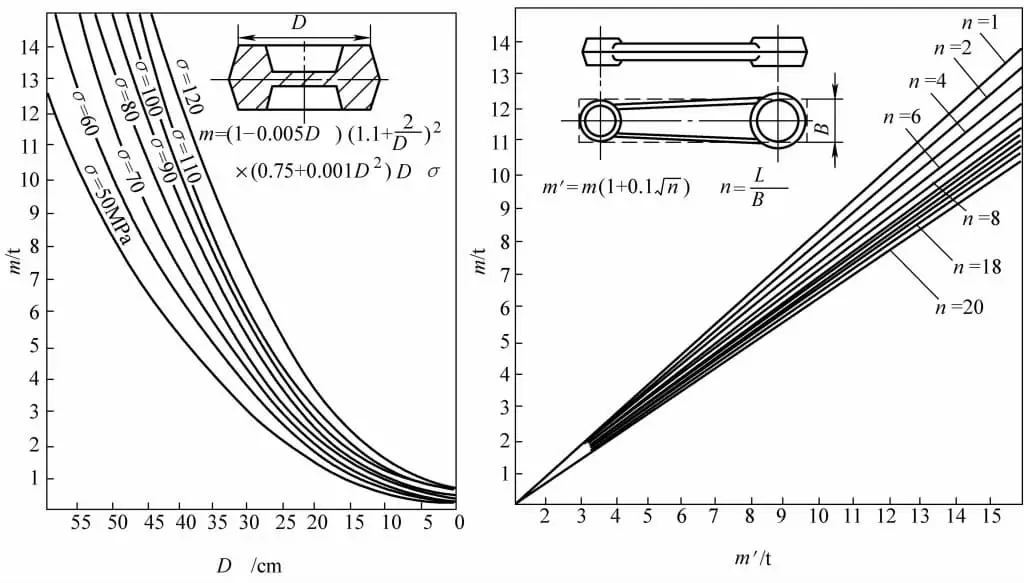
| Circulaire | m 0 = (1-0,005D) (1,1 + 2 / D) 2 (0.75 + 0.001D 2 ) Dσ | D - Diamètre de forgeage (cm) σ - Résistance à la déformation du forgeage à la température finale du forgeage (MPa) Cette formule s'applique aux pièces forgées d'un diamètre inférieur à 60 cm. |
| Non circulaire | m = m 0 (1 + 0,1 √(L/B)) | Longueur maximale de la surface de projection horizontale de la forge L (cm) B - largeur moyenne (cm), B=A/L A - surface projetée de la forge (cm²) Lors du calcul de m 0 en utilisant la formule ci-dessus, il convient de remplacer D dans la formule par le diamètre équivalent D e D e = 1.13√A |
Note : Les valeurs de m, m 0 calculés à l'aide de la formule du tableau sont exprimés en kg.
Le nomogramme permettant de déterminer le tonnage du marteau de forgeage est illustré à la figure 5-1.
La presse à découper (voir tableau 5-51) constitue l'unité de base de la production de matrices de forgeage avec les marteaux de forgeage et les fours de chauffage - un ensemble, la pression nominale P (kN) de la presse étant choisie en fonction du tonnage m du marteau.
P = Mm
Dans la formule, M est le coefficient d'adaptation (kN/t), qui varie en fonction du tonnage du marteau, et peut être fixé à M=800~1000kN/t.
Tableau 5-51 Presses à rogner associées à des marteaux de forgeage de matrices
| Masse de la partie tombante du marteau de forgeage /t | Pression nominale de la presse à rogner /kN |
| 0.5 | 1000 |
| 0.75 | 1250 |
| 1 | 1600 |
| 2 | 2000 |
| 3 | 3150 |
| 5 | 4000 |
| 10 | 6300~8000 |
| 16 | 12500 ~16000 |
Tableau 5-52 Conversion du tonnage des marteaux-pilons en autres équipements de forgeage (unité : t)
| Numéro de série | Marteau de forgeage | Presse à forger | Presse à friction | Forgeage à contre-courant |
| 1 | <0.4 | <400 | <120 | ≤1 |
| 2 | 0.4~0.63 | 400~630 | 120~189 | 1~1.575 |
| 3 | 0.63~1.0 | 630~1000 | 189~300 | 1.575~2.5 |
| 4 | 1.0~1.8 | 1000~1800 | 300~540 | 2.5~4.5 |
| 5 | 1.8~2.5 | 1800~2500 | 540~750 | 4.5~6.25 |
| 6 | 2.5~3.15 | 2500~3150 | 750~945 | 6.25~7.875 |
| 7 | 3.15~6.3 | 3150~6300 | 945~1890 | 7.875~15.75 |
| 8 | 6.3~8.0 | 6300~8000 | 15.75~20 | |
| 9 | 8.0~12 | 8000~12000 | 20~30 | |
| 10 | 12~16 | 12000~16000 | 30~40 |







