Calculateur de tonnage des presses plieuses
Comment garantir la précision et la sécurité du pliage des métaux dans votre atelier ? Cet article aborde les aspects essentiels du calcul...
Comment assurer un pliage parfait de la tôle sans erreurs coûteuses ? Cet article explore l'utilisation d'un calculateur de rayon de pliage pour presse plieuse, un outil essentiel pour les métallurgistes. Il fournit des estimations précises de la force requise et du rayon de pliage, ce qui est essentiel pour éviter d'endommager l'équipement et les matériaux. En comprenant et en appliquant ces calculs, les opérateurs peuvent améliorer l'efficacité et la précision de leurs projets. Découvrez les facteurs clés qui influencent la précision du pliage et comment optimiser vos opérations de pliage.

Un calculateur de rayon est conçu pour aider les professionnels de l'industrie du formage des métaux à estimer des paramètres importants lorsqu'ils travaillent avec des presses plieuses. Il permet de déterminer la force requise (tonnage) et le rayon de courbure, en fonction des propriétés du matériau et de l'angle de courbure souhaité.
Cet outil précieux est essentiel pour assurer une planification précise et efficace des projets. En fournissant des estimations fiables, il permet aux opérateurs d'éviter de surcharger ou de sous-alimenter les presses plieuses, ce qui pourrait potentiellement endommager l'équipement et gaspiller des ressources.
Le rayon interne R de presse plieuse est d'environ 16% de l'ouverture de la matrice V. Vous pouvez utiliser le calculateur de rayon de la presse plieuse pour obtenir les données les plus précises.

| Non. | Matériaux | Rayon de courbure minimal |
| 1 | 08, 08F, 10, 10F, DX2, SPCC, E1-T52, 0Cr18Ni9, 1Cr18Ni9, 1Cr18Ni9Ti, 1100-H24, T2 | 0.4t |
| 2 | 15, 20, Q235, Q235A, 15F | 0.5t |
| 3 | 25, 30, Q255 | 0.6t |
| 4 | 1Cr13, H62(M, Y, Y2, laminé à froid) | 0.8t |
| 5 | 45, 50 | 1.0t |
| 6 | 55, 60 | 1.5t |
| 7 | 65Mn, 660SiMn, 1Cr17Ni7, 1Cr17Ni-Y, Cr17Ni-DY, SUS3010Cr18Ni9, SUS302 | 2.0t |
Le degré de déformation par flexion est représenté par le rayon de flexion relatif (r/t). Plus cette valeur est petite, plus la déformation est importante. Lorsque la valeur du rayon de courbure relatif (r/t) diminue dans une certaine mesure, les fibres extérieures de la tôle dépassent la déformation maximale admissible du matériau, ce qui entraîne des dommages dus à la rupture par traction.
Pour éviter l'apparition de fissures lors de la flexion, il est nécessaire de limiter le degré de déformation, c'est-à-dire de limiter l'ampleur de la déformation. déformation par flexion de la tôle - le rayon de courbure relatif minimal (r/t).
Bien qu'il existe un rayon de courbure minimal (rmin/t) pour n'importe quel matériau, il n'est généralement pas conseillé d'utiliser ce rayon minimum pour les opérations de pliage. Le rayon de cintrage doit être aussi grand que possible, mais pas trop grand, car cela pourrait augmenter les coûts de production. dos d'âne.
L'influence du retour élastique fait qu'il est difficile de garantir la précision de la forme et de la taille de la pièce pliée. Par conséquent, le rayon de courbure ne doit être ni trop grand ni trop petit ; une sélection appropriée est nécessaire.
1. Impact des propriétés mécaniques des matériaux
La tôle à plier doit avoir une plasticité suffisante, une limite d'élasticité relativement faible et un module d'élasticité élevé. Un niveau élevé de plasticité garantit qu'aucune fissure ne se produit pendant le pliage (c'est-à-dire que le rayon de pliage minimal de la tôle est faible). Une limite d'élasticité plus faible et un module d'élasticité plus élevé facilitent la réalisation de formes de pliage précises. Lorsque l'épaisseur du matériau augmente (t augmente), le rayon de courbure minimal augmente également.
2. Influence de l'angle central de flexion (α)
Théoriquement, le degré de déformation par pliage n'est lié qu'à r/t. Toutefois, dans les opérations de pliage réelles, lorsque l'angle central de pliage (α) est petit, la déformation de pliage est faible et les parties adjacentes du matériau peuvent subir une déformation de traction plus importante (dans la zone de déformation de pliage).
Par conséquent, le rayon de courbure minimal autorisé peut également être plus petit. Par exemple, si l'angle central de flexion (α) est compris entre 120° et 130°, le rayon rmin est de 30% à 50% plus grand que lorsque l'angle central de flexion (α) est de 90°. Lorsque a est inférieur à 90°, rmin peut être réduite de 20%.
3. Influence de la largeur de la feuille et de la couche durcie de la surface cisaillée
Lorsque la largeur de la tôle augmente, le rayon de courbure minimal augmente également. Toutefois, cet effet diminue lorsque la largeur de la feuille augmente jusqu'à environ (8~10)t.
L'ébauche avant pliage est généralement obtenue par cisaillement La surface cisaillée présente une couche durcie par le travail qui réduit la plasticité du matériau, augmentant ainsi le rayon de courbure minimal. Par conséquent, lorsqu'un rayon de cintrage très faible est requis, il est nécessaire d'inclure un processus de recuit avant le cintrage afin d'éliminer la couche durcie de l'ébauche.
4. Impact de la direction de la ligne de pliage
Étant donné que la plupart des feuilles métaux pour le pliage sont laminées, elles présentent une structure fibreuse, avec une anisotropie des propriétés mécaniques dans le sens de l'épaisseur et dans le plan de la tôle. Lorsque la ligne de pliage est perpendiculaire à la direction du laminage (fibre), le rayon de pliage minimal de la tôle est plus faible.
Lorsque la ligne de pliage est parallèle au sens de laminage (fibre), le rayon de pliage minimal de la tôle est plus grand. Une attention particulière doit être accordée à la direction de la ligne de pliage pour les matériaux présentant une anisotropie importante, comme le laiton et le bronze phosphoreux.
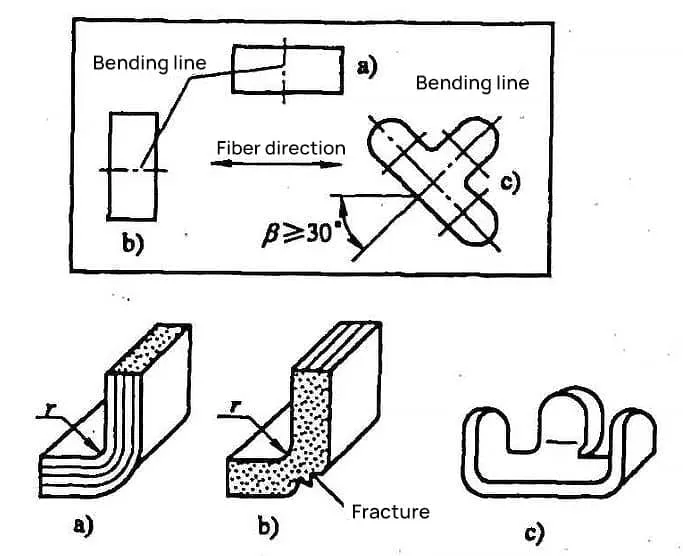
Par conséquent, lors de la disposition du poinçonnage, il convient de tenir compte de la direction du laminage. Le rayon de courbure (r) lorsque la courbe est perpendiculaire au sens de laminage est illustré à la figure 1a, et le rayon de courbure (r) lorsque la ligne de courbure est parallèle au sens de laminage est illustré à la figure 1b, où se produit la fissuration.
Par conséquent, la ligne de pliage doit être aussi perpendiculaire que possible à la direction de laminage. Lors du pliage de petites pièces avec des lignes de pliage perpendiculaires les unes aux autres, l'angle (β) entre la ligne de pliage et le sens de laminage de la tôle doit être supérieur à 30° lors de la mise en page, comme le montre la figure 1c.
5. Influence de la surface du matériau brut et de la qualité du cisaillement
Lorsque le matériau brut d'une pièce présente des défauts, ou que la section de cisaillement n'est pas lisse, présente des bavures ou est de mauvaise qualité, cela peut entraîner une concentration de contraintes et provoquer des ruptures. Il est alors nécessaire d'augmenter de manière appropriée le rayon de courbure minimal.
L'élimination des bavures avant le pliage, ou le positionnement du côté présentant des bavures vers la zone de pression du poinçon, peut réduire le risque de rupture. La qualité du cisaillement a un impact significatif sur le pliage des ébauches plus étroites. Au fur et à mesure que la largeur de la pièce brute augmente, l'impact diminue progressivement.
Le rayon de courbure minimal de la tôle est influencé par de nombreux facteurs extrêmement complexes. Il est difficile de calculer avec précision le rayon de courbure minimal à l'aide de méthodes théoriques, et cela n'a pas d'importance dans la pratique.
Par conséquent, le rayon de courbure minimal couramment utilisé dans la production réelle est généralement déterminé par des méthodes expérimentales. Les données expérimentales relatives au rayon de courbure minimal (c'est-à-dire le rayon de l'arc intérieur) des tôles couramment utilisées, rminest présenté dans le tableau 4-1.
Tableau 1 : Rayon de courbure minimal de la tôle (Unité : mm)
| Matériau | État recuit | Condition d'écrouissage à froid | ||
| Position de la ligne de pliage | ||||
| Direction verticale du roulement | Direction de roulement parallèle | Direction verticale du roulement | Direction de roulement parallèle | |
| 08, 10, Q195, Q215 | 0. 1t | 0. 4t | 0.4t | 0.8t |
| 15, 20, Q235 | 0.1t | 0.5t | 0. 5t | 1. 0t |
| 25, 30, Q255 | 0. 2t | 0. 6t | 0.6t | 1. 2t |
| 45, 50, Q275 | 0.5t | 1. 0t | 1.0t | 1.7t |
| 65Mn | 1. 0t | 2. 0t | 2.0t | 3.0t |
| Aluminium | 0.1t | 0.35t | 0. 5t | 1.0t |
| Cuivre pur | 0. 1t | 0.35t | 1.0t | 2. 0t |
| Laiton doux | 0. 1t | 0.35t | 0.35t | 0.8t |
| Laiton semi-dur | 0.1t | 0.35t | 0.5t | 1.2t |
| Bronze phosphoreux | – | – | 1. 0t | 3.0t |
Remarque :
En règle générale, il n'est pas conseillé d'utiliser le rayon de courbure minimal rmin pour pièces de pliage. D'un point de vue purement technique, l'exigence générale est r≥t ; pour les matériaux épais, r=2t. Ce n'est que lorsque la structure du produit l'exige que l'approche autorisée des valeurs minimales du rayon de courbure doit être utilisée.
Lorsque le rayon de courbure de la pièce <rminOutre l'utilisation de certaines techniques visant à améliorer la plasticité du matériau (telles que le recuit, le pliage à chaud, etc.) et l'ébarbage ou le polissage de la surface de coupe de l'ébauche, les mesures suivantes peuvent être adoptées :
1) Augmenter le processus de mise en forme, en réduisant progressivement le rayon de cintrage r, ce qui permet d'élargir la zone de déformation par cintrage et de réduire le taux d'étirement de la couche métallique extérieure afin de garantir le rayon d'angle intérieur requis de la pièce cintrée. Par exemple, utiliser un processus de pliage en deux étapes : utiliser un rayon de pliage plus grand dans le premier pliage, puis recuire (soulagement des contraintes), et plier une seconde fois en fonction du rayon d'angle requis de la pièce.
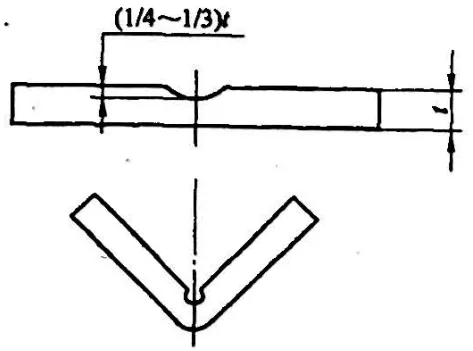
2) Pour les matériaux épais, il est essentiel de commencer par une rainure de processus, en réduisant l'épaisseur du matériau dans la pièce à plier pour garantir les exigences de la pièce pliée, comme le montre la figure 2.
S'il est nécessaire de garantir un bord très droit de la pièce pliée pendant le pliage, la hauteur du bord droit H doit être supérieure à 2.
Lorsque H<2t, la surface de contact du bord plié dans le moule de pliage est trop petite, ce qui rend difficile la formation d'un moment de flexion et d'une force de correction suffisants, et il est difficile d'obtenir une forme précise de la pièce pliée (ou impossible à plier et à former).
Par conséquent, lorsque H<2t, il est nécessaire de pré-ouvrir une rainure de traitement ou d'augmenter la dimension de la hauteur du bord droit, et après la formation du pliage, le matériau excédentaire est coupé, comme le montre la figure 3.

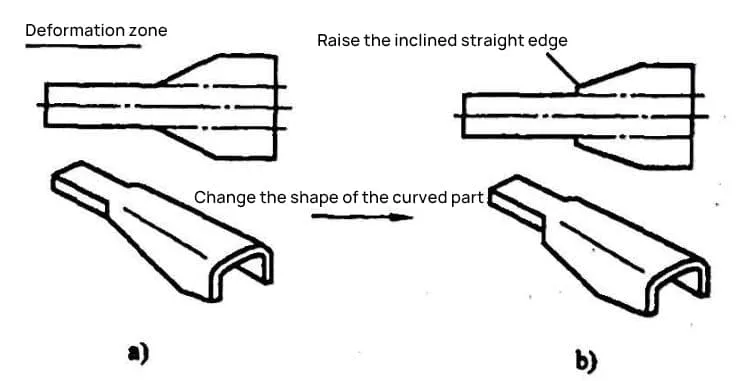
Si le bord droit de la pièce pliée présente un angle (voir figure 4) et que cet angle se trouve dans la zone de déformation, comme le montre la figure 4a, il est impossible de plier la section dont la hauteur du bord droit est inférieure à 2t au degré souhaité, et elle est également sujette à des fissures. Il est donc nécessaire de modifier la forme de la pièce et d'augmenter la taille du bord droit de l'angle, comme le montre la figure 4.