Altura mínima de curvatura da curvatura em V
Até onde se pode ir com a dobragem em V? Compreender a altura mínima de dobragem é crucial para a precisão no trabalho em metal. Este artigo...
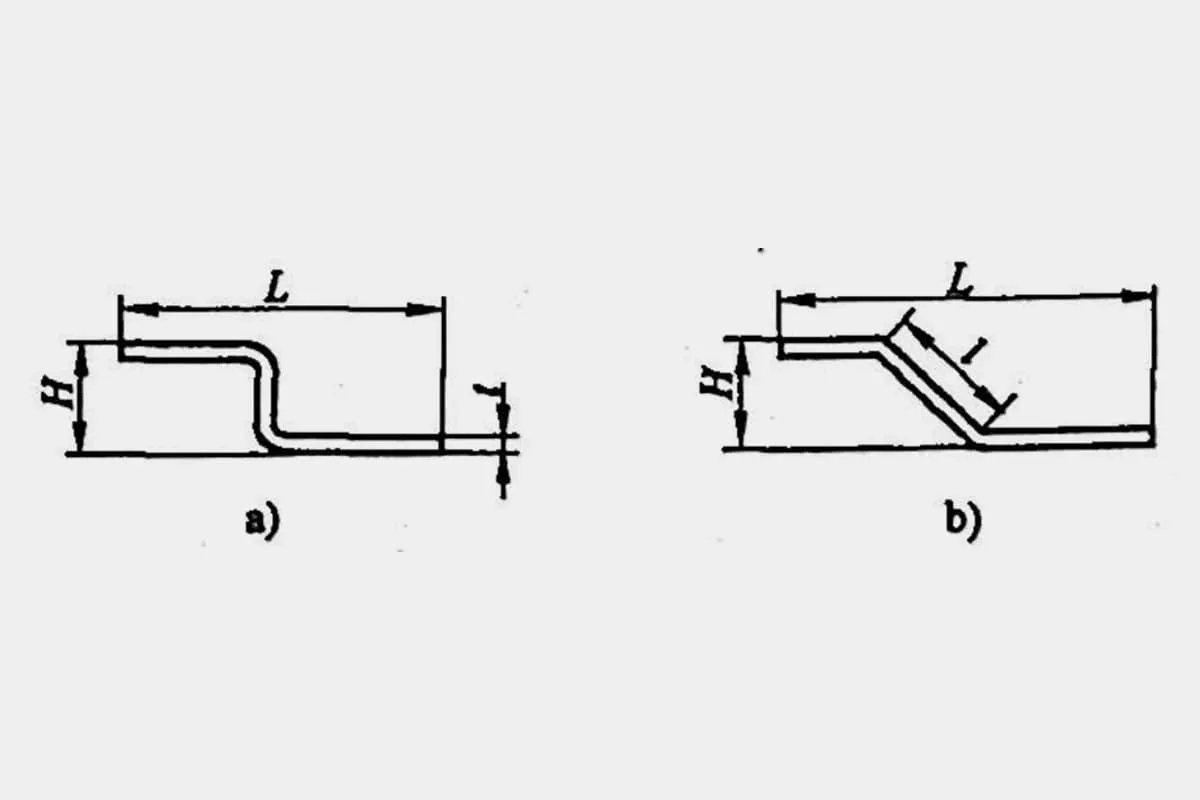
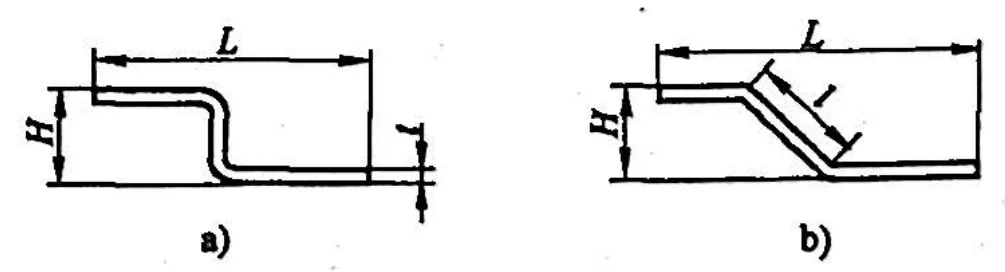
A dobragem em Z, também conhecida como dobragem por offset, pode ser classificada em dobragem por offset de aresta reta e dobragem por offset de aresta inclinada, dependendo do ângulo de formação (ver Figura 1). O método de processamento é determinado com base na altura do desvio.
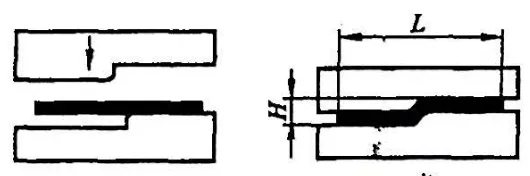
No caso da dobragem por deslocamento de arestas rectas (Figura 1), quando a altura de deslocamento H se situa no intervalo 0<H≤2t, e o lote não é grande, pode ser processado utilizando uma matriz de deslocamento numa máquina de dobragem, como se mostra na Figura 2.
Quando a altura de desvio está compreendida entre 2t a altura mínima de dobragem da dobragem em Z (offset), a máquina de dobragem é utilizada para o processamento de dobragem bidirecional.
A primeira etapa do processamento da dobragem Z (offset) numa máquina de dobrar é calculado da mesma forma que o artigo anteriormente carregado sobre a flexão em V. O estado inicial quando se dobra em forma de Z no segundo passo é apresentado na Figura 3.
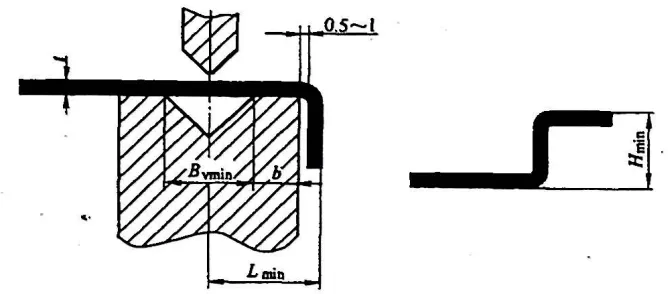
Como se pode ver na figura, os processos de dobragem em Z e de dobragem em V são muito semelhantes, e há também a questão da altura mínima de dobragem da dobragem em Z. Devido à limitação da estrutura da matriz inferior, a dimensão mínima Lmin da linha de dobragem (linha de simetria da ranhura da matriz inferior) até à extremidade superior da forma Z para a dobragem em Z a 90° é superior à da dobragem em V, que pode ser calculada da seguinte forma
Lmin = Bvmin/2 + 6 + t + (0.5~1)
Onde:
b - Dimensões estruturais da ranhura inferior da matriz até à aresta (em mm), normalmente b > 5mm.
A fórmula para calcular a altura mínima do bordo da dobragem em Z (desvio) é a seguinte
Hmin = (Bvmin-x)/2 + b + 2t + (0,5~1)
Os valores recomendados para a altura mínima do bordo da dobragem em Z (offset) para diferentes espessuras de material t são apresentados no Quadro 1.
Tabela 1: Valores recomendados para a altura mínima de curvatura da dobragem em Z (desvio) (Unidade: mm)
| Número de série | Material Espessura t | Largura da ranhura da matriz Bv | Raio do arco de perfuração r0 | Curva em forma de Z Altura Hmin |
| 1 | 0.5 | 4- | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0,8 ou 0,3 | 9.5 |
| 4 | 1.0 | 6 | 1 ou 0,5 | 10.4 |
| 5 | 1.2 | 8(ou 6) | 1 ou 0,5 | 11,7(ou 10,7) |
| 6 | 1.5 | 10(ou 8) | 1 ou 0,5 | 13.3(ou 12.3) |
| 7 | 2.0 | 12 | 1,5 ou 0,5 | 15.2 |
| 8 | 2.5 | 16(ou 14) | 1,5 ou 0,5 | 18.2(ou 17.2) |
| 9 | 3.0 | 18 | 2 ou 0,5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4.0 | 25 | 3 | 25.5 |
Nota: Os dados do quadro são empíricos e são fornecidos apenas para referência.