Técnicas Essenciais de Montagem de Chapas Metálicas: Um guia completo
I. Métodos de montagem De acordo com os requisitos técnicos especificados, o processo de montagem e ligação de peças ou componentes...

A seleção correcta da capacidade do equipamento de forjamento de moldes é uma condição importante para garantir o bom andamento do forjamento de moldes. Se a capacidade selecionada for demasiado pequena, o metal será difícil de preencher a cavidade do molde, e será necessário aumentar o número de golpes, reduzindo assim a eficiência da produção; por outro lado, se a capacidade do equipamento for demasiado grande, desperdiçará equipamento e aumentará a perda de metal, e também é fácil danificar o molde ou reduzir a vida útil da matriz de forjamento, o que também não é propício a uma produção segura.
As fórmulas empíricas para o cálculo da tonelagem de vários martelos de forjar são apresentadas no Quadro 5-48.
Tabela 5-48 Fórmulas empíricas para o cálculo da tonelagem de vários martelos de forjar
| Equipamento | Oficial | Instruções |
| Martelo de forja de dupla ação | m= (3,5~6,3)kA | m, m1-Massa da parte que cai do martelo (kg) E-Energia do martelo sem bigorna (J) A-Superfície de projeção horizontal do forjamento e do flash (cm 2 ), a área do flash é calculada como metade da parte do armazém k-Coeficiente do material, determinado pelo quadro 5-49 |
| Martelo de forja de ação simples | m1= (1.5~1.8)m | |
| Martelo sem bigorna | E =(20~25)m |
Tabela 5-49 Resistência à deformação σ e coeficiente k de vários materiais na fase final temperatura de forjamento
| Materiais | k | σ/MPa | ||
| Martelo em | Prensa de forja | Corte a quente | ||
| Aço estrutural ao carbono [w(C) < 0,25%] | 0.9 | 55 | 60 | 100 |
| Aço estrutural ao carbono [w(C) > 0,25%] | 1 | 60 | 65 | 120 |
| Aço estrutural de baixa liga [w(C) < 0,25%] | 1 | 60 | 65 | 120 |
| Aço estrutural de baixa liga [w(C) > 0,25%] | 1.15 | 65 | 70 | 150 |
| Aço estrutural de alta liga [w(C) > 0.25%] | 1.25 | 75 | 80 | 200 |
| Liga de aço para ferramentas | 1.55 | 90~100 | 100~120 | 250 |
A fórmula teórica de cálculo da tonelagem do martelo de forja é apresentada no Quadro 5-50.
Tabela 5-50 Fórmula de cálculo teórico para a tonelagem do martelo de forja
| Forma de forja | Fórmula | Descrição |
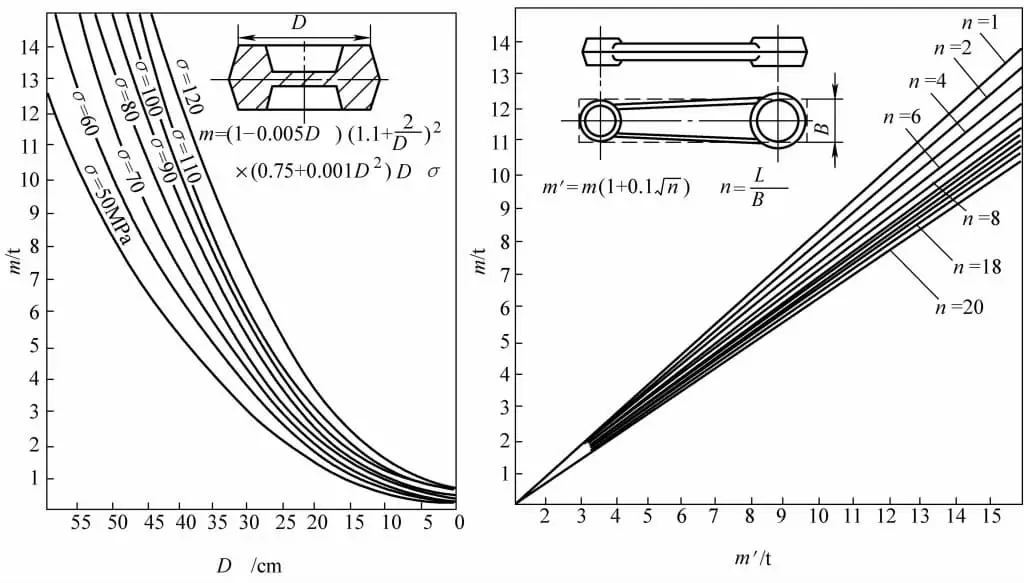
| Circular | m 0 = (1-0,005D) (1,1 + 2 / D) 2 (0.75 + 0.001D 2 ) Dσ | D - Diâmetro de forjamento (cm) σ - Resistência à deformação do forjado à temperatura final de forjamento (MPa) Esta fórmula aplica-se às peças forjadas com um diâmetro inferior a 60 cm |
| Não circular | m = m 0 (1 + 0,1 √(L/B)) | O comprimento máximo na superfície de projeção horizontal do forjamento L (cm) B - largura média (cm), B=A/L A - área projectada do forjamento (cm²) Ao calcular m 0 utilizando a fórmula acima, D na fórmula deve ser substituído pelo diâmetro equivalente D e D e = 1.13√A |
Nota: Os valores de m, m 0 calculados com a fórmula do quadro são expressos em kg.
O nomograma para determinar a tonelagem do martelo de forja é apresentado na Figura 5-1.
A prensa de recorte (ver Tabela 5-51) constitui a unidade básica da produção de forjamento em matriz, juntamente com os martelos de forjamento em matriz e os fornos de aquecimento - um conjunto, com a pressão nominal P (kN) da prensa selecionada com base na tonelagem m do martelo.
P = Mm
Na fórmula, M é o coeficiente de correspondência (kN/t), que varia com a tonelagem do martelo, e pode ser considerado como M=800~1000kN/t.
Tabela 5-51 Prensas de recorte combinadas com martelos de forjar matrizes
| Massa da parte que cai do martelo de forjar /t | Pressão nominal da prensa de corte /kN |
| 0.5 | 1000 |
| 0.75 | 1250 |
| 1 | 1600 |
| 2 | 2000 |
| 3 | 3150 |
| 5 | 4000 |
| 10 | 6300~8000 |
| 16 | 12500 ~16000 |
Quadro 5-52 Conversão da tonelagem dos martelos de forjar em matriz para outros equipamentos de forjar (unidade: t)
| Número de série | Martelo de forja | Prensa de forja | Prensa de fricção | Forjamento de contragolpe |
| 1 | <0.4 | <400 | <120 | ≤1 |
| 2 | 0.4~0.63 | 400~630 | 120~189 | 1~1.575 |
| 3 | 0.63~1.0 | 630~1000 | 189~300 | 1.575~2.5 |
| 4 | 1.0~1.8 | 1000~1800 | 300~540 | 2.5~4.5 |
| 5 | 1.8~2.5 | 1800~2500 | 540~750 | 4.5~6.25 |
| 6 | 2.5~3.15 | 2500~3150 | 750~945 | 6.25~7.875 |
| 7 | 3.15~6.3 | 3150~6300 | 945~1890 | 7.875~15.75 |
| 8 | 6.3~8.0 | 6300~8000 | 15.75~20 | |
| 9 | 8.0~12 | 8000~12000 | 20~30 | |
| 10 | 12~16 | 12000~16000 | 30~40 |