Caraterísticas do processo térmico de soldadura
Na intrincada dança do fogo e do metal, a soldadura é um processo em que a precisão se conjuga com a potência, e compreender a sua...
Os dispositivos auxiliares de soldadura incluem uma vasta gama de conteúdos, para além de ferramentas de elevação de soldadura, equipamento de elevação e transporte, almofadas de fluxo, dispositivos de recuperação e fornecimento de fluxo e dispositivos de processamento de fios, máquinas de biselar, máquinas de limpeza de raízes, ferramentas de trituração, equipamento de ventilação e vários equipamentos de proteção são todos considerados equipamentos auxiliares de soldadura.
No entanto, alguns equipamentos auxiliares não se destinam exclusivamente à soldadura e serão abordados noutros capítulos, pelo que apenas é apresentado aqui o equipamento diretamente relacionado.
Na produção de estruturas soldadas, várias placas, perfis e componentes de soldadura têm frequentemente de ser levantados e transportados entre diferentes estações e, por vezes, as peças têm de ser viradas, posicionadas, dispersas ou concentradas de acordo com os requisitos tecnológicos.
Existe uma quantidade significativa de trabalho de elevação durante a preparação da produção, e a utilização de ferramentas de elevação que correspondem à forma da secção transversal da peça de trabalho desempenha um papel importante na melhoria da eficiência do transporte, poupando tempo de trabalho, reduzindo a intensidade das operações de agrupamento e garantindo uma produção segura.
As ferramentas de elevação para soldadura de montagem podem ser divididas em ferramentas de elevação mecânicas, ferramentas de elevação magnéticas e ferramentas de elevação por vácuo, de acordo com os seus princípios de funcionamento.
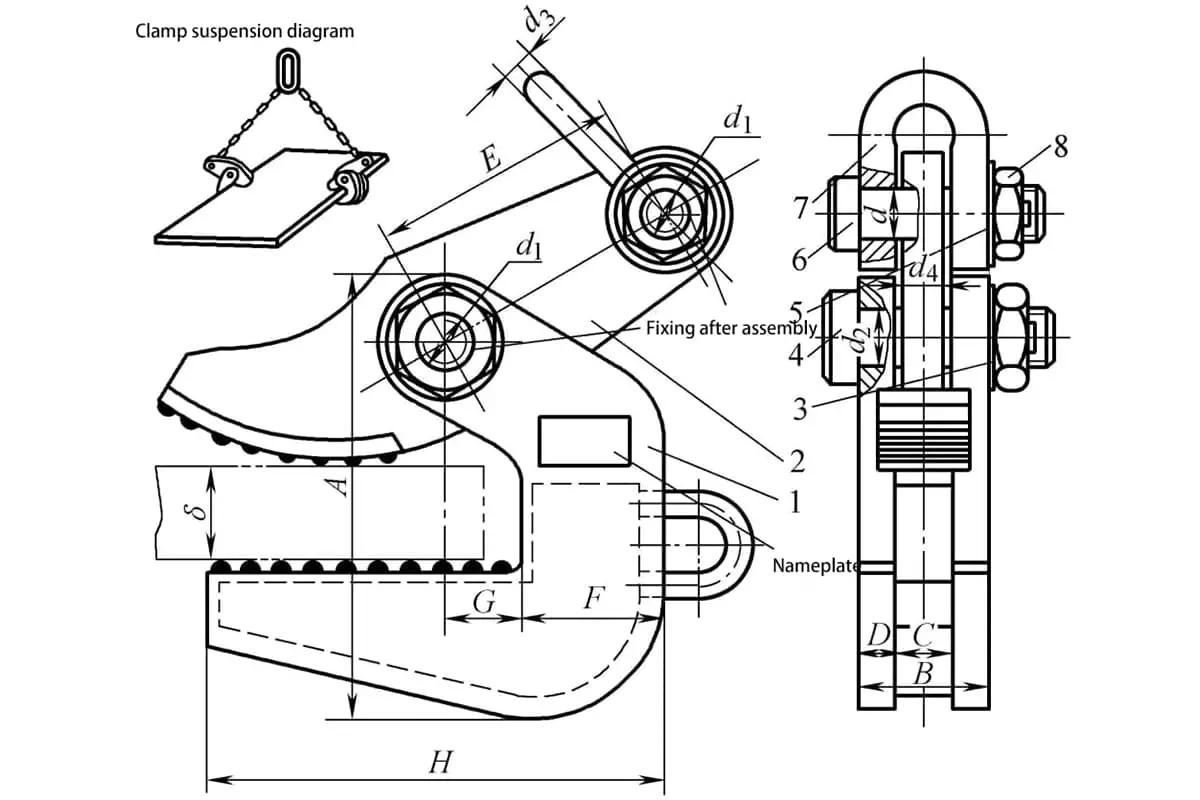
A figura 3-94 é um dispositivo de elevação utilizado principalmente para a elevação horizontal de placas. Os dispositivos são utilizados em pares e, dependendo das especificações, cada par pode levantar entre 1000 a 8000 kg. O dispositivo completo é constituído por garras de elevação, placas de pressão, pinos e olhais de elevação. Quando utilizado, se quatro dispositivos forem instalados lado a lado numa viga de elevação longitudinal através de correntes, pode ser utilizado para elevar placas mais longas e mais finas, bem como secções cilíndricas, caixas e outros componentes estruturais.
Para garantir a utilização segura do dispositivo de elevação, deve ser efectuado um teste de sobrecarga antes da utilização. O valor da sobrecarga é fixado em 25% da carga nominal e deve durar 10 minutos. Após a descarga, o dispositivo não deve apresentar qualquer deformação residual, microfissuras ou fissuras antes de poder ser utilizado.
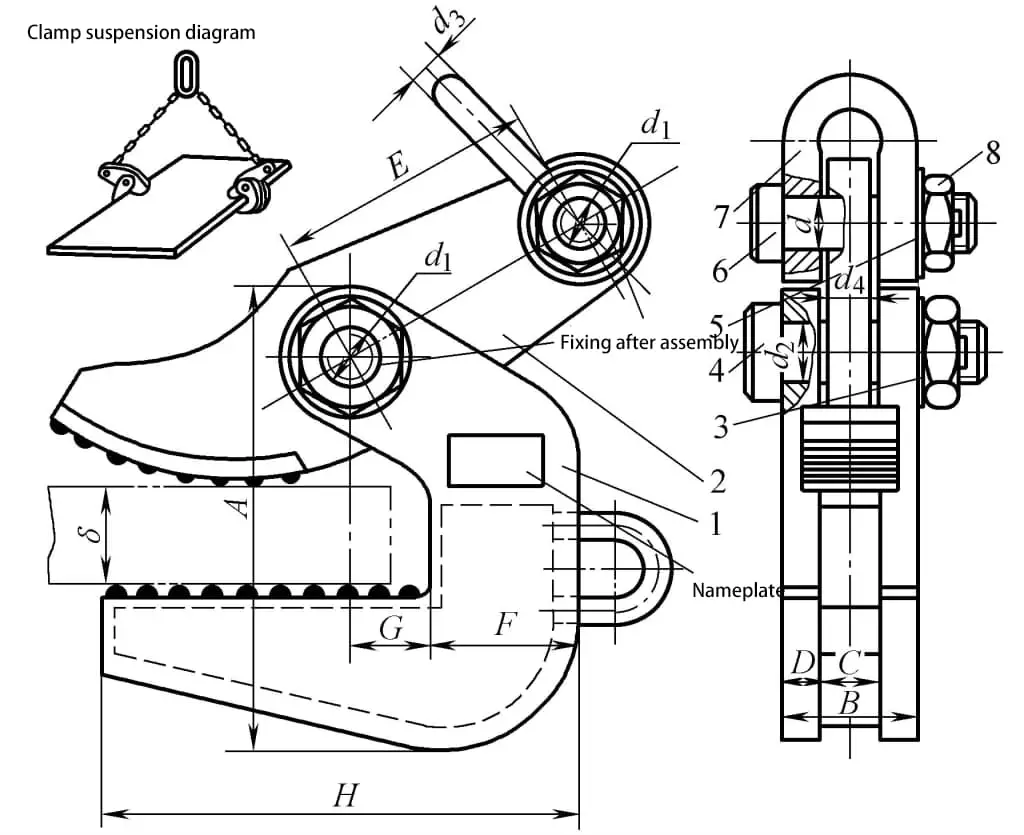
1-Garra de elevação
2-Placa de pressão
3, 5-Arruela
4, 6 pinos
7-Lugares de elevação
8 porcas
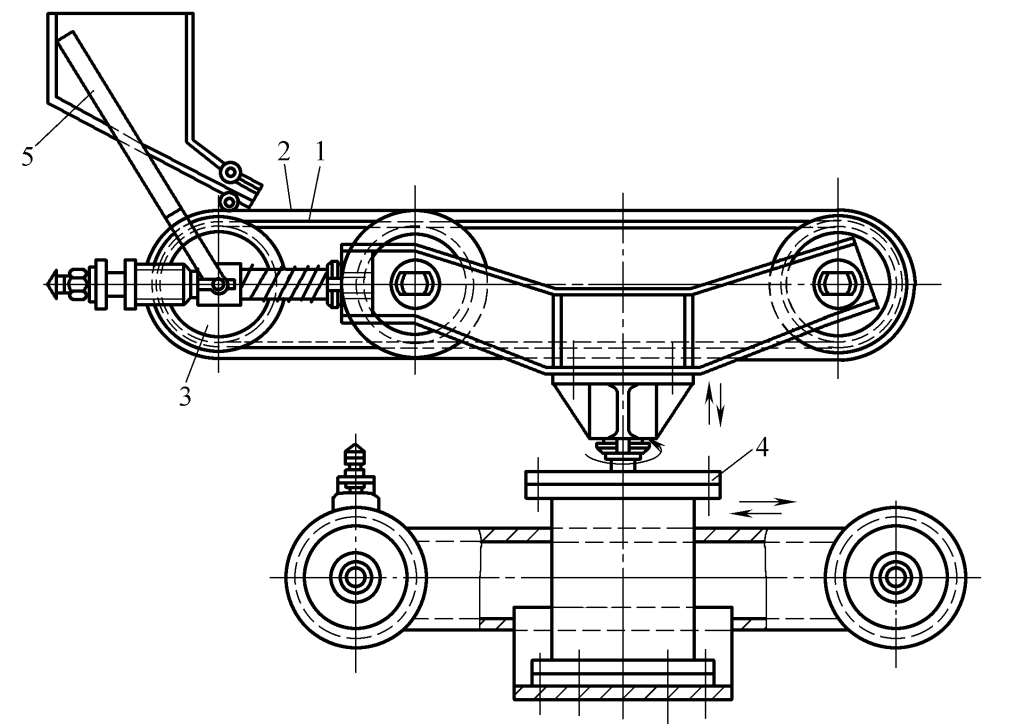
A figura 3-95 mostra um dispositivo de elevação de vigas com um peso de 20 kg e uma capacidade de elevação de 2000 kg. Este tipo de dispositivo é frequentemente utilizado para a elevação de vigas em I, vigas em T e vigas em caixão. A sua principal caraterística é que as maxilas de aperto podem abrir e fechar automaticamente sob o peso do gancho de elevação, permitindo agarrar e soltar facilmente a peça de trabalho, simplificando assim a operação de elevação.
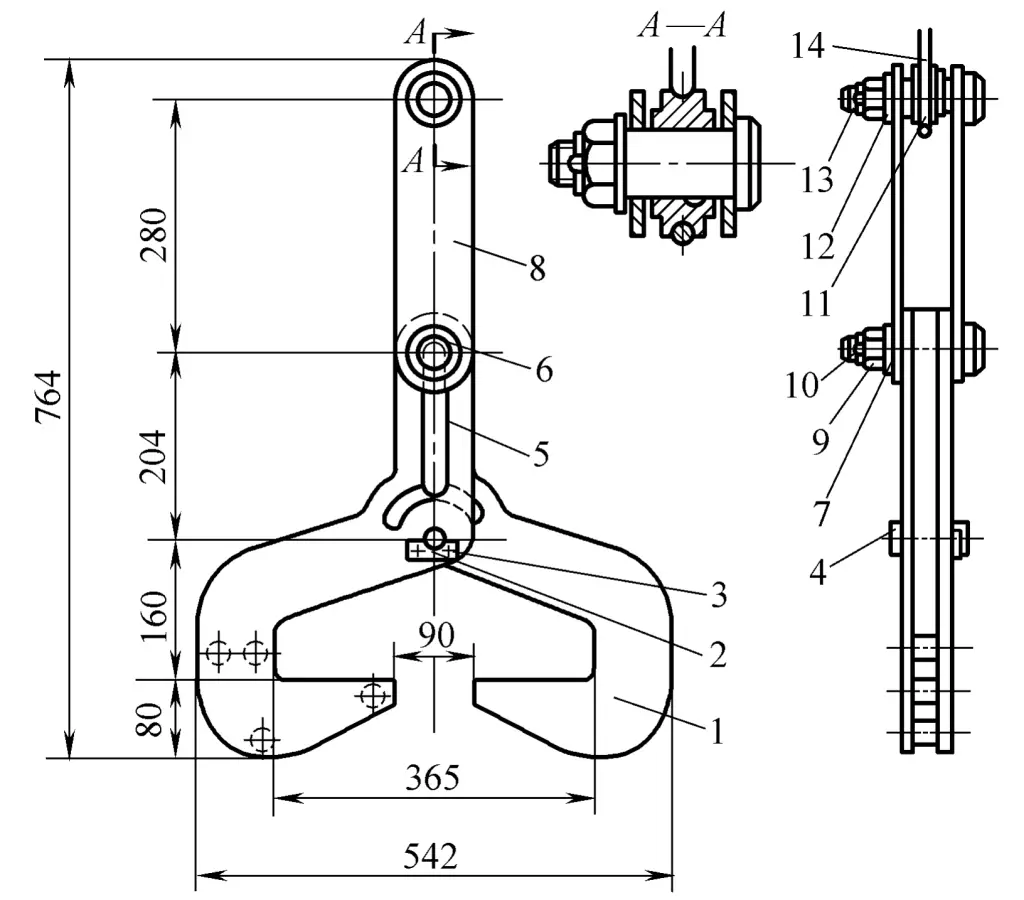
1-Garra direita
Placa do veio 2-Stop
3 parafusos
4, 6, 13 eixos
Garra 5-esquerda
7, 12-Arruela
8-Placa de ligação
9-Porca
10 pinos
11-Pulley
Corda de 14 fios
Nas ferramentas de elevação magnética, existem ferramentas de elevação do tipo íman permanente, do tipo eletromagnético e do tipo combinado permanente-eletromagnético. A ferramenta de elevação combinada do tipo permanente-eletromagnético é constituída por um íman permanente e um eletroíman, utilizando o íman permanente para atrair a peça de trabalho e o eletroíman para mudar a polaridade para aumentar e enfraquecer a força magnética.
A figura 3-96 mostra as formas estruturais de várias ferramentas de elevação combinadas do tipo permanente-eletromagnético.
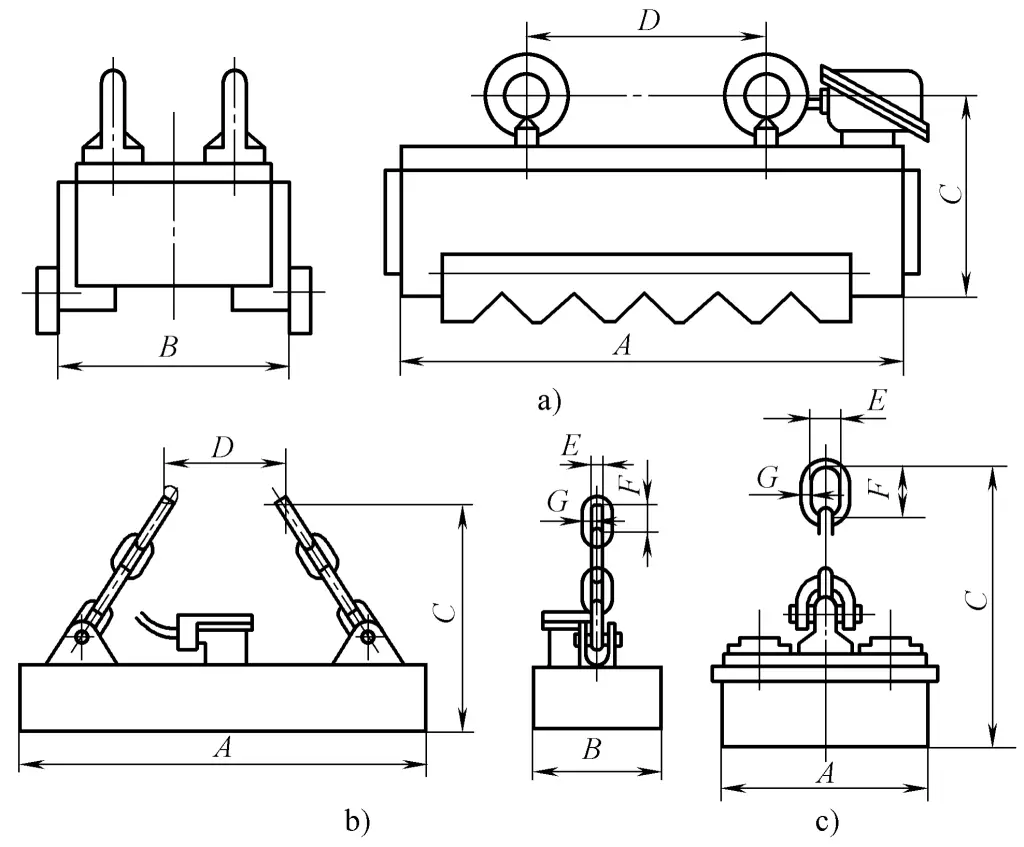
a) Modelo YMW12-5010T
b) Modelo YMW24-15035L
c) Modelo YMW04-30
O princípio de funcionamento da ferramenta de elevação permanente-electromagnética combinada é o seguinte: no contacto inicial entre a ferramenta de elevação e a peça de trabalho, alimentar o eletroíman e alinhar a sua polaridade com a do íman permanente para aumentar a força de adesão, fixando firmemente a peça de trabalho à ferramenta de elevação, depois desligar a corrente, passando a depender apenas do íman permanente para atrair a peça de trabalho; quando for necessário descarregar, inverter a corrente para o eletroíman para se opor à polaridade do íman permanente, neutralizando a força magnética do íman permanente para conseguir uma descarga rápida.
As vantagens deste tipo de ferramenta de elevação são: em primeiro lugar, é segura e fiável, não há necessidade de se preocupar com a queda da peça de trabalho devido a falhas de energia e outras falhas eléctricas que causam acidentes pessoais e de equipamento; em segundo lugar, é economizadora de energia, com um tempo de ligação curto e um baixo consumo de eletricidade, o que a torna uma ferramenta de elevação de segurança energeticamente eficiente.
Note-se que as ferramentas de elevação magnéticas só são adequadas para materiais ferromagnéticos e não podem ser utilizadas para elevar cobre, alumínio, aço inoxidável austenítico e outros materiais não ferromagnéticos.
A figura 3-97 é uma ferramenta de elevação por vácuo, constituída por uma ventosa 1, uma lâmpada 2, uma estrutura de elevação 3, uma tubagem 4, uma válvula de inversão 5 e um distribuidor 6. Durante o funcionamento, depende de uma bomba de vácuo para aspirar a ventosa e atrair a peça de trabalho 7. Devido à pequena força de sucção, é usado principalmente para levantar placas finas leves e de superfície plana.
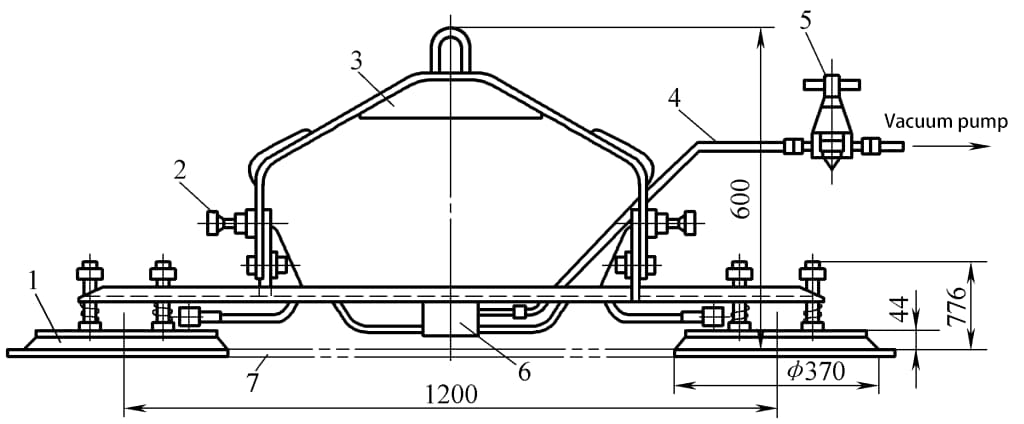
1-Copo de aspiração 2-Lâmpada de iluminação 3-Armação de elevação 4-Canalização 5-Válvula de inversão 6-Distribuidor 7-Peça de trabalho
Para além das ferramentas de elevação de soldadura acima mencionadas, o equipamento essencial de elevação e transporte na oficina de produção de estruturas de soldadura inclui equipamento de transporte terrestre, como empilhadores, veículos de transporte eléctricos, porta-paletes manuais, plataformas planas eléctricas e dispositivos de almofada de ar; o equipamento de maquinaria de elevação inclui pontes-guindaste, pórticos, gruas de lança e gruas suspensas; na produção em massa de produtos, os transportadores são frequentemente necessários para realizar uma produção especializada de forma rítmica.
As formas de transporte incluem o tipo de suspensão, o tipo de rolo, o tipo de carrinho, o tipo de passo, o tipo de correia de transmissão, o tipo de carrinho e o tipo de placa, etc. A figura 3-98 é um diagrama esquemático de uma grua suspensa de carril único.
A via deste tipo de grua é fixada na armação do telhado do edifício da fábrica, e as rodas de elevação estão dispostas simetricamente nos dois membros sob a flange da viga em I, e quando a distância de deslocação é inferior a 40 m, a energia é geralmente fornecida por um cabo flexível, e a grua é operada por um trabalhador no solo utilizando o controlador 2.
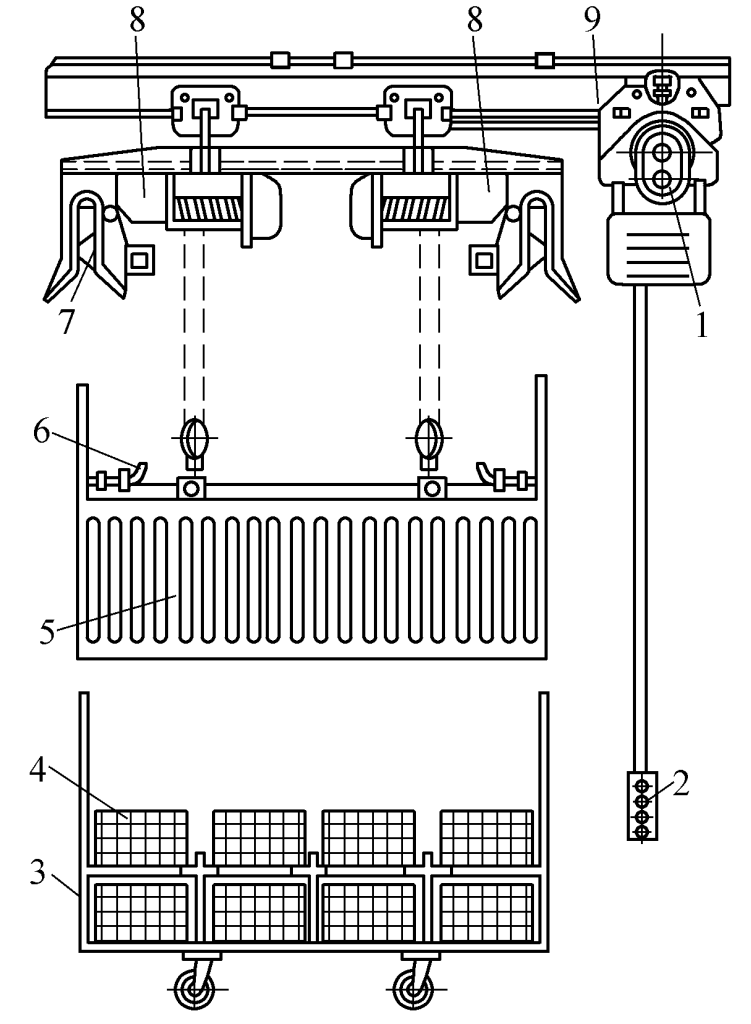
1-Motor elétrico móvel
2-Controlador
Carrinho de 3 peças
4-Peça de trabalho
5-Gaiolas
6 pinos
7-Pino fixo
8-Guincho elétrico
9 faixas
A seleção do equipamento de elevação e transporte na oficina de soldadura depende do volume de transporte, da distância e do percurso de transporte, da velocidade de transporte e do grau de automatização, do peso dos componentes individuais e estruturais, do modo de transmissão e da produtividade do equipamento.
Durante a soldadura, a porosidade é muitas vezes causada por óleo e ferrugem, pelo que é necessário remover o óleo anti-emborrachamento e a ferrugem do fio de soldadura antes da soldadura para vários tipos de soldadura automática métodos de soldadura. Para melhorar a eficiência da remoção de ferrugem e óleo e reduzir a intensidade de trabalho, existem fabricantes de equipamentos especializados na China que produzem máquinas de descalcificação.
A almofada de fluxo, também conhecida como dispositivo de formação de cordão de soldadura, utiliza uma certa espessura de camada de fluxo como dispositivo de apoio para a parte de trás do cordão de soldadura durante soldadura por arco submerso para evitar a queima ou para formar a parte de trás. Existem muitas formas estruturais de almofadas de fluxo; algumas são fabricadas pelas próprias unidades de produção, enquanto outras são produzidas e fornecidas por fábricas profissionais.
(1) Almofada de fluxo tipo membrana de borracha
Como mostra a Figura 3-99, quando o ar comprimido é introduzido na câmara 5, o diafragma de borracha 3 incha para cima, empurrando o fluxo 1 para a parte de trás da soldadura para o suportar. A vantagem desta almofada de fluxo é a sua estrutura simples e a conveniência da sua utilização.
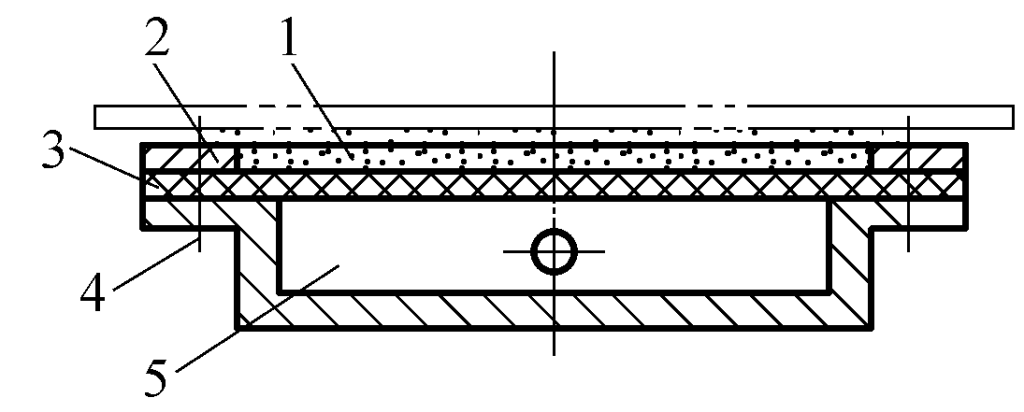
1-Fluxo
Placa de 2 tampas
Diafragma de 3 borrachas
4 parafusos
5-Câmara
A sua parte de trabalho tem uma largura de 300 mm e um comprimento de 2 m. Um comprimento excessivo pode causar uma distribuição desigual da pressão na membrana de borracha, resultando numa pressão insuficiente na extremidade da almofada de fluxo, que não consegue suportar a poça de fusão, fazendo com que o ferro fundido flua para baixo e se queime. Este tipo de almofada de fluxo é normalmente utilizado para soldar costuras longitudinais longas.
(2) Almofada de fluxo para juntas longitudinais do tipo mangueira
Como se mostra na Figura 3-100, durante o funcionamento, a ranhura do fluxo é primeiro suportada sob o cordão de soldadura pelo cilindro e, quando o ar comprimido insufla a mangueira 3, pressiona o fluxo 1 contra a soldadura, fazendo-o aderir firmemente à parte de trás do cordão de soldadura. A vantagem deste tipo de almofada de fluxo é que proporciona uma distribuição uniforme da pressão, permite que a parte de trás da costura de soldadura seja moldada e é adequada para soldar costuras longitudinais longas.
1-Fluxo
2-Canvas
3-Mangueira insuflável
4 cilindros
5-Flux Groove
A almofada de fluxo do tipo mangueira é frequentemente utilizada em combinação com um mecanismo de fixação eletromagnético para formar um dispositivo de soldadura especializado para a montagem de chapas planas. A Figura 3-101 mostra um dispositivo de soldadura electromagnética do tipo mangueira, totalmente funcional e lateralmente móvel. Este dispositivo pode ser utilizado para unir grandes chapas planas, tais como antes de enrolar as carroçarias dos vagões-cisterna dos caminhos-de-ferro, unir os conveses dos navios e os painéis das pontes.
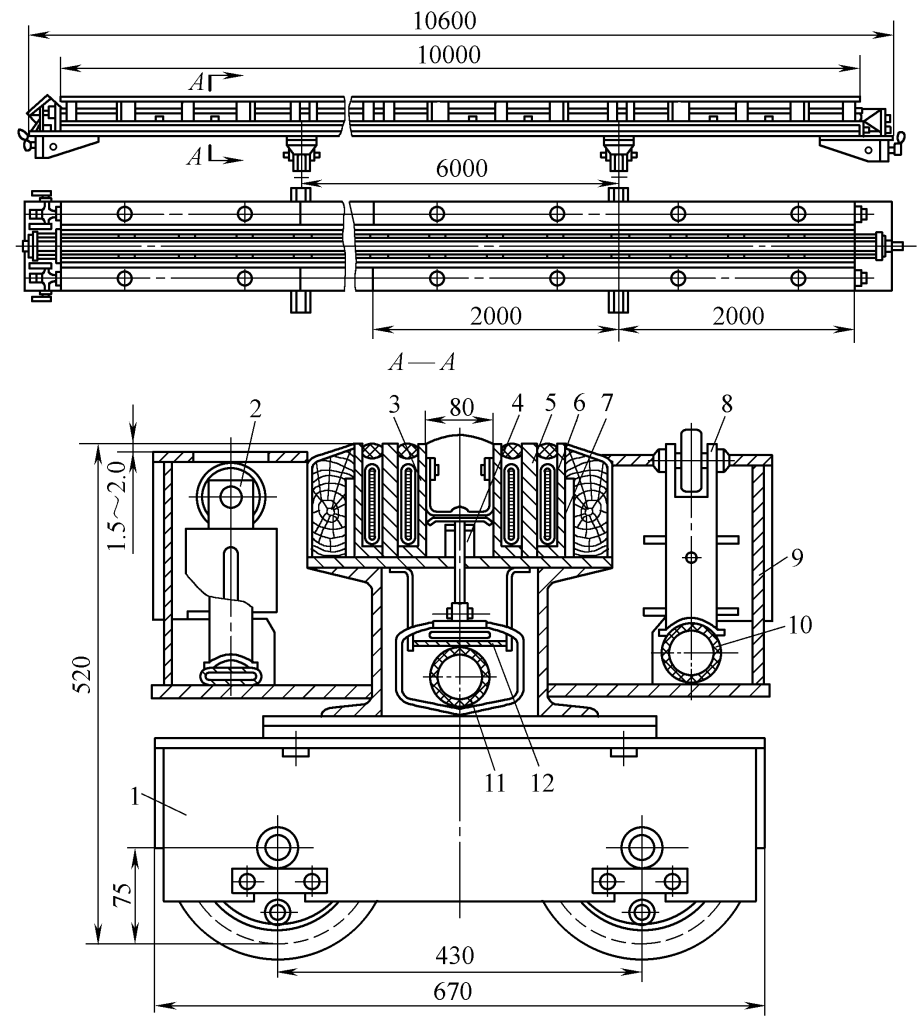
1-Trolley
2, 8-Rolo de apoio
Calha de lona 3-Flux
Haste de 4 empurradores
Núcleo de 5 electroímanes
6-Bobina electromagnética
Invólucro de 7 bobinas
Feixe 9-Cruzado
10, 11, 12-Mangueiras (ф50 a ф65mm)
O comprimento da costura longitudinal soldável atinge os 10m. Todo o dispositivo é suportado por dois carrinhos, que se podem deslocar lateralmente ao longo de uma calha de aço com 6 m de bitola para permitir a soldadura de cordões longitudinais em diferentes posições.
O ajuste lateral do cordão de soldadura é assegurado pelo carrinho; quando os rolos de suporte 2, 8 são levantados pelo ar comprimido que entra na mangueira 10, a placa de aço plana pode ser adequadamente ajustada longitudinal e lateralmente; ajuste adequado da posição do cordão; depois de determinada a posição do cordão, este é fixado com um eletroíman (sucção não inferior a 20kN/m 2 ), e o ar comprimido é passado através da mangueira 12 para pressionar o fluxo sobre a soldadura, permitindo a soldadura longitudinal.
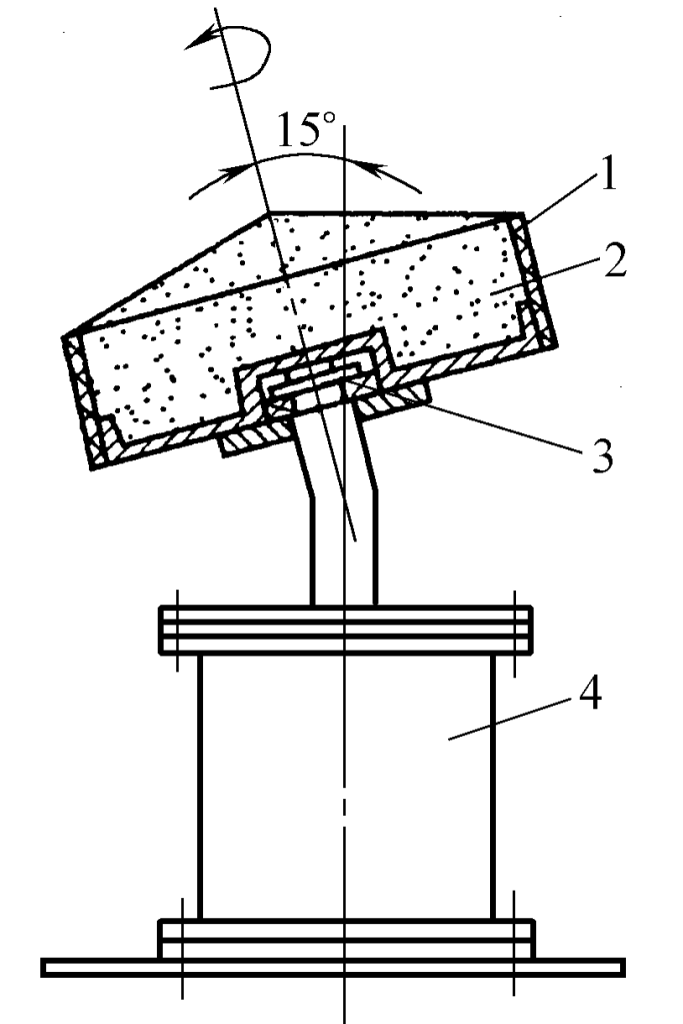
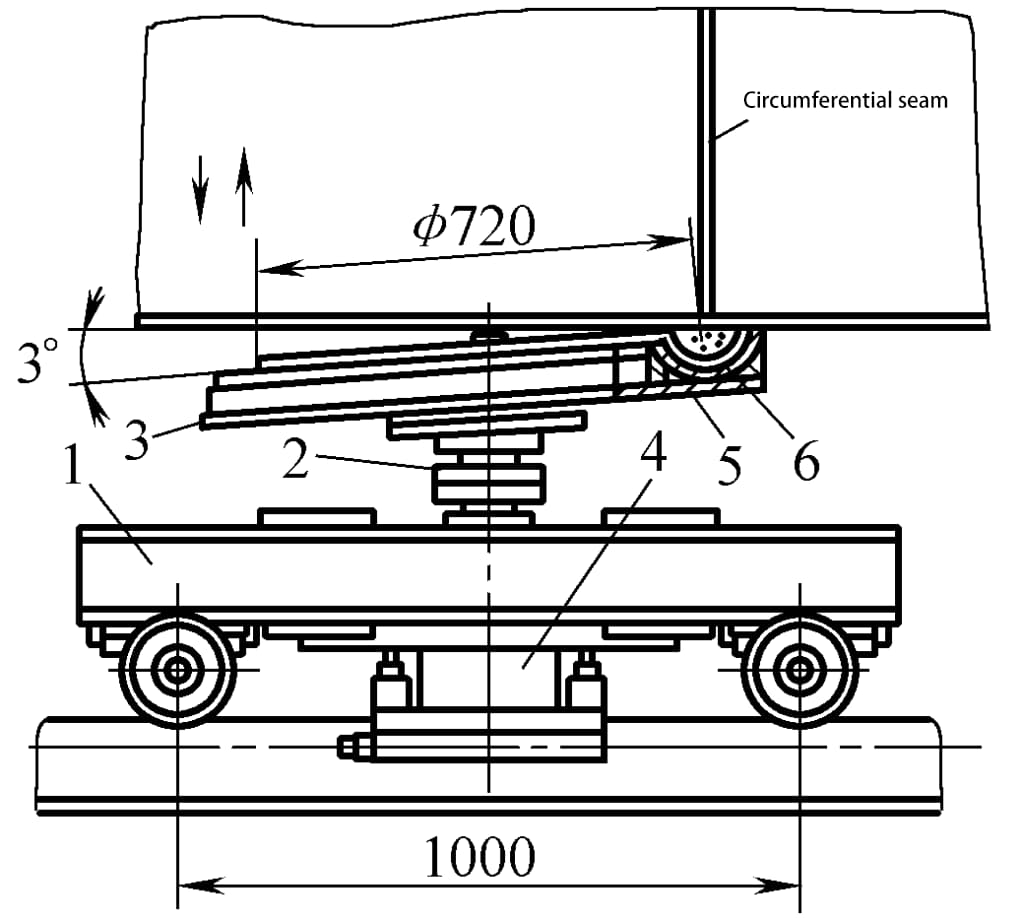
A figura 3-102 mostra uma almofada de fluxo do tipo mangueira utilizada para soldar a junta longitudinal interna de um cilindro de grande diâmetro. A sua caraterística consiste em utilizar a mangueira 6 para insuflar e pressionar o corpo da ranhura 5 na direção da soldadura e, em seguida, insuflar a mangueira 3 para pressionar o fluxo na direção da soldadura, assegurando uma pressão suficiente do fluxo e evitando que este se espalhe.
1-Rodas de aço
2-Trolley
3, 6-mangueira
4-Ranhura da tela
5-Corpo com ranhura em aço
Os tipos mais comuns incluem o tipo de disco e o tipo de correia transportadora.
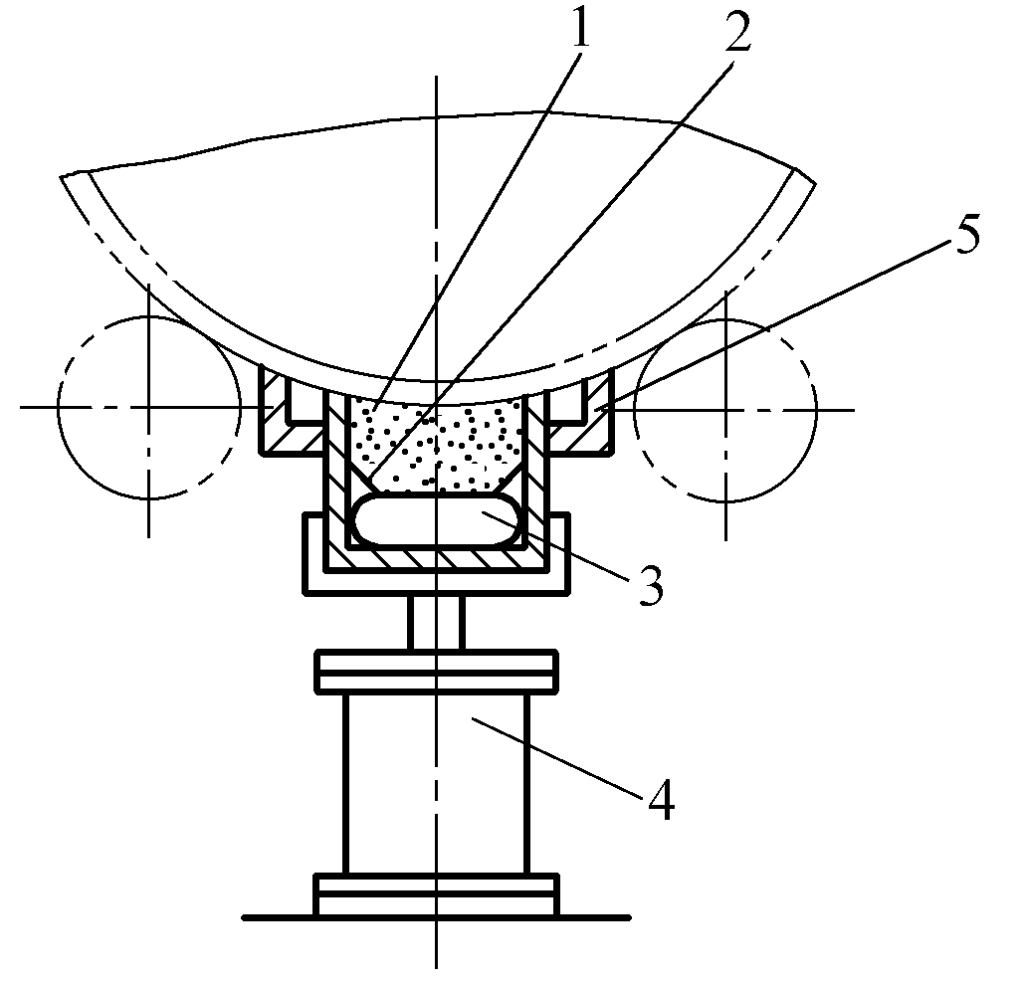
(1) Almofada de fluxo com costura circunferencial do tipo disco
A sua estrutura é mostrada na Figura 3-103. O processo de trabalho envolve o alinhamento do disco fluxado com o cordão de soldadura, pressionando-o em direção à soldadura com um cilindro 4 e, durante a soldadura, o prato giratório roda em torno do seu eixo principal com a rotação do cilindro devido à fricção, fornecendo continuamente fluxo ao percurso da soldadura. Este tipo de fluxador tem uma estrutura simples e é fácil de utilizar. A desvantagem é que o fluxo tende a espalhar-se quando o prato giratório roda, exigindo um reabastecimento manual constante.
1-Correia de borracha 2-Fluxo 3-Coluna de rolos 4-Cilindro
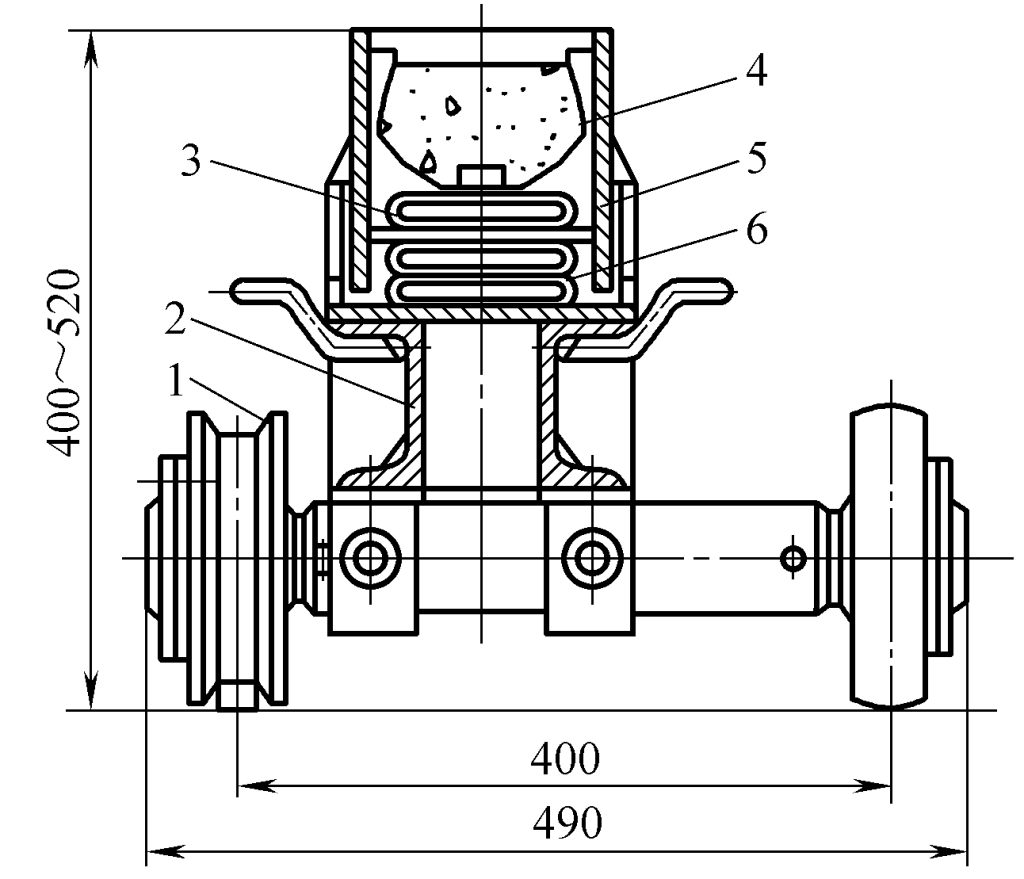
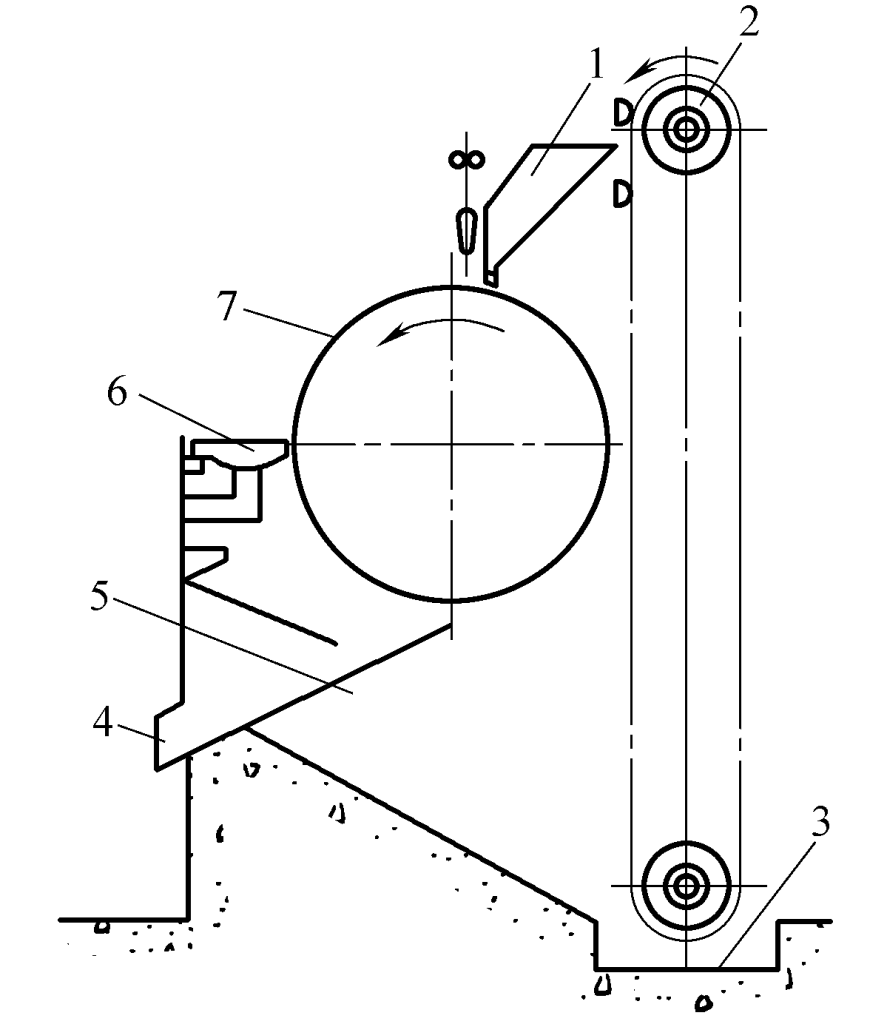
A figura 3-104 mostra uma almofada de fluxo do tipo ranhura anelar; o princípio de funcionamento é o mesmo que o descrito acima, com a diferença de que o disco 3 está equipado com uma ranhura anular elástica 6, cheia de fluxo, pressionada em direção à soldadura pelo cilindro 4 e também levada a rodar pela peça de trabalho.
1-Trolley
2 eixos
3-Disco
4 cilindros
Suporte de 5 ranhuras
Ranhura de 6 anéis
(2) Almofada de fluxo tipo correia
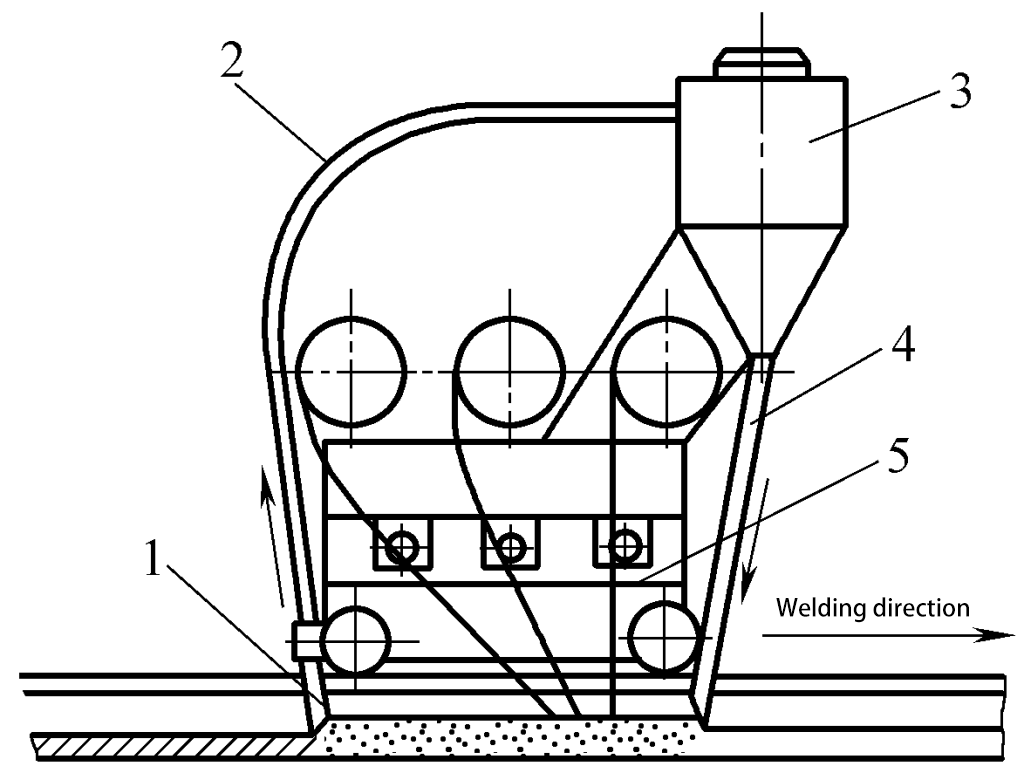
O princípio de funcionamento é mostrado na Figura 3-105, onde a correia transportadora cheia de fluxo pressiona contra a peça de trabalho sob a ação da gravidade ou de um cilindro, e é levada a rodar pela peça de trabalho. A Figura 3-106 mostra a estrutura de uma almofada de fluxo do tipo correia em utilização. O processo envolve a pressão da correia transportadora cheia de fluxo contra a peça de trabalho sob a ação do cilindro 4 e, à medida que o corpo cilíndrico da peça de trabalho roda, faz com que a correia rode.
1 cilindro
2-Fluxo
3-Correia transportadora
As suas características incluem: estrutura robusta, utilização fiável, manutenção conveniente, espessura uniforme do fluxo, tensão adequada, fluxo que não se quebra facilmente, controlo fácil da granularidade, boa permeabilidade ao ar, mas o fluxo tende a cair no chão, mobilidade limitada, não é adequado para espaços estreitos, requer adição manual de fluxo.
1-Correia
2-Fluxo
Estrutura de 3 tensões
4 cilindros
Engrenagem de 5 parafusos sem-fim
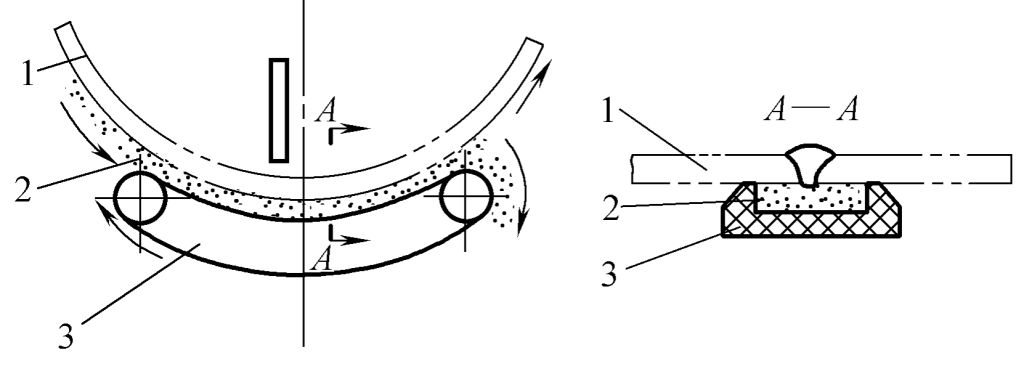
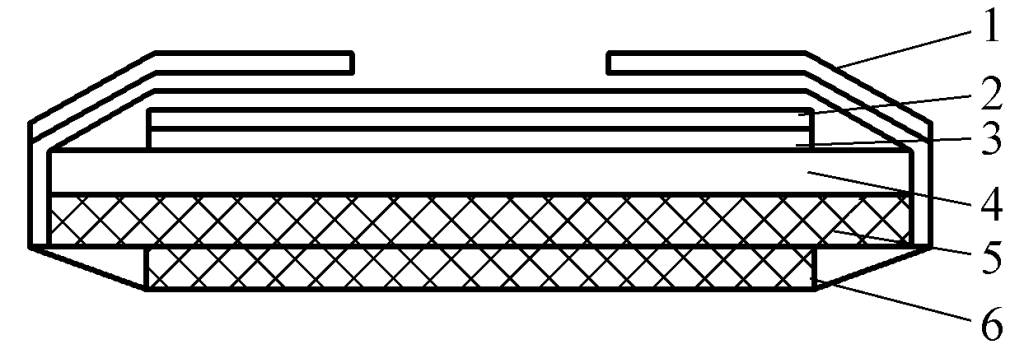
As almofadas macias feitas de resina termoendurecível e areia de quartzo são fixadas na parte de trás da soldadura com fita adesiva ou pressionadas contra a soldadura com grampos magnéticos, como se mostra na Figura 3-107. Devido ao seu pequeno tamanho, são adequados para soldaduras rectas e curvas (incluindo costuras circunferenciais) em áreas estreitas.
1-Papel de isolamento com face de plástico
2-Fita adesiva de dupla face
3-Fita de fibra de vidro
4-Almofada de areia de quartzo de resina termoendurecível
5-Almofada de amianto
6-Filme termo-retrátil
7-Revestimento de papel canelado
Quando a folga da ranhura é de 3 mm e a aresta romba é de 2 mm, a soldadura de uma face e a formação de duas faces podem ser asseguradas. A desvantagem é que as partículas de metal com uma determinada composição de liga têm de ser preenchidas na ranhura durante a utilização e o processo de fabrico da almofada macia é complexo.
Pode ser dividida em dois tipos: horizontal e vertical:
(1) Almofada de fluxo do tipo hélice espiral horizontal
Utiliza principalmente a hélice em espiral para empurrar o fluxo em direção à superfície da soldadura e permite que o fluxo circule automaticamente. Durante a utilização, o mecanismo de transmissão de elevação pode ser utilizado para ajustar a altura da almofada de fluxo para garantir um bom contacto com a superfície da soldadura.
(2) Almofada de fluxo do tipo hélice espiral vertical
O seu princípio de funcionamento é o mesmo que o do tipo horizontal, com a diferença de que a hélice espiral vertical é instalada verticalmente e o fluxo não fundido regressa pelo seu próprio peso. As suas vantagens incluem a flexibilidade de movimento, a redução do trabalho dos trabalhadores que utilizam o fluxo com pá e a manutenção de uma pressão de contacto adequada entre a almofada de fluxo e a superfície da soldadura. A desvantagem é que a estrutura é mais complexa, o mecanismo de transmissão requer uma boa vedação e o fluxo é propenso a quebrar.
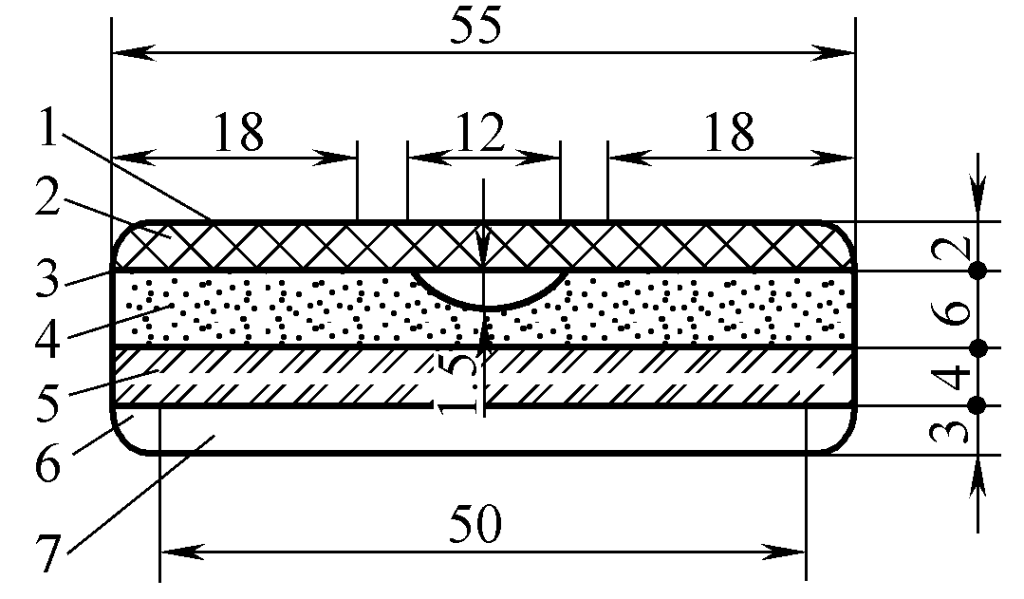
A estrutura da placa de fluxo termoendurecível é mostrada na Figura 3-108. A almofada de fluxo termoendurecível tem cerca de 600 mm de comprimento e é fixada na parte inferior da soldadura utilizando dispositivos magnéticos. Este tipo de placa é altamente flexível, tem boa conformidade, é seguro e cómodo, e fácil de armazenar.
1-Fita adesiva de dupla face
2-Filme termo-retrátil
3-Tecido de fibra de vidro
4-Fluxo de termofixação
5-Tela de amianto
6-Almofada elástica
Durante o processo de soldadura por arco submerso, é necessário fornecer continuamente fluxo para a área de soldadura, e o fluxo não fundido após a soldadura deve ser recuperado e reutilizado, exigindo assim um dispositivo de fornecimento e recuperação de fluxo.
De acordo com as necessidades de produção, o fornecimento e a recuperação do fluxo podem ser combinados para formar um sistema de circulação, funcionando simultaneamente durante a soldadura, permitindo que o fluxo seja continuamente recuperado e depois enviado de volta para utilização. Em alternativa, os dois podem ser separados, o que significa que o dispositivo de fornecimento de fluxo e o dispositivo de recuperação podem funcionar de forma independente.
(1) Sistema de circulação de fluxo fixo
A Figura 3-109 é um sistema de circulação de fluxo para uma máquina de soldar tubos em espiral. O fluxo cai por gravidade e, depois de ser recuperado pelo elevador de alcatruzes 2, é reintroduzido na tremonha de fluxo 1 para continuar a ser utilizado.
1-Flux Hopper
Elevador de 2 baldes
Tanque de 3 fluxos
4-Slag Outlet
Ecrã de 5
6-Faca de remoção de escórias
7-Tubo a soldar (tubo em espiral)
(2) Sistema móvel de circulação de fluxo
A Figura 3-110 é um sistema móvel de circulação de fluxo, em que o dispositivo de fornecimento e recuperação de fluxo é instalado na cabeça de soldadura 5, movendo-se juntamente com o carro de soldadura (ou o braço telescópico do manipulador de soldadura). Durante o funcionamento, o fluxo é transportado do tanque de armazenamento 3 através da conduta 4 para a frente do arco, e o fluxo não fundido é recuperado pelo tubo de sucção 1 a cerca de 300 mm do arco, entrando depois novamente no tanque de armazenamento 3 através da conduta 2.
1-Tubo de aspiração
2, 4-Conduítes
3-Tanque de armazenamento
5-Cabeças (carrinho)
A maior parte dos dispositivos de recuperação de fluxos utiliza um método de aspiração para introduzir o fluxo no depósito de armazenamento. As fontes de energia para estes dispositivos são eléctricas e pneumáticas, sendo a pneumática a mais utilizada.
(1) Dispositivo de recuperação de fluxo do tipo sucção eléctrica
O dispositivo de recuperação de fluxo elétrico apresentado na Figura 3-111 utiliza um ventilador centrífugo elétrico para criar uma pressão negativa no interior do tanque de fluxo, puxando o fluxo para o tanque com o fluxo de ar. A vantagem é que tem um forte poder de sucção, adequado para recuperação a longa distância, e o fluxo não entra em contacto com o ar comprimido, não ficando assim contaminado.
No entanto, o fluxo pode partir-se e as paredes internas do equipamento podem desgastar-se. Se for utilizado para transporte ao mesmo tempo, a distância de transporte é curta devido à pressão negativa no interior do tanque.
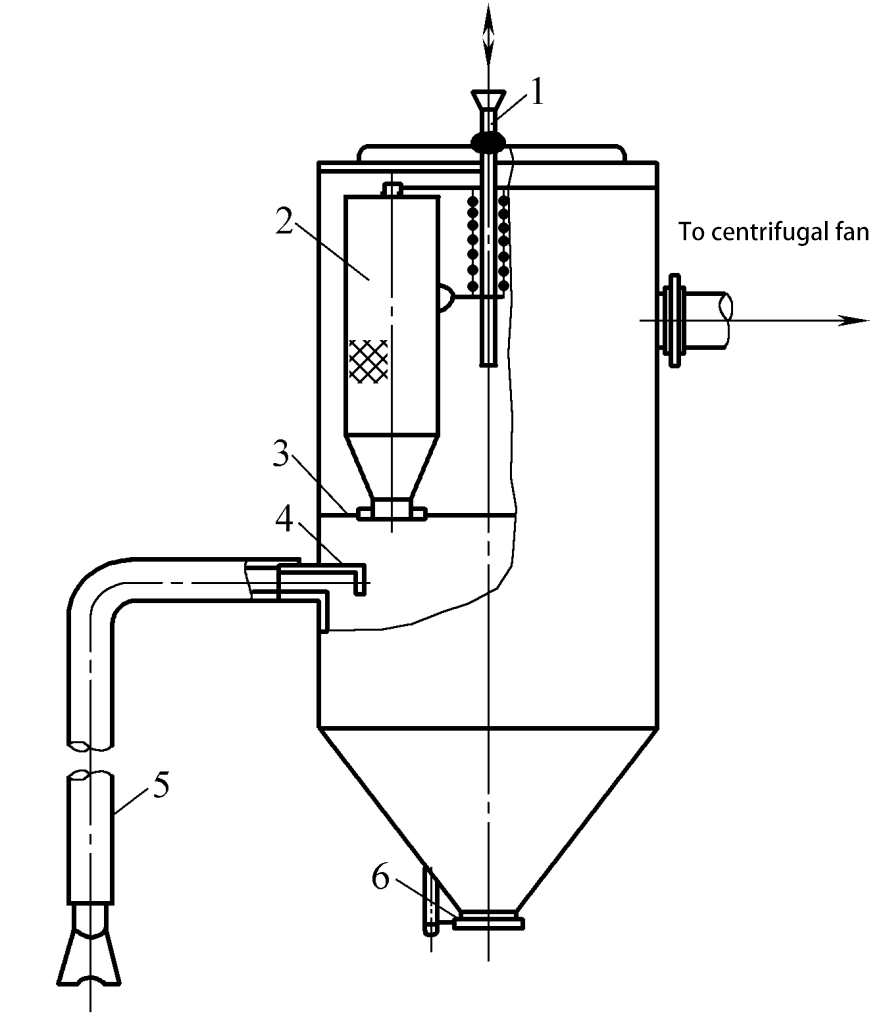
1-Vara de vibração
2-Saco de filtro de poeiras
3-Partição
4-Balde de borracha resistente ao calor
5-Mangueira e bocal
6-Saída de fluxo
(2) Dispositivo de recuperação do fluxo de aspiração pneumática
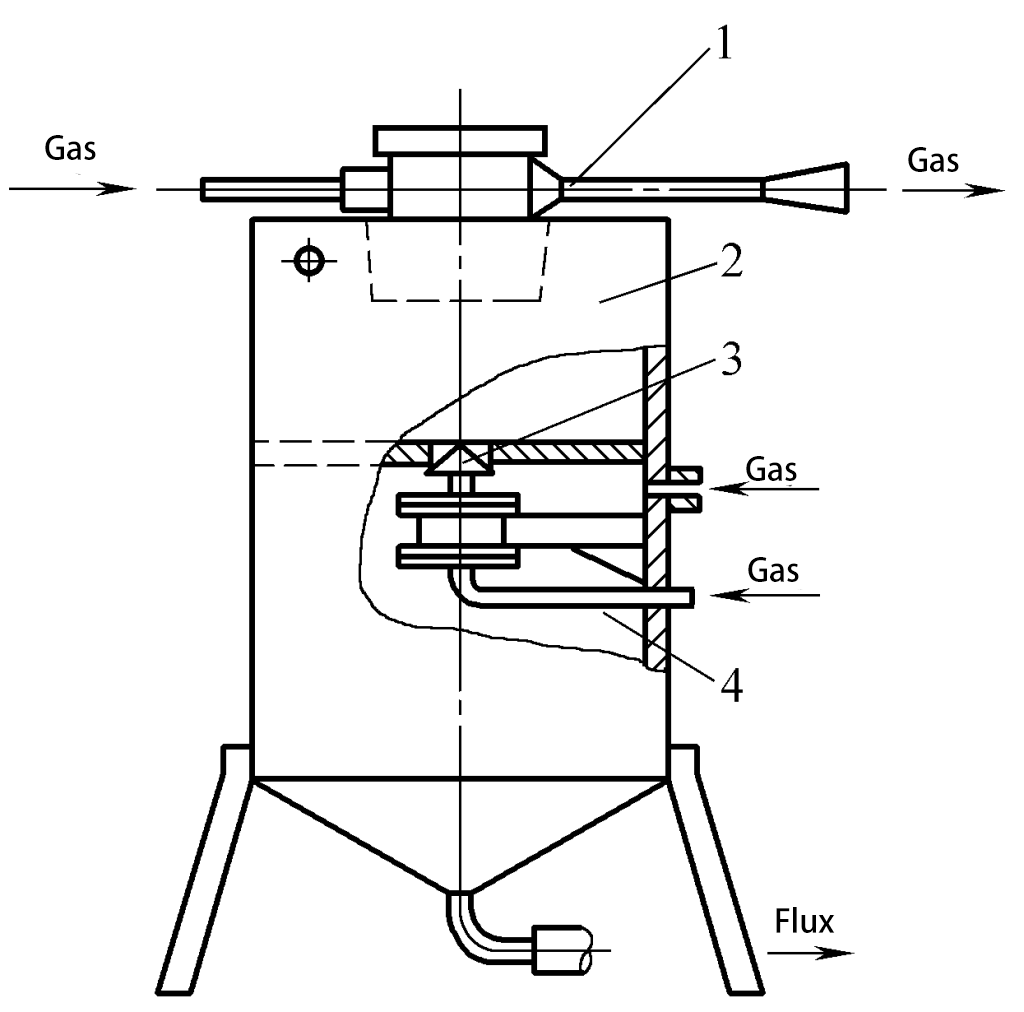
Como se mostra na Figura 3-112, é um dispositivo pneumático de recuperação de fluxo. Utiliza o fluxo de ar ejectado do bocal Laval superior para criar uma pressão negativa no interior do depósito de fluxo selado e o fluxo é transportado para o depósito de armazenamento pelo fluxo de ar.
1-Filtro de malha de cobre
Tubo de sucção de 2-fluxos
3-Entrada de ar comprimido
4-Tubo de injeção
5-Bocal
6-Tubo isotérmico
7-Tubo de expansão
8-Saída de ar comprimido
9-Tubo de libertação
O fluxo não entra em contacto com o ar comprimido e não é contaminado. No entanto, o fluxo também sofre fragmentação e causa desgaste nas paredes internas. Este dispositivo tem uma estrutura simples, recuperação completa do fluxo, e a utilização de ar comprimido de fábrica é muito conveniente. Se for utilizado para transporte ao mesmo tempo, devido à pressão negativa de transporte e à curta distância, é adequado para ser montado diretamente na máquina de soldar.
(3) Dispositivo de recuperação de fluxo de tipo misto
Como se mostra na Figura 3-113, o dispositivo de recuperação de fluxos de tipo misto é constituído por um reciclador de sucção e um transportador de pressão positiva. Quando a válvula pneumática 3 é aberta, o fluxo no reciclador cai no transportador. Assim, o fluxo pode ser continuamente recuperado e periodicamente transportado, obtendo-se uma recuperação e um transporte unificados. Uma vez que o tanque está sob transporte de pressão positiva, o transporte é fiável, adequado para distâncias maiores e mais apropriado para situações fixas.
1-injetor
2-Recuperador
Válvula de 3 vias
4-Transportador
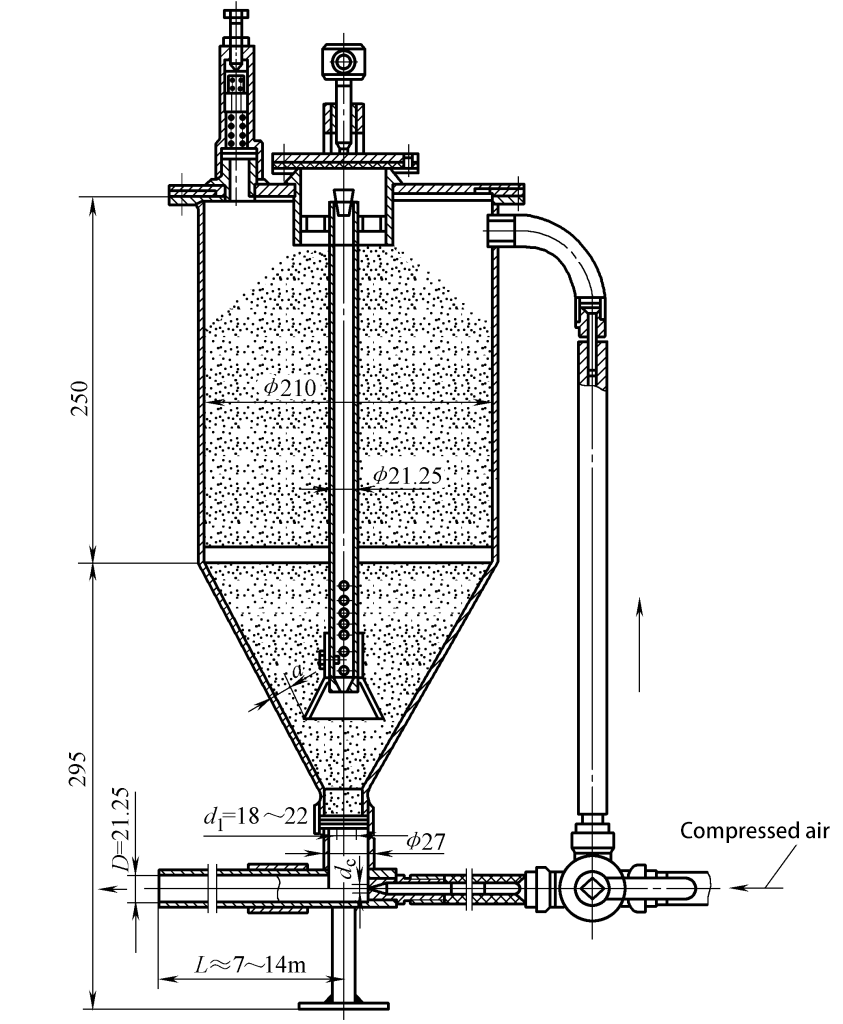
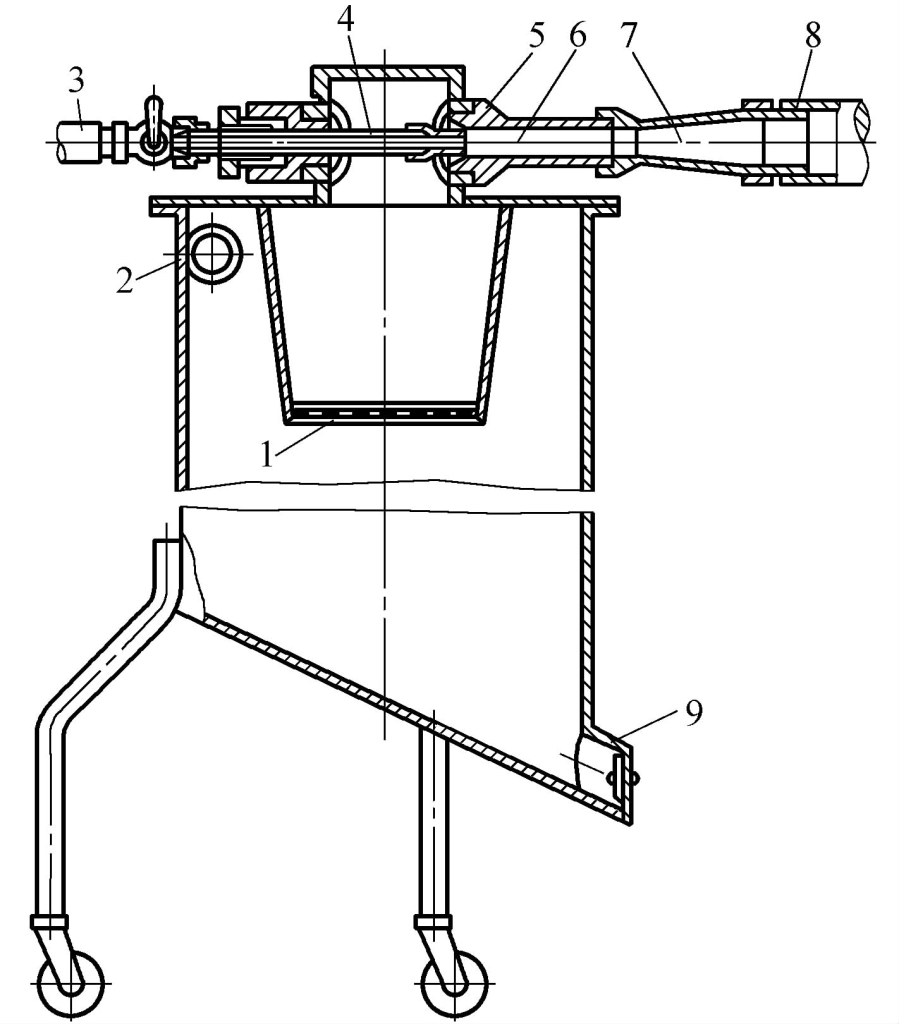
O dispositivo de entrega de fluxo refere-se a um dispositivo especializado para o transporte a longa distância. O seu princípio de funcionamento é apresentado na Figura 3-114. Quando o ar comprimido entra na parte superior do transportador através do tubo de entrada e da válvula redutora de pressão 1, pressuriza o fluxo no cilindro de fluxo e faz com que o fluxo flua juntamente com o ar comprimido através da tubagem para o funil de fluxo da máquina de soldar, ou diretamente para a pistola de soldadura semi-automática. Nesta altura, o fluxo cai e o ar escapa-se pela saída superior.
1-Tubo de admissão e válvula redutora de pressão
Tampa do cilindro de 2-fluxos
3-Redutor
Entrada de 4 fluxos
Saída de 5 fluxos
Amplificador de extremidade de 6 tubos
Para tornar o fornecimento de fluxo mais fiável, pode ser instalado um booster à saída do cilindro de fluxo. Quando a distância de entrega é longa, pode também ser instalado um booster na tubagem de entrega para superar a fricção da tubagem.
Quando se utiliza ar comprimido para transportar fluxo, é necessário instalar um separador ar-água para eliminar a água e o óleo do ar comprimido.
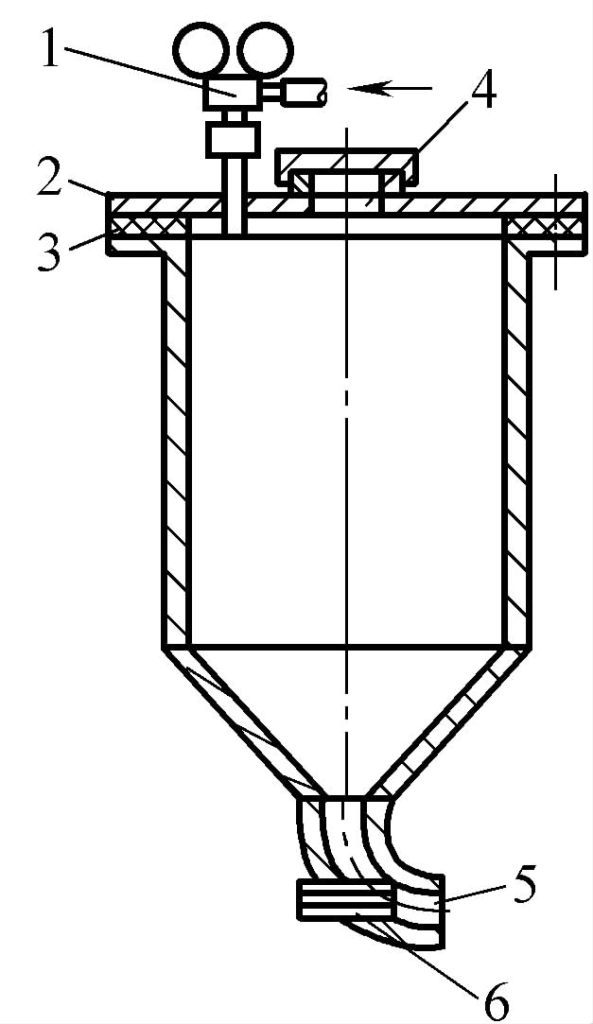
A Figura 3-115 mostra a estrutura de um dispositivo típico de fornecimento de fluxo. Quando o diâmetro do tubo de saída D=21,25mm, tomar a=16mm, d 1 =22mm, d c =8mm, adequado para partículas de fluxo mais grosseiras; quando as partículas de fluxo não são superiores a 2,5mm, D pode ser reduzido para 16mm; quando inferior a 1,5mm, D pode ser 13mm, e outras dimensões são correspondentemente reduzidas.