Equipamento e ferramentas de estampagem profunda: Guia essencial
Como é que as chapas metálicas planas se transformam em formas 3D complexas? O desenho profundo tem a resposta. Este artigo revela o interior...
E se as máquinas nos bastidores pudessem aumentar a eficiência e a precisão no fabrico como nunca antes? Neste artigo, exploramos o equipamento essencial para a estampagem de chapas metálicas, desde o desenrolamento e corte até à dobragem e prensagem. Saiba mais sobre os últimos avanços e como podem otimizar o seu processo de produção, garantindo qualidade e rentabilidade. Mergulhe no mundo das prensas mecânicas, máquinas CNC e ferramentas auxiliares para descobrir as tecnologias que moldam a metalurgia moderna.

A configuração do equipamento de produção de estampagem deve ser considerada de forma holística, tendo em conta as características das peças estampadas e o volume de produção. As peças estampadas dos veículos ferroviários de passageiros caracterizam-se por uma grande variedade e pequenas quantidades.
Por conseguinte, ao configurar o equipamento de produção de estampagem, é necessário ter em conta a satisfação das necessidades de produção da maioria das peças estampadas de fabrico próprio, satisfazendo simultaneamente os requisitos económicos.
Os princípios da configuração equipamento de estampagem para os veículos ferroviários de passageiros são os seguintes
1) O equipamento de produção deve ser capaz de satisfazer as necessidades de fabrico de peças estruturais essenciais relacionadas com a segurança operacional dos veículos ferroviários de passageiros.
2) Dadas as características das múltiplas variedades e da produção em pequenos lotes, é essencial selecionar equipamento versátil e flexível, capaz de executar várias tarefas.
3) No caso de equipamento especializado, como as máquinas de dobragem, devem ser considerados processos alternativos ou, em caso de avaria, o equipamento de substituição deve continuar a produção.
Em seguida, apresentarei o equipamento de estampagem habitualmente utilizado para a produção de peças estampadas para veículos ferroviários de passageiros.
Chapa de aço desenrolamento O equipamento é utilizado para desenrolar materiais em bobinas de aço. O volume de produção de peças estampadas para carruagens de passageiros é pequeno e as especificações das chapas necessárias são diversas, o que torna a aquisição difícil. Se as especificações forem reduzidas, a taxa de utilização do material diminuirá, resultando num aumento dos custos.
Do ponto de vista da redução de custos, é mais económico e razoável comprar materiais em bobina e desenrolá-los internamente.
O equipamento de desenrolamento utilizado pelos fabricantes de veículos ferroviários de passageiros foi concebido para desenrolar materiais em bobina com uma espessura inferior a 6 mm. A Figura 3-13 apresenta a linha de desenrolamento de chapas de aço e o Quadro 3-33 enumera os parâmetros básicos da linha de desenrolamento de chapas de aço.

Tabela 3-33: Parâmetros básicos da linha de desenrolamento de chapas de aço
| Parâmetros | Gama numérica | Unidades |
| Largura da bobina | 500~1500 | mm |
| Espessura da bobina | 1.0~6.0 | mm |
| Massa da bobina | ≤10000 | kg |
| Comprimento de corte | 500~4500 | mm |
| Número de cortes | 20~60 | Horas/Min |
| Precisão do comprimento de corte | ≤±1 | mm |
| Precisão de nivelamento | ≤1 | mm/m |
Este equipamento é utilizado principalmente para preparar a matéria-prima para o processamento subsequente. Para além do equipamento de corte tradicional, nos últimos anos assistiu-se ao aparecimento de dispositivos de corte CNC, tais como cortadores a laser e cortadores de jato de água de alta pressão. Estas inovações integraram as etapas de processamento de chapas planas, permitindo a conclusão do processamento de uma só vez.
A figura 3-14 mostra um CNC tosquia e o Quadro 3-34 apresenta o objetivo e os parâmetros básicos da máquina de corte.
Tabela 3-34: Objetivo e parâmetros básicos do Máquina de cisalhamento
| Número de série | Nome do equipamento | Descrição do equipamento |
| 1 | Máquina de corte de chapa fina CNC | (1) Utilizado para cisalhar e cortar chapas de aço com uma espessura de ≤10mm (2) Espessura máxima de corte: 10 mm para o aço-carbono, 6 mm para o aço inoxidável (3) Comprimento máximo de corte: 4000 mm (4) Equipado com dispositivo anti-torção (5) Equipado com dispositivo de suporte de material à retaguarda (6) O ângulo de corte e a abertura da lâmina podem ser ajustados com controlo CNC |
| 2 | Máquina de corte de chapa grossa CNC | (1) Utilizado para cisalhar e cortar chapas de aço com uma espessura de ≤16mm (2) Espessura máxima de corte: 16 mm para o aço-carbono, 8 mm para o aço inoxidável (3) Comprimento máximo de corte: 4000 mm (4) Equipado com dispositivo de suporte de material à retaguarda (5) O ângulo de corte e a abertura da lâmina podem ser ajustados com controlo CNC |
A Figura 3-15 representa o equipamento de corte e corte em bruto CNC, enquanto o Quadro 3-35 apresenta os tipos de equipamento de corte e os seus parâmetros fundamentais.

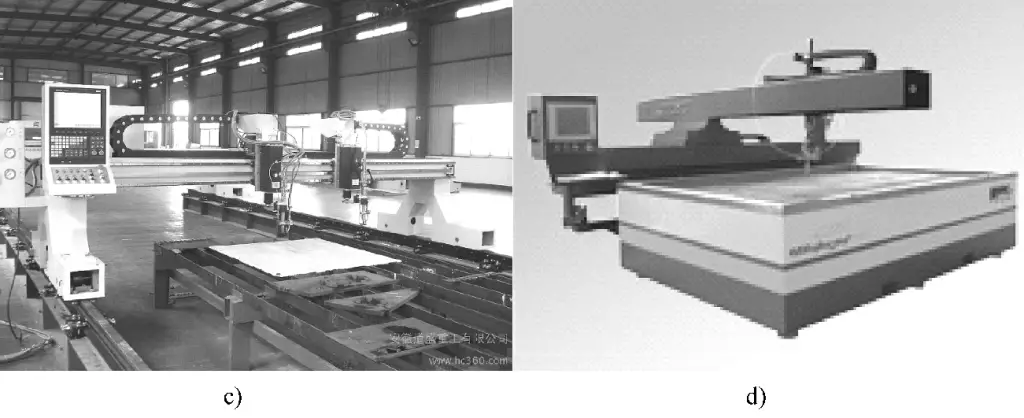
a) Corte a laser máquina
b) Máquina de corte por chama CNC
c) Precisão máquina de corte por plasma
d) Máquina de corte por jato de água de alta pressão
Quadro 3-35 Tipos de equipamento de corte e respectivos parâmetros fundamentais
| Número de série | Nome do equipamento | Descrição do equipamento |
| 1 | Máquina de corte a laser | (1) Utilizado para cortar e esvaziar chapas metálicas com uma espessura ≤ 20 mm (2) Potência de corte ≥ 4kW (3) Mesa de trabalho intermutável de 2m × 4m (4) Espessura de corte: 20mm para chapas de aço carbono, 12mm para chapas de aço inoxidável, 8mm para chapas de liga de alumínio |
| 2 | Máquina de corte por chama CNC | (1) Utilizado para cortar e esvaziar chapas de aço-carbono com uma espessura ≤ 200 mm (2) Mesa de trabalho de 3m × 40m, com estrutura de pórtico múltiplo (3) Capacidade máxima de corte: chapa de aço-carbono com 200 mm de espessura |
| 3 | Máquina de corte a plasma de precisão | (1) Utilizado para cortar e esvaziar chapas de aço com uma espessura ≤ 30 mm (2) Corte a seco com dispositivo de extração de poeiras sincronizado (3) Mesa de trabalho de 3m × 20m (4) Espessura de corte: 30mm para chapas de aço carbono, 20mm para chapas de aço inoxidável |
| 4 | Máquina de corte a água de alta pressão | (1) Utilizado para cortar e esvaziar chapas de liga de alumínio com uma espessura ≤ 300 mm (2) Espessura máxima de corte: 300 mm (3) Mesa de trabalho de 2m × 4m |
A Figura 3-16 representa a máquina de nivelamento de chapas de aço, enquanto a Tabela 3-36 fornece os parâmetros funcionais básicos da máquina de nivelamento. Devido à irregularidade das matérias-primas das chapas de aço ou à deformação durante o processamento, é necessário efetuar o nivelamento.

a) Nivelador de placas finas de 19 rolos
b) Nivelador de placa espessa
Tabela 3-36: Parâmetros funcionais básicos das máquinas de nivelamento
| Número de série | Nome do equipamento | Descrição do equipamento |
| 1 | Nivelador de placa fina | (1) Utilizado para placas de nivelamento com uma espessura de 0,5~8mm (2) A largura máxima de nivelamento é de 1500 mm (3) O comprimento mínimo de nivelamento é de 100 mm (4) A precisão de nivelamento é de 1 mm/m (5) O limite máximo de elasticidade da chapa de aço para nivelamento é de 800MPa |
| 2 | Nivelador de placa grossa | (1) Utilizado para placas de nivelamento com uma espessura de 6~22mm (2) A semi-largura máxima de nivelamento é de 2000 mm (3) O comprimento mínimo de nivelamento é de 400 mm (4) A precisão de nivelamento é de 1 mm/m (5) O limite máximo de elasticidade da chapa de aço para nivelamento é de 800MPa |
| 3 | Máquina de endireitar | (1) Utilizado para endireitar vários tipos de aço (2) A força nominal é de 2000kN |
A Tabela 3-37 apresenta os parâmetros das prensas mecânicas. Estas prensas são utilizadas principalmente para operações de puncionamento e conformação. Com base nos tipos de peças de estampagem para veículos ferroviários, estão equipados principalmente cinco tipos de prensas.
Tabela 3-37: Parâmetros das prensas mecânicas
| Item | Unidades | Tipo de equipamento | |||||
| JC21 - Prensa 160A | J36 - 250 Press | Prensa de 500t | Imprensa 2000t | Prensa de fricção 100t | |||
| Força nominal | kN | 1600 | 2500 | 5000 | 20000 | 1000 | |
| Gama de cursos de deslizamento | mm | 160 | 400 | 500 | 630 | 300 | |
| Comprimento de ajuste do engate | mm | 130 | 220 | 200 | 270 | ||
| Frequência do curso de deslizamento | cursos/min | 50 | 17 | 9 | 6 | 18 | |
| Distância do centro da corrediça à cama (profundidade da garganta) | mm | 380 | |||||
| Distância entre guias | mm | 800 | 1085 | ||||
| Distância da parte inferior da guia à mesa de trabalho | mm | 620 | 600 | 1340 | 920 | 500×500 | |
| Dimensões da mesa de trabalho | Corrediça superior | mm | 440×600 | 1000×2300 | 1440×1800 | 1700×3710 | |
| Mesa de trabalho | mm | 710×1120 | 1250×2450 | 1505×1800 | 1900×4000 | ||
| Almofada de ar | Quantidade | mm | 3 | 2 | 2 | 3 | |
| Força de cada almofada de ar | kN | 65 | 300 | 300 | 3000 | ||
| Acidente vascular cerebral | mm | 200 | 250 | 200 | 250 | ||
| Altura de fecho da ferramenta permitida | mm | 190~320 | 225~445 | 410~600 | 375~645 | 120~420 | |
| Tamanho do furo da pega | mm | Φ80 | |||||
| Tamanho da barra de suporte padrão castanha ou da barra de suporte | mm | Φ35 ×L | Φ48 | Φ58 × L | |||
As máquinas de dobragem CNC são o equipamento mais utilizado na produção de peças estampadas para veículos ferroviários de passageiros, com mais de 80% de peças moldadas a serem moldadas nestas máquinas.
A Figura 3-17 ilustra uma máquina de dobra CNC, enquanto a Tabela 3-38 fornece os parâmetros para ela. Um ponto a ser observado é que a máquina possui um formato de eixo CNC 3+2, o que significa que o medidor traseiro possui dois eixos, exigindo não apenas movimentos para frente e para trás, mas também movimentos para cima e para baixo controlados por CNC.
Para as máquinas de dobragem com um comprimento de mesa de trabalho superior a 3 metros, o número de blocos de posicionamento do calibre posterior deve ser de três ou mais.
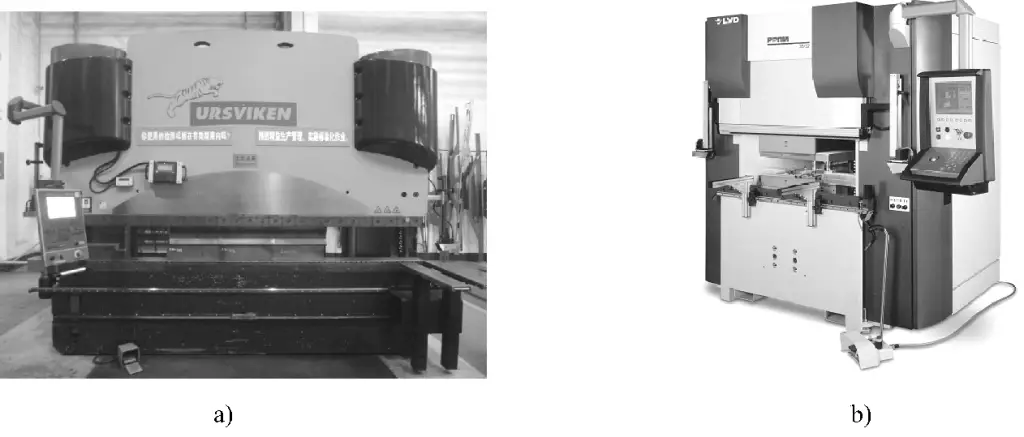
a) Máquina de dobragem CNC de 3200kN
b) Máquina de dobragem CNC de 800kN
Tabela 3-38 Parâmetros da máquina de dobragem CNC (Produtos da Huangshi LVD Company)
| Modelo da máquina | 80/3200 | 160/3200 | 320/4000 | 400/4000 |
| Força nominal/kN | 800 | 1600 | 3200 | 4000 |
| Comprimento de dobragem/mm | 3200 | 3200 | 3200 | 4000 |
| Espaçamento da coluna/mm | 2700 | 2700 | 2700 | 3500 |
| Profundidade da garganta/mm | 400 | 400 | 400 | 500 |
| Deslocação do cursor/mm | 170 | 170 | 170 | 200 |
| Altura da mesa/mm | 800 | 800 | 800 | 800 |
| Altura de montagem da matriz/mm | 600 | 600 | 600 | 600 |
| Potência do motor principal/kw | 5.5 | 11 | 18.5 | 22.5 |
| Número de cilindros de compensação | 3 | 3 | 3 | 4 |
| Número de eixos de controlo | 3+2 | 3+2 | 3+2 | 3+2 |
| Curso do eixo X do medidor traseiro/mm | 500 | 500 | 500 | 500 |
| Medidor de dorso Velocidade do eixo X/(mm/s) | 200 | 200 | 200 | 200 |
A Figura 3-18 mostra uma Prensa de punção de torre CNCe a Tabela 3-39 apresenta alguns dos seus parâmetros técnicos. A prensa de punção de torre CNC é usada principalmente para puncionar, cortar, formar e flangear chapas metálicas com menos de 5 mm de espessura.

Tabela 3-39 Parâmetros parciais da prensa de punção de torre CNC
| 1 | Tamanho da tabela | 2500mm×1250mm |
| 2 | Espessura máxima da folha de perfuração | 8 mm |
| 3 | Máximo Força de perfuração | 220kN |
| 4 | Frequência máxima de perfuração (E=1mm) | 1400 vezes/min |
| 5 | Área de instalação | 6760mm×6100mm |
A Figura 3-19 mostra a máquina de enformação por estiramento V75 CNC produzida pela empresa americana CYRILBATH. É utilizada principalmente para formar perfis de grande raio de curvatura, tais como vigas de teto de carruagens de passageiros. Trata-se de um dispositivo de quinagem especializado. A Tabela 3-40 apresenta as suas especificações técnicas.
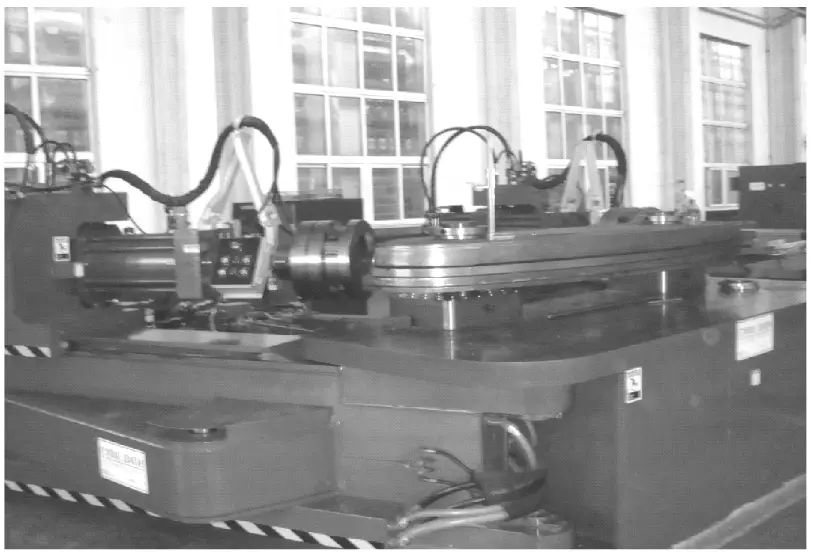
Tabela 3-40: Especificações técnicas da máquina esticadora CNC V75
| Artigos | Especificações técnicas |
| Força de tração máxima do cilindro de estiramento da máquina | 750kN |
| Força de tração mínima do cilindro de estiramento da máquina | 50kN |
| Rotação da braçadeira | ±180° (ajuste manual) |
| Distância máxima entre duas abraçadeiras | 7000mm |
| Distância mínima entre duas abraçadeiras | 1000mm |
| Curso máximo do cilindro de estiramento | 762 mm |
| Velocidade máxima do cilindro de estiramento | Até 762 mm/min |
| Ângulo máximo de oscilação do cilindro de estiramento | ±28° |
| Ângulo de oscilação do braço | +10°~ -90° |
| Gama de velocidades de formação | (0.5°~3°) /s |
| Velocidade de retorno | 3°/s |
| Distância do solo à superfície da mesa de trabalho do molde | 978mm |
| Distância do centro da braçadeira à superfície da plataforma de montagem do molde | 267 mm |
| Requisitos da fonte de alimentação | 380V trifásico, 50Hz |
| Modo de controlo do processo de dobragem | Controlo de posição e controlo de força |
| Diâmetro interno da braçadeira | Φ250mm |
Também conhecida como máquina de moldagem universal (Figura 3-20), a máquina de moldagem por martelo elétrico é utilizada principalmente para dobrar e moldar determinados perfis, formar peças do tipo pele e ajustar algumas peças dobradas. O modelo de equipamento selecionado é o KF665, com as seguintes capacidades de trabalho:

Para além dos dispositivos acima mencionados, existem também várias peças de equipamento auxiliares, incluindo principalmente máquinas de perfuração, equipamento de limpeza com jato de areia e granalha e ferramentas de corte manuais. Consultar a Tabela 3-41.
Tabela 3-41: Equipamento auxiliar
| Número de série | Nome do equipamento | Objetivo |
| 1 | Máquina de perfuração | Utilizada para efetuar furos em peças estampadas |
| 2 | Equipamento de granalhagem, jato de areia e revestimento | Utilizado para jato de areia, jato de areia e remoção de ferrugem de placas de aço carbono antes do processamento e aplicação de uma camada de primário anti-corrosão na superfície |
| 3 | Ferramentas de corte manuais | Corte manual com cortadores de plasma a ar ou máquinas de corte por chama |
| 4 | Equipamento de rebarbação | Após os processos de corte e perfuração, as peças podem apresentar rebarbas. Este equipamento é utilizado para retificar e remover rebarbas de peças planas. |