Grundlagen des Rohrbiegens: Eine Kurzanleitung
Haben Sie sich schon einmal gefragt, wie komplexe Rohrformen für Fahrräder oder Möbel hergestellt werden? Rohrbiegen ist die Kunst, Metall zu formen...

Der Dorn ist ein wichtiger Bestandteil der Kernbiegevorrichtung. Seine Aufgabe ist es, die Rohrwand von der Innenseite des Rohrrohlings her abzustützen, um zu verhindern, dass sich der Querschnitt des Rohrs verzieht und die Rohrwand Falten wirft. Beim so genannten Kernbiegen hat das zu biegende Rohr einen relativ kleinen Biegeradius R/D oder eine relativ geringe Wandstärke t/D. Um qualitativ hochwertige Rohrteile zu erhalten, wird während des Biegevorgangs ein geeigneter Dorn in das Innere des Rohrs eingeführt, um eine Abflachung und Faltenbildung am Bogen während des Biegens zu verhindern (siehe Abbildung 4-36).
Für das Kaltbiegen ist es sehr wichtig, die Art des Dorns vernünftig auszuwählen und die richtige Methode der Anwendung zu beherrschen. Es gibt viele Arten von Biegedornen, im Allgemeinen können die Biegedorne in zwei Hauptkategorien unterteilt werden: der starre Biegedorn (siehe Abbildung 4-36a, b) und der flexible Biegedorn (siehe Abbildung 4-36c, d, e und f).
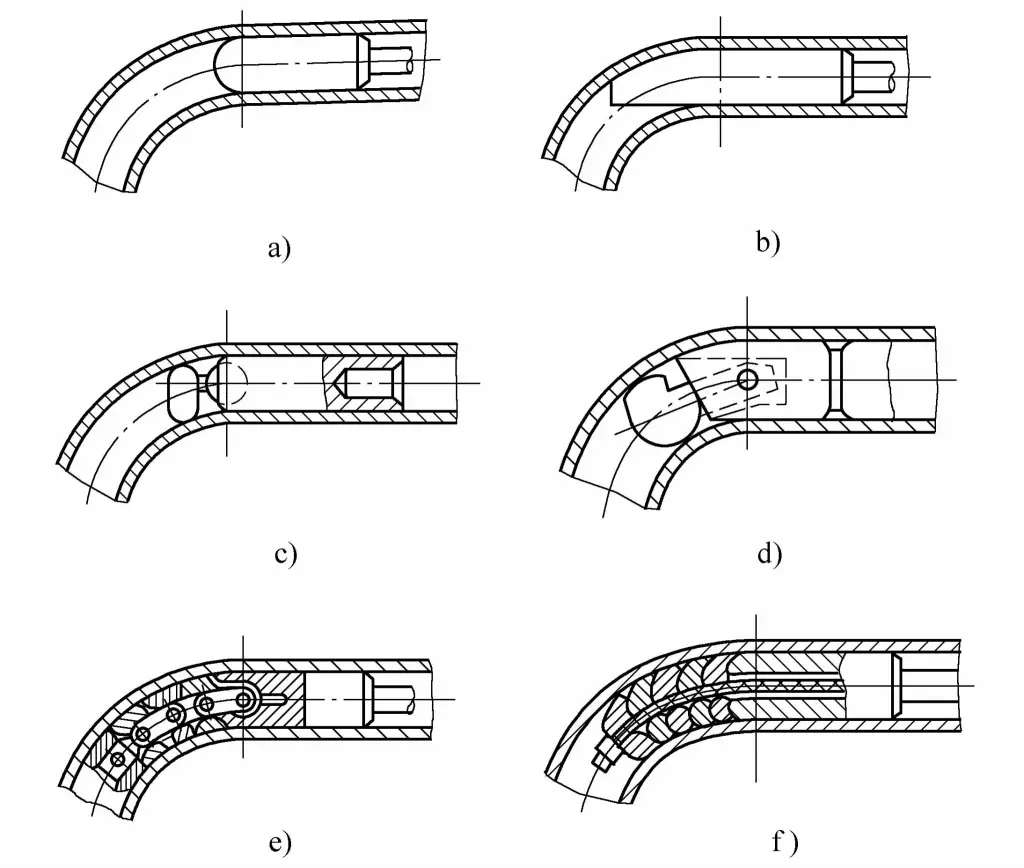
a) Rundkopfdorn
b) Löffeldorn
c) Einfacher Kugeldorn (Pfannentyp)
d) Einzelkugeldorn (Stifttyp)
e) Mehrkugeliger Dorn (Gliederdorn)
f) Mehrkugel-Dorn (biegsame Welle)
Der Rundkopfdorn hat eine einfache Form und ist leicht zu fertigen. Aufgrund der kleinen Kontaktfläche zwischen dem Dorn und der Rohrwand ist die Wirkung zur Verhinderung von Querschnittsverformungen jedoch gering, weshalb er in der Regel zum Biegen von Rohrteilen mit geringen Anforderungen verwendet wird. Der Dorn wird üblicherweise aus dem Material 3Cr2W8V hergestellt, mit einer Wärmebehandlungshärte von 52~56HRC.
Der löffelförmige Dorn hat eine größere Auflagefläche für die gebogene äußere Seitenwand, wodurch eine Querschnittsverformung wirksamer verhindert wird als beim Rundkopfdorn; außerdem hat er eine gewisse Anti-Falten-Wirkung und ist einfacher herzustellen. Er wird in der Regel für gebogene Rohrformstücke mit kleinerem Durchmesser, mittlerer Wandstärke und relativem Durchmesser verwendet. Biegeradius R/D≈2. Das Material und die Wärmebehandlungshärte des Dorns sind die gleichen wie bei den Rundkopfdornen.
Der Ein-Kugel-Dorn (Kugelpfanne Typ, Stift-Typ) kann ein gewisses Maß um den Montage-Drehpunkt drehen, kann tiefer in die Biegeverformung Zone eindringen, und hat eine bessere Anti-Verzerrungs-Effekt, in der Regel für gebogene Rohrstücke mit einem Durchmesser (D≤37mm) nicht groß verwendet. Das Material des Dorns ist 45 Stahl (abgeschreckt 44~48HRC) oder GCr15 (abgeschreckt 179~207HBS), wenn Edelstahlrohre gebogen werden, sollte Aluminiumbronze zur Herstellung des Dorns verwendet werden.
Der kettenförmige Mehrkugel-Dorn besteht aus Stützkugeln und Gliedern und kann nur innerhalb einer einzigen Biegeebene schwingen. Da sie tief in die Biegeverformungszone eindringen und sich zusammen mit dem Knüppel biegen kann, hat sie eine gute Wirkung bei der Vermeidung von Querschnittsverformungen.
Der Mehrkugeldorn mit flexibler Wellel wird durch Aneinanderreihen mehrerer schalenförmiger Kugeln mit einer flexiblen Welle hergestellt, die in jede Richtung im Raum schwingen kann, geeignet für dünnwandige Rohrverbindungen von Einzel-, Mehrfach- und räumlichen Biegeumformung.
Beim Biegen von Rohren mit einem Mehrkugeldorn kann der Dorn auch dazu verwendet werden, die Rohrformstücke zu richten, während sie nach dem Biegen vom Hydraulikzylinder herausgezogen werden. Der Hauptnachteil des Mehrkugeldorns besteht darin, dass seine Herstellung mühsam ist und die Anforderungen an das Material und die Wärmebehandlung des Dorns die gleichen sind wie die des Einkugeldorns.
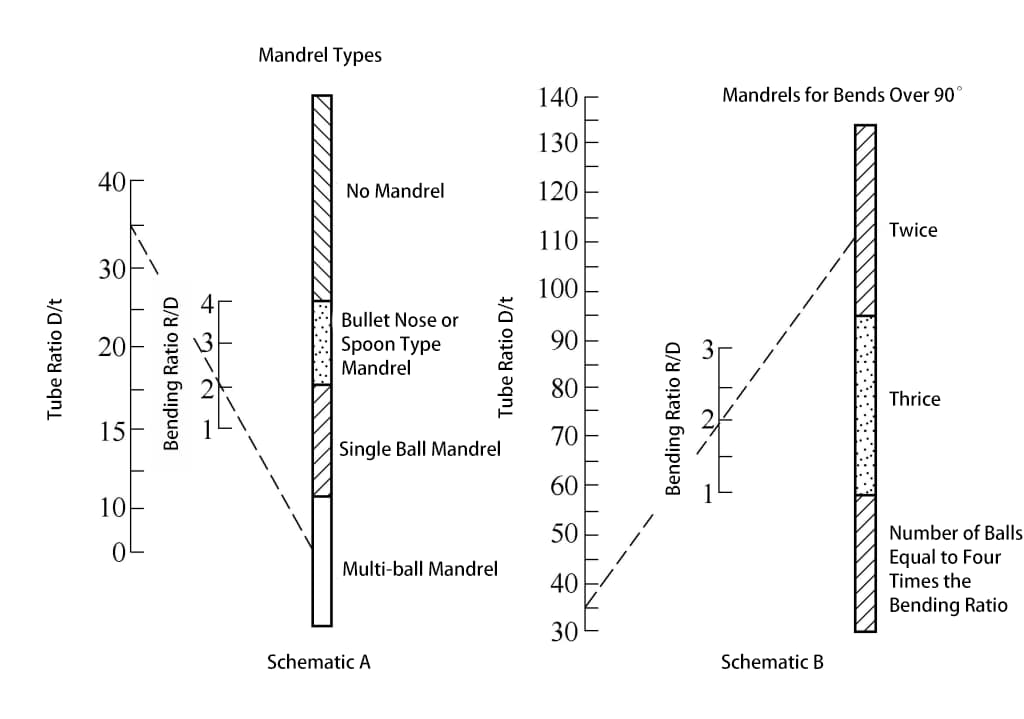
Für verschiedene Biegeverfahren sollten unterschiedliche Arten von Biegedornen verwendet werden. Beim Pressbiegen und Wickelbiegen werden meist starre Dorne verwendet, und der Kopf des Dorns ist halbkugelförmig oder hat eine andere gekrümmte Form. Ob ein Dorn zum Biegen benötigt wird und welche Art von Dorn zu verwenden ist, lässt sich anhand von Abbildung 4-37 feststellen.
Für Rohre mit dem gleichen Außendurchmesser D und der gleichen Wanddicke t wird beim Biegen verschiedener Bogenradien R aufgrund des unterschiedlichen relativen Biegeradius R/D, der relativen Wanddicke t/D und des Biegewinkels α die Wahl des Kernlochstechverfahrens in Tabelle 4-9 dargestellt.
Tabelle 4-9 Dornstechverfahren
| Relative Wanddicke t/D | Relativer Krümmungsradius R/D | |||||||||
| 1 | 1.5 | 2 | 2.5 | 3 | ||||||
| 90° | 180° | 90° | 180° | 90° | 180° | 90° | 180° | 90° | 180° | |
| 0.1 | H | H | H | H | H | H | H | H | N | N |
| 0.05 | H | H | H | H | H | H | H | H | N | N |
| 1/3 | F-2 | F-3 | F-2 | F-3 | F-2 | F-2 | F-3 | F-2 | H | H |
| 0.025 | F-3 | F-3 | F-3 | F-3 | F-3 | F-3 | F-2 | F-2 | H | H |
| 0.02 | F-3 | F-4 | F-3 | F-4 | F-2 | F-3 | F-2 | F-3 | F-2 | F-2 |
| 1/6 | F-4 | F-5 | F-4 | F-5 | F-3 | F-4 | F-3 | F-4 | F-2 | F-3 |
| 1/7 | F-4 | F-5 | F-4 | F-5 | F-3 | F-4 | F-3 | F-4 | F-3 | F-4 |
Anmerkung:
Auch wenn die Form des Dorns festgelegt ist, kann sie keine Garantie für das Biegen von Rohren hoher Qualität sein. Das Spaltmaß zwischen dem Dorn und dem Innendurchmesser des Rohrs ist ebenfalls ein wichtiger Faktor, der die Qualität der Biegung beeinflusst. Ist der Durchmesser des Kugelgelenks des Dorns zu klein, kann die Innenseite des Rohrs beim Biegen wellenförmige Falten bilden, und es kann auch nicht verhindert werden, dass sich die Außenseite des Bogens abflacht; ist der Durchmesser zu groß oder ist der Außendurchmesser des Kugelgelenks nicht glatt genug, kann die Rohrwand beschädigt werden, und die Außenseite des Rohrbogens kann sich ausbeulen oder sogar platzen.
Die Wahl eines angemessenen Dorndurchmessers und die Sicherstellung einer ausreichenden Schmierung sind unabdingbar für die Gewährleistung der Qualität der Rohrbiegen. Die Größe des Rundkopfdorns und seine Arbeitsstellung im Rohr sind in Abbildung 4-38 dargestellt.
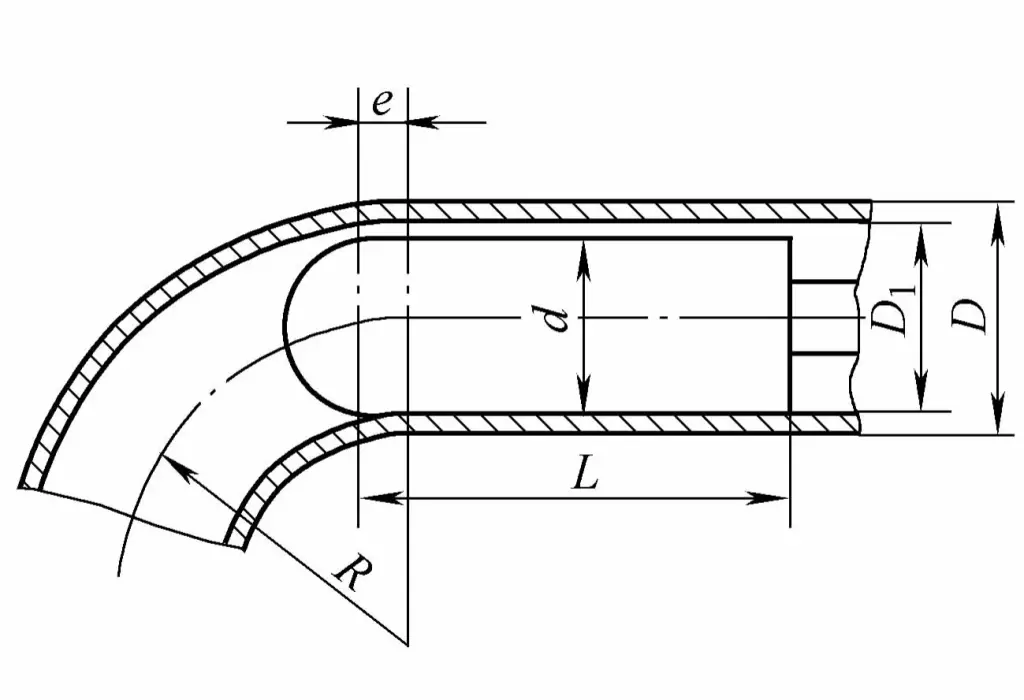
Um den Dorn reibungslos in den Rohrrohling einzuführen, sollte der Durchmesser d des Dorns im Allgemeinen 0,5 bis 1,5 mm kleiner sein als der Innendurchmesser des Rohrrohlings, nämlich
d = D 1 – (0.5 ~ 1.5)
Die zylindrische Länge L des Dorns beträgt
L = (3 ~ 5)d
Wenn der Durchmesser d des Dorns groß ist, nehmen Sie einen kleineren Wert, andernfalls nehmen Sie einen größeren Wert.
Die Arbeitsposition des Dorns sollte einen bestimmten Abstand e vor der Biegemittellinie liegen. Der Vorlaufabstand sollte jedoch nicht zu groß sein, da ein zu großer Vorlauf zu einer starken Dehnung der Außenwand des Rohrrohlings während des Biegens führen kann, was die Ausdünnung erhöht und leicht zu einem Bruch führt. Wird der Dorn zu weit hinten positioniert, kann die Innenwand des Rohrrohlings instabil werden und sich beim Biegen falten, wodurch der Querschnitt stark verzerrt wird und die vorgesehene Funktion des Dorns nicht erfüllt werden kann.
Im Allgemeinen sollte die Größe von e auf der Grundlage des Knüppeldurchmessers, des Biegeradius und der Spaltgröße zwischen dem Knüppelinnendurchmesser und dem Dorn bestimmt und dann entsprechend der tatsächlichen Produktionssituation angepasst werden. Der Wert von e kann nach folgender Formel berechnet werden
Wo