Schritt-für-Schritt-Anleitung für die Auswahl des richtigen Planfräsers
Wenn es darum geht, Ihre Fräsarbeiten zu optimieren, kann die Wahl des richtigen Planfräsers den Unterschied zwischen...
Schweißen ist ein kompliziertes Handwerk, das Präzision, Wissen und die richtigen Parameter erfordert, um optimale Ergebnisse zu erzielen. Haben Sie schon einmal mit der Wahl des richtigen Schweißstroms für unterschiedliche Metallstärken gekämpft oder sich über den idealen Elektrodendurchmesser für Ihr Projekt Gedanken gemacht? Diese Entscheidungen sind von entscheidender Bedeutung, da sie sich erheblich auf den Einbrand der Schweißnaht und die Gesamtqualität auswirken. In diesem Artikel gehen wir auf die Besonderheiten von Schweißstrom, Elektrodendurchmesser und Metalldicke ein und stellen Ihnen detaillierte Richtlinien und technische Referenzen zur Verfügung, um Ihre Schweißkenntnisse zu verbessern. Am Ende werden Sie mit dem Wissen ausgestattet sein, das Sie benötigen, um fundierte Entscheidungen zu treffen und sicherzustellen, dass Ihre Schweißnähte sowohl stabil als auch ästhetisch ansprechend sind. Sind Sie bereit, die Kunst der Auswahl der perfekten Schweißparameter zu beherrschen? Dann nichts wie los!
Der Schweißstrom, der in Ampere (A) gemessen wird, ist der Fluss der elektrischen Ladung durch den Schweißstromkreis während des Schweißvorgangs. Er ist ein kritischer Parameter, der die im Lichtbogen erzeugte Wärmemenge beeinflusst, die für das Schmelzen der Grund- und Zusatzwerkstoffe erforderlich ist, um deren Verschmelzung zu erleichtern. Die richtige Wahl des Schweißstroms wirkt sich direkt auf den Einbrand, die Wulstform und die Gesamtqualität der Schweißnaht aus.
Die Stromstärke, die oft synonym mit dem Schweißstrom verwendet wird, bestimmt die Geschwindigkeit, mit der die Elektronen durch den Schweißstromkreis fließen. Eine höhere Stromstärke führt zu einer stärkeren Wärmeentwicklung, die den Einbrand und die Auftragungsrate erhöht, während eine niedrigere Stromstärke für dünne Materialien geeignet ist, um ein Durchbrennen zu vermeiden, bei dickeren Materialien jedoch zu einem unzureichenden Einbrand führen kann.
Der Schweißstrom hat einen erheblichen Einfluss auf die Eindringtiefe und das Ausmaß der Verschmelzung zwischen den Grundmetallen. Höhere Schweißströme erhöhen die Eindringtiefe, schaffen eine stärkere metallurgische Verbindung und verbessern die Verbindungsfestigkeit. Ein zu hoher Strom kann jedoch zu einem Durchbrand führen, bei dem das Schweißbad zu tief eindringt, wodurch die strukturelle Integrität der Schweißnaht beeinträchtigt werden kann.
Optimale Schweißstromeinstellungen tragen zu einer glatten, ästhetisch ansprechenden Schweißraupe bei. Im Gegensatz dazu kann ein zu hoher Strom Fehler wie übermäßige Spritzer, Unterschneidungen und ein raues Aussehen der Schweißraupe verursachen. Beim Widerstandspunktschweißen von verzinktem Stahl können höhere Ströme zinkreiche Bereiche und vermehrte Spritzer verursachen, was die optische und strukturelle Qualität der Schweißnaht beeinträchtigt.
Die durch den Schweißstrom erzeugte Wärme beeinflusst das Gefüge der Schweißzone. Höhere Ströme können zu einem gröberen Korngefüge führen, was mechanische Eigenschaften wie die Zugfestigkeit beeinträchtigen kann. Die richtige Steuerung des Schweißstroms ist entscheidend für die Erzielung eines feinen, gleichmäßigen Gefüges, das die Festigkeit und Haltbarkeit der Schweißnaht erhöht.
Die Wahl des richtigen Schweißstroms hängt von der Dicke des Grundmaterials ab. Die folgende Tabelle enthält einen allgemeinen Leitfaden für die Einstellung des Schweißstroms in Abhängigkeit von der Metalldicke für gängige Schweißverfahren:
| Metalldicke (Zoll) | Schweißstrom (Ampere) |
|---|---|
| 0.125 | 50-100 |
| 0.250 | 100-200 |
| 0.375 | 200-300 |
| 0.500 | 250-350 |
| 0.750 | 300-400 |
Diese Werte dienen als Ausgangspunkt und müssen je nach den spezifischen Schweißbedingungen, den Materialeigenschaften und den gewünschten Schweißeigenschaften möglicherweise angepasst werden. Es ist wichtig, Probeschweißungen durchzuführen und die aktuellen Einstellungen fein abzustimmen, um optimale Ergebnisse zu erzielen.
Die Kenntnis des Schweißstroms und seiner Auswirkungen auf den Schweißprozess ist von grundlegender Bedeutung, um qualitativ hochwertige Schweißnähte zu erzielen. Durch die Auswahl des richtigen Stroms für die Materialstärke und die Schweißbedingungen können Schweißer die Schweißnaht verbessern, Fehler minimieren und die strukturelle Integrität der Schweißnähte sicherstellen.
Der Elektrodendurchmesser bezieht sich auf die Dicke der Schweißelektrode und ist für die Gewährleistung einer qualitativ hochwertigen Schweißnaht von wesentlicher Bedeutung. Die Wahl des richtigen Elektrodendurchmessers ist entscheidend für die Erzielung eines stabilen Lichtbogens, die Verringerung von Spritzern, die Gewährleistung einer effizienten Abschmelzleistung und die Bereitstellung einer angemessenen Wärmezufuhr für einen optimalen Einbrand und eine optimale Schweißnahtfestigkeit.
Die Wahl des richtigen Elektrodendurchmessers hängt in erster Linie von der Dicke des zu schweißenden Metalls ab. Hier sind einige allgemeine Richtlinien:
Für Materialien mit einer Dicke von bis zu 3,2 mm (1/8 Zoll):
Für Materialien mit einer Dicke von mehr als 1/4 Zoll (6,35 mm):
Der Elektrodendurchmesser hat direkten Einfluss auf den für eine optimale Leistung erforderlichen Schweißstrom. Größere Elektroden benötigen höhere Ströme, um genügend Wärme für das Schmelzen und Verschmelzen zu erzeugen, während kleinere Elektroden mit niedrigeren Strömen arbeiten, um Überhitzung und Durchbrennen zu vermeiden. Hier erfahren Sie, wie sich der Elektrodendurchmesser auf diese Parameter auswirkt:
Die folgende Tabelle enthält einen Leitfaden für die Auswahl des Elektrodendurchmessers in Abhängigkeit von der Metalldicke:
| Dicke des Metalls | Elektroden-Durchmesser | Schweißstrom |
|---|---|---|
| Bis zu 1/8 | 1/16 – 3/32 | 40-90 |
| 1/8 bis 1/4 | 3/32 – 1/8 | 70-130 |
| Über 1/4 | 1/8 – 5/32 | 100-200 |
Diese Werte dienen als Ausgangspunkt und müssen je nach den spezifischen Schweißbedingungen und Materialeigenschaften möglicherweise angepasst werden. Die Durchführung von Probeschweißungen und die Feinabstimmung der Parameter können helfen, die gewünschte Schweißqualität zu erreichen.
Die Metalldicke ist ein entscheidender Faktor beim Schweißen, der die Wahl der Schweißparameter und -techniken beeinflusst. Sie spielt eine wichtige Rolle bei der Bestimmung der Wärmezufuhr, der Schweißgeschwindigkeit und der allgemeinen Schweißqualität. Das Wissen um die Anpassung der Schweißparameter in Abhängigkeit von der Metalldicke ist für das Erzielen starker und fehlerfreier Schweißnähte unerlässlich.
Die Stromstärke, d. h. der Schweißstrom, muss an die Dicke des Metalls angepasst werden. Als Faustregel gilt, dass je 0,001 Zoll Metalldicke etwa 1 Ampere Schweißstrom erforderlich ist; zum Beispiel erfordert das Schweißen eines 0,125 Zoll dicken Metalls normalerweise etwa 125 Ampere. Bei dickeren Metallen ist eine höhere Stromstärke erforderlich, um genügend Wärme für eine ordnungsgemäße Verschmelzung zu gewährleisten, während bei dünnen Metallen eine geringere Stromstärke erforderlich ist, um ein Durchbrennen zu vermeiden.
Die Spannung wirkt sich auf die Lichtbogenlänge und folglich auf die Wulstform aus. Eine höhere Spannung erzeugt einen längeren Lichtbogen und damit einen breiteren und flacheren Wulst, was bei dickeren Metallen von Vorteil ist. Umgekehrt führt eine niedrigere Spannung zu einem kürzeren Lichtbogen und einem schmaleren Wulst, was bei dünnen Metallen einen übermäßigen Wärmeeintrag verhindert. Die Ermittlung der optimalen Spannung ist der Schlüssel zur Aufrechterhaltung eines stabilen Lichtbogens und zur Erzielung der gewünschten Schweißprofile.
Beim MIG-Schweißen sollten der Durchmesser des Schweißdrahtes und seine Vorschubgeschwindigkeit in Abhängigkeit von der Metalldicke gewählt werden. Größere Drahtdurchmesser eignen sich für dickere Metalle und bieten höhere Abschmelzraten und einen tieferen Einbrand. Die Drahtvorschubgeschwindigkeit hat ebenfalls Einfluss auf die Schweißeigenschaften; höhere Geschwindigkeiten können die Abschmelzleistung erhöhen, aber die Einbrandtiefe verringern, so dass ein sorgfältiges Abwägen erforderlich ist.
Die Art des beim Schweißen verwendeten Schutzgases hängt auch von der Metalldicke ab. So wird beispielsweise für dünnes Aluminium in der Regel reines Argon verwendet, während für dickeren Stahl eine Mischung aus Argon und CO2 bevorzugt wird. Die Wahl des Schutzgases wirkt sich auf die Stabilität des Lichtbogens, den Einbrand und die allgemeine Schweißqualität aus.
Das Schweißen von dünnen Metallen erfordert eine genaue Kontrolle der Schweißparameter, um Durchbrennen und Verzug zu vermeiden. Zu den wichtigsten Praktiken gehören:
Bei dickeren Metallen ist es wichtig, eine ausreichende Durchdringung und Verschmelzung sicherzustellen. Zu den empfohlenen Praktiken gehören:
Die Anpassung der Schweißparameter an die Metalldicke ist für das Erreichen optimaler Schweißnähte unerlässlich. Wenn Schweißer diese bewährten Verfahren befolgen, können sie starke, zuverlässige Verbindungen mit minimalen Fehlern gewährleisten.
Das MIG-Schweißen (Gas-Metall-Lichtbogen-Schweißen) ist wegen seiner Effizienz und einfachen Anwendung beliebt.
Vorteile:
Beschränkungen:
Einstellungen:
Das WIG-Schweißen (Gas Tungsten Arc Welding) ist bekannt für seine Präzision und hohe Qualität der Schweißnähte.
Vorteile:
Beschränkungen:
Einstellungen:
Das Stangenschweißen (Shielded Metal Arc Welding) ist vielseitig und weit verbreitet.
Vorteile:
Beschränkungen:
Einstellungen:
Das Lichtbogenschweißen mit Fülldraht (FCAW) bietet Vielseitigkeit und Effizienz und kombiniert die Vorteile des MIG- und des Stick-Schweißens.
Vorteile:
Beschränkungen:
Einstellungen:
Die Auswahl der richtigen Schweißparameter beginnt mit der Kenntnis der Materialart, der Materialstärke und der Verbindungskonstruktion. Verschiedene Materialien und Verbindungskonfigurationen erfordern spezifische Einstellungen, um eine optimale Schweißqualität zu erreichen. Richtlinien finden Sie in Materialdatenblättern und Schweißverfahrensspezifikationen (WPS).
Berücksichtigen Sie die Schweißposition (flach, horizontal, vertikal oder über Kopf), da sie das Verhalten des Schweißbads beeinflusst. Passen Sie Parameter wie Stromstärke, Spannung und Fahrgeschwindigkeit an die jeweilige Position an, um eine stabile Schweißnaht zu gewährleisten. Bringen Sie Kosten, Effizienz und Qualität ins Gleichgewicht, indem Sie die Kosten für Ausrüstung, Verbrauchsmaterial und die Effizienz des Schweißprozesses berücksichtigen.
Spannung und Stromstärke beeinflussen das Eindringen in die Schweißnaht und die Qualität. Richtige Einstellungen gewährleisten starke, fehlerfreie Schweißnähte.
Die Verfahrgeschwindigkeit beeinflusst die Form und Qualität der Schweißraupe. Eine optimale Fahrgeschwindigkeit ist entscheidend für gleichmäßige Schweißnähte und die Vermeidung von Problemen wie Durchbrennen oder fehlende Verschmelzung.
Bei MIG- und FCAW-Verfahren ist die Drahtvorschubgeschwindigkeit entscheidend für die Aufrechterhaltung einer gleichmäßigen Auftragungsrate und das Erreichen der gewünschten Schweißeigenschaften. Passen Sie die Drahtvorschubgeschwindigkeit an, um das Schweißbad und den Einbrand zu steuern.
Jüngste Studien zeigen, dass das Reibrührschweißen (Friction Stir Welding, FSW) im Vergleich zu den herkömmlichen MIG- und WIG-Verfahren eine höhere Zugfestigkeit erzeugen kann, was sich auf die mechanischen Eigenschaften wie Zugfestigkeit, Schlagfestigkeit, Härte und Mikrostruktur der Schweißteile auswirkt.
Die Wahl des richtigen Schweißstroms und der richtigen Elektrodengröße ist entscheidend für die Herstellung hochwertiger Schweißnähte. Falsche Einstellungen können zu verschiedenen häufigen Problemen führen, die die Integrität und das Aussehen der Schweißnaht beeinträchtigen.
Durchbrand tritt auf, wenn der Schweißstrom zu hoch oder der Elektrodendurchmesser für die Materialstärke zu groß ist, was zu einer übermäßigen Wärmeeinbringung führt, die das geschmolzene Schweißbad dazu veranlasst, den Grundwerkstoff vollständig zu durchdringen, wodurch Löcher entstehen.
Lösungen:
Ein unzureichender Einbrand entsteht, wenn der Schweißstrom zu niedrig oder der Elektrodendurchmesser zu klein ist, so dass die Wärme nicht ausreicht, um die Grundwerkstoffe vollständig zu verschmelzen. Dies führt zu schwachen Verbindungen und schlechter Schweißnahtfestigkeit.
Lösungen:
Durchbrennen und unzureichender Einbrand sind zwei Seiten derselben Medaille und erfordern eine sorgfältige Abstimmung der Schweißparameter.
Das Schweißen von unterschiedlichen Metalldicken stellt besondere Herausforderungen dar, wie z. B. ungleichmäßige Wärmeverteilung und unterschiedliche Wärmeausdehnungsraten.
Wenn Schweißer die häufigsten Probleme beim Schweißen und deren Lösungen kennen, können sie die Qualität und Zuverlässigkeit ihrer Schweißnähte verbessern. Die richtige Auswahl der Parameter, die Wartung der Ausrüstung und die Fähigkeiten des Bedieners sind der Schlüssel zur Bewältigung dieser Herausforderungen und zum Erreichen erfolgreicher Schweißergebnisse.
Die Qualität von Schweißnähten wird von mehreren kritischen Faktoren beeinflusst, von denen jeder eine wichtige Rolle bei der Bestimmung der Integrität, des Aussehens und der Leistung der Schweißnaht spielt. Das Verständnis dieser Faktoren hilft dabei, optimale Ergebnisse bei verschiedenen Schweißanwendungen zu erzielen.
Wichtige Schweißparameter wie Strom, Spannung, Fahrgeschwindigkeit und Schutzgaszusammensetzung haben einen direkten Einfluss auf die Schweißqualität. Diese Parameter müssen sorgfältig ausgewählt und kontrolliert werden, um die gewünschten Schweißeigenschaften zu gewährleisten.
Die Eigenschaften der Grund- und Zusatzwerkstoffe, wie z. B. ihre chemische Zusammensetzung, Dicke und Wärmeleitfähigkeit, wirken sich erheblich auf die Schweißqualität aus. Unterschiedliche Werkstoffe mit ihren einzigartigen Zusammensetzungen und Dicken erfordern maßgeschneiderte Schweißparameter, um eine ordnungsgemäße Verschmelzung und Durchdringung zu gewährleisten.
Das Können und die Technik des Schweißers spielen eine entscheidende Rolle für die Schweißqualität. Die richtige Handhabung des Schweißgeräts, die Beibehaltung einer konstanten Fahrgeschwindigkeit und die richtige Lichtbogenlänge sind für die Herstellung hochwertiger Schweißnähte entscheidend.
Systematische Experimente und Analysen sind notwendig, um die optimalen Schweißparameter für jede Anwendung zu ermitteln. Techniken wie die Taguchi-Methode und die Varianzanalyse (ANOVA) können dabei helfen, die Auswirkungen der verschiedenen Parameter und ihrer Wechselwirkungen zu verstehen.
Die Einführung von Echtzeit-Überwachungs- und Kontrollsystemen gewährleistet Konsistenz und die frühzeitige Erkennung von Abweichungen, die die Qualität der Schweißnähte beeinträchtigen könnten.
Regelmäßige Prüfungen und Inspektionen von Schweißnähten sind unerlässlich, um die Qualität der Schweißnähte zu überprüfen und sicherzustellen, dass die Parameter innerhalb akzeptabler Bereiche liegen.
Die regelmäßige Überprüfung und Anpassung von Schweißparametern auf der Grundlage von Testergebnissen und neuen Materialien oder Bedingungen trägt zur Aufrechterhaltung hoher Standards bei der Schweißqualität bei.
Der Einsatz fortschrittlicher Technologien wie maschinelles Lernen und Optimierungsalgorithmen kann die Vorhersagbarkeit und Effizienz der Auswahl von Schweißparametern verbessern, was zu einer besseren Schweißqualität führt.
Durch das Verständnis und die Kontrolle der Faktoren, die die Schweißqualität beeinflussen, können Schweißer eine optimale Durchdringung erreichen, Fehler minimieren und die strukturelle Integrität ihrer Schweißnähte sicherstellen. Regelmäßige Überwachung, Prüfung und kontinuierliche Verbesserung sind der Schlüssel zur Aufrechterhaltung hoher Standards bei Schweißanwendungen.
Nachstehend finden Sie Antworten auf einige häufig gestellte Fragen:
Um den richtigen Schweißstrom für unterschiedliche Metalldicken auszuwählen, müssen die spezifischen Anforderungen des Schweißverfahrens und die Eigenschaften des zu schweißenden Metalls berücksichtigt werden. Der wichtigste Faktor, der den Schweißstrom beeinflusst, ist die Dicke des Metalls. Dickere Metalle erfordern höhere Ströme, um eine ausreichende Eindringtiefe und Festigkeit zu erreichen, während dünnere Metalle niedrigere Ströme benötigen, um Überhitzung und Durchbrennen zu vermeiden.
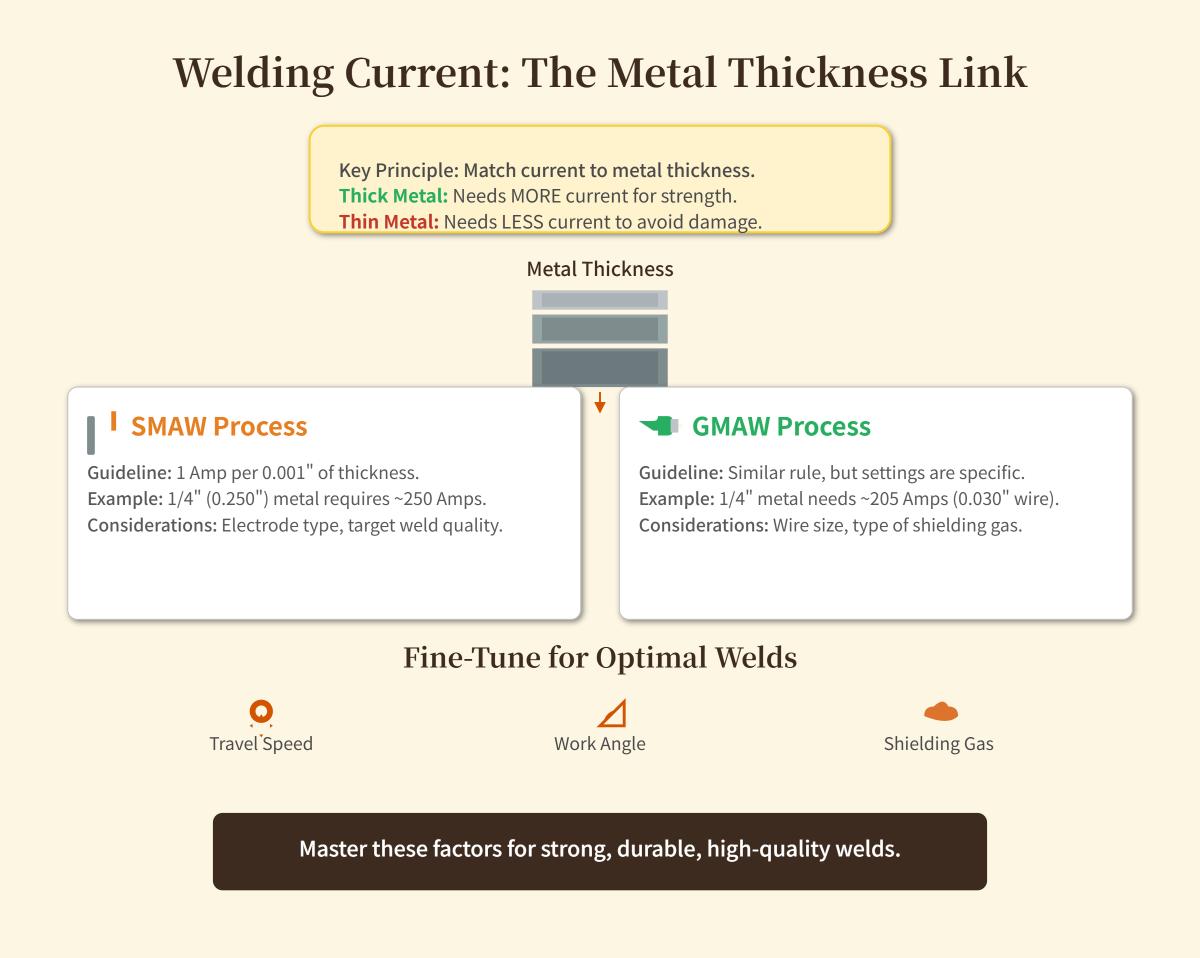
Für das Metallschutzgasschweißen (SMAW) gilt als allgemeiner Richtwert, dass etwa 1 Ampere pro 0,001 Zoll Metalldicke verwendet wird. Zum Beispiel würde das Schweißen eines 1/4 Zoll (0,250 Zoll) dicken Metalls normalerweise etwa 250 Ampere erfordern. Je nach Elektrodenart und gewünschter Schweißqualität können Anpassungen erforderlich sein.
Beim Metall-Lichtbogenschweißen (GMAW) gilt eine ähnliche Faustregel, aber Anpassungen für Drahtgröße und Schutzgas können die Einstellungen beeinflussen. Zum Beispiel könnte das Schweißen von 1/4 Zoll dickem Metall etwa 205 Ampere mit einer 0,030-Zoll-Drahtgröße erfordern.
Die Feinabstimmung von Fahrgeschwindigkeit, Arbeitswinkel und Schutzgas kann die Schweißqualität weiter optimieren. Wenn Schweißer diese Parameter kennen und die erforderlichen Anpassungen vornehmen, können sie optimale Ergebnisse erzielen und starke, haltbare Schweißnähte gewährleisten.
Bei der Auswahl des richtigen Elektrodendurchmessers für das Schweißen ist die Dicke des Grundmetalls zu berücksichtigen. Für dünne Metalle bis zu einer Dicke von 1/8 Zoll (ca. 3 mm) sollten Sie Elektroden mit kleinerem Durchmesser wie 1/16 Zoll (1,6 mm) oder 3/32 Zoll (2,4 mm) verwenden. Diese kleineren Elektroden bieten eine geringere Abscheidungsrate und weniger Hitze, was ein Durchbrennen verhindert und eine saubere Schweißnaht gewährleistet. Für dickere Metalle über 1/4 Zoll (ca. 6 mm) werden Elektroden mit größerem Durchmesser wie 5/32 Zoll (4 mm) oder 1/4 Zoll (6,35 mm) empfohlen. Diese größeren Elektroden erhöhen die Abschmelzleistung und bieten ein tieferes Eindringen, was für das effiziente Schweißen dickerer Materialien erforderlich ist. Berücksichtigen Sie immer die Dicke des Grundwerkstoffs, die Schweißposition, die Materialart und den Schweißprozess, um optimale Ergebnisse zu erzielen.
Der Elektrodendurchmesser beeinflusst den Schweißstrom und den Einbrand erheblich. Größere Elektrodendurchmesser erfordern höhere Schweißströme, um einen stabilen Lichtbogen aufrechtzuerhalten und das Material effektiv aufzuschmelzen. Dies ist auf die größere Querschnittsfläche zurückzuführen, die mehr Strom erfordert, um ausreichend Wärme zu erzeugen. Umgekehrt arbeiten Elektroden mit kleinerem Durchmesser mit niedrigeren Schweißströmen, haben aber eine höhere Stromdichte, was zu einem tieferen Einbrand bei gleichem Stromniveau führt.
Die Stromdichte ist ein entscheidender Faktor für den Einbrand: Kleinere Elektroden konzentrieren den Strom auf eine kleinere Fläche, was zu einem tieferen Einbrand führt. Beim Schweißen mit zwei Elektroden unterschiedlichen Durchmessers bei gleichem Strom erreicht die kleinere Elektrode einen größeren Einbrand. Eine Erhöhung des Schweißstroms bei Elektroden mit größerem Durchmesser kann jedoch deren geringere Stromdichte ausgleichen und einen ausreichenden Einbrand gewährleisten.
Um optimale Ergebnisse zu erzielen, eignen sich für dünnere Materialien Elektroden mit kleinerem Durchmesser und niedrigeren Stromstärken, um übermäßige Hitze und Durchbrennen zu vermeiden und gleichzeitig einen ausreichenden Einbrand zu erzielen. Im Gegensatz dazu erfordern dickere Werkstoffe Elektroden mit größerem Durchmesser und höheren Stromstärken, um einen vollständigen Einbrand und starke Schweißnähte zu gewährleisten. Die Auswahl der richtigen Kombination aus Elektrodendurchmesser und Schweißstrom ist daher für eine optimale Schweißqualität von entscheidender Bedeutung.
Das Schweißen unterschiedlicher Metalldicken stellt aufgrund der unterschiedlichen thermischen Eigenschaften, mechanischen Festigkeit und chemischen Zusammensetzung eine Reihe von Herausforderungen dar. Zu den häufigsten Problemen gehören:
Um diese Probleme zu entschärfen, ist es wichtig, die Schweißparameter wie Strom, Spannung und Geschwindigkeit sorgfältig zu kontrollieren. Vorwärmen, die Verwendung kompatibler Schweißzusatzwerkstoffe und Wärmebehandlungen nach dem Schweißen können ebenfalls zur Verbesserung der Schweißqualität beitragen.
Die Qualität von Schweißnähten wird von mehreren kritischen Faktoren beeinflusst, darunter Überlegungen zu Material, Konstruktion, Verfahren und Betriebsumgebung. Die chemische Zusammensetzung sowohl des Grundmetalls als auch der Schweißwerkstoffe ist von entscheidender Bedeutung, da eine unpassende oder unsachgemäße Auswahl zu Defekten wie Rissen und Poren führen kann, die die Integrität der Schweißnaht beeinträchtigen. Die Struktur und das Verbindungsdesign spielen eine wichtige Rolle, da sie die Spannungsverteilung und den Wärmefluss beeinflussen, was die Fehlerbildung verringern und die Gesamtfestigkeit der Schweißnaht verbessern kann.
Die Wahl des Schweißverfahrens (z. B. MIG, WIG, Stick) und der spezifischen Schweißparameter wie Wärmezufuhr, Schweißgeschwindigkeit und Schutzgaszusammensetzung sind entscheidend. Diese Parameter müssen sorgfältig kontrolliert werden, um allgemeine Probleme wie Porosität und Oxidverunreinigung zu vermeiden. Wärmebehandlungen vor und nach dem Schweißen tragen dazu bei, thermische Spannungen zu bewältigen und die Haltbarkeit der Schweißnaht zu verbessern.
Umweltfaktoren wie die Betriebsbedingungen, die Exposition gegenüber korrosiven Elementen und die Verwendung von Schutzgasen zur Vermeidung von Verunreinigungen wirken sich ebenfalls erheblich auf die Schweißqualität aus. Die Sicherstellung der Kompatibilität von Werkstoffen, die Optimierung von Schweißprozessen und der Einsatz von qualifizierten Schweißern sind die besten Methoden, um qualitativ hochwertige Schweißnähte zu erzielen.
MIG-, WIG- und Stick-Schweißen sind unterschiedliche Schweißverfahren mit einzigartigen Eigenschaften, die für verschiedene Anwendungen geeignet sind.
Beim MIG-Schweißen (Gas-Metall-Lichtbogen-Schweißen) wird eine abschmelzende Drahtelektrode von einer Spule und ein externes Schutzgas, in der Regel eine Mischung aus Argon und CO₂, verwendet. Es ist bekannt für seine hohe Geschwindigkeit, seine leichte Erlernbarkeit und seine Fähigkeit, sowohl dünne als auch dicke Metalle zu verarbeiten. MIG-Schweißen erzeugt saubere Schweißnähte mit minimaler Reinigung nach dem Schweißen, ist aber windempfindlich, so dass es für den Einsatz im Freien weniger geeignet ist, wenn es nicht ordnungsgemäß abgeschirmt wird.
Beim WIG-Schweißen (Gas Tungsten Arc Welding) wird eine nicht verbrauchbare Wolframelektrode und ein externes Schutzgas, in der Regel Argon, verwendet. Es zeichnet sich durch Präzision und Kontrolle aus und eignet sich daher perfekt für dünne Materialien, exotische Metalle und kritische Schweißnähte. WIG-Schweißen liefert hochwertige, präzise Schweißnähte, ist aber langsamer und erfordert mehr Geschick als MIG-Schweißen.
Beim Stangenschweißen (Schutzgasschweißen) wird eine Abschmelzelektrode verwendet, die mit einem Flussmittel umhüllt ist, das eine eigene Schutzgasatmosphäre erzeugt. Es ist vielseitig, tragbar und effektiv bei schmutzigen, rostigen oder lackierten Metallen und funktioniert gut im Freien und unter widrigen Bedingungen. Obwohl das Stangenschweißen langsamer ist und weniger ästhetische Schweißnähte erzeugt, ist es sehr zuverlässig und kostengünstig, insbesondere bei Reparaturarbeiten.
Jede Methode hat ihre eigenen Vorteile und Grenzen, so dass die Wahl von den spezifischen Projektanforderungen, den Umgebungsbedingungen und den Fähigkeiten des Bedieners abhängt.