Umfassender Leitfaden für Blechumformungsprozesse und -ausrüstung
Stellen Sie sich eine Welt ohne die geschmeidigen Kurven einer Autokarosserie oder die präzisen Winkel eines Flugzeugflügels vor - das ist...

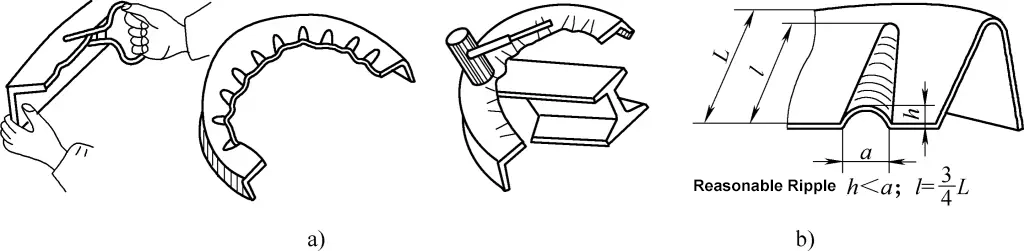
Das Verfahren zur Herstellung gebogener Kantenteile durch Ausdünnen und Verlängern einer Seite des Rohlings wird als Kantenexpansion bezeichnet, während das Kantenschrumpfen das Verfahren zur Herstellung gebogener Teile durch Verkürzen der Länge und Vergrößern der Dicke einer Seite des Rohlings ist. Abbildung 1a zeigt ein äußeres gebogenes Bauteil, das mit dem Verfahren der Kantenausdehnung unter Verwendung von Winkelstahl hergestellt wurde, während Abbildung 1b ein inneres gebogenes Bauteil zeigt, das mit dem Verfahren der Kantenschrumpfung hergestellt wurde.
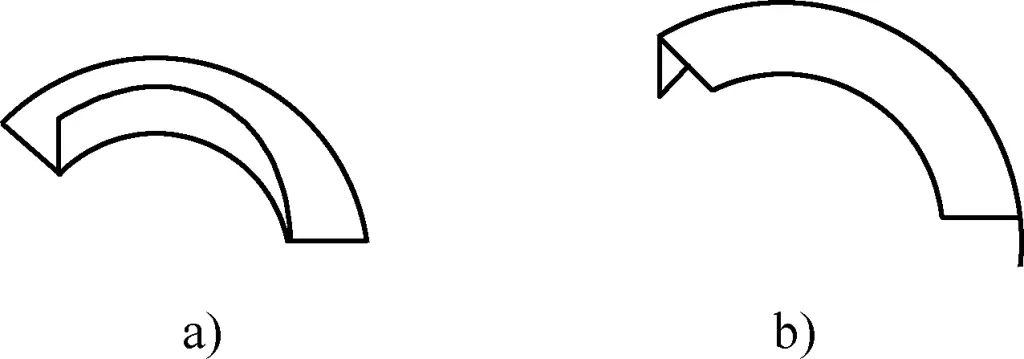
a) Kantenerweiterung
b) Kantenschrumpfung
Die Prinzipien der Kantenerweiterung und des Schrumpfens sind unterschiedlich, daher sind ihre Arbeitsmethoden nicht genau dieselben.
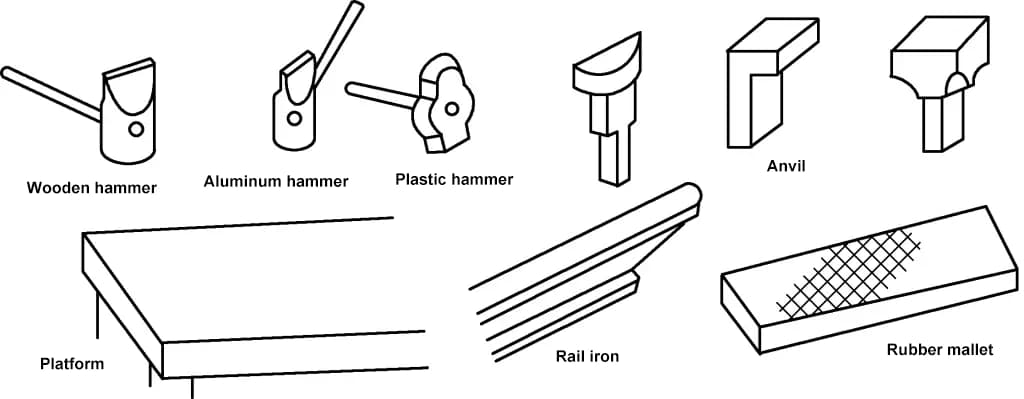
Zu den kantenaufweitenden Werkzeugen gehören Holzhämmer, Aluminiumhämmer, Bakelithhämmer, Eisenhämmer, Schieneneisen, Ambosse, Plattformen, Streben usw., wie in Abbildung 2 dargestellt.
Die in der Produktion übliche Methode ist das Dünnkantenspreizen. Das Dünnkantenspreizen ist effektiv, führt aber zu einer rauen Oberfläche und ungleichmäßiger Dicke.
Bei der Herstellung des in Abbildung 1a gezeigten konkav gebogenen Kantenteils kann ein rechtwinkliges Profil verwendet werden, um die Materialkante auf einen Amboss oder eine Plattform zu hämmern (siehe Abbildung 3), wodurch das Kantenmaterial ausgedünnt, seine Fläche vergrößert und die gebogene Kante verlängert wird. Je näher an der Profilkante, desto mehr wird sie verlängert, je näher an der Innenkante, desto weniger wird sie verlängert. Auf diese Weise wird aus dem geraden Profil allmählich ein gebogenes Kantenteil gehämmert.
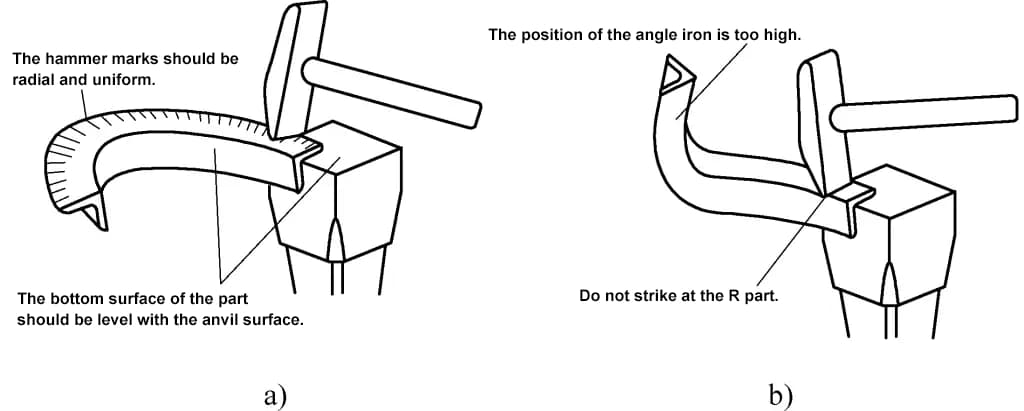
Während des Hämmerns muss zunächst die ungefaltete Größe des Teils berechnet werden. Beim Aufweiten muss die Unterseite des Profils auf gleicher Höhe mit der Oberfläche des Ambosses liegen und darf weder zu hoch noch zu niedrig sein, da sich das Profil sonst während des Aufweitungsprozesses verziehen kann.
Die Hämmerungsmarkierungen sollten gleichmäßig und strahlenförmig nach außen verlaufen und 3/4 der Breite der Biegung abdecken, wobei nicht entlang des R-Profils gehämmert wird. Das Hämmern sollte innerhalb des gebogenen Bereichs erfolgen, und bei Eckteilen mit geraden Abschnitten sollten Sie nicht innerhalb des geraden Bereichs hämmern. Während des Aufweitens kann das Material eine Kaltverfestigung erfahren. Wenn es hart wird, muss es geglüht werden; andernfalls kann das fortgesetzte Hämmern zu Rissen führen.
Überprüfen Sie während des Vorgangs ständig die Form mit einer Schablone oder einem Messwerkzeug. Wenn die gewünschte Form erreicht ist, fahren Sie mit der Endbearbeitung, dem Richten und der Feinbearbeitung fort.
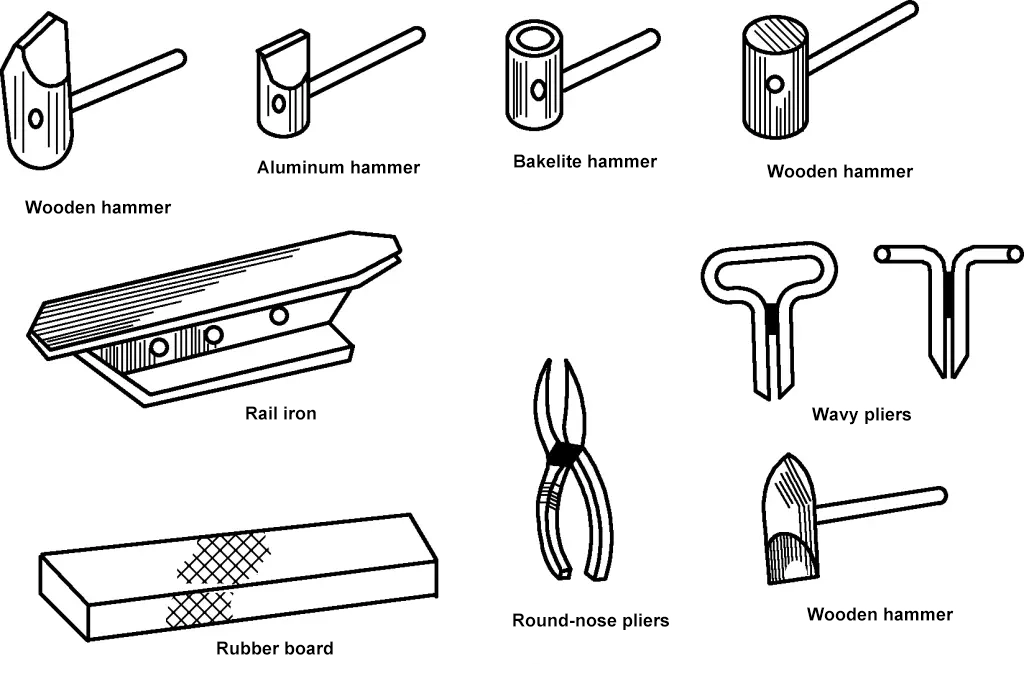
Zu den Schrumpfwerkzeugen gehören Holzhämmer, Aluminiumhämmer, Bakelithhämmer, Eisenhämmer, Schieneneisen, Riffelzangen und Rundzangen, wie in Abbildung 4 dargestellt.
In der Produktion ist die gängige Methode das Schrumpfen mit einer Wellpappenzange. Während des Betriebs werden mit der Wellpappenzange gefaltete Wellen am Rand des Materials gebildet; die Falten sollten dicht und gleichmäßig sein.
Wenn der Rohling dick ist, kann er auf ein Hartholz gelegt und mit einem Holzhammer eingeschlagen werden, um Falten zu erzeugen und die gewünschte Krümmung zu erzielen. Anschließend werden die Falten mit einem Holzhammer auf dem Schieneneisen geglättet, um zu verhindern, dass sie sich aufrichten und zurückkehren (siehe Abbildung 5a). Die Wellzange kann mit 8-10 mm gebogenem Stahldraht geschweißt werden, und die Oberfläche sollte glatt sein, um Kratzer auf der Werkstückoberfläche zu vermeiden. Die geformten Falten sollten angemessen sein (siehe Abbildung 5b).
Aufgrund der unterschiedlichen Verformungen, die beim Expandieren und Schrumpfen der Kanten auftreten, unterscheidet sich auch die Berechnung der entfalteten Größe.
Die abgewickelte Breite des halbkreisförmigen Teils in Abbildung 6 kann mit der Berechnungsformel für die abgewickelte Länge von gebogenen Profilen berechnet werden.
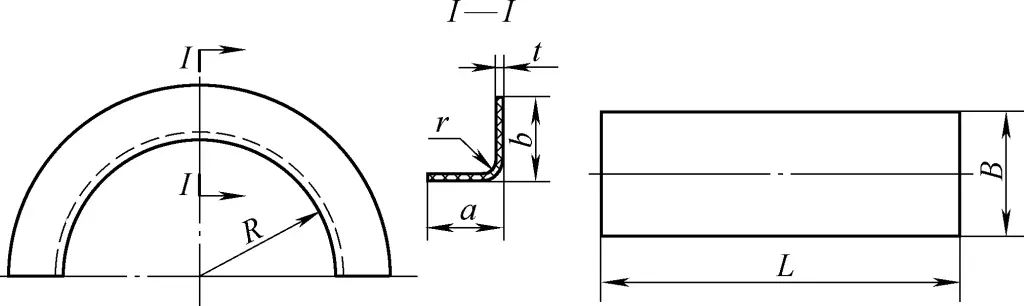
B=a+b-(r/2+t)
In der Formel
Die entfaltete Länge wird anhand der Bogenlänge bei der halben Breite der Kantenausdehnung b berechnet, da sich das Material in den verschiedenen Teilen der Ausdehnungsebene unterschiedlich stark ausdehnt. Die äußere Kante wird stärker ausgedünnt und dehnt sich stärker aus, während die innere Kante weniger ausgedünnt wird und sich weniger ausdehnt.
L=π(R+b/2)
In der Formel
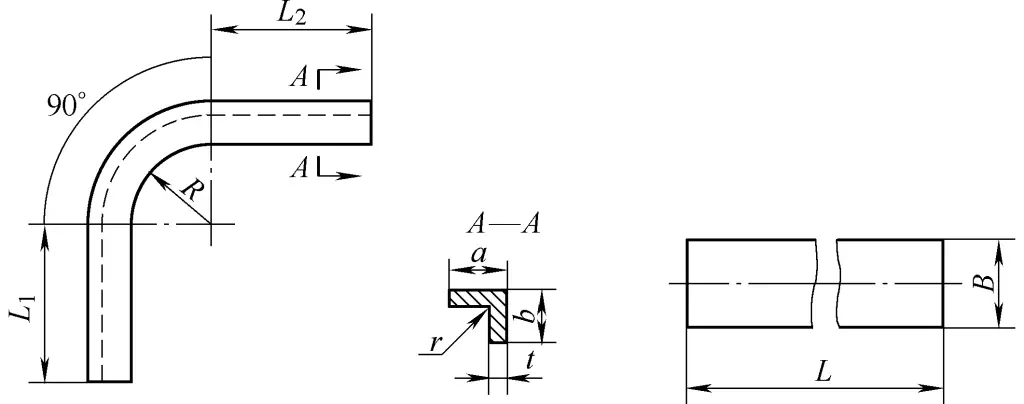
Die entfaltete Breite des in Abbildung 7 dargestellten rechtwinkligen Teils entspricht der obigen Formel. Die entfaltete Länge L ist gleich der Summe des geraden und des gebogenen Teils, d. h.,
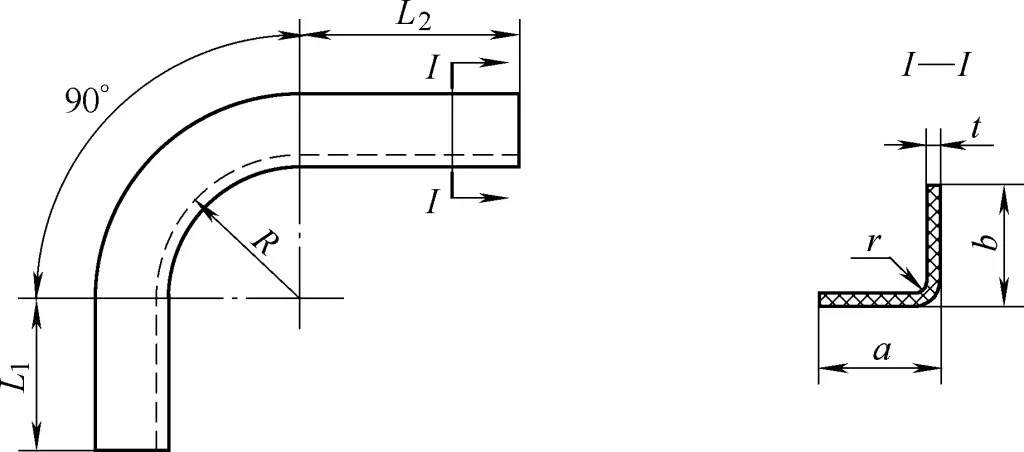
L=L1+L2+ π/2(R +b/2)
In der Formel
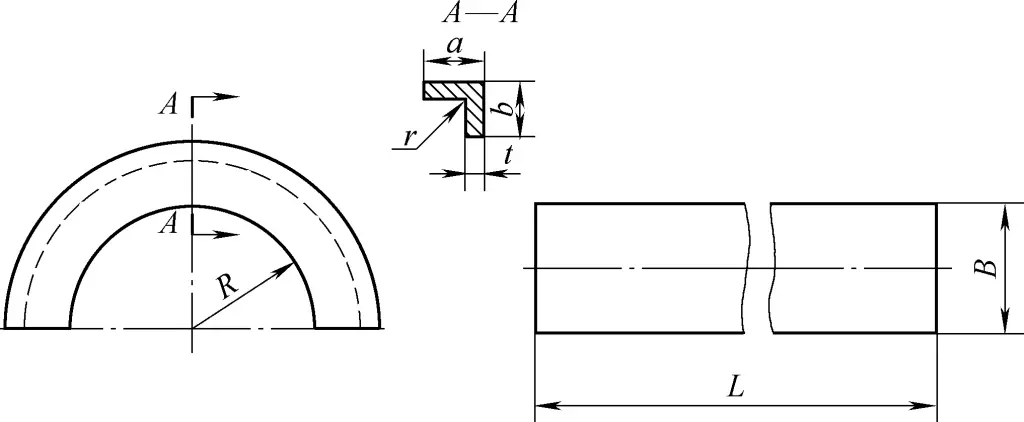
Das abgewickelte Material für in halbrunde Teile geschrumpften Winkelstahl, wie in Abbildung 8 dargestellt, wird mit der folgenden Formel berechnet:
B=a+b-(r/2+t)
L=π(R+b)
In der Formel
Wie in Abbildung 9 dargestellt, hat das rechtwinklig zugeschnittene Teil die gleiche entfaltete Breite wie in der obigen Formel. Die abgewickelte Länge L wird wie folgt berechnet:
L=L1+L2+π/2(R+b)
In der Formel