Wie man rostfreien Stahl losbindet: Eine Schritt-für-Schritt-Anleitung
Das Ausbiegen von rostfreiem Stahl kann eine gewaltige Aufgabe sein, vor allem, wenn man versucht, weitere Schäden an der...

Wie bereits erwähnt, treten beim Biegen sowohl plastische als auch elastische Verformungen auf, und nachdem die äußere Last entfernt wurde, federt das Werkstück zurück, so dass seine Abmessungen nicht mehr mit den Abmessungen der Form übereinstimmen (siehe Abbildung 1).
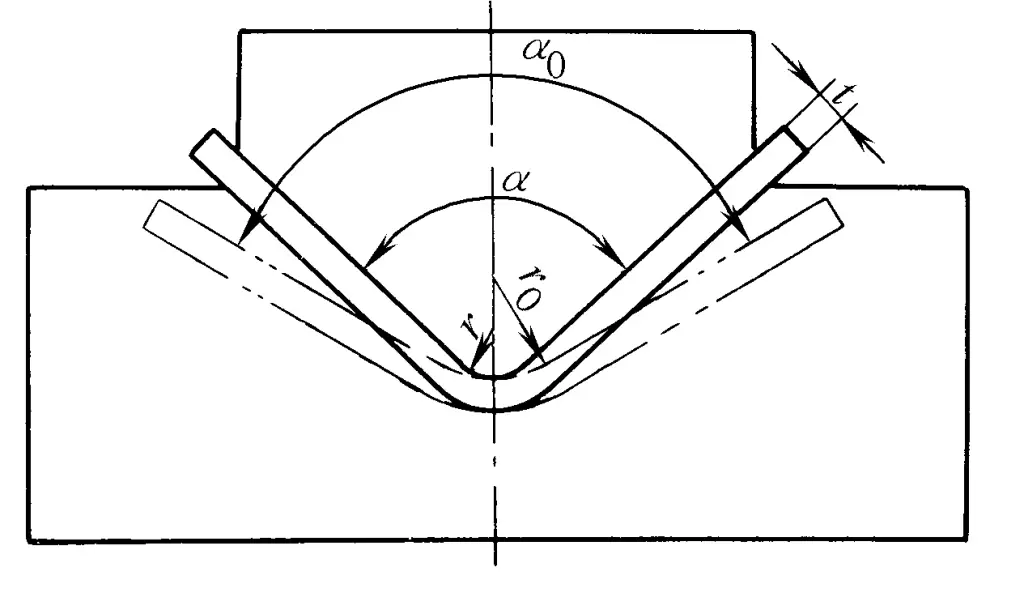
Die Rückfederung wird im Allgemeinen durch die Winkeländerung dargestellt: Beim Biegen mit einem großen Krümmungsradius muss zusätzlich zur Berechnung des Rückfederungswinkels auch die Änderung des Biegeradius berechnet werden.
Je höher die Streckgrenze σ s je kleiner der Elastizitätsmodul E und je intensiver die Kaltverfestigung (höhere k- und n-Werte), desto größer die Rückfederung.
Wenn r/t klein ist, ist die tangentiale Gesamtverformung an der Außenfläche des Biegerohlings groß. Obwohl der numerische Wert der elastischen Verformung ebenfalls zunimmt, nimmt der Anteil der elastischen Verformung an der Gesamtverformung ab. Daher ist das Verhältnis der Rückfederungswinkel zur Biegung Winkel △α/α und das Verhältnis der Rückfederung der Krümmung zum Krümmungsradius △ρ/ρ nehmen beide mit abnehmendem Biegeradius ab.
Je größer der Biegewinkel α ist, desto länger ist die Verformungszone und desto größer ist der Rückfederungswinkel, aber es hat keinen Einfluss auf die Rückfederung des Krümmungsradius.
Unterschiedliche Biegeverfahren und Gesenkstrukturen haben einen erheblichen Einfluss auf den Biegeprozess, die Spannungsbedingungen und den Einfluss auf die verformten und nicht verformten Bereiche des Rohlings, so dass auch die Rückfederungswerte variieren.
In der Praxis werden häufig Biegeverfahren mit einer gewissen Korrekturkomponente angewandt, die es der Presse ermöglichen, eine größere Kraft auszuüben, als für die Biegeverformung erforderlich ist. Zu diesem Zeitpunkt unterscheiden sich der Spannungszustand und die Art der Dehnung im Bereich der Biegeverformung in gewissem Maße von der reinen Biegung, und je größer die angewandte Kraft ist, desto deutlicher wird dieser Unterschied. Wenn die Korrekturkraft sehr groß ist, kann sie die Art des Spannungszustands in dem leeren Verformungsbereich vollständig verändern und bewirken, dass der Nichtverformungsbereich ebenfalls zu einem Verformungsbereich wird.
Die Reibung zwischen der Oberfläche des Biegerohlings und der Oberfläche der Matrize kann den Spannungszustand verschiedener Teile des Biegerohlings verändern, insbesondere beim Biegen in mehrere Teile mit unterschiedlichen Krümmungen ist der Einfluss der Reibung bedeutender.
Es wird allgemein angenommen, dass die Reibung in den meisten Fällen die Zugspannung im Bereich der Biegeverformung erhöhen kann, so dass sich die Form des Werkstücks derjenigen der Matrize annähert. Beim Streckbiegen ist der Einfluss der Reibung jedoch oft negativ.
Bei einer großen Dickenabweichung des Rohlings schwankt bei einer bestimmten Matrize der tatsächliche Arbeitsspalt und damit auch der Rückfederungswert.
Die vereinfachte Formel zur Abschätzung des Rückfederungswinkels bei freier Biegung ist in Tabelle 1 dargestellt.
Tabelle 1 Näherungsformel für die Berechnung des Rückfederungswinkels bei freier Biegung
| Biegeverfahren | Berechnungsformel für den Rückfederungswinkel β (einseitig) |
| Biegen von V-förmigen Teilen | tanβ = 0. 375l/Kt-σs/E |
| Biegen von U-förmigen Teilen | tanβ = 0,375l1/Kt-σs/E |
Anmerkung:
K---Koeffizient, bestimmt durch die Lage der neutralen Schicht;
l - Abstand des Drehpunkts, d. h. die Breite der Matrizenöffnung;
l 1 ---Biegung des Hebelarms, l 1 = rStanze + rdie + 1.25t.
Beim Biegen mit einem Druckkissen hängt der Wert der Rückfederung nicht nur von den Werten für r/t, l/t und α ab, sondern auch von der Einstellung der Presse und dem Grad der Kaltverfestigung des Metalls.
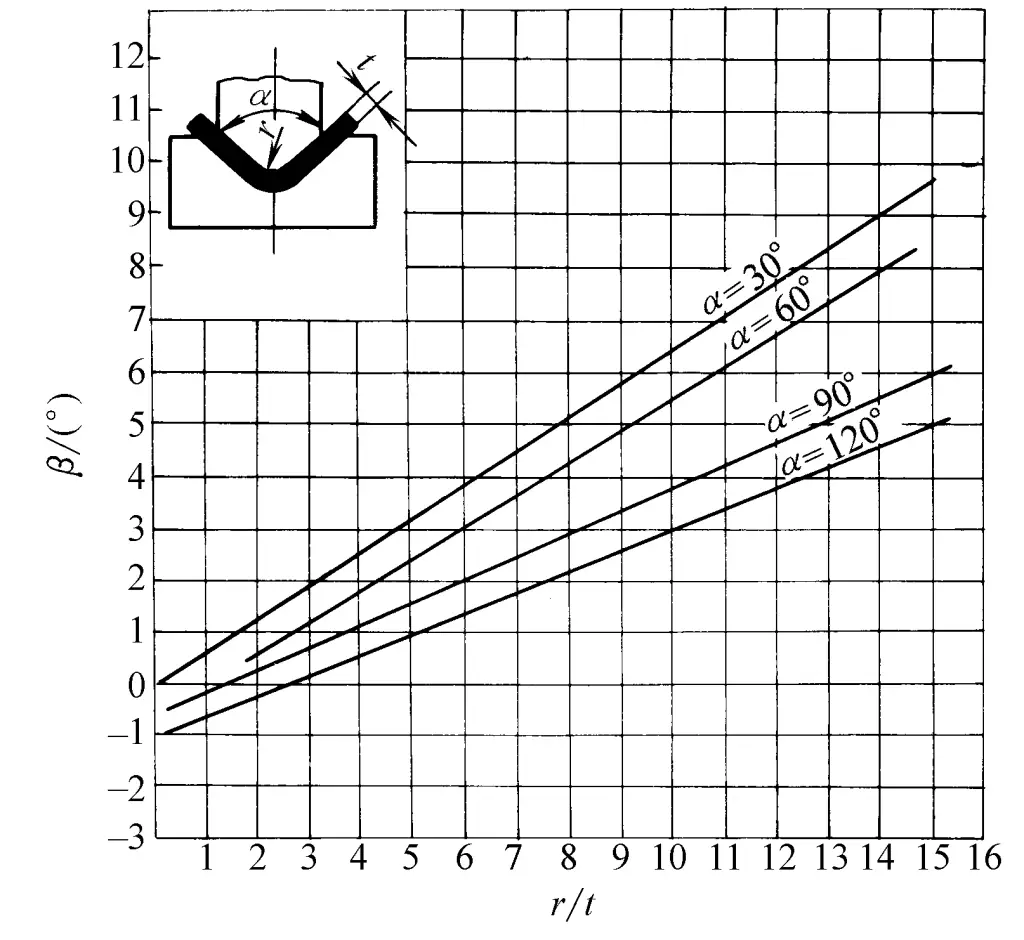
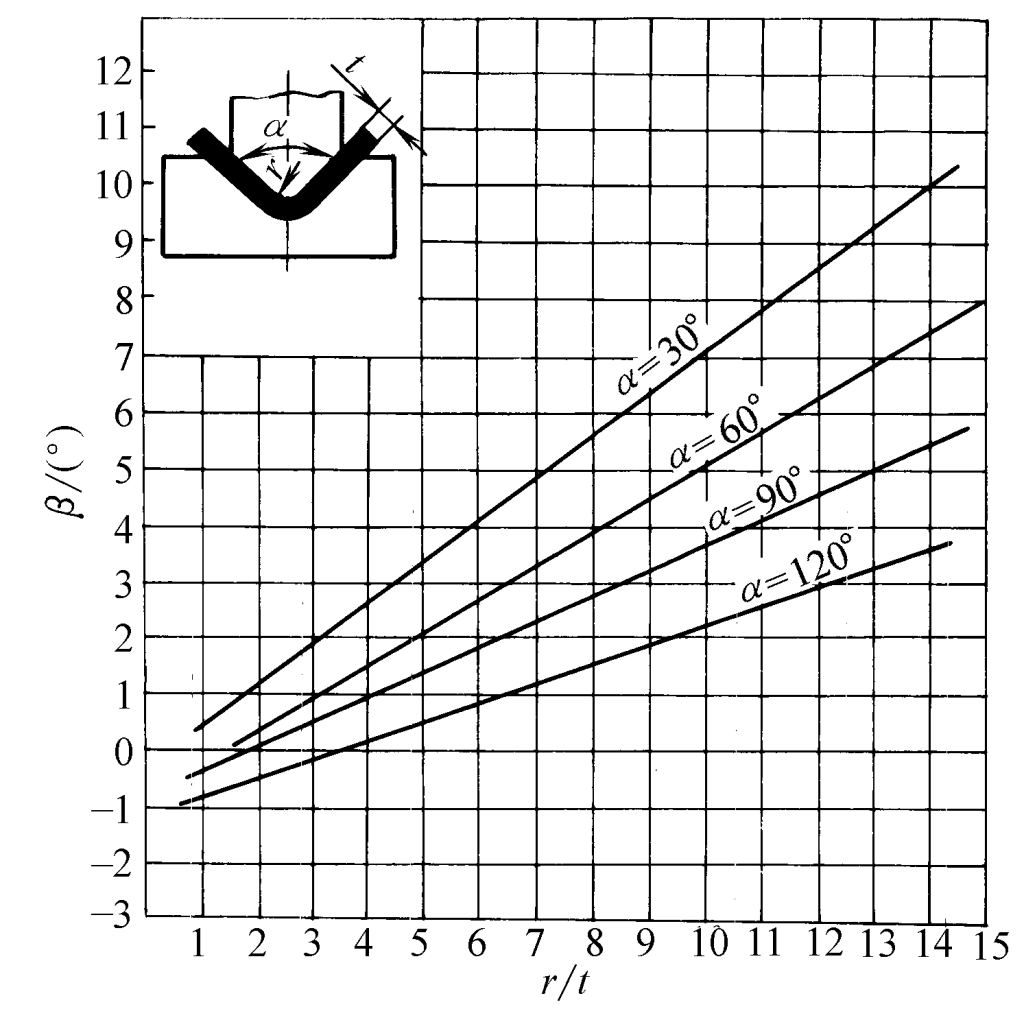
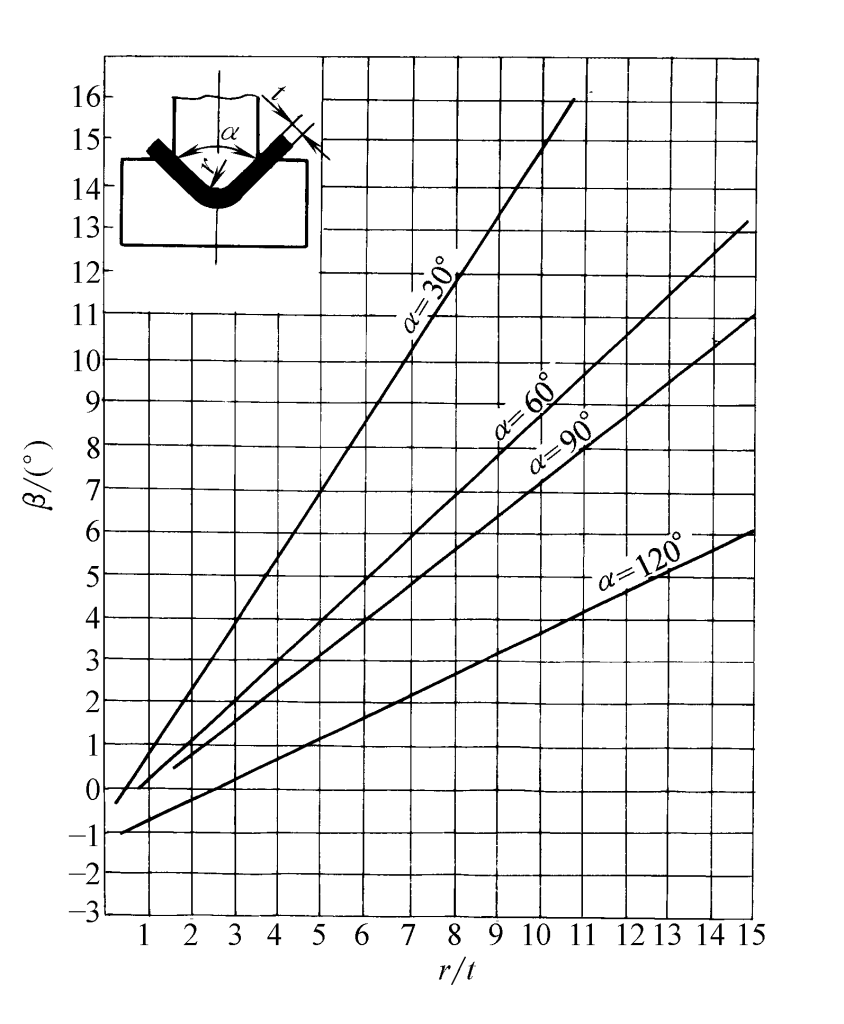
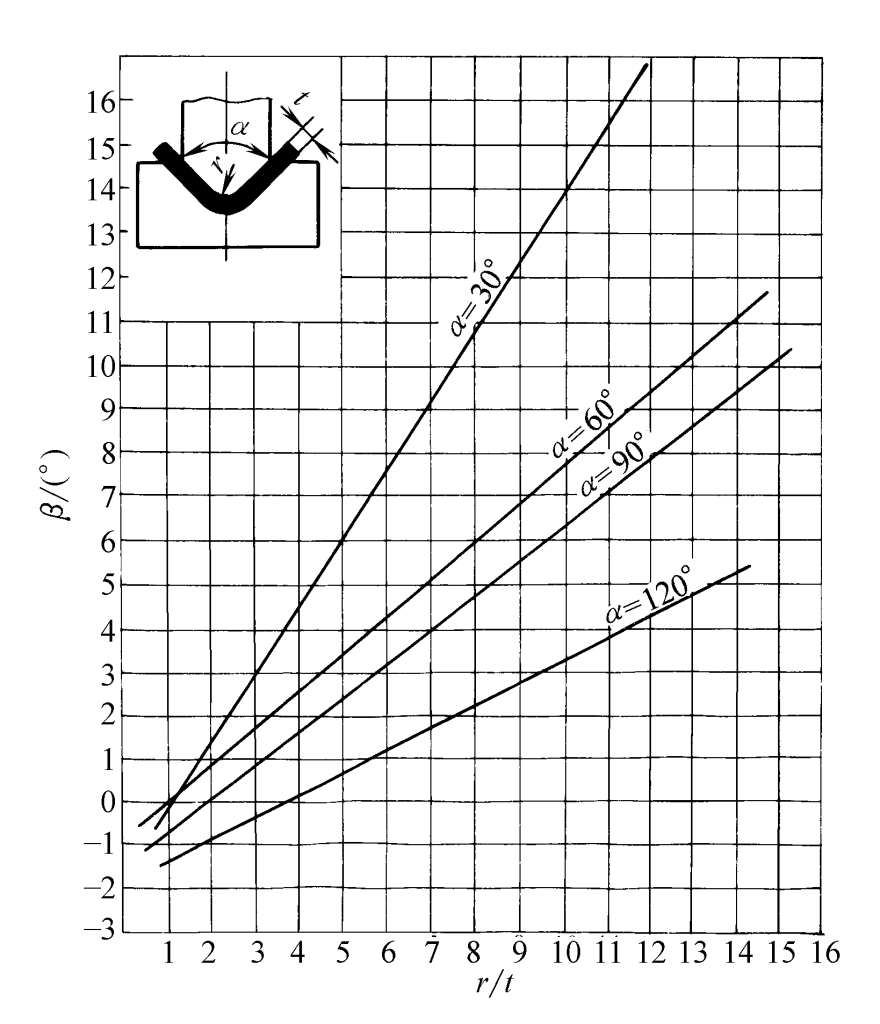
Für Kohlenstoffstahlplatten, die einer V-Biegung unterzogen werden, ist die Beziehung zwischen dem Rückfederungswinkel β und r/t in den Abbildungen 2 bis 5 dargestellt.
1. Unter Bedingungen, die der reinen Biegung nahe kommen, können die erforderlichen Korrekturen an der Form des Arbeitsteils der Biegeform auf der Grundlage der Berechnung von Rückfederungswerten oder empirischen Daten vorgenommen werden.
2. Unter Ausnutzung des Musters, dass verschiedene Teile des Biegerohlings unterschiedliche Rückfederungsrichtungen aufweisen, können verschiedene Einflussfaktoren (Radius der runden Ecke der Form, Spiel, Öffnungsweite, Korrekturkraft, Presskraft usw.) entsprechend angepasst werden, um die Rückfederung in entgegengesetzte Richtungen auszugleichen. Wie in Abbildung 6 dargestellt, wird die Rückfederung an der Unterseite des Teils genutzt, um die Rückfederung an den beiden abgerundeten Ecken zu kompensieren.
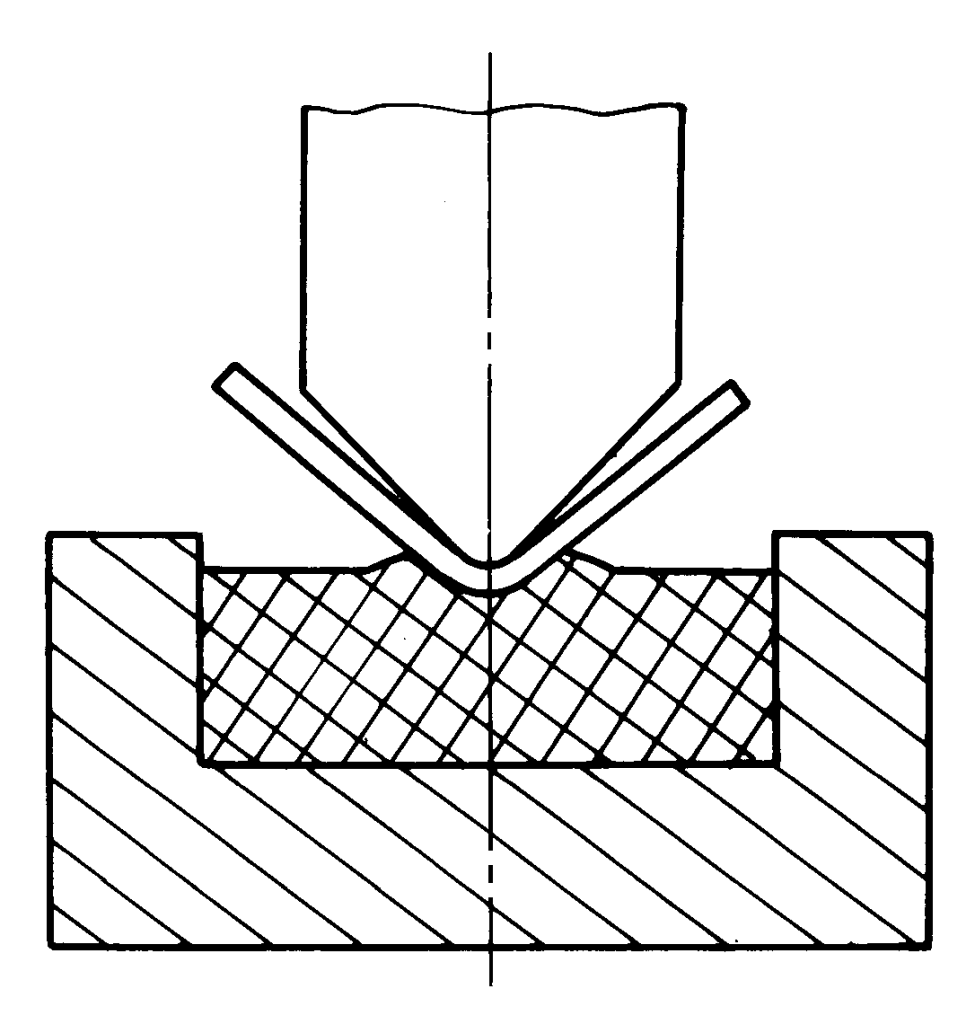
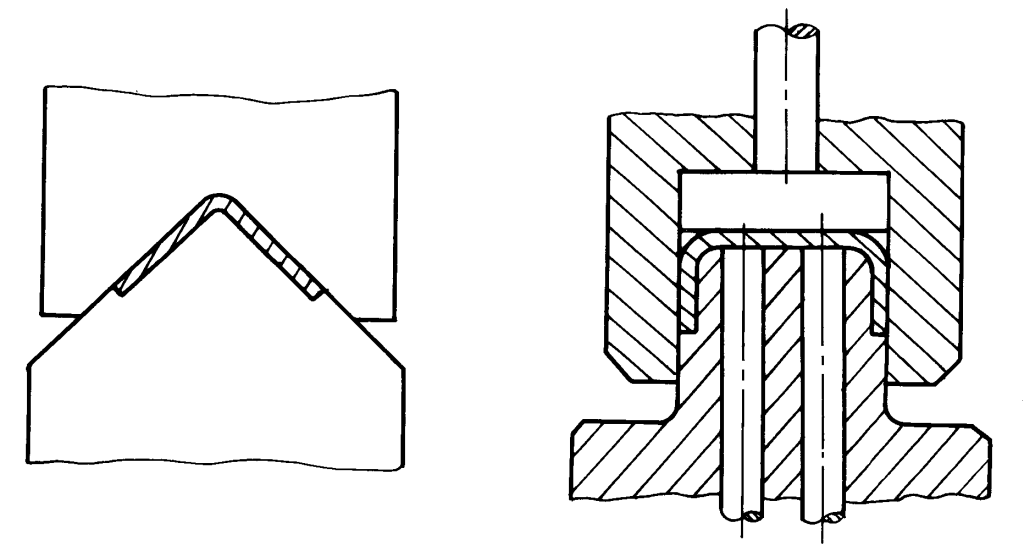
3. Verwenden Sie zum Biegen eine weiche, konkave Form aus Polyurethankautschuk anstelle einer starren, konkaven Metallform, wie in Abbildung 7 dargestellt.
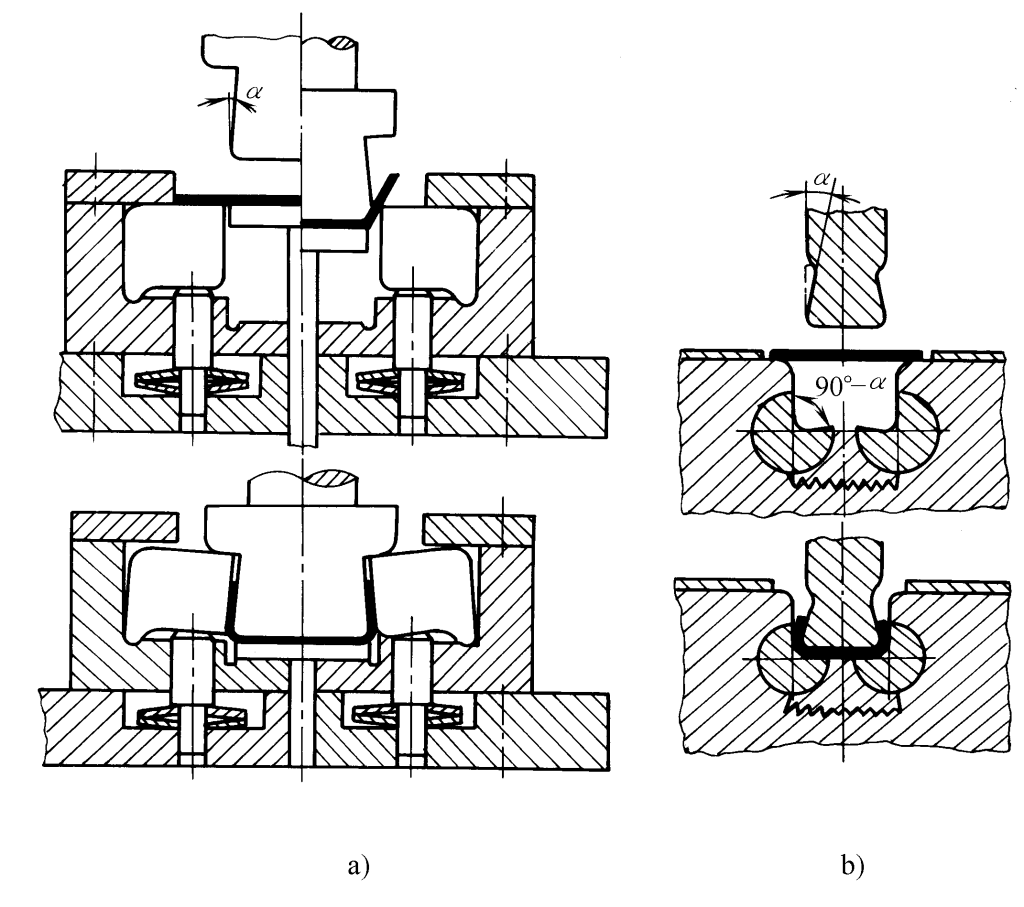
4. Den Biegestempel oder die Pressplatte in eine Form mit lokalen Überständen bringen oder den Formspalt an den abgerundeten Ecken verringern, so dass die Stanzkraft im Bereich der Biegeverformung konzentriert, die die Rückfederung verursacht und den Spannungszustand verändert, wie in Abbildung 8 dargestellt.
5. Verwenden Sie eine konkave Formstruktur mit einem schwingenden Block, wie in Abbildung 9 dargestellt.
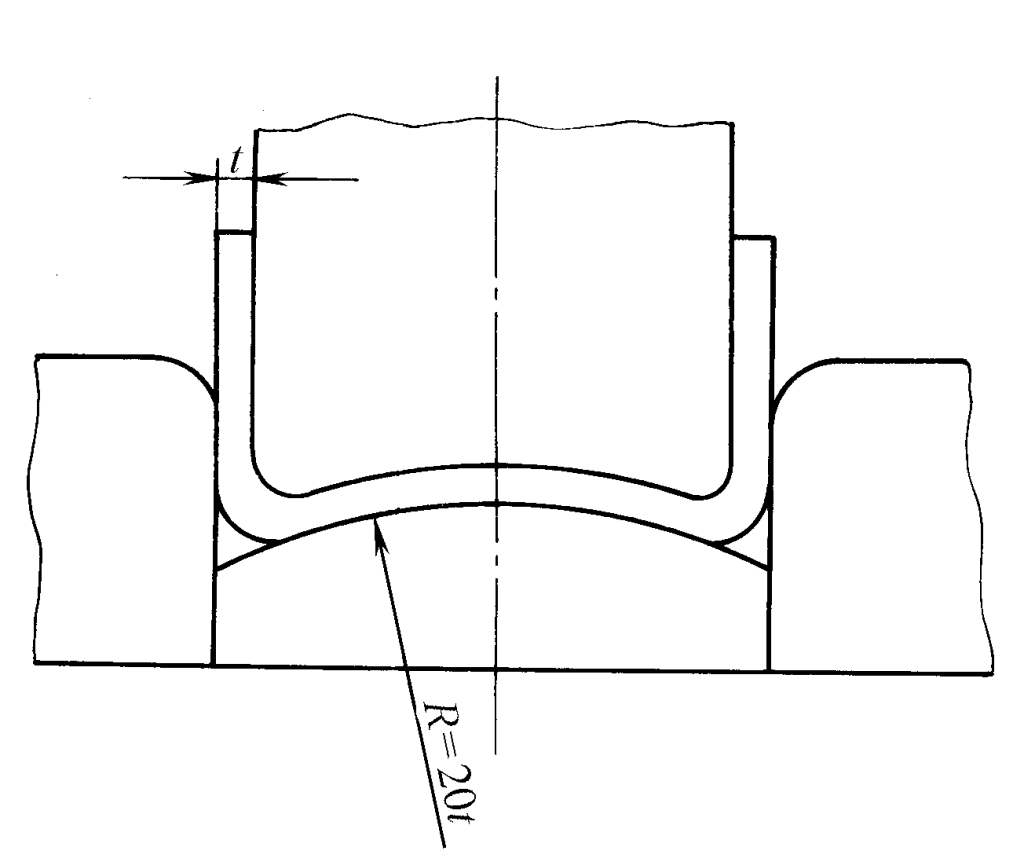
6. Verwenden Sie die Methode des Längspressens. Nach Abschluss des Biegevorgangs verwenden Sie die vorstehende Schulter der Form, um in Längsrichtung auf den Biegerohling zu drücken, wodurch alle Spannungen im Querschnitt des Rohlings im Bereich der Biegeverformung zu Druckspannungen werden, wie in Abbildung 10 dargestellt.
7. Verwenden Sie das Ziehbiegeverfahren hauptsächlich für Teile mit großer Länge und großem Krümmungsradius.
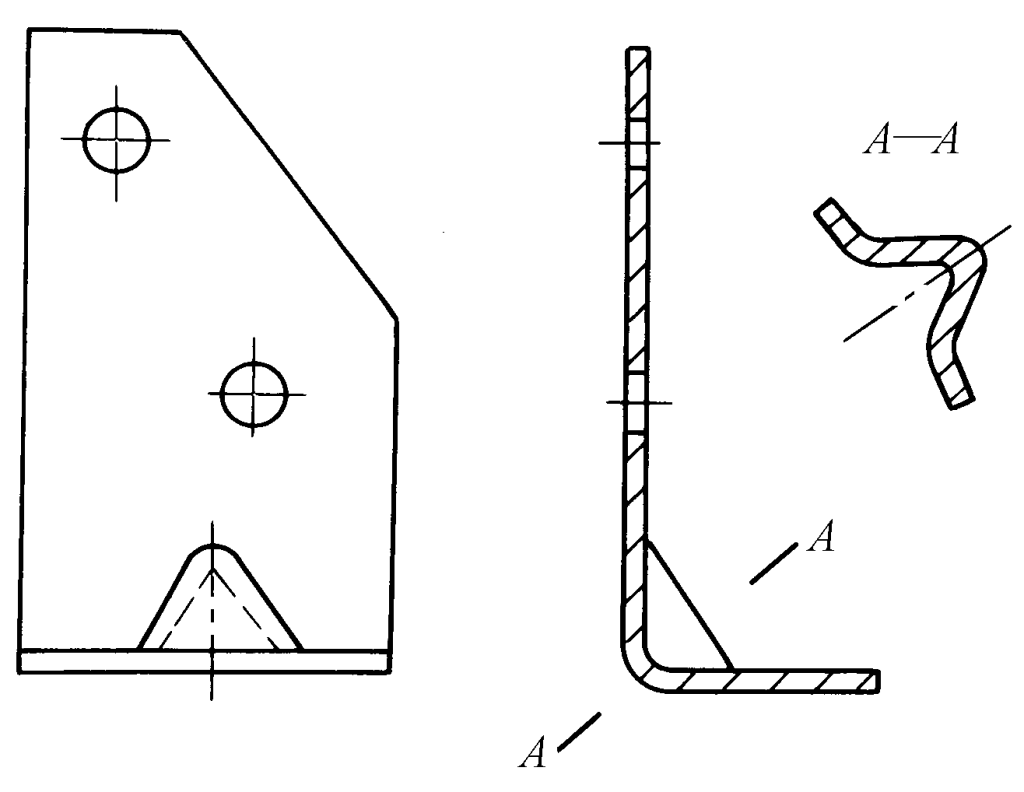
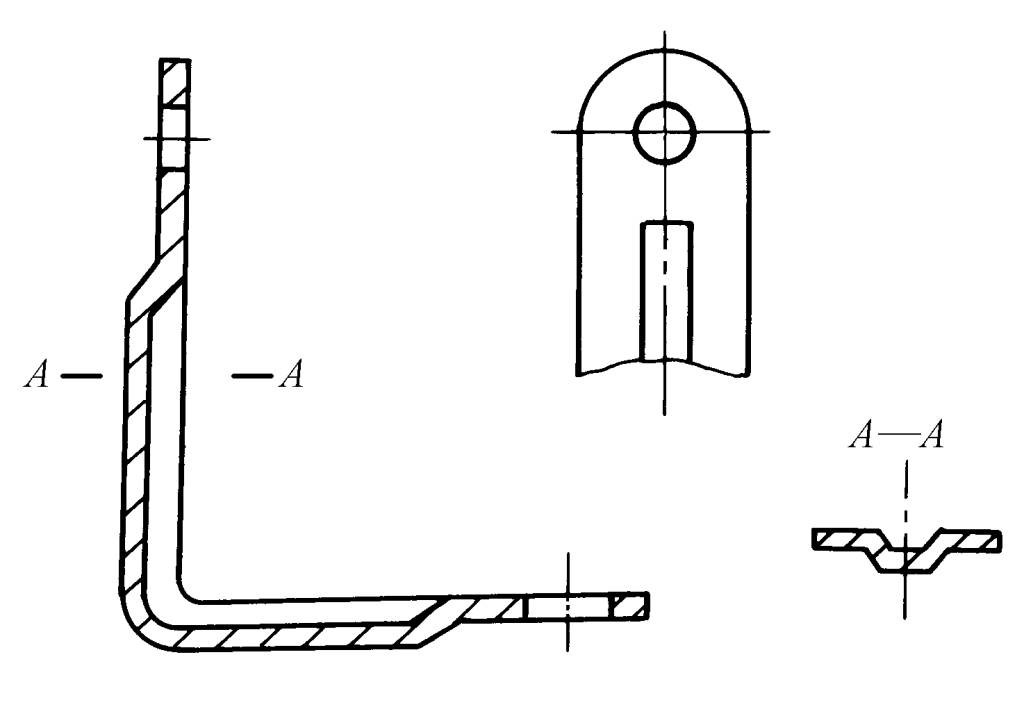
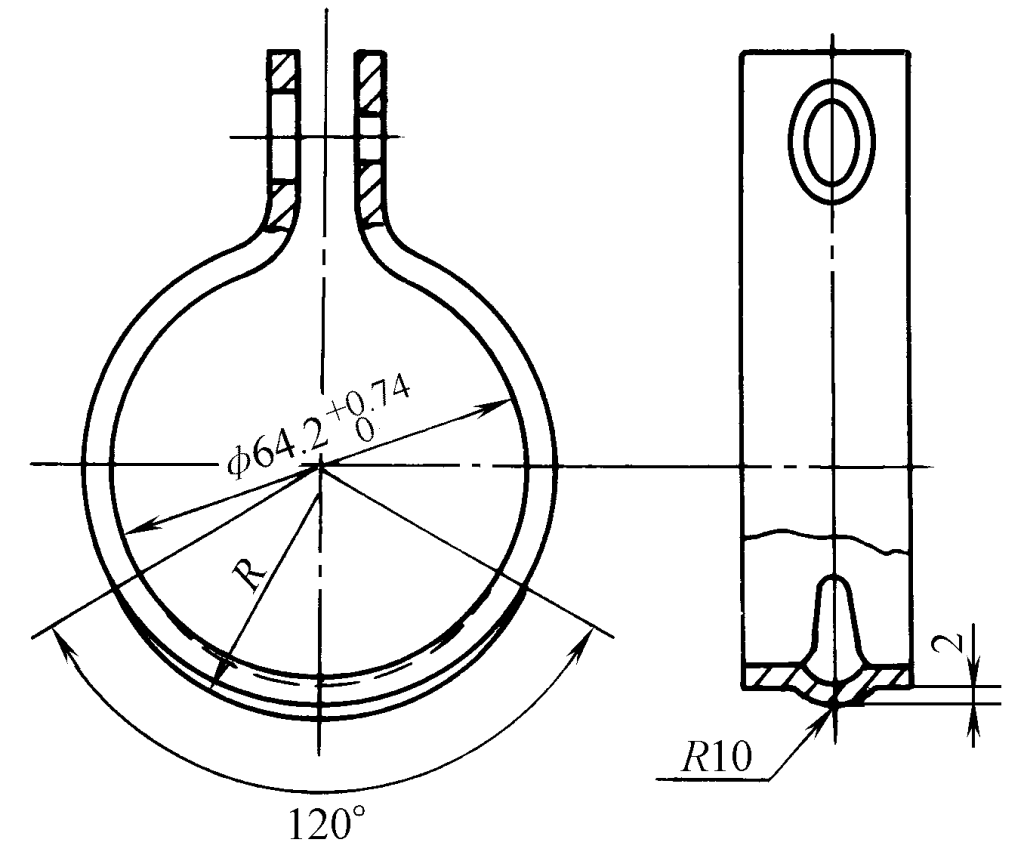
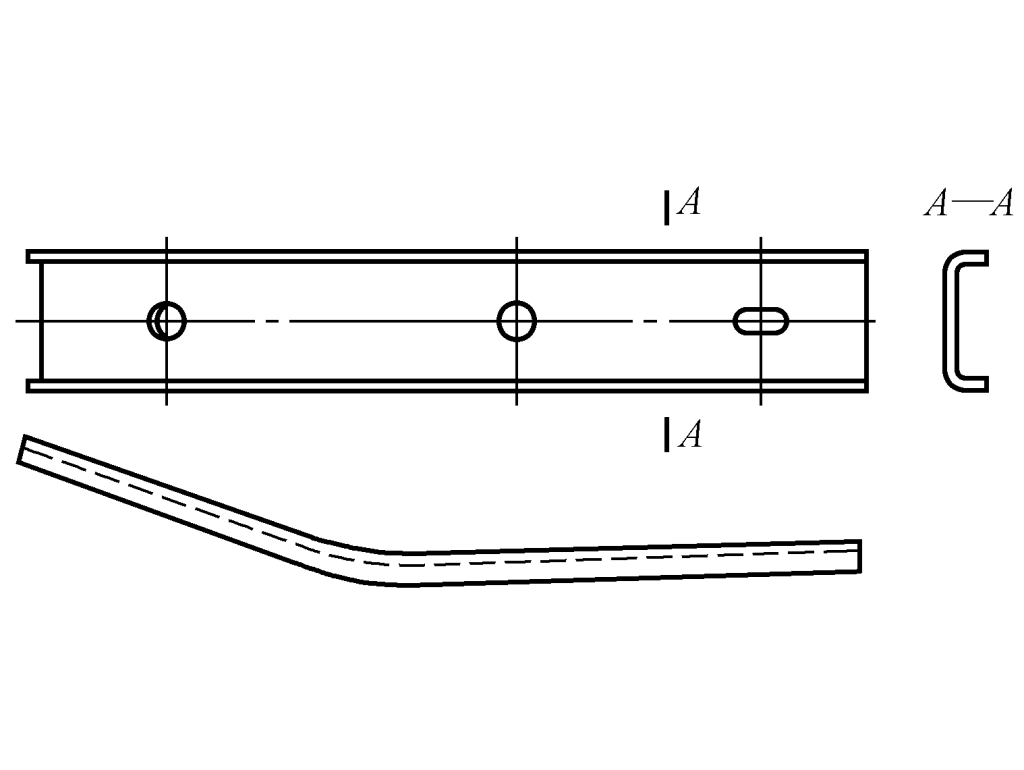
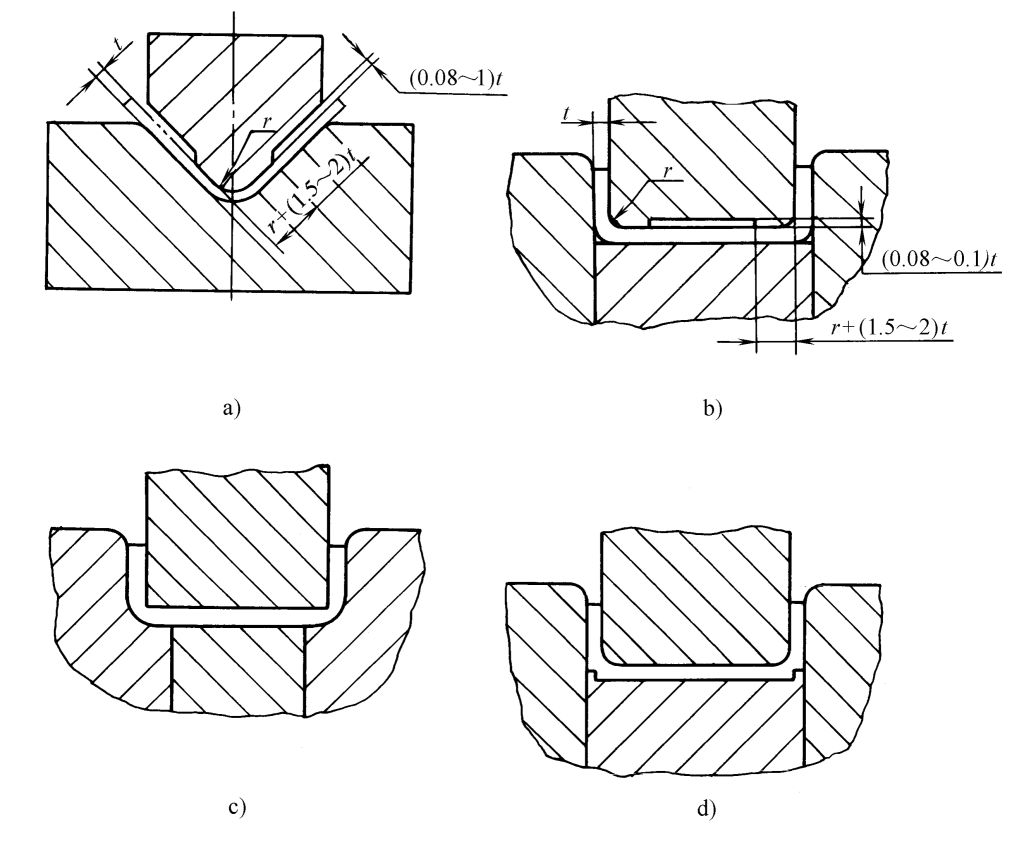
8. Verwenden Sie Methoden zur Verbesserung der strukturellen Steifigkeit der Teile, wie in den Abbildungen 11 bis 14 dargestellt.