Grundlagen der Schneidwerkzeuge: Schritt-für-Schritt-Anleitung für Einsteiger
Haben Sie sich jemals gefragt, wie Handwerker und Hersteller so präzise Schnitte und Formen in Materialien wie Metall und Holz erzielen?...

Zu den gebräuchlichen Gewindeschneidverfahren gehören vor allem das Gewindeschneiden (allgemein als Gewindeschneiden bekannt) und die Gewindeschneidbacken (allgemein als Schneideisen bekannt). Das Schneiden von Innengewinden in die Bohrung eines Werkstücks mit einem Gewindebohrer wird als Gewindeschneiden bezeichnet. Das Schneiden von Außengewinden auf einer zylindrischen Stange mit einem Schneideisen wird als Gewindeschneiden bezeichnet.
Ein Gewindebohrer ist ein Werkzeug, das zum Schneiden von Innengewinden verwendet wird, und es gibt drei Arten: Handgewindebohrer, Maschinengewindebohrer und Rohrgewindebohrer. Normalerweise besteht ein Satz Handgewindebohrer für die Größen M6 bis M24 aus zwei Teilen, während Sätze für Größen unter M6 oder über M24 aus drei Teilen bestehen. Unabhängig von der Größe werden Feingewindebohrer immer in Sätzen von zwei Stück geliefert.
Maschinengewindebohrer werden in Sätzen von zwei Stück geliefert. Jeder Satz von Gewindebohrern hat den gleichen großen, mittleren und kleinen Durchmesser (daher auch Gewindebohrer mit gleichem Durchmesser genannt) und unterscheidet sich nur in der Länge und dem Kegelwinkel des Schneidteils.
Der Schneidteil reicht von lang bis kurz, und der Kegelwinkel (2φ) reicht von klein bis groß und wird nacheinander als Kopfkegel (Anfangskegel), zweiter Kegel (Mittelkegel) und dritter Kegel (Endkegel) bezeichnet. Während des Gewindeschneidens schneidet der Kopfkegel 60%, der zweite Kegel 30% und der dritte Kegel 10% in das Metall und dient dazu, den Durchmesser fertig zu stellen und das Gewinde zu polieren.
Rohrgewindebohrer gibt es in zylindrischer und konischer Form. Der nicht abgedichtete 55°-Rohrgewindebohrer (gemeinhin als zylindrischer Rohrgewindebohrer bezeichnet) ähnelt einem Handgewindebohrer, hat jedoch einen kürzeren Arbeitsabschnitt, der im Allgemeinen aus zwei Teilen pro Satz besteht und verschiedene nicht abgedichtete 55°-Rohrgewinde schneiden kann.
Der Durchmesser eines Gewindeschneiders mit 55°-Dichtung nimmt von vorne nach hinten allmählich zu, während das Gewindeprofil senkrecht zur Mittelachse des Gewindeschneiders bleibt, so dass ein guter Kontakt zwischen dem Innen- und Außengewindeprofil gewährleistet ist. Aufgrund der hohen Schnittbelastung während des Betriebs werden in der Regel Maschinengewindebohrer verwendet, obwohl auch Handgewindebohrer erhältlich sind.
Das Gewindeschneiden umfasst manuelles und maschinelles Gewindeschneiden.
Zu den wichtigsten Werkzeugen für das Gewindeschneiden gehören: Schraubenschlüssel (allgemein als Windeisen bekannt), Sicherheitsfutter und Sicherheitsschnellspannfutter für Gewindebohrer.
Der Schlüsselgriff, der auch als Windeisen bezeichnet wird, ist für das manuelle Anbohren mit einem Handgewindebohrer unerlässlich. Der Aufbau des Schraubenschlüsselgriffs ist in Abbildung 1 dargestellt.
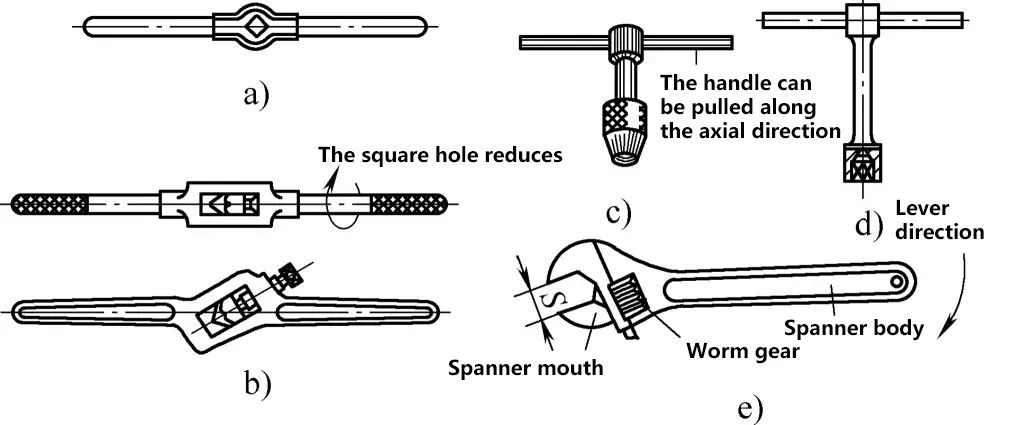
a) Fester Griff für Schraubenschlüssel
b) Verstellbarer Griff des Schraubenschlüssels
c) T-Griff-Gewindeschneidkluppe
d) T-Schlüssel
e) Verstellbarer Schraubenschlüssel
Feste Schlüsselgriffe sind in der Regel für Gewindebohrungen von M5 und kleiner geeignet. Verstellbare Schlüsselgriffe gibt es in sechs Größen von 150-600 mm und können Löcher von M5 bis M24 schneiden. Für Gewindebohrungen in der Nähe von hohen Stufen an Werkstücken oder im Inneren von Kisten wird ein T-Schlüssel benötigt.
Beim Gewindeschneiden auf einer Maschine wird ein Sicherheitsfutter verwendet, um den Gewindebohrer zu spannen, was einen Sicherheitsschutz bietet, Bruch verhindert und den Austausch erleichtert. Es ermöglicht auch das automatische Herausziehen des Gewindebohrers, ohne die Richtung der Maschine zu ändern. Die gebräuchlichsten Sicherheitsfutter sind die folgenden:
1) Elastisches Reibungsgewindeschneid-Sicherheitsfutter.
Bei diesem Sicherheitsfutter wird das Drehmoment durch Drehen einer Einstellmutter eingestellt. Wenn das Schneidedrehmoment während des Gewindeschneidens plötzlich das eingestellte Drehmoment überschreitet, stoppt die äußere Hülse die Drehung mit dem Futterkörper und bietet so einen Sicherheitsschutz. Durch Auswechseln des entsprechenden Spannfutters und des Gummirings können Gewindebohrer unterschiedlicher Größe aufgenommen werden.
2) Quick-Change Tapping Safety Chuck.
Dieses Futter erzeugt Reibung zwischen dem Futterkörper, der Mittelwelle und den Reibplatten, indem es die Einstellmutter anzieht und den Gewindebohrer zum Gewindeschneiden antreibt. Der Anzug der Einstellmutter ist auf die Gewindebohrergröße abgestimmt, um sicherzustellen, dass sie bei Überschreiten eines bestimmten Drehmoments durchrutscht, was einen Sicherheitsschutz bietet.
Beim Gewindeschneiden schneidet der Gewindebohrer nicht nur das Metall, sondern übt auch einen erheblichen Druck aus. Um zu verhindern, dass der Gewindeschneider klemmt und bricht, sollte der Durchmesser des vorgewundenen Lochs größer sein als der in den Gewindenormen angegebene kleine Durchmesser.
Der Durchmesser des Vorgewindes für gewöhnliche Gewinde hängt von der Art des verarbeiteten Materials ab und wird anhand der folgenden Formeln bestimmt:
1) Bei Stahl oder hochplastischen Werkstoffen beträgt der Bohrdurchmesser d0 d0=D-P, wobei D der Hauptdurchmesser des Gewindes (mm) und P die Steigung (mm) ist.
2) Für Gusseisen und weniger plastische Materialien beträgt der Bohrerdurchmesser d0=D-(1,05~1,1)P.
Der Bohrdurchmesser für Vorgewindebohrungen für gewöhnliche Gewinde kann der Tabelle 1 entnommen werden.
Tabelle 1 Bohrerdurchmesser für Vorgewindebohrungen für gewöhnliche Gewinde (Einheit: mm)
| Gewindedurchmesser D | Pitch P | Bohrerdurchmesser d0 | |
| Gusseisen, Bronze, Messing | Stahl, Temperguss, reines Kupfer, Schichtstoffplatten | ||
| 2 | 0.4 0.25 | 1.6 1.75 | 1.6 1.75 |
| 2.5 | 0.45 0.35 | 2.05 2.15 | 2.05 2.15 |
| 3 | 0.5 0.35 | 2.5 2.65 | 2.5 2.65 |
| 4 | 0.7 0.5 | 3.3 3.5 | 3.3 3.5 |
| 5 | 0.8 0.5 | 4.1 4.5 | 4.2 4.5 |
| 6 | 1 0.75 | 4.9 5.2 | 5 5.2 |
| 8 | 1.25 1 0.75 | 6.6 6.9 7.1 | 6.7 7 7.2 |
| 10 | 1.5 1.25 1 0.75 | 8.4 8.6 8.9 9.1 | 8.5 8.7 9 9.2 |
| 12 | 1.75 1.5 1.25 1 | 10.1 10.4 10.6 10.9 | 10.2 10.5 10.7 11 |
| 14 | 2 1.5 1 | 11.8 12.4 12.9 | 12 12.5 13 |
| 16 | 2 1.5 1 | 13.8 14.4 14.9 | 14 14.5 15 |
| 18 | 2.5 2 1.5 1 | 15.3 15.8 16.4 16.9 | 15.5 16 16.5 17 |
| 20 | 2.5 2 1.5 1 | 17.3 17.8 18.4 18.9 | 17.5 18 18.5 19 |
| 22 | 2.5 2 1.5 1 | 19.3 19.8 20.4 20.9 | 19.5 20 20.5 21 |
| 24 | 3 2 1.5 1 | 20.7 21.8 22.4 22.9 | 21 22 22.5 23 |
Beim Gewindeschneiden von zölligen Gewinden wird der Bohrdurchmesser der unteren Bohrung im Allgemeinen anhand der folgenden empirischen Formeln berechnet:
1) Bei der Bearbeitung von Stahl oder elastisch-plastischen Werkstoffen muss d0 = (D-0,9P) × 25,4mm.
2) Bei der Bearbeitung von Gusseisen oder Materialien mit geringerer Duktilität muss d0 = (D-0,98P) × 25,4mm, wobei P die Steigung des Zollgewindes ist, die der Kehrwert der Anzahl der Zähne pro Zoll ist. Zum Beispiel für 12 Zähne pro Zoll ist P=1/12.
Beim Gewindeschneiden von Sacklöchern umfasst die in der Zeichnung angegebene Tiefe H aufgrund des Kegelwinkels des schneidenden Teils des Gewindebohrers in der Regel nur den Teil mit vollständigem Gewinde. Daher sollte die Tiefe H1 der unteren Bohrung größer sein als die Tiefe H der Gewindebohrung. Im Allgemeinen kann H1 als H1=H+0,7D bestimmt werden, wobei D der größte Durchmesser des Gewindes ist.
Die wichtigsten Punkte und Methoden für das manuelle Gewindeschneiden sind die folgenden:
1) Die Mündung des Bodenlochs sollte abgeschrägt werden, und beide Enden des Durchgangslochs sollten abgeschrägt werden, um zu verhindern, dass das Gewinde beim Ein- und Austritt des Gewindebohrers abbricht.
2) Das Werkstück sollte fest und waagerecht eingespannt sein. Während des Gewindeschneidens sollte der Gewindeschneider korrekt an der Öffnung des Lochs positioniert werden, und dann sollte eine Hand den Gewindeschneider drücken, während die andere Hand den Schraubenschlüssel dreht. Beobachten Sie die Position des Gewindeschneiders ständig und passen Sie sie an, um ihre Richtigkeit zu gewährleisten. Nach dem Gewindeschneiden von 3-4 Gewinden brauchen Sie keinen weiteren Druck auszuüben, sondern drehen den Schraubenschlüssel gleichmäßig mit beiden Händen.
3) Wenn der Gewindebohrer in das Loch eindringt, sollte er um 0,5 Umdrehungen pro 0,5-1 Umdrehung zurückgedreht werden, um die Späne zu brechen und sie leichter aus dem Loch zu entfernen. Dies ist besonders wichtig beim Gewindeschneiden von Gewinden unter M5, bei tiefen Bohrungen oder bei hochelastischen, plastischen Materialien.
Ziehen Sie beim Anbohren von Sacklöchern den Gewindebohrer häufig zurück, um Späne aus dem Loch zu entfernen. Wenn Sie das unterste Loch erreichen, stellen Sie sicher, dass die Späne entfernt werden, damit der Gewindebohrer nicht stecken bleibt.
4) Verwenden Sie zuerst den Haupthahn, dann den Nebenhahn. Beim Wechsel des Gewindeschneiders den Gewindeschneider von Hand in das Loch einschrauben, bis er sich nicht mehr drehen lässt, und dann den Schraubenschlüssel zum Drehen verwenden. Tragen Sie Schmiermittel auf, wenn Sie Löcher in elastischen Kunststoffen bohren.
5) Wenn Sie den Gewindebohrer zurückziehen, lösen Sie ihn zunächst durch Umdrehen mit dem Schraubenschlüssel, entfernen Sie dann den Schlüssel und drehen Sie ihn von Hand heraus, um die Oberflächenbeschaffenheit der Gewindebohrung nicht zu beschädigen.
Für das Gewindeschneiden werden in der Regel folgende Methoden verwendet:
Beim manuellen Gewindeschneiden eines einzelnen Stücks wird nach dem Bohren des unteren Lochs in der Bohrmaschine mit einem Bohrfutter ein 60°-Kegel eingespannt, das Mittelloch des Gewindeschaftes unterstützt, mit einem Schraubenschlüssel ein paar Gewinde geschnitten, um die Vertikalität sicherzustellen, dann das Teil entfernt und das Gewinde von Hand geschnitten.
Beim maschinellen Gewindeschneiden wird nach dem Bohren des unteren Lochs ein Maschinengewindebohrer eingesetzt, um das Gewinde direkt zu schneiden.
Um die Qualität des Gewindeschneidens zu gewährleisten und die Effizienz zu verbessern, werden beim Gewindeschneiden einer großen Anzahl von Gewindeteilen die in Abbildung 2 dargestellten Gewindeschneidwerkzeuge verwendet.
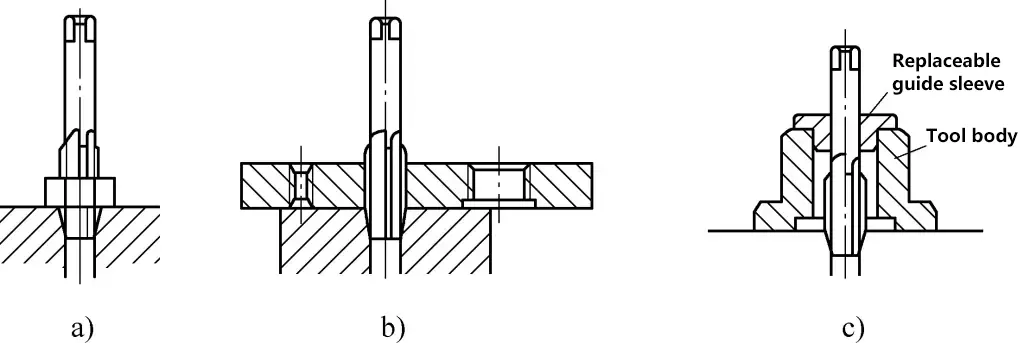
a) Verwendung von Präzisionsmuttern zum Ausrichten von Gewindebohrern
b) Plattenförmige Mehrloch-Ausrichtwerkzeuge für Gewindebohrer
c) Mehrzweck-Ausrichtwerkzeuge mit austauschbaren Führungsbuchsen
Wenn sich der Gewindebohrer beim Gewindeschneiden abnutzt, können die folgenden Methoden zum Schärfen verwendet werden.
Wenn der Verschleiß an der vorderen Schneidfläche nicht so stark ist, verwenden Sie zunächst einen zylindrischen Ölstein, um die vordere Fläche der Zahnnuten zu schleifen, und feilen Sie dann die vordere Schneidfläche mit einem dreieckigen Ölstein leicht ab, wie in Abbildung 3 gezeigt. Beim Schleifen ist darauf zu achten, dass die Zahnspitzen nicht abgerundet werden.

Wenn der Gewindebohrer stark abgenutzt ist, muss er auf einer Werkzeugschleifmaschine geschärft werden. Kontrollieren Sie den vorderen Winkel während des Schärfens, wie in Abbildung 4 gezeigt.
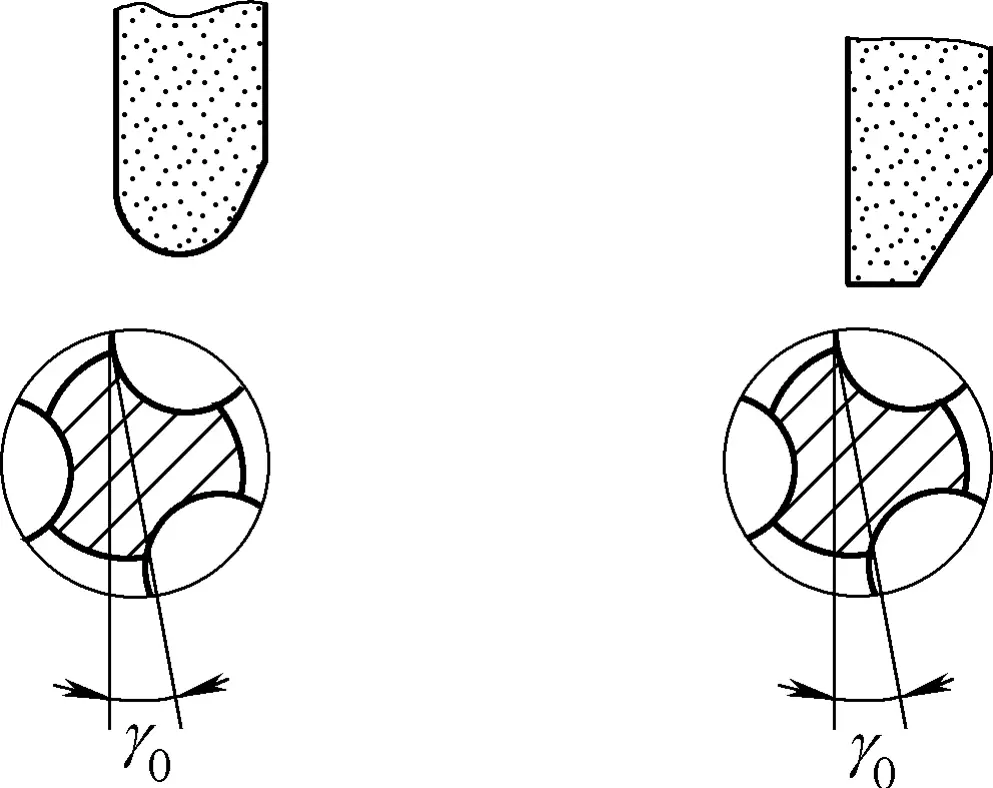
Die Größe des vorderen Winkels γ0 des Gewindebohrers richtet sich hauptsächlich nach den Eigenschaften des zu verarbeitenden Materials. Für die Auswahl wird im Allgemeinen auf Tabelle 2 verwiesen.
Tabelle 2 Auswahl der Stirnwinkelgröße für Gewindebohrer [Einheit: (°)]
| Verarbeitung von Material | Vorderer Winkel (γ0) |
| Bronze gegossen | 0 |
| Gusseisen | 5 |
| Legierter Stahl | 5 |
| Messing | 10 |
| Stahl mit mittlerem Kohlenstoffgehalt | 10 |
| Stahl mit niedrigem Kohlenstoffgehalt | 15 |
| Rostfreier Stahl | 15~20 |
| Aluminium und Aluminiumlegierungen | 20~30 |
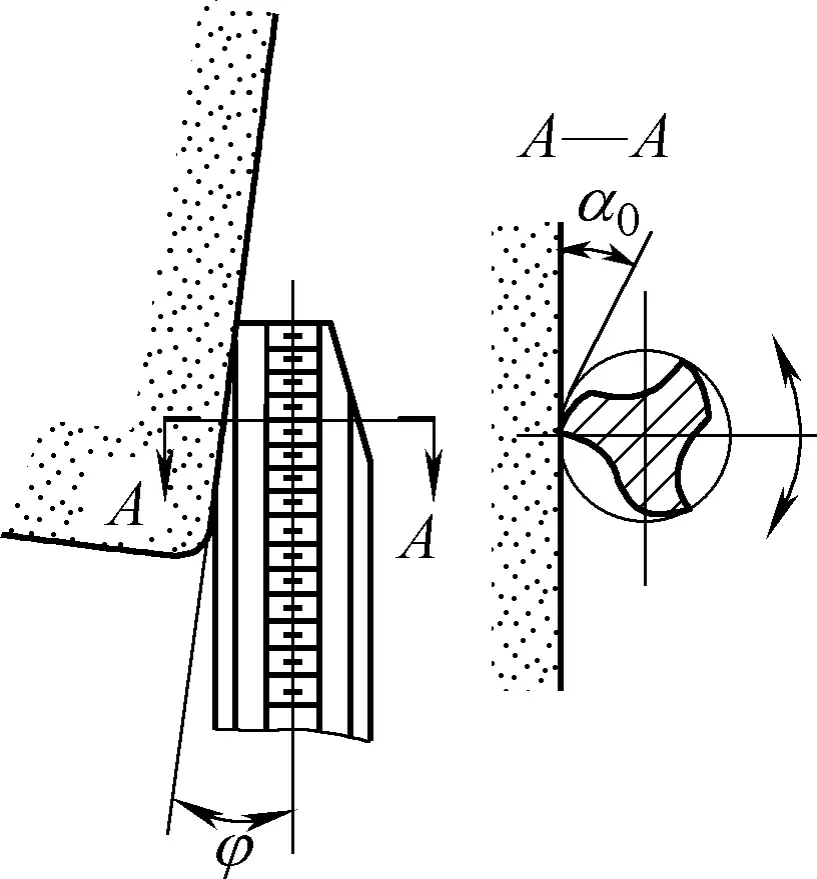
Wenn der schneidende Teil des Gewindebohrers abgenutzt ist, kann die hintere Schneidfläche auf einer Werkzeugschleifmaschine geschliffen werden, um die Konsistenz des Schneidkonuswinkels und des Freiflächenwinkels jeder Zahnnut des Gewindebohrers zu gewährleisten. In der Produktion können die Bediener die hintere Schneidfläche auch auf einer Schleifmaschine schleifen, wie in Abbildung 5 dargestellt. Das Schleifverfahren ist dem des Bohrerschleifens ähnlich, und die Anforderungen sind im Grunde die gleichen.
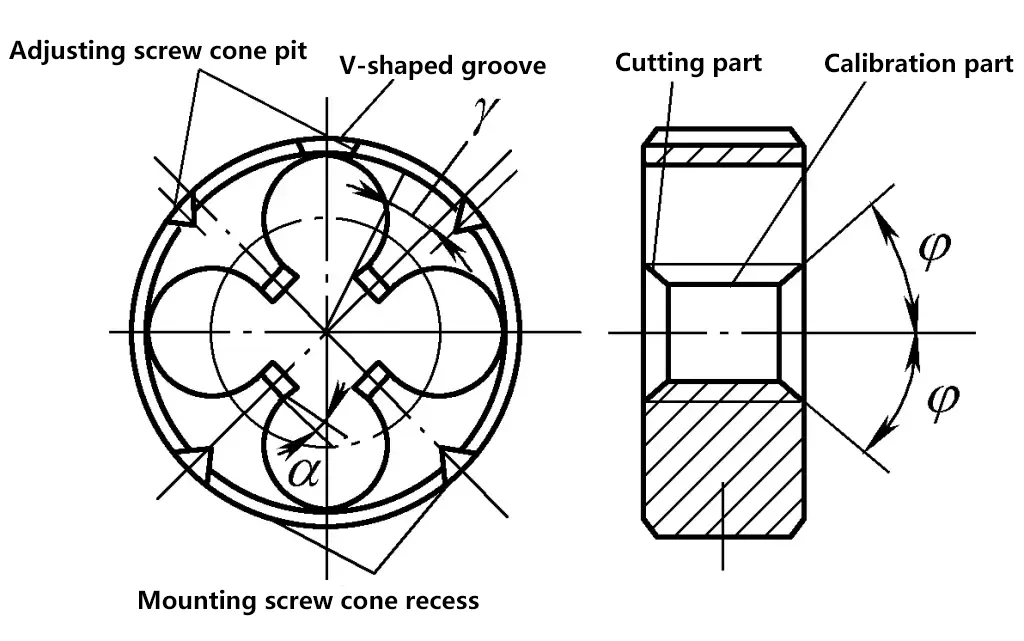
Die Schneideisen sind ein Werkzeug zur Bearbeitung von Außengewinden. Je nach Art des zu bearbeitenden Gewindes werden zwei Arten unterschieden: runde Schneideisen und 55° dichtende Rohrgewindebacken. Sie werden aus legiertem Werkzeugstahl oder Schnellarbeitsstahl hergestellt und einer Härtebehandlung unterzogen.
Die kreisförmige Matrize ähnelt der Form einer Mutter, wobei mehrere Spanabfuhrlöcher in der Nähe des Hauptdurchmessers des Gewindes gebohrt sind, um Schneidkanten zu bilden. Die Matrize besteht aus einem schneidenden und einem kalibrierenden Teil, und ihr Aufbau ist in Abbildung 6 dargestellt.
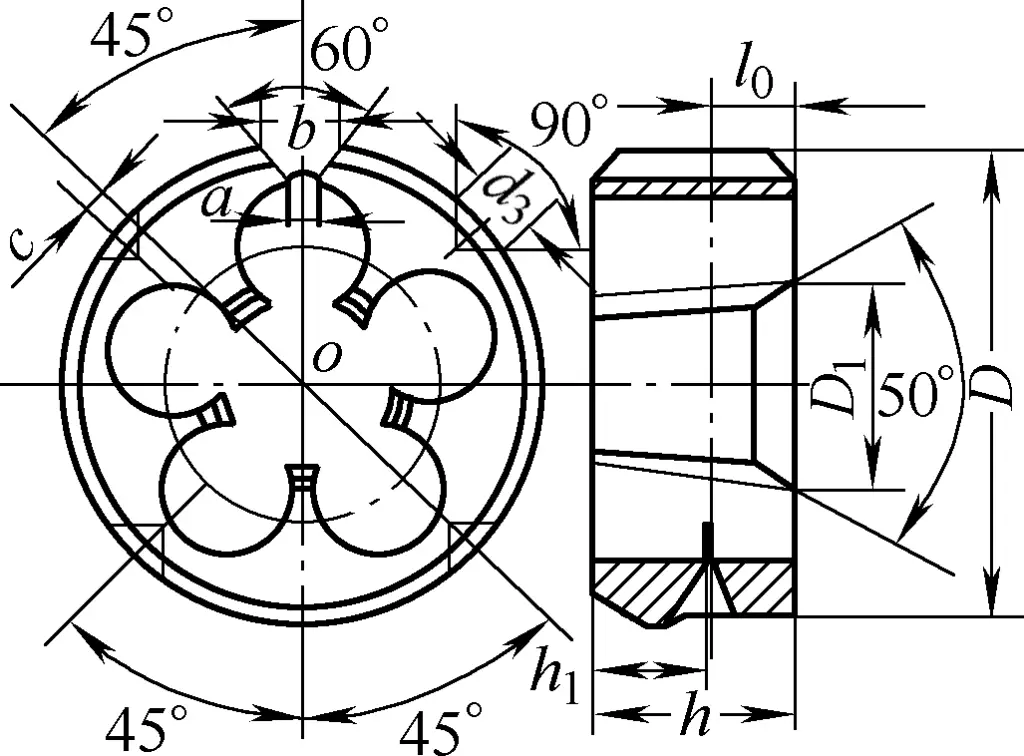
Diese Schneideisen werden speziell für das Schneiden von konischen Gewinden am Ende von Rohren mit kleinem Durchmesser verwendet, wie in Abbildung 7 dargestellt. Das 55°-Gewindebackenwerkzeug für Dichtungsrohre hat nur auf einer Seite einen Schneidkonus und kann nur allein verwendet werden; die anderen Teile seines Aufbaus ähneln denen des Rundbackenwerkzeugs.
Bei zylindrischen Stangen werden die Gewinde in der Regel von Hand hergestellt, was als Handgewindeschneiden bezeichnet wird.
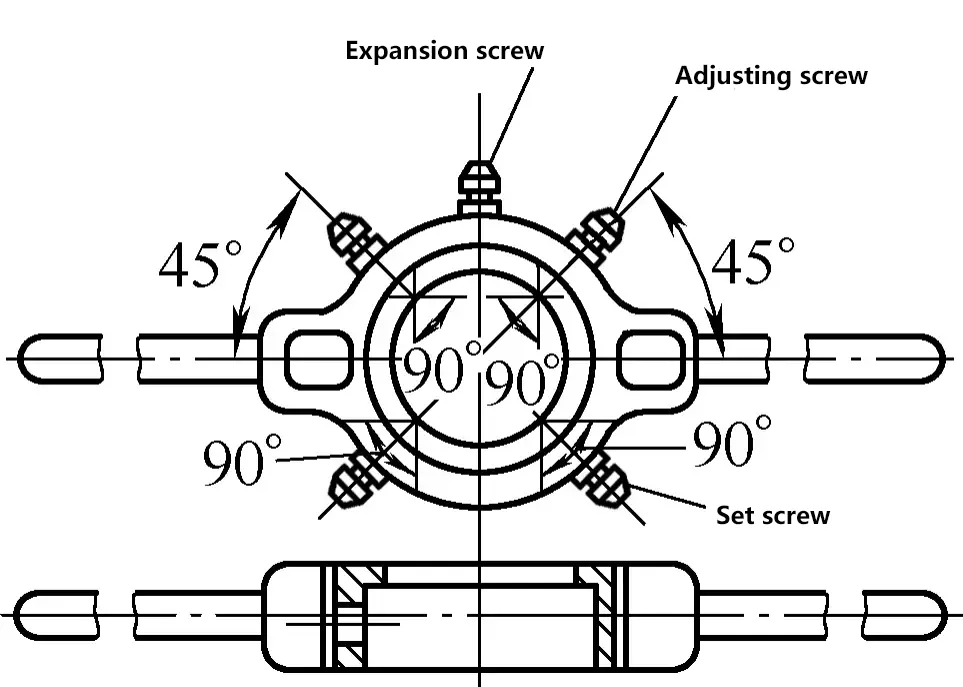
Das Hauptwerkzeug für das manuelle Gewindeschneiden ist der runde Schneideisenhalter. Der runde Schneideisenhalter wird zum Einsetzen der Schneideisen verwendet und sein Aufbau ist in Abbildung 8 dargestellt. Ziehen Sie während des Gebrauchs die Schraube 8 und die Stellschraube an, um das Schneideisen fest im Halter zu sichern.
Genau wie beim Gewindeschneiden mit einem Gewindebohrer verformt sich das Material beim Gewindeschneiden mit einer runden Schneideisenform durch die Kompression, und der Gewindescheitel wird leicht angehoben. Daher sollte der Durchmesser der Rundstange vor dem Gewindeschneiden etwas kleiner sein als der Hauptdurchmesser des Gewindes. Im Allgemeinen wird der Durchmesser der Rundstange nach der folgenden Formel berechnet:
d0=d-0,13P
In der Formel:
Der Durchmesser der Rundstange vor dem Gewindeschneiden kann ebenfalls nach Tabelle 3 bestimmt werden.
Tabelle 3 Durchmesser der Stange beim Gewindeschneiden mit einem Schneideisen
| Grobgewinde Metrisch | Zollgewinde | 55° nicht-dichtendes Rohrgewinde | |||||||
| Gewindedurchmesser d/mm | Gewinde Steigung P/mm | Rundstab-Durchmesser d0/mm | Gewindedurchmesser /in① | Rundstab-Durchmesser d0/mm | Gewindedurchmesser /in① | Rohr-Außendurchmesser d0/mm | |||
| Mindestdurchmesser | Maximaler Durchmesser | Mindestdurchmesser | Maximaler Durchmesser | Mindestdurchmesser | Maximaler Durchmesser | ||||
| M6 | 1 | 5.8 | 5.9 | 1/4 | 5.9 | 6 | 1/8 | 9.4 | 9.5 |
| M8 | 125 | 7.8 | 7.9 | 5/16 | 7.4 | 7.6 | 1/4 | 12.7 | 13 |
| M10 | 1.5 | 9.75 | 9.85 | 3/8 | 9 | 9.2 | 3/8 | 16.2 | 16.5 |
| M12 | 1.75 | 11.75 | 11.9 | 1/2 | 12 | 12.2 | 1/2 | 20.5 | 20.8 |
| M14 | 2 | 13.7 | 13.85 | - | - | - | 5/8 | 22.5 | 22.8 |
| M16 | 2 | 15.7 | 15.85 | 5/8 | 15.2 | 15.4 | 3/4 | 26 | 26.3 |
| M18 | 2.5 | 17.7 | 17.85 | - | - | - | 7/8 | 29.8 | 30.1 |
| M20 | 2.5 | 19.7 | 19.85 | 3/4 | 18.3 | 18.5 | 1 | 32.8 | 33.1 |
| M22 | 2.5 | 21.7 | 21.85 | 7/8 | 21.4 | 21.6 | 1.125 | 37.4 | 37.7 |
| M24 | 3 | 23.65 | 23.8 | 1 | 24.5 | 24.8 | 1.25 | 41.4 | 41.7 |
| M27 | 3 | 26.65 | 26.8 | 1.25 | 30.7 | 31 | 1.875 | 43.8 | 44.1 |
| M30 | 3.5 | 29.6 | 29.8 | - | - | - | 1.5 | 47.3 | 47.6 |
| M36 | 4 | 35.6 | 35.8 | 1.5 | 37 | 37.3 | |||
| M42 | 4.5 | 41.55 | 41.75 | ||||||
| M48 | 5 | 47.5 | 47.7 | ||||||
| M52 | 5 | 51.5 | 51.7 | ||||||
| M60 | 5.5 | 59.45 | 59.7 | ||||||
① in ist eine nicht-gesetzliche Maßeinheit, 1in = 25,4mm.
Die wichtigsten Methoden und Eckpunkte des manuellen Einfädelns sind wie folgt:
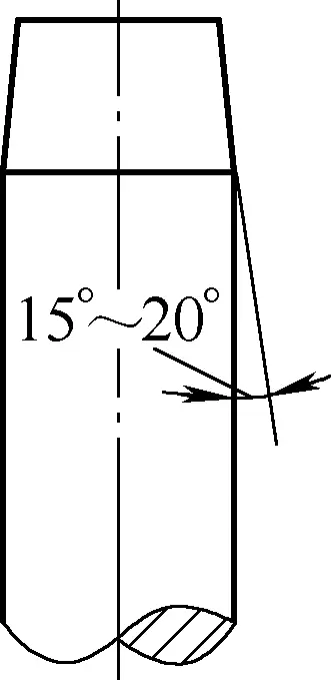
1) Vor dem Gewindeschneiden sollte das Ende der Rundstange in einem Winkel von 15°~20° abgeschrägt werden, wie in Abbildung 9 dargestellt. Der Mindestdurchmesser des oberen Endes sollte kleiner sein als der kleine Durchmesser des Gewindes, damit die Matrize leichter ausgerichtet und eingeschnitten werden kann.
2) Beim Gewindeschneiden ist das Schneidemoment sehr groß, und der Gewindeteil der Rundstange sollte nahe an der Backe sein. Verwenden Sie beim Einspannen Hartholz oder eine dicke Kupferplatte als Backenunterlage, um die Rundstange einzuspannen, und stellen Sie sicher, dass sie fest sitzt, ohne die Oberfläche der Rundstange zu beschädigen.
3) Beim Gewindeschneiden sollte die Schneideisenfläche senkrecht zur Achse der Rundstange stehen. Drücken Sie das Schneideisen mit der linken Handfläche und drehen Sie den Schneideisenhalter mit der rechten Hand. Sobald der Schneideisenhalter begonnen hat, den Rundstab einzufädeln, hören Sie auf, Kraft anzuwenden und drehen Sie nur noch gleichmäßig. Um die Späne zu brechen, drehen Sie häufig um. Verwenden Sie Schneidflüssigkeit beim Gewindeschneiden von Stahlstangen, um die Oberflächengüte der Gewinde zu verbessern und die Lebensdauer der Schneideisen zu verlängern.