
CNC-Drehmaschinen-Komponenten: Die wichtigsten Mechanismen erklärt
Haben Sie sich jemals gefragt, was eine CNC-Drehmaschine so effizient macht? In diesem Artikel werden die wichtigsten Komponenten einer CNC-Drehmaschine...
Haben Sie sich jemals gefragt, wie die Metallteile, die uns umgeben, hergestellt werden? Von der kleinsten Schraube bis hin zu massiven Maschinenteilen werden viele Metallgegenstände durch die Kunst des Drehens hergestellt. In diesem Blogbeitrag erkunden wir die faszinierende Welt des Drehens und die Fertigkeiten, die man braucht, um Metall mit Präzision zu bearbeiten. Egal, ob Sie ein neugieriger Lernender oder ein aufstrebender Maschinist sind, begleiten Sie uns, wenn wir die Geheimnisse dieses wichtigen Herstellungsprozesses aufdecken.

In der mechanischen Fertigungsindustrie bestehen komplexe Maschinen meist aus verschiedenen Arten von Wellen, Hülsen, Scheiben, Gewinden, Konen und unregelmäßigen Teilen, die von den Drehern durch Grob- und Feinbearbeitung fertiggestellt werden müssen.
Mit der Entwicklung der Technologie werden zwar einige Teile durch Präzisionsgießen und Kaltumformung hergestellt, aber die meisten kommen immer noch nicht ohne spanabhebende Bearbeitung aus. Vor allem bei Teilen mit hohen Präzisionsanforderungen müssen sie immer noch durch Drehen und Schleifen bearbeitet werden.
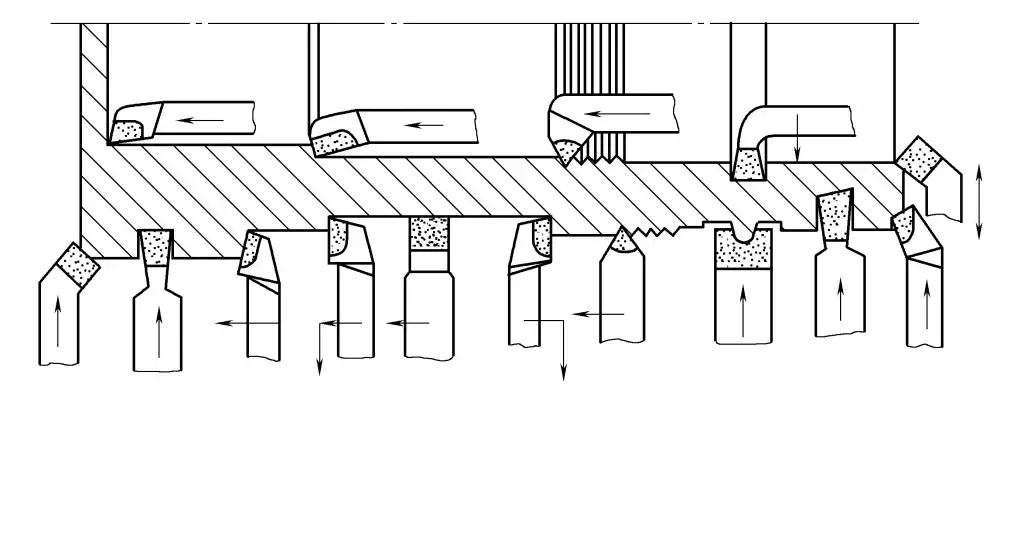
Zu den Dreharbeiten gehören: Drehen von Außenzylindern, Plandrehen, Bohren von Innenlöchern, Schneiden von Außengewinden, Schneiden von Innengewinden, Bohren von Mittellöchern, Bohren, Rändeln, Abstechen oder Schneiden von Außen- und Innennuten, Plandrehen von Nuten, Wickeln von Federn, Drehen von Außenkegeln und Formen von Oberflächen, wie in Abbildung 1 dargestellt.
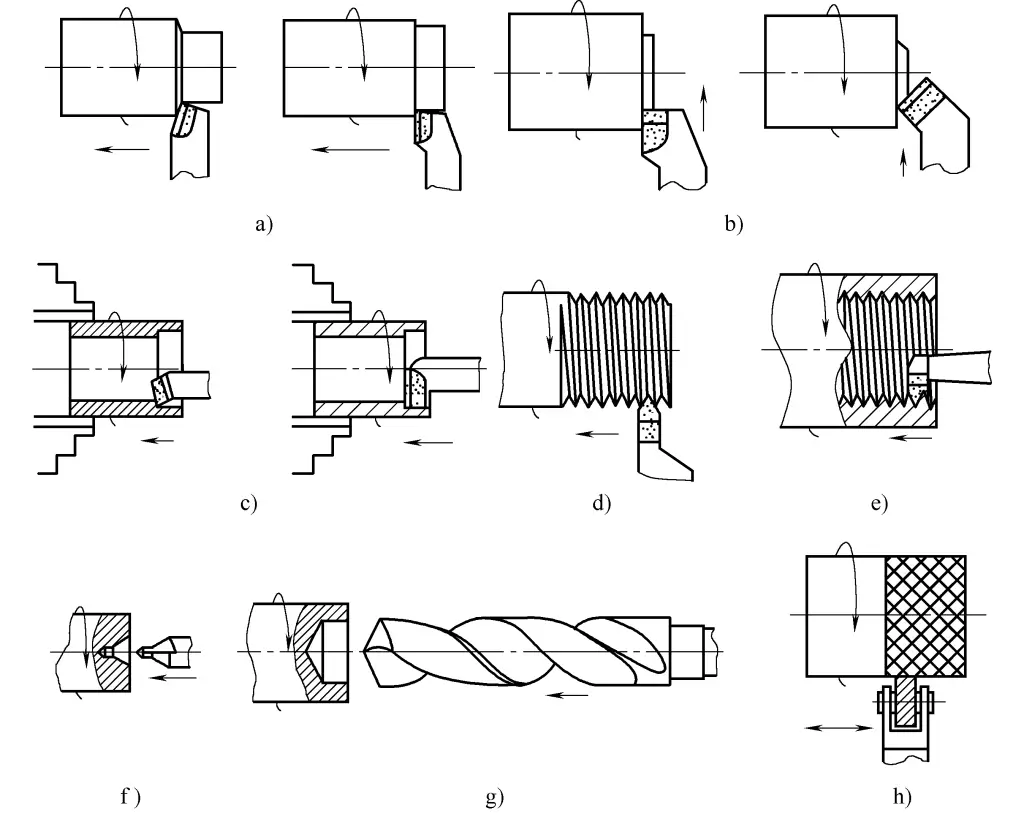
a) Drehen des externen Zylinders
b) Verkleidung
c) Bohren eines inneren Lochs
d) Schneiden von Außengewinden
e) Schneiden von Innengewinden
f) Bohren des Mittellochs
g) Bohren
h) Rändeln
i) Trennen oder Schneiden von äußeren/inneren Nuten
j) Stirnseitige Rille
k) Wickelfeder
l) Drehen eines Außenkegels
m) Formgebende Oberfläche
In der spanabhebenden Bearbeitung ist das Werkstück der allgemeine Begriff für den Gegenstand, der im Bearbeitungsprozess bearbeitet wird. Jedes Werkstück muss den Prozess vom Rohmaterial zum fertigen Produkt durchlaufen.
Um mit dem Werkzeug Zerspanungsoperationen am Werkstück durchzuführen, um verschiedene Oberflächen zu formen, muss es eine Relativbewegung zwischen dem Werkzeug und dem Werkstück geben. Diese Relativbewegung bei der spanenden Bearbeitung von Metallen wird als Schnittbewegung bezeichnet. Die Zerspanungsbewegung kann je nach ihrer Funktion in eine Hauptbewegung und eine Vorschubbewegung unterteilt werden.
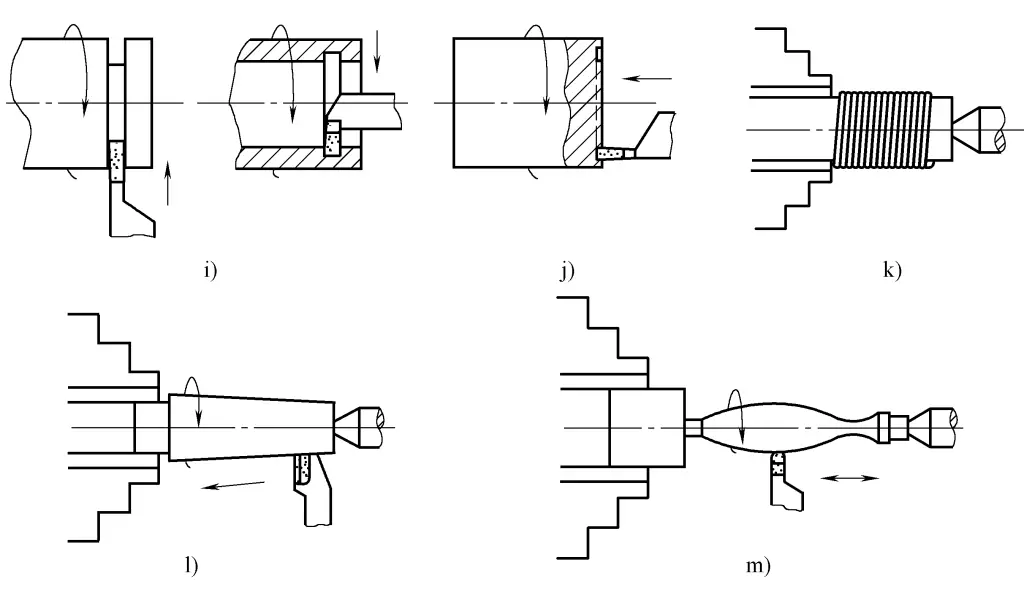
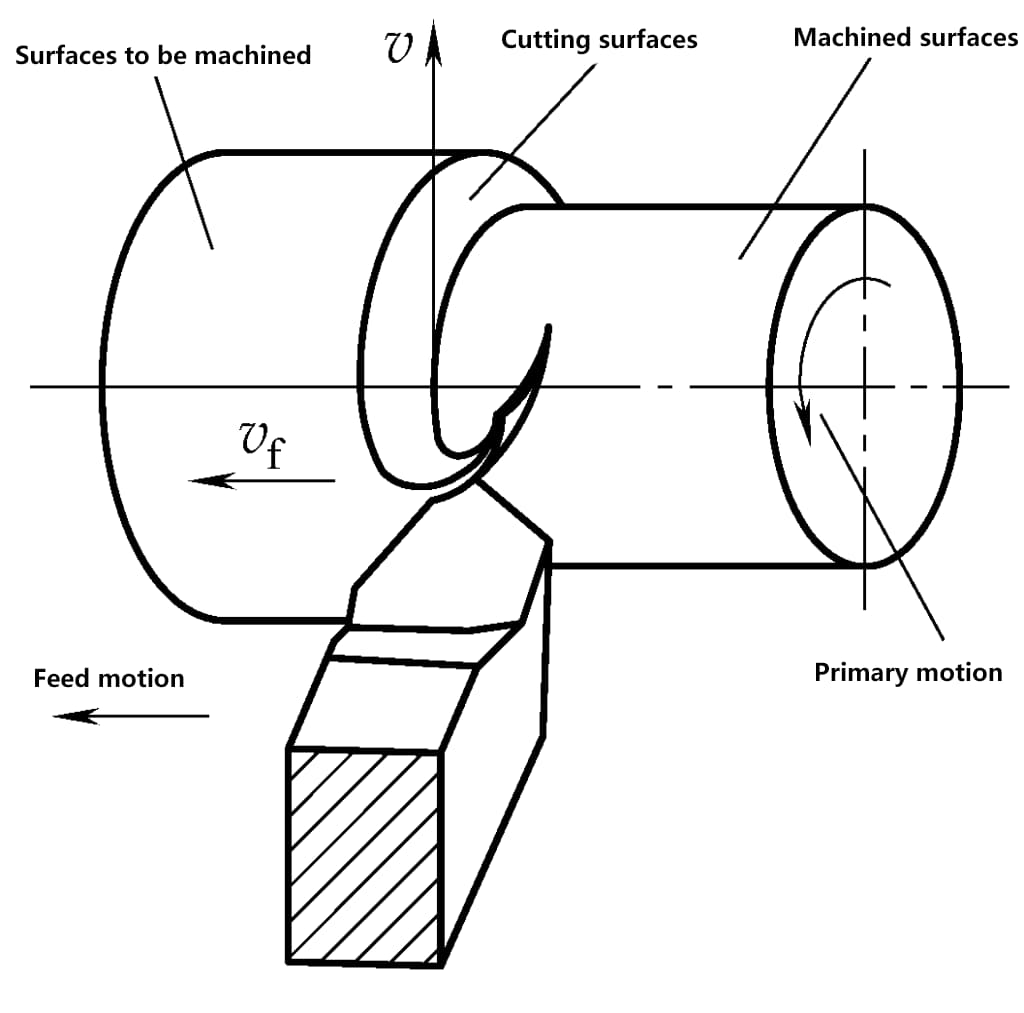
Die Hauptbewegung ist die Bewegung, die notwendig ist, um überschüssige Metallschichten vom Werkstück zu entfernen und neue Oberflächen zu bilden. Sie ist die grundlegendste und wichtigste Bewegung bei Zerspanungsvorgängen, hat in der Regel die höchste Geschwindigkeit und verbraucht die meiste Maschinenleistung. Beispiele sind die Drehbewegung des Werkstücks bei Drehbearbeitungen (Abbildung 2), die Drehbewegung des Werkzeugs bei Fräs-, Ausbohr- und Bohrbearbeitungen und die lineare Bewegung des Hobelwerkzeugs bei Hobelarbeiten (Abbildung 3).
Die Vorschubbewegung ist eine Bewegung, die intermittierend oder kontinuierlich die zu schneidende Metallschicht in den Schneidprozess einführt. In Kombination mit der Hauptbewegung trägt sie kontinuierlich Metallschichten ab, um die gewünschte Oberfläche zu erhalten.
Die Vorschubbewegung zeichnet sich durch niedrige Geschwindigkeit und geringen Stromverbrauch aus. Sie kann aus einer oder mehreren Bewegungen bestehen. Beim Außendrehen ist die Längsvorschubbewegung entlang der Werkstückachse kontinuierlich, während die Quervorschubbewegung entlang des Werkstückdurchmessers intermittierend ist.
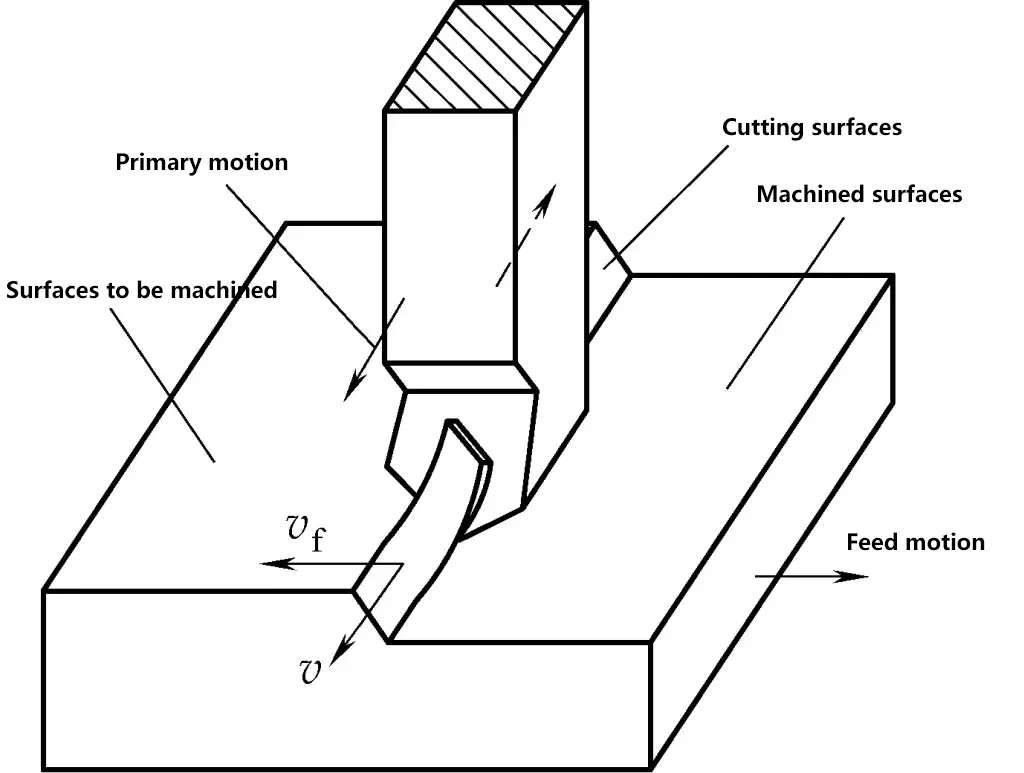
Während des Zerspanungsprozesses bilden sich drei Oberflächen auf dem Werkstück. Die zu bearbeitende Oberfläche ist die Oberfläche des Werkstücks, die abgeschnitten werden soll, z. B. die Oberfläche 1 in Abbildung 4. Die Übergangsfläche ist die Oberfläche des Werkstücks, die von der Schneide gerade geschnitten wird, z. B. die Fläche 2 in Abbildung 4. Die bearbeitete Oberfläche ist die Oberfläche, die nach dem Schneiden auf dem Werkstück entsteht, z. B. die Oberfläche 3 in Abbildung 4.
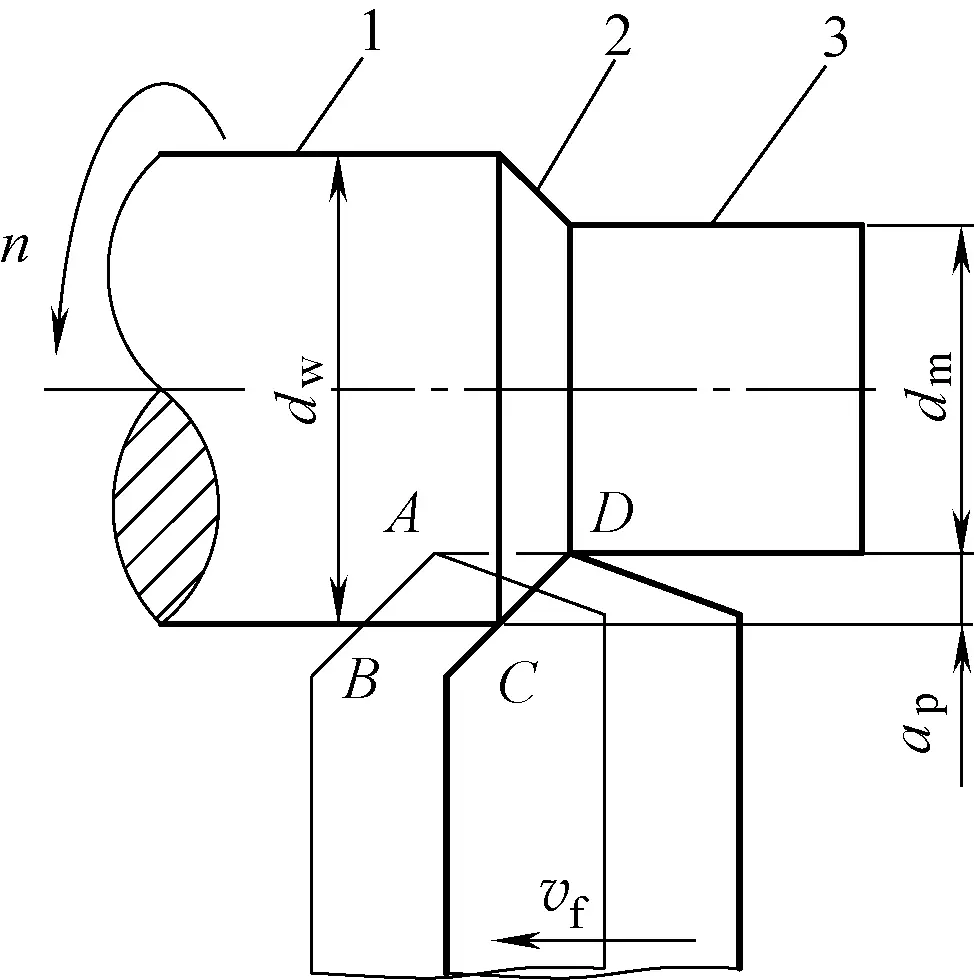
Die Schnittparameter werden verwendet, um die Größe der Schnittbewegung zu messen. Schnittgeschwindigkeit, Vorschubgeschwindigkeit und Schnitttiefe sind die drei Elemente der Schnittparameter. Nur durch eine vernünftige Bestimmung der Schnittparameter kann der Schnitt reibungslos durchgeführt werden, was auch ein effektiver Weg ist, um die Produktqualität zu gewährleisten und die Arbeitsproduktivität zu verbessern.
Die Schnitttiefe ist die Kontaktlänge zwischen der Schneide des Werkzeugs und der Schnittfläche des Werkstücks, gemessen in der Bearbeitungsebene senkrecht zur Richtung der Hauptbewegung und der Vorschubbewegung. Beim Außenzylinderdrehen ist die Schnitttiefe der vertikale Abstand zwischen der bearbeiteten Fläche und der zu bearbeitenden Fläche des Werkstücks, gemessen in mm. Dies bedeutet
ap=1/2(dw-dm)
In der Formel
Die Vorschubgeschwindigkeit ist die Verschiebung des Werkzeugs relativ zum Werkstück in Richtung der Vorschubbewegung. Verschiedene Bearbeitungsverfahren haben aufgrund der verschiedenen verwendeten Werkzeuge und Formen der Schnittbewegung unterschiedliche Ausdrücke und Messmethoden für den Vorschub.
Die Einheit des Vorschubs ist mm/r (zum Drehen, Bohren usw.) oder mm/Hub (zum Hobeln, Schleifen usw.). Die Vorschubgeschwindigkeit gibt die Geschwindigkeit der Vorschubbewegung an. Die Geschwindigkeit der Vorschubbewegung kann auch als Vorschubgeschwindigkeit v ausgedrückt werdenf (Einheit ist mm/s) oder Vorschub pro Zahn f z (wird für mehrzahnige Werkzeuge wie Fräser und Reibahlen verwendet, Einheit ist mm/z). Im Allgemeinen
vf=nf-dzfz
In der Formel
Die Schnittgeschwindigkeit ist die Geschwindigkeit des gewählten Punktes an der Schneide des Werkzeugs relativ zur Hauptbewegung des Werkstücks, gemessen in m/min oder m/s. Da die Schnittgeschwindigkeit an verschiedenen Punkten der Schneide unterschiedlich ist, wird bei Berechnungen häufig die maximale Schnittgeschwindigkeit verwendet, um die Schnittgeschwindigkeit des Werkzeugs darzustellen. Die Formel zur Berechnung der Schnittgeschwindigkeit beim Drehen eines Außenzylinders mit einem Drehmeißel lautet
v=πdwn/1000
In der Formel
Da es sich beim Fräser um ein mehrzahniges Werkzeug handelt, wird beim Fräsen die Vorschubeinheit zusätzlich zu mm/r auch als Vorschub pro Zahn angegeben, bezeichnet als a f mit einer Einheit von mm/z. Die Beziehung zwischen v, f und a f ist
vf=nf=nafz
Dabei ist z die Anzahl der Zähne des Mehrzahnwerkzeugs.
Zusammenfassend lässt sich sagen, dass in der tatsächlichen Produktion der Werkstückdurchmesser in der Regel bekannt ist und die Schnittgeschwindigkeit auf der Grundlage von Faktoren wie dem Werkstückmaterial, dem Werkzeugmaterial und den Bearbeitungseigenschaften bestimmt wird. Anschließend wird die Schnittgeschwindigkeit zur Einstellung der Maschine in eine Drehgeschwindigkeit umgerechnet. Versuchen Sie, eine Drehzahl zu wählen, die mit den auf dem Typenschild der Drehmaschine angegebenen Drehzahlen übereinstimmt.
Eine vernünftige Auswahl der Schnittparameter kann die Qualität der Werkstückbearbeitung sicherstellen, die Schnittleistung verbessern, die Werkzeugstandzeit verlängern und die Bearbeitungskosten senken. Je nach den Anforderungen der verschiedenen Bearbeitungsmerkmale für die Zerspanung werden die Schnittparameter unterschiedlich gewählt.
Bei der Schruppbearbeitung sollte das Hauptaugenmerk auf einem hohen Zeitspanvolumen und der erforderlichen Werkzeugstandzeit liegen. Im Allgemeinen wird zunächst eine große Schnitttiefe gewählt, dann ein relativ großer Vorschub und schließlich eine geeignete Schnittgeschwindigkeit, die sich nach der Standzeit richtet.
Bei der Fertigbearbeitung sollte die Bearbeitungsqualität des Werkstücks gewährleistet sein. Im Allgemeinen werden ein geringerer Vorschub und eine geringere Schnitttiefe bei einer möglichst hohen Schnittgeschwindigkeit gewählt.
Die Schnitttiefe für die Schruppbearbeitung sollte auf der Grundlage des Bearbeitungsaufmaßes des Werkstücks festgelegt werden, wobei möglichst das gesamte Aufmaß in einem Durchgang entfernt werden sollte. Wenn das Bearbeitungsaufmaß zu groß ist, die Maschinenleistung nicht ausreicht, die Steifigkeit des technologischen Systems gering ist, die Werkzeugfestigkeit nicht ausreicht oder es zu unterbrochenen Schnitten oder erheblichen Stoßvibrationen kommt, können mehrere Durchgänge erforderlich sein.
Bei Guss- oder Schmiedeteilen mit einer harten Oberflächenschicht sollte die Schnitttiefe größer sein als die Dicke der harten Schicht, um die Werkzeugspitze zu schützen. Das Vorschlichtaufmaß (1-3 mm) und das Schlichtaufmaß (0,1-0,5 mm) können in einem Arbeitsgang entfernt werden. Die Schnitttiefe für das Halbschlichten und Schlichten wird durch das nach der Schruppbearbeitung verbleibende Aufmaß bestimmt, basierend auf der erforderlichen Bearbeitungsgenauigkeit und Oberflächenrauhigkeit.
Bei der Zerspanung mit Hartmetall-Drehmeißeln sollte die Schnitttiefe für den letzten Arbeitsgang nicht zu gering sein, da die Schneide auf einer Schleifscheibe nur schwer zu schärfen ist, vorzugsweise eine p =0,1 mm, da es sonst schwierig wird, die erforderliche Oberflächenrauheit des Werkstücks zu erreichen. Bei der Verwendung von Wendeschneidplatten sollte das Aufmaß für die Fertigbearbeitung auf der Grundlage des Nasenradius R der Wendeschneidplatte bestimmt werden.
Bei der Schruppbearbeitung wird die Wahl der Vorschubgeschwindigkeit hauptsächlich durch die Schnittkraft begrenzt. Wenn die Steifigkeit und Festigkeit des technologischen Systems gut sind, kann ein größerer Vorschub gewählt werden. Beim Halbschlichten und Schlichten wird der Vorschub im Allgemeinen kleiner gewählt, da die Vorschubgeschwindigkeit die Oberflächenrauheit des bearbeiteten Werkstücks stark beeinflusst.
Normalerweise wird ein angemessener Vorschub auf der Grundlage der Anforderungen an die Oberflächenrauheit des Werkstücks ausgewählt, wobei Faktoren wie das Werkstückmaterial, der Radius der Werkzeugschneide, die Schnittgeschwindigkeit und andere Bedingungen berücksichtigt werden. Wenn die Schnittgeschwindigkeit erhöht wird, der Radius der Werkzeugschneide größer ist oder das Werkzeug mit einer Abstreifkante geschliffen wird, kann ein größerer Vorschub gewählt werden, um die Produktivität zu verbessern.
Nach der Bestimmung der Schnitttiefe und des Vorschubs kann eine geeignete Schnittgeschwindigkeit unter der Bedingung bestimmt werden, dass eine angemessene Werkzeugstandzeit gewährleistet ist. Bei der Schruppbearbeitung sind sowohl die Schnitttiefe als auch der Vorschub groß, und die Schnittgeschwindigkeit ist durch die Werkzeugstandzeit und die Maschinenleistung begrenzt und im Allgemeinen niedriger.
Bei der Schlichtbearbeitung werden sowohl die Schnitttiefe als auch die Vorschubgeschwindigkeit kleiner eingestellt, während die Schnittgeschwindigkeit hauptsächlich durch die Bearbeitungsqualität des Werkstücks und die Werkzeugstandzeit begrenzt wird und im Allgemeinen höher eingestellt ist. Bei der Wahl der Schnittgeschwindigkeit sollten auch Faktoren wie die Bearbeitbarkeit des Werkstückmaterials berücksichtigt werden.
Zum Beispiel: Die Schnittgeschwindigkeit für die Bearbeitung von legiertem Stahl, hochmanganhaltigem Stahl, rostfreiem Stahl, Gusseisen usw. sollte 20% bis 30% niedriger sein als die für gewöhnlichen Stahl mit mittlerem Kohlenstoffgehalt. Bei der Bearbeitung von Nichteisenmetallen sollte sie um das 1 bis 3fache erhöht werden. Für intermittierendes Schneiden und die Bearbeitung großer, schlanker oder dünnwandiger Teile sollte eine niedrigere Schnittgeschwindigkeit gewählt werden.
Bei der Zerspanung mit Hartmetall-Drehwerkzeugen werden im Allgemeinen höhere Schnittgeschwindigkeiten (80-100 m/min) verwendet. Bei der Zerspanung mit Hochgeschwindigkeitsstahl-Drehwerkzeugen werden niedrigere Schnittgeschwindigkeiten bevorzugt.
Drehwerkzeuge lassen sich je nach Verwendungszweck in Außendrehwerkzeuge, Plandrehwerkzeuge, Abstechwerkzeuge, Formwerkzeuge, Gewindewerkzeuge und Bohrwerkzeuge einteilen, wie in Abbildung 5 dargestellt.
Da Drehwerkzeuge aus einem Werkzeugkopf und einem Werkzeugkörper bestehen, können sie auch nach ihrem Aufbau in Vollwerkzeuge, gelötete Werkzeuge, mechanisch eingespannte Werkzeuge, Wendeschneidplattenwerkzeuge und Formwerkzeuge eingeteilt werden, wie in Abbildung 6 dargestellt.
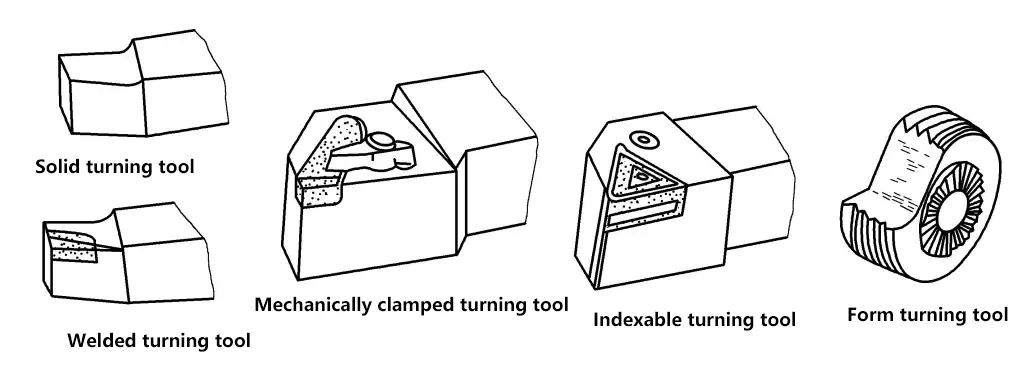
Die grundlegenden Verwendungszwecke gängiger Drehwerkzeuge sind wie folgt:
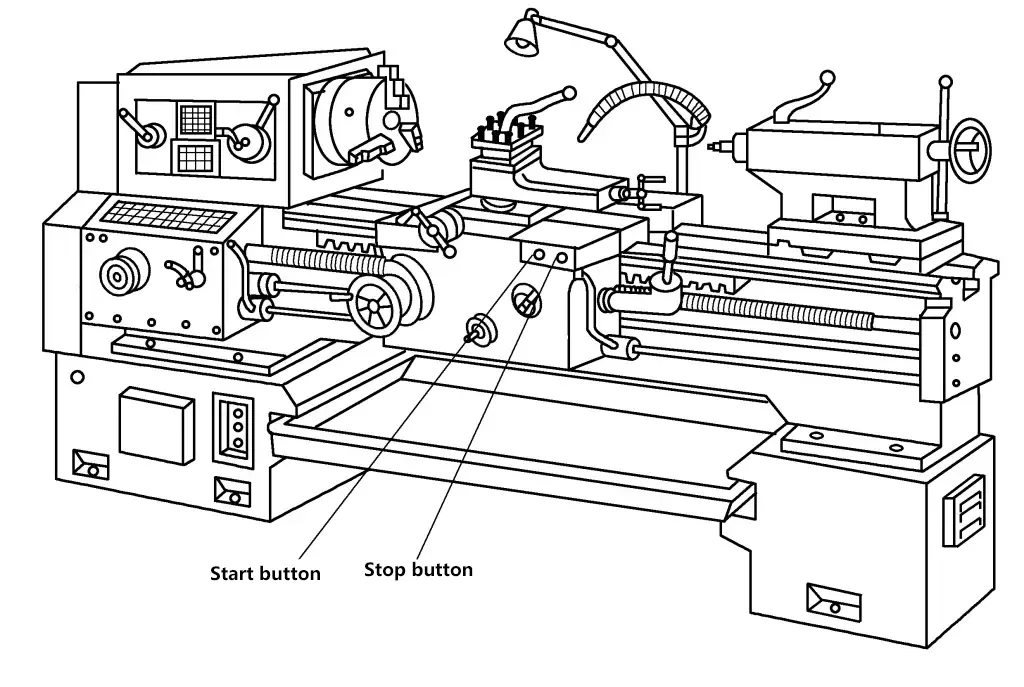
Die folgenden Punkte sollten vor der Inbetriebnahme und dem Betrieb der Maschine sorgfältig überprüft werden:
Die Drehzahl der Drehmaschinenspindel wird durch Verändern der Position von zwei ineinander verschachtelten Griffen an der rechten Vorderseite des Spindelstocks gesteuert. Der vordere Griff hat 6 Gänge, jeder Gang hat 4 Geschwindigkeitsstufen, die durch den hinteren Griff gesteuert werden, so dass die Spindel insgesamt 24 Geschwindigkeitsstufen hat, wie in Abbildung 8 gezeigt.
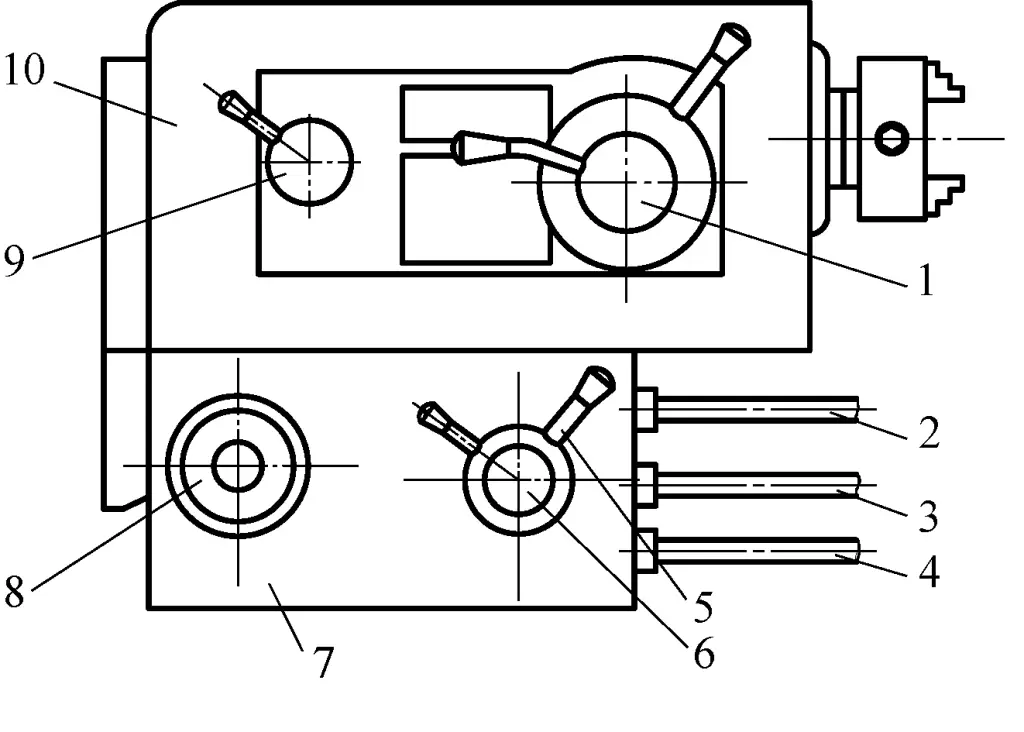
1-Spindel Drehzahländerung verschachtelte Griffe
2-Leiter-Schraube
3-Vorschubstange
4-Steuerungshebel
5-Griff zur Änderung der Vorschubgeschwindigkeit
Griff zum Wechseln von Spindel und Vorschubstange mit 6 Gewinden
7-Feed Box
8-Handrad zur Änderung der Vorschubgeschwindigkeit
9-Griff zum Wechseln der Fadenrichtung
10-Kopfstück
Der Griff an der linken Vorderseite des Spindelstocks dient zum Wechseln zwischen Links- und Rechtsgewinde und zur Erhöhung der Gewindesteigung. Er hat 4 Positionen: Rechtsgewinde, Linksgewinde, Rechtsgewinde mit größerer Steigung und Linksgewinde mit größerer Steigung, wie in Abbildung 9 dargestellt.
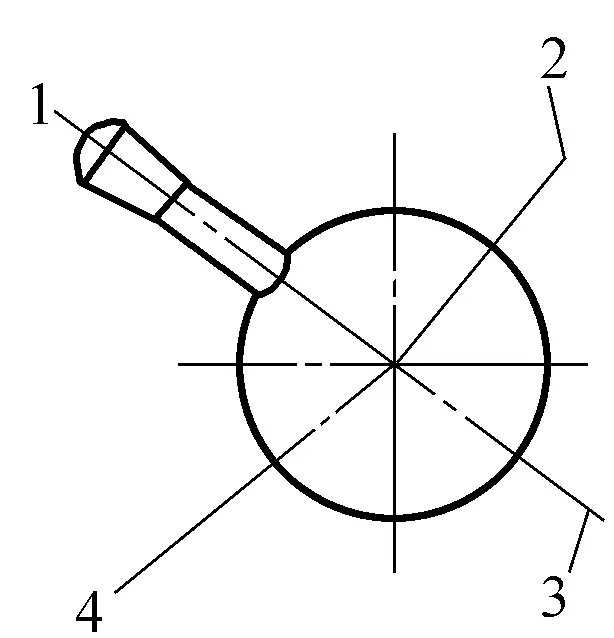
1-Rechtsgewinde
2-Linksgewinde
3-Linksgewinde mit erhöhter Steigung
4-Rechtsgewinde mit erhöhter Steigung
Der Vorschubkasten der CA6140-Drehmaschine hat vorne links ein Handrad mit 8 Stellungen; auf der rechten Seite befinden sich zwei verschachtelte Griffe, der vordere dient zum Umschalten zwischen Leitspindel und Vorschubstange, und der hintere Griff hat die Stellungen I, II, III, IV, die zusammen mit dem Handrad zum Einstellen von Gewindesteigung oder Vorschubgeschwindigkeit dienen.
Um die erforderliche Gewindesteigung oder Vorschubgeschwindigkeit entsprechend den Bearbeitungsanforderungen einzustellen, können Sie die Konfigurationstabelle auf dem Öltankdeckel des Vorschubkastens heranziehen, um die spezifische Position des Handradgriffs zu bestimmen.
Die Schlittenbaugruppe umfasst die Schürze, den Sattel, den Querschlitten, die Auflage und die Werkzeugsäule, wie in Abbildung 10 dargestellt.
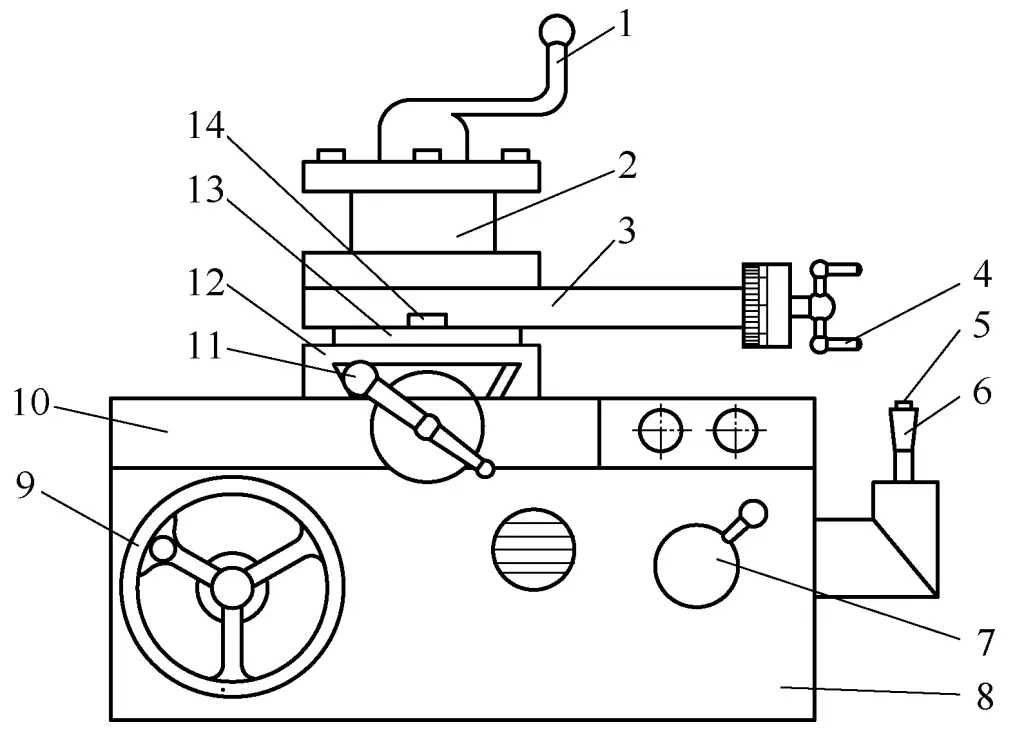
1-Werkzeugpfostengriff
2-Werkzeug-Posten
3-Verbundrast
4-Gelenkstütze
5-Schnelllauftaste
6-Automatischer Vorschubgriff
7-Halbe Mutter Hebel
8-Apron
9-Großes Handrad
10-Sattel
11-Kreuzschlitten-Handrad
12-Kreuzschlitten
13-Graduiertes Zifferblatt
14-Sicherungsmutter
Die meisten Vorschubbewegungen beim Drehen werden von der Schlittenbaugruppe ausgeführt: Schlitten und Schürze bewegen sich in Längsrichtung, der Querschlitten bewegt sich in Querrichtung, und der Kreuzschlitten kann sich in Längsrichtung oder in einem Winkel bewegen. Es gibt zwei Arten von Vorschubbewegungen: manueller Vorschub und Kraftvorschub.
1) Die Längsbewegung von Sattel und Schürze wird über das große Handrad an der linken Vorderseite der Schürze gesteuert.
Wenn Sie das Handrad im Uhrzeigersinn drehen, bewegen sich Sattel und Schürze nach rechts, wenn Sie es gegen den Uhrzeigersinn drehen, bewegen sie sich nach links. Die Skala auf der Handradachse ist in 300 Teilungen unterteilt, und bei jeder Teilung des Handrads bewegen sich Sattel und Riemchen um 1 mm in Längsrichtung.
2) Die Querbewegung des Querschlittens wird durch den Querschlittengriff gesteuert.
Wird der Griff im Uhrzeigersinn gedreht, bewegt sich der Querschlitten vom Bediener weg (d. h. Vorschub in Querrichtung); wird er gegen den Uhrzeigersinn gedreht, bewegt er sich auf den Bediener zu (d. h. Rückzug in Querrichtung). Die Skala auf der Spindel des Querschlittens ist in 100 Teilstriche unterteilt, und für jeden Teilstrich, den der Griff dreht, bewegt sich der Querschlitten 0,05 mm in Querrichtung.
3) Die Verbundablage kann kurze Längsbewegungen ausführen, die durch den Griff der Verbundablage gesteuert werden.
Durch Drehen des Griffs im Uhrzeigersinn bewegt sich die Auflage nach links; durch Drehen gegen den Uhrzeigersinn bewegt sie sich nach rechts. Die Skala auf der Spindel der Verbundauflage ist in 100 Teilstriche eingeteilt, und bei jeder Teilung, die der Griff dreht, bewegt sich die Verbundauflage um 0,05 mm in Längsrichtung (oder in einem Winkel).
Die Skala der Kreuzschlittenauflage kann im Uhrzeigersinn oder gegen den Uhrzeigersinn in einem Bereich von 90° gedreht werden, wenn der Werkzeughalter zum Drehen kurzer Kegel in einem Winkel zugestellt werden muss. Zum Einstellen lösen Sie zunächst die Kontermutter, drehen die Kreuzschlittenauflage in die gewünschte Winkelposition und ziehen dann die Kontermutter fest, um die Kreuzschlittenauflage zu fixieren.
4) Die Drehmaschine CA6140 verfügt über eine Einhandsteuerung für Längs- und Quervorschub sowie Eilgang.
Der Griff für den automatischen Vorschub befindet sich auf der rechten Seite der Schürze und kann in Längs- und Querrichtung entlang des Querschlitzes bewegt werden. Die Bewegungsrichtung des Griffs entspricht der Bewegungsrichtung der Werkzeugsäule, was die Bedienung einfach und bequem macht. Wenn sich der Griff in der Mitte des Querschlitzes befindet, stoppt die Vorschubbewegung.
Oben auf dem Griff des automatischen Vorschubs befindet sich eine Eilgangtaste. Wenn Sie diese Taste drücken, wird der Eilgangmotor aktiviert, und der Sattel oder Querschlitten bewegt sich schnell in Richtung der Griffbewegung. Wird die Taste losgelassen, stoppt der Eilgangmotor und die Eilgangbewegung wird beendet.
5) An der rechten Vorderseite der Schürze befindet sich ein Betätigungshebel mit halber Mutter, mit dem die Bewegungsverbindung zwischen der Schürze und der Leitspindel gesteuert wird.
Beim Drehen von gewindefreien Flächen befindet sich der Halbmutterhebel in der oberen Stellung; beim Gewindeschneiden drehen Sie den Halbmutterhebel im Uhrzeigersinn, um die Halbmutter zu schließen und sie mit der Gewindespindel in Eingriff zu bringen, wodurch die Bewegung der Gewindespindel auf das Riemchen übertragen wird und das Riemchen und der Sattel in Längsrichtung entsprechend der voreingestellten Gewindesteigung (oder Steigung) vorrücken. Nach Beendigung des Gewindeschneidens stellen Sie den Halbmutterhebel sofort wieder in seine ursprüngliche Position zurück.
Der Reitstock der Drehmaschine CA6140 ist in Abbildung 11 dargestellt.
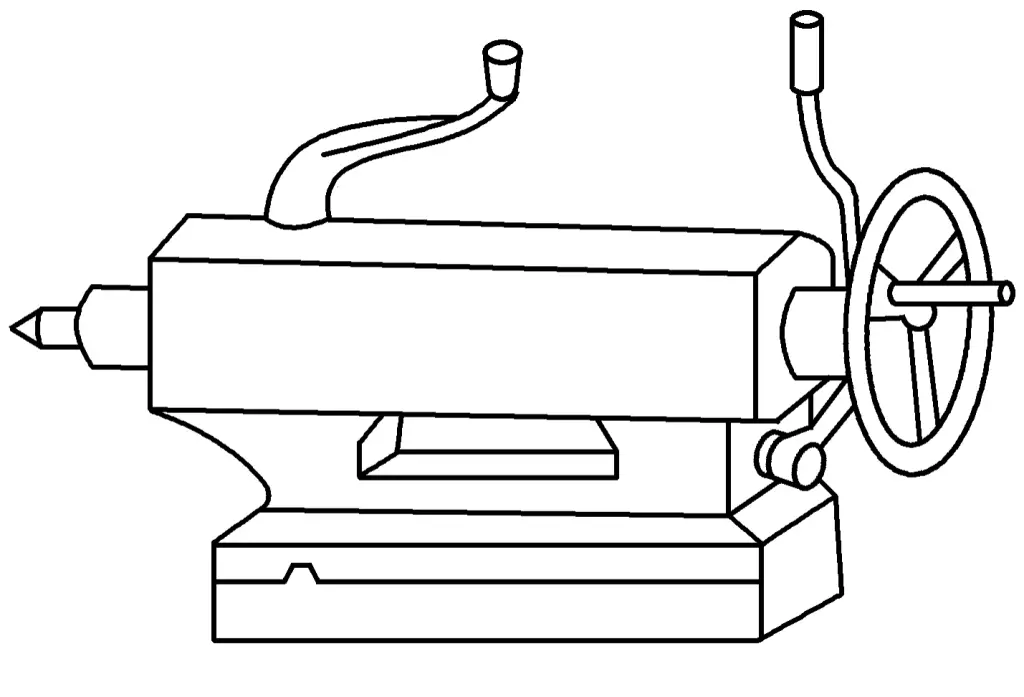
1) Bewegen Sie den Reitstock von Hand entlang der Bettbahnen in eine geeignete Position und drehen Sie den Reitstockklemmhebel gegen den Uhrzeigersinn, um den Reitstock zu fixieren. Achten Sie darauf, dass Sie beim Verschieben des Reitstocks keine übermäßige Kraft anwenden.
2) Bewegen Sie den Pinolen-Klemmhebel gegen den Uhrzeigersinn (zum Lösen), drehen Sie das Handrad, um die Pinole vor- oder zurückzuschieben. Drehen Sie den Pinolen-Klemmhebel im Uhrzeigersinn, um die Pinole in der gewählten Position zu fixieren.
3) Reinigen Sie die Pinolenbohrung und den Konus der Pinole, setzen Sie die Reitstockspitze ein; lösen Sie den Pinolenspannhebel, drehen Sie das Handrad, um die Pinole zurückzuziehen, und entfernen Sie die Reitstockspitze.







