
Fortschrittliche Drehwerkzeuge: Spitzentechnische Lösungen
In diesem Artikel werfen wir einen faszinierenden Blick auf die modernen Zerspanungswerkzeuge, die von den heutigen Drehern verwendet werden. Sie werden lernen...
Dieser Blog befasst sich mit den Klassifizierungen von Drehwerkzeugen und gibt wichtige Tipps zum effektiven Schärfen dieser Werkzeuge. Sie erfahren etwas über die verschiedenen Werkzeugtypen, ihre spezifischen Anwendungen und detaillierte Schärftechniken, um eine optimale Leistung zu erhalten. Egal, ob Sie Anfänger oder erfahrener Zerspanungsmechaniker sind, dieser Leitfaden bietet wertvolle Einblicke, um Ihre Fähigkeiten bei der Drehbearbeitung zu verbessern. Tauchen Sie ein und entdecken Sie, wie Sie jedes Mal perfekte Schnitte erzielen können.

Drehwerkzeuge werden aufgrund ihrer Struktur in vier Typen eingeteilt: Integralwerkzeuge, geschweißte Werkzeuge, mechanisch klemmende Werkzeuge und Wendeschneidplatten, deren strukturelle Merkmale und Einsatzmöglichkeiten in Tabelle 1 dargestellt sind.
Tabelle 1 Strukturelle Merkmale und Einsatzmöglichkeiten von Drehwerkzeugen
| Name | Merkmale | Anwendbare Anlässe |
| Integral-Drehwerkzeug | Hergestellt aus integriertem Schnellarbeitsstahl, kann die Kante sehr scharf geschliffen werden | Kleine Drehmaschinen oder Bearbeitung von Nichteisenmetallen Metalle |
| Geschweißtes Drehwerkzeug | Geschweißte Hartmetallklinge, kompakter Aufbau, flexibler Einsatz | Alle Arten von Drehwerkzeugen, insbesondere kleine Werkzeuge |
| Mechanisch spannender Drehmeißel | Vermeidet Defekte wie Spannungen und Risse, die durch Schweißen verursacht werden, hohe Ausnutzung des Werkzeugschafts, die Klinge kann die erforderlichen Parameter durch Schärfen erhalten; flexible und bequeme Verwendung | Außendrehwerkzeuge, Stirnseiten-Drehwerkzeuge, Innenloch-Drehwerkzeuge, Abstechdrehwerkzeuge, Gewindedrehwerkzeuge, etc. |
| Wendeschneidplatten-Drehwerkzeug | Vermeidet die Nachteile von geschweißten Drehwerkzeugen, die Schneide kann schnell gewechselt und indexiert werden; hohe Produktivität; stabiler Spanbruch; beschichtete Schneiden können verwendet werden | Große und mittelgroße Drehmaschinen für die Bearbeitung von Außenkreisen, Stirnseiten, Bohrungen, geeignet für automatische Linien, CNC-Maschine Werkzeuge |
Der Drehmeißel ist die einfachste Form eines einschneidigen Schneidwerkzeugs, und alle anderen komplexen Werkzeuge können als Kombinationen und Weiterentwicklungen des Drehmeißels betrachtet werden. Die Definitionen von Drehmeißelwinkeln sind auch auf andere Werkzeuge anwendbar.
Der Drehmeißel besteht aus dem Werkzeugkopf (Schneidteil) und dem Werkzeugkörper (Halteteil). Der Schneidteil des Drehwerkzeugs besteht aus drei Flächen, zwei Schneiden und einer Spitze. Der Aufbau des Drehwerkzeugs ist in Abbildung 1 dargestellt.
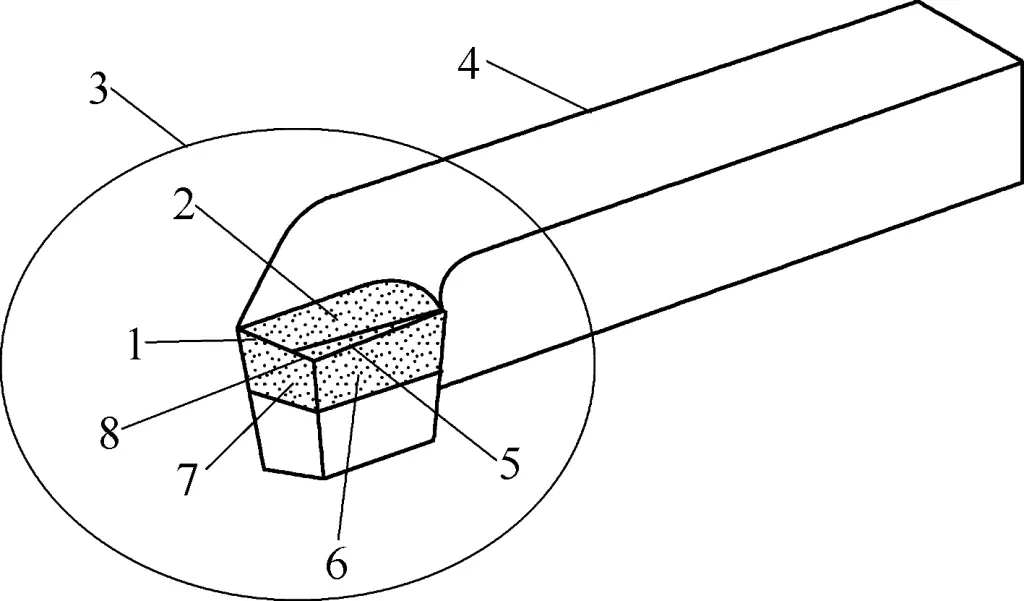
1-Sekundärschneidkante
2-Vorderseite
3-Werkzeug-Kopf
4-Werkzeug-Körper
5-Hauptschneidkante
6-Hauptrückseite
7-Sekundärseitige Rückseite
8-Werkzeug-Spitze
Die Oberfläche, durch die die Späne beim Schneiden abfließen.
Die Fläche, die der zu bearbeitenden Oberfläche des Werkstücks während des Schneidens gegenüberliegt.
Die Fläche, die der bereits bearbeiteten Fläche des Werkstücks beim Schneiden gegenüberliegt.
Der Schnittpunkt zwischen der Vorderseite und der hinteren Hauptfläche. Sie kann gerade oder gekrümmt sein und trägt die Hauptschneidarbeit.
Der Schnittpunkt zwischen der Vorderseite und der sekundären Rückseite. Sie übernimmt im Allgemeinen einen kleinen Teil der Schneidarbeit.
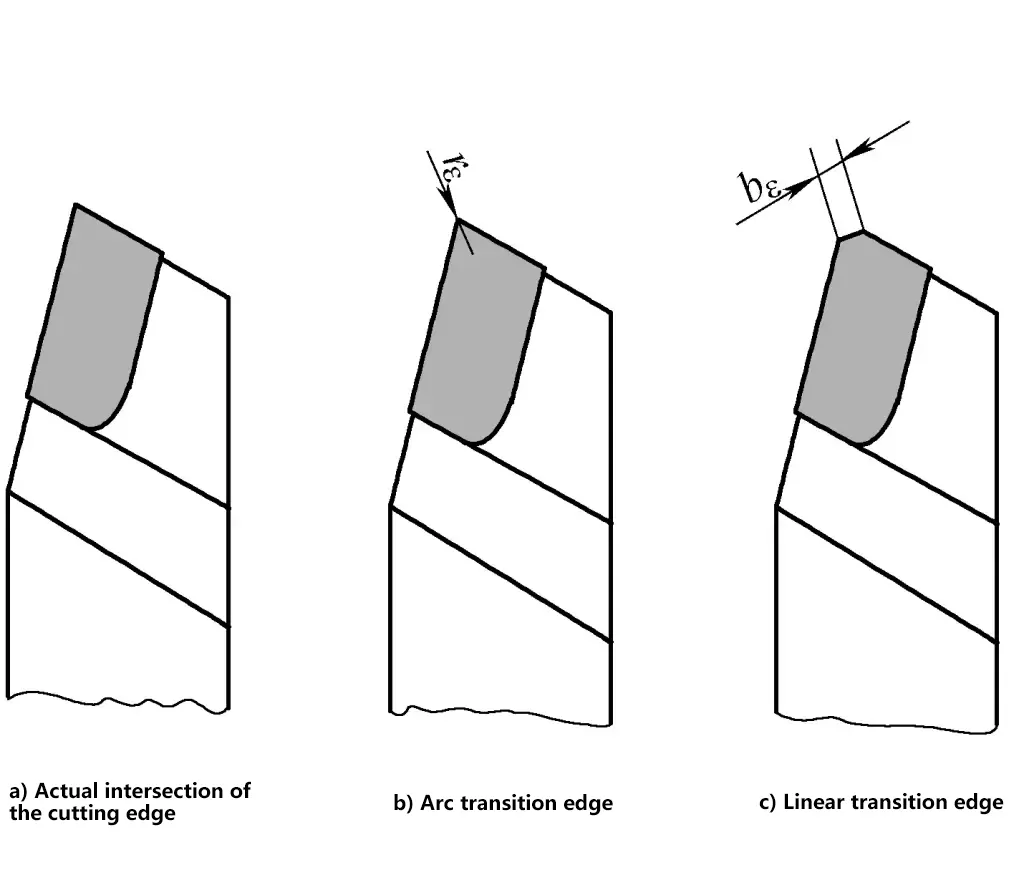
Der Schnittpunkt zwischen der Hauptschneide und der Nebenschneide. Um die Werkzeugspitze zu verstärken, wird sie oft zu einem Rundbogen oder einer kurzen geraden Linie geschliffen, um eine Übergangskante zu bilden, wie in Abbildung 2 dargestellt.
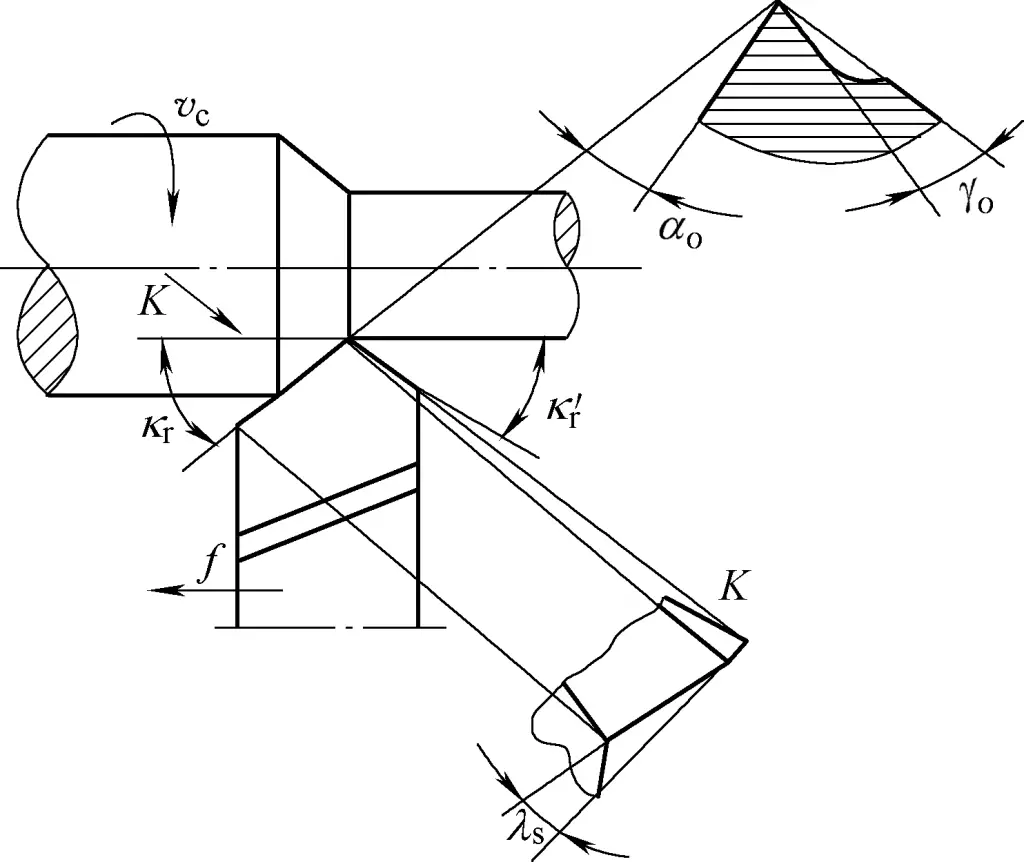
Zu den Hauptwinkeln des Drehwerkzeugs gehören der Spanwinkel γ o , Freiwinkel α o , Hauptschneidwinkel k r , sekundärer Schneidenwinkel k' r und Neigungswinkel λ s wie in Abbildung 3 dargestellt. Die Winkel des Drehwerkzeugs spielen eine wichtige Rolle für die Bearbeitungsqualität und Produktivität.
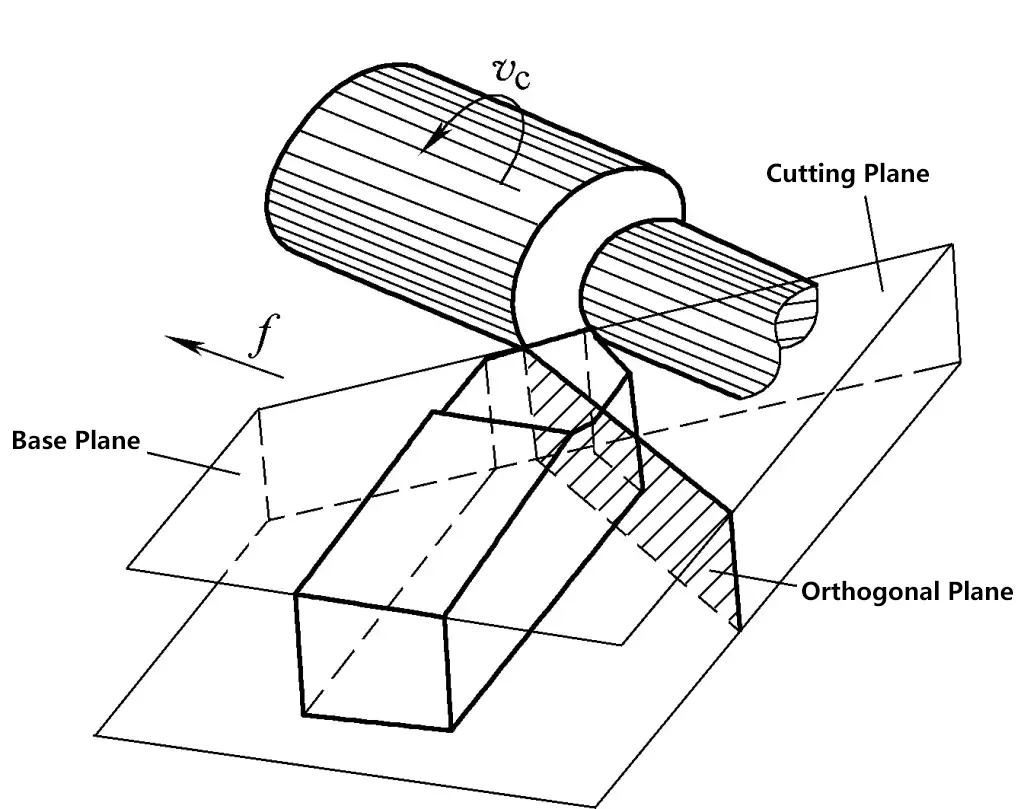
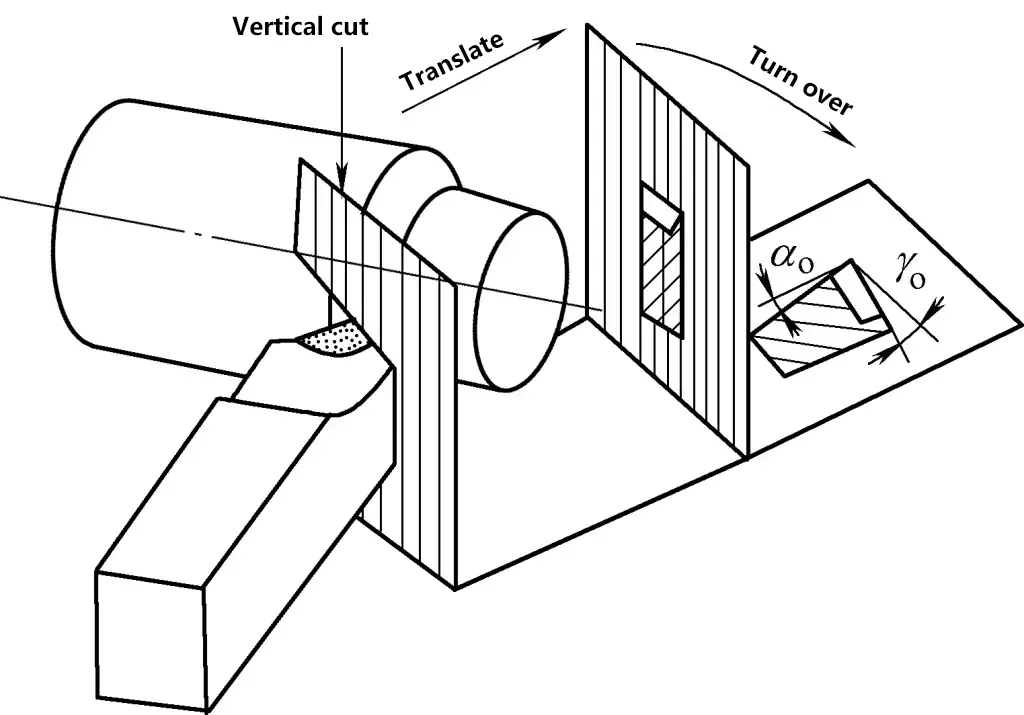
Während des Schneidens bildet der Werkzeugkopf drei Flächen, zwei Kanten und eine Spitze, die die tatsächlichen effektiven Winkel des Drehwerkzeugs darstellen. Die Basis des Drehwerkzeugs ist horizontal und parallel zur Unterseite des Drehwerkzeugs. Die Schnittebene, die orthogonale Ebene und die Basis stehen senkrecht zueinander, wie in Abbildung 4 dargestellt.
Er ist der Winkel zwischen der Spanfläche und der Basisebene und gibt die Neigung der Spanfläche an. Der Spanwinkel kann positiv, negativ oder Null sein. Liegt die Spanfläche unter der Basisebene, ist der Spanwinkel positiv, andernfalls ist er negativ, und wenn er übereinstimmt, ist er Null. Im Allgemeinen bezieht sich der erwähnte Spanwinkel auf den positiven Spanwinkel.
Abbildung 5 zeigt die Schnittdarstellung des Span- und Freiwinkels. Eine Vergrößerung des Spanwinkels kann die Schneidkante schärfer machen, die Schnittkraft reduzieren, die Schnitttemperatur senken, den Werkzeugverschleiß verringern und die Oberflächengüte verbessern. Ein zu großer Spanwinkel verringert jedoch die Festigkeit der Schneidkante und macht sie anfällig für Beschädigungen.
Bei der Bearbeitung von Stahlteilen (Kunststoffen usw.) mit Hartmetall-Drehwerkzeugen wird der Spanwinkel in der Regel mit 10°~20° gewählt, bei der Bearbeitung von Grauguss (spröden Werkstoffen usw.) wird der Spanwinkel in der Regel mit 5°~15° gewählt. Für die Schlichtbearbeitung kann ein größerer Spanwinkel gewählt werden, für die Schruppbearbeitung sollte ein kleinerer Winkel gewählt werden. Wenn die Festigkeit und die Härte des Werkstücks hoch sind, wird ein kleinerer Spanwinkel gewählt, manchmal sogar ein negativer Wert.
Der Freiwinkel ist der Winkel zwischen der Hauptflankenfläche und der Schneidebene und gibt die Neigung der Hauptflankenfläche an. Die Funktion des Freiwinkels besteht darin, die Reibung zwischen der Hauptfreifläche und dem Werkstück zu verringern, und er beeinflusst die Festigkeit und Schärfe der Schneidkante. Im Allgemeinen ist der Freiwinkel α o kann auf 5°~7° gewählt werden.
Er ist der Winkel zwischen der Hauptschneide und der auf die Basisebene projizierten Vorschubrichtung. Die Funktion des Hauptschneidenwinkels besteht darin, die Arbeitslänge der Schneide, die Gegenkraft, die Spitzenfestigkeit und die Wärmeableitungsbedingungen zu beeinflussen. Je kleiner der Hauptschneidenwinkel ist, desto länger ist die Arbeitslänge der Schneide, desto besser sind die Wärmeabfuhrbedingungen, aber desto größer ist die Gegenkraft.
Übliche Hauptschneidwinkel für Drehwerkzeuge sind 45°, 60°, 75°, 90°. Ein kleinerer Wert kann gewählt werden, wenn das Werkstück eine gute Steifigkeit aufweist. Beim Drehen von schlanken Wellen sollte ein größerer Wert gewählt werden, um die Gegenkraft zu verringern und eine Biegeverformung des Werkstücks zu verhindern. Der Hauptschneidewinkel des Drehwerkzeugs ist in Abbildung 6 dargestellt.
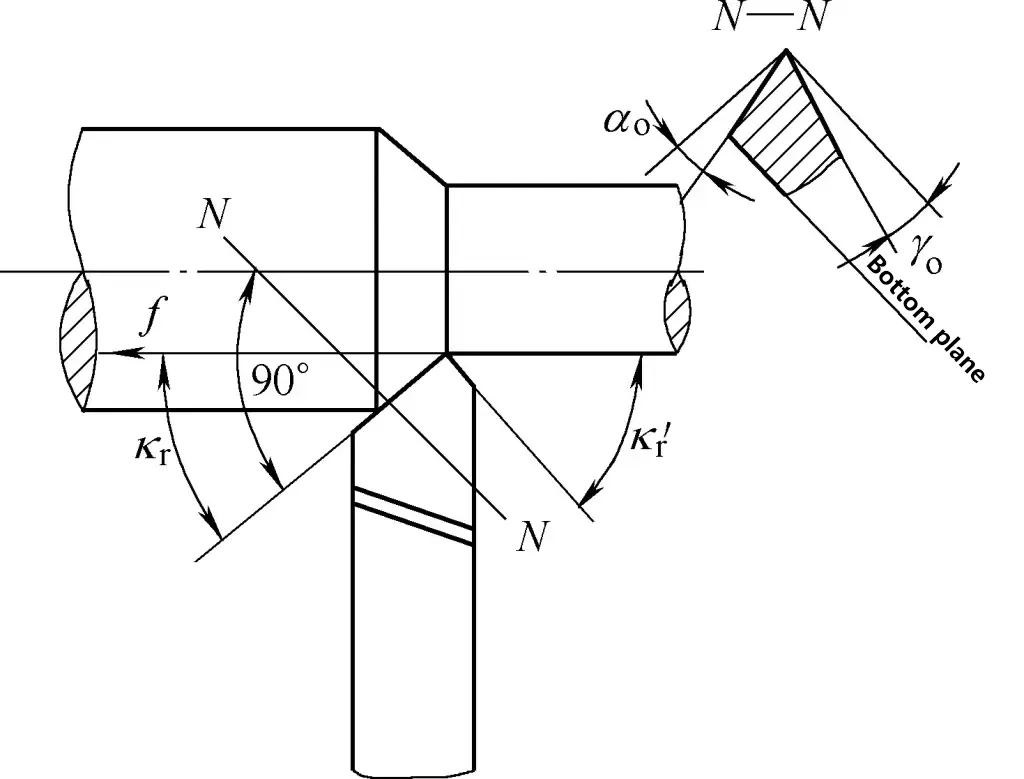
Er ist der Winkel zwischen der Nebenschneide und der auf die Basisebene projizierten Vorschubrichtung. Der Winkel der Nebenschneide hat die Aufgabe, die Oberfläche zu beeinflussen Unebenheiten der bearbeiteten Oberfläche kann eine Verringerung des sekundären Schneidkantenwinkels den Rauhigkeitswert der bearbeiteten Oberfläche verringern. Der sekundäre Schneidenwinkel des Drehwerkzeugs ist in Abbildung 6 dargestellt. k' r wird im Allgemeinen mit 5°~15° gewählt, 5°~10° für Feindrehen und 10°~15° für Schruppdrehen.
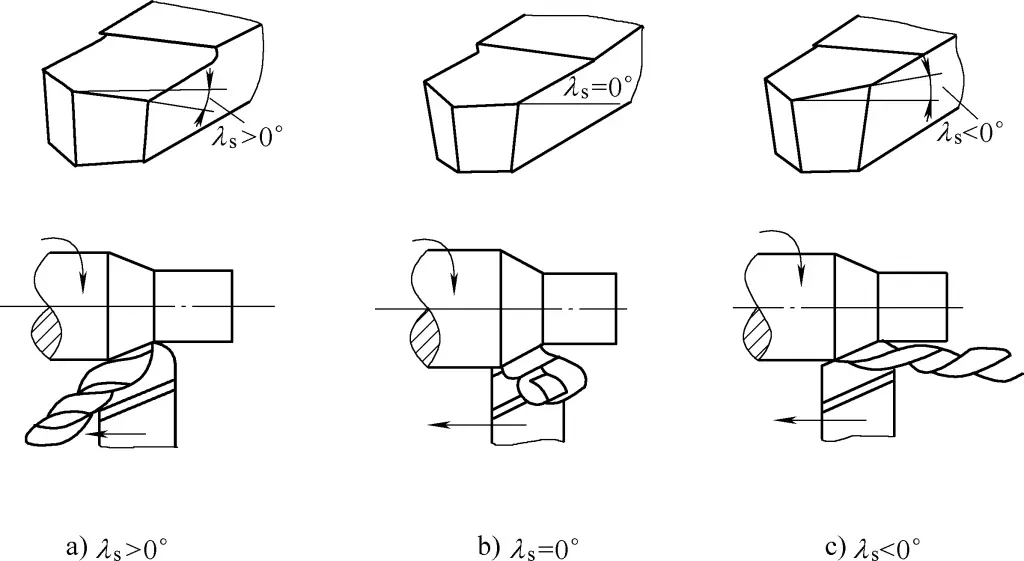
Er ist der Winkel zwischen der Hauptschneide und der Basisebene, wobei die Werkzeugspitze als positiver Wert den höchsten Punkt der Schneide darstellt, ansonsten als negativer Wert. Die Funktion des Steigungswinkels beeinflusst hauptsächlich die Stärke der Hauptschneide und steuert die Richtung des Spanflusses.
Nimmt man die Unterseite des Werkzeugschafts als Referenz, so ergibt sich, wenn die Werkzeugspitze der höchste Punkt der Hauptschneide ist, λ s >0°, fließen die Späne in Richtung der zu bearbeitenden Oberfläche, wie in Abbildung 7a dargestellt; wenn die Hauptschneide parallel zur Unterseite des Werkzeugschafts verläuft, ist λ s =0°, fließen die Späne senkrecht zur Hauptschneide, wie in Abbildung 7b dargestellt; wenn die Werkzeugspitze der tiefste Punkt der Hauptschneide ist, ist λ s <0°, fließen die Späne in Richtung der bearbeiteten Oberfläche, wie in Abbildung 7c dargestellt.
Im Allgemeinen gilt: λs wird zwischen -5°~+5° gewählt. Für die Schruppbearbeitung wird λs ist oft negativ, obwohl die Späne in Richtung der bearbeiteten Oberfläche fließen, was die Festigkeit der Hauptschneide gewährleistet. Bei der Feinbearbeitung ist λs ist oft positiv, so dass die Späne in Richtung der zu bearbeitenden Oberfläche fließen und die bearbeitete Oberfläche nicht zerkratzen.
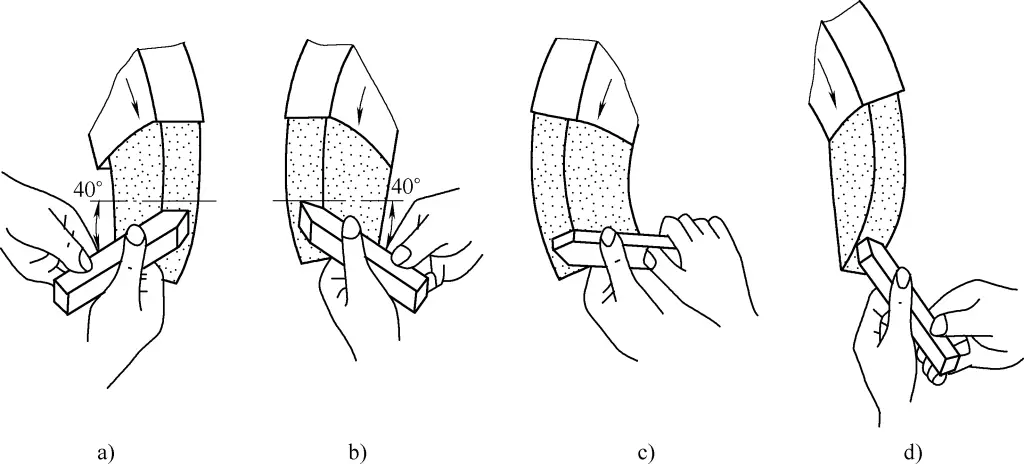
Das Nachschärfen des stumpf gewordenen Drehmeißels erfolgt mit einer Schleifscheibe. Schleifen Sie Drehwerkzeuge aus Schnellarbeitsstahl mit einer Aluminiumoxid-Schleifscheibe (weiß), und schleifen Sie Werkzeugspitzen aus Hartmetall mit einer Siliziumkarbid-Schleifscheibe (grün).
Das Schneidewerkzeug muss korrekt und sicher auf dem Werkzeughalter installiert sein, wie in Abbildung 9 dargestellt. Bei der Installation des Schneidwerkzeugs muss die Spitze genau auf den Drehpunkt des Werkstücks ausgerichtet sein, da es sonst schwierig ist, den mittleren Überstand des Werkstücks zu entfernen; und führen Sie das Werkzeug so weit wie möglich von der Mitte nach außen und arretieren Sie den Sattel, falls erforderlich. Die folgenden Punkte sollten bei der Installation des Schneidwerkzeugs beachtet werden:
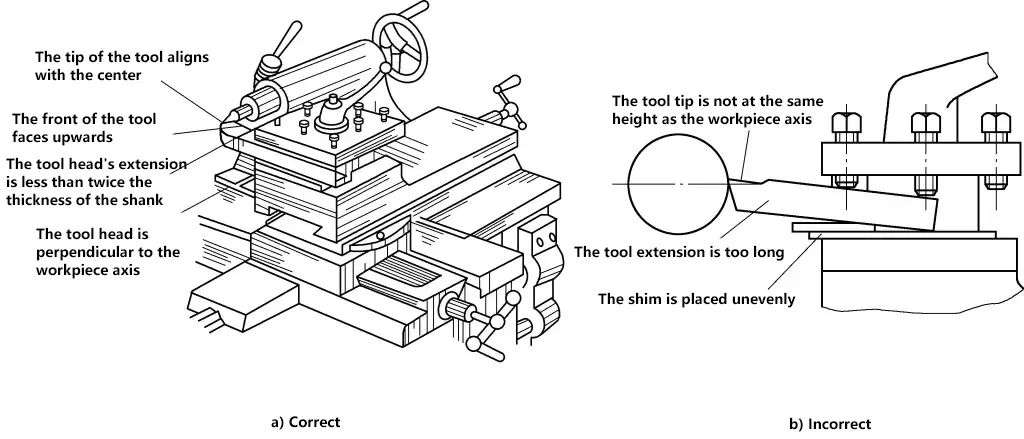
Der Werkzeugkopf sollte nicht zu weit herausragen, da er sonst beim Schneiden leicht vibriert und die Bearbeitungsgenauigkeit und Oberflächenrauheit des Werkstücks beeinträchtigt. Im Allgemeinen sollte die Vorsprungslänge des Werkzeugkopfes das 1,5- bis 2-fache der Dicke der Werkzeugstange nicht überschreiten, und es ist ausreichend, um die Werkzeugspitze beim Schneiden zu sehen.
Wenn das Schneidewerkzeug zu hoch installiert ist, verringert sich der hintere Winkel, was zu einer starken Reibung zwischen der hinteren Hauptfläche des Schneidewerkzeugs und dem Werkstück führt; wenn es zu niedrig installiert ist, verringert sich der vordere Winkel, was das Schneiden erschwert und zum Ausbrechen der Werkzeugspitze führt. Die Höhe der Werkzeugspitze kann entsprechend der Höhe der Reitstockspitze eingestellt werden. Der Einbau des Schneidwerkzeugs ist in Abbildung 9a dargestellt.
Die Unterlegscheibe unter dem Schneidwerkzeug sollte flach sein, und es sollten möglichst dicke Unterlegscheiben verwendet werden, um die Anzahl der Unterlegscheiben zu verringern. Nach dem Einstellen der Höhe der Werkzeugspitze sollten mindestens zwei Schrauben verwendet werden, um das Schneidewerkzeug abwechselnd zu befestigen.







