Schmieden von Kupferlegierungen: Ein umfassender Leitfaden
Warum ist das Schmieden von Kupferlegierungen für die moderne Fertigung so wichtig? Dieser Artikel befasst sich mit den komplizierten Prozessen, die mit der Vorbereitung, dem Erhitzen und dem Schmieden von Kupferlegierungen verbunden sind, wobei der Schwerpunkt auf den spezifischen Techniken liegt, die für die Verarbeitung verschiedener Arten von Kupferlegierungen wie Messing und Bronze erforderlich sind. Außerdem werden die notwendigen Schritte für die Vorbereitung der Knüppel, das Management der Verformungstemperatur und die Behandlung nach dem Schmieden beschrieben. Der Leser erhält ein umfassendes Verständnis dafür, wie er die Schmiedeverfahren für Kupferlegierungen optimieren kann, um qualitativ hochwertige und zuverlässige Ergebnisse in verschiedenen Anwendungen zu gewährleisten.
Zuletzt aktualisiert:
Juni 28, 2024
Teilen Sie Ihr Gefallen:
Inhaltsverzeichnis
Durch Zugabe von Elementen wie Zink, Zinn, Blei, Nickel, Mangan, Silizium und Aluminium zu Kupfer entstehen Kupferlegierungen. Kupferlegierungen mit Zink als Zusatzelement werden Messing genannt, solche mit Zinn oder Blei, Silizium usw. als Hauptzusatzelemente werden Bronze genannt. Darüber hinaus gibt es weitere Kupferlegierungen wie Weißkupfer (Kupfer-Nickel-Legierung).
I. Vorbereitung der Knüppel
Zu den Rohstoffen für das Schmieden von Kupferlegierungen gehören hauptsächlich gegossene Ketten und stranggepresste Stangen.
Barren werden als Knüppel für große Schmiedestücke verwendet und müssen vor dem Schmieden einem Homogenisierungsglühen unterzogen werden, um die Plastizität zu verbessern. Wenn die Oberfläche des Barrens Fehler aufweist, sollten sie vor dem Schmieden sauber poliert oder abgeschält werden.
Wenn der Barren als Gesenkschmiederohling verwendet wird, kann er nach entsprechender Vorbereitung des Knüppels direkt geschmiedet werden, ohne dass ein wiederholtes Stauchen wie bei Aluminium- und Magnesiumlegierungen erforderlich ist, da die Plastizität von Kupferlegierungen höher und das Gefüge nicht so komplex ist wie das von Aluminium- und Magnesiumlegierungen.
Stranggepresste Stangen eignen sich für mittlere und kleine Gesenkschmiedestücke oder Freiformschmiedestücke. Um innere Eigenspannungen zu beseitigen und Rissbildung zu vermeiden, müssen stranggepresste Stangen unmittelbar nach der Verformung geglüht werden.
Kupferlegierungen werden häufig mit Kreissägen geschnitten, um qualitativ hochwertige Kupferlegierungsrohlinge zu erhalten, die direkt auf einer Drehmaschine bearbeitet werden können, wobei die Stirnseiten abgeschrägt werden, um Oberflächenfehler zu beseitigen.
II. Erwärmung vor dem Schmieden
Kupferlegierungen werden am besten elektrisch erhitzt, obwohl auch Flammenöfen verwendet werden können. Das Erhitzen von Kupferlegierungen in einem Widerstandsofen mit einem Thermoelement zur Kontrolle der Ofentemperatur ist recht genau, während das Erhitzen in einem Flammenofen zu größeren Temperaturmessfehlern führt.
Die Erwärmungstemperatur für Kupferlegierungen ist niedriger als die für Stahl, und es ist schwierig, eine stabile Verbrennung bei niedrigen Temperaturen mit Gas- und Schwerölöfen zu gewährleisten, die eine Anpassung der Düsen erfordern. Daher ist es am besten, Niedertemperaturbrenner zu verwenden.
Im Vergleich dazu hat der Heizofen für Brennstoffe einige Vorteile. Wenn ein mit Hochtemperaturkohle befeuerter Heizofen Kupferlegierungen erhitzen muss, kann er ein so genanntes "sanftes Feuer" aufrechterhalten, indem er die Kohle- und Luftmenge reduziert, im Gegensatz zu Ölöfen, die aufgrund instabiler Verbrennungsprozesse schnell abkühlen können.
Die Zusammensetzung des Ofengases eines Wärmeofens sollte am besten neutral sein, aber es ist schwierig, in gewöhnlichen Flammenöfen eine neutrale Atmosphäre zu erhalten, da sie oft leicht oxidierend oder reduzierend ist. Alle hochkupferhaltigen Legierungen, die bei hohen Temperaturen sehr oxidationsempfindlich sind, wie sauerstofffreies Kupfer, Messing mit niedrigem Zinkgehalt, Aluminiumbronze, Zinnbronze und Neusilber, sollten generell in einer reduzierenden Atmosphäre erhitzt werden.
Kupferlegierungen mit hohem Sauerstoffgehalt eignen sich nicht zum Erhitzen in einer reduzierenden Atmosphäre. Da die reduzierende Atmosphäre Gase wie H2, CO, CH4 enthält, diffundieren diese Gase bei einer Erhitzungstemperatur von über 700 °C in das Metall und bilden unlöslichen Dampf oder CO2 im Kupfer. Dieser Dampf hat einen bestimmten Druck und versucht, aus dem Inneren des Metalls zu entweichen, was zu winzigen Rissen im Metall führt und die Legierung spröde macht, was als "Wasserstoffversprödung" bekannt ist.
Beim Erhitzen von reinem Kupfer ist es am besten, eine leicht oxidierende Atmosphäre zu verwenden, um eine "Wasserstoffversprödung" zu vermeiden und die Bildung von Oxidhaut zu verringern. Messing mit hohem Zinkgehalt eignet sich für das Erhitzen in einer leicht oxidierenden Atmosphäre, die Entzinkung und starke Oxidation verhindern kann.
Aufgrund der guten Wärmeleitfähigkeit von Kupferlegierungen kann die kalte Charge direkt bei der höchsten Ofentemperatur chargiert und für eine gewisse Zeit gehalten werden, wobei die Ofentemperatur 50-100°C höher als die Ausgangstemperatur ist. Schmiedetemperatur (Flammenofen) oder 30-50°C höher (Elektroofen). Die Erwärmungszeit kann mit 0,4-0,7 Minuten pro Millimeter Querschnittsgröße (Durchmesser oder Seitenlänge) berechnet werden. Auf der Grundlage von Produktionserfahrungen sind die Erwärmungszeiten für einige häufig verwendete Kupferlegierungen in Tabelle 1 aufgeführt.
Tabelle 1 Heizzeiten für Kupfer und Kupferlegierungen
1. Die Erwärmungszeit beginnt, nachdem die Legierung auf die anfängliche Schmiedetemperatur erwärmt wurde.
2. Die Angaben in der Tabelle beziehen sich auf die erste erforderliche Aufheizzeit; die nachfolgenden Aufheizungen dauern halb so lange wie die erste Aufheizung.
3. Die Ofentemperatur sollte 30 bis 100°C höher sein als die anfängliche Schmiedetemperatur der Legierung.
III. Schmieden
1. Verformungstemperatur
Die anfängliche Schmiedetemperatur von Kupferlegierungen ist niedriger als die von Stahl. Darüber hinaus ist der Schmiedetemperaturbereich aufgrund des Vorhandenseins einer Sprödigkeitszone bei Zwischentemperaturen viel enger als bei Kohlenstoffstahl, wie in Tabelle 2 dargestellt. Kupferlegierungen weisen eine Sprödigkeitszone zwischen 250 und 650 °C auf, was auf das Vorhandensein von Verunreinigungen wie Blei und Wismut in der Legierung zurückzuführen ist. Diese haben eine sehr geringe Löslichkeit im α-Mischkristall und bilden mit Kupfer niedrigschmelzende Eutektika wie Cu-Pb und Cu-Bi, die in einem Netzwerk entlang der Korngrenzen des α-Mischkristalls verteilt sind und dadurch den intergranularen Zusammenhalt schwächen.
Tabelle 2 Temperaturbereich für das Schmieden von Kupferlegierungen
Art der Legierung
Legierungsgrad
Schmiedetemperatur / °C
Temperatur der Heizung +10&-20/ °C
Haltezeit / (min/mm)
Beginn des Schmiedens
Schmieden von Enden
Messing
HPb59-1
720
650
720
0.6
HPb61-1
810
650
810
H62, H68
810
650
810
H70
840
700
840
H80
860
700
860
H90
890
700
890
H96
920
750
920
Bronze
QAl9-2, QAl9-4
890
700
890
0.7
QAl10-3-1.5
840
700
840
QAl10-4-4
890
750
890
QBe2.5
740
650
740
0.6
QSi1-3
870
700
700
0.7
QSi3-1
790
700
630
QCd1.0, QMn5
840
650
650
0.6
QSn6,5-0,4 QSn7-0,2
790
700
700
0.7
Reines Kupfer
T1, T2, T3, T4, T5
900
650
900
0.6
Weißes Kupfer
B19
1000
850
1000
Bei einer Erwärmung über 500 °C findet eine a→a+β-Umwandlung statt, bei der sich Blei und Wismut im β-Mischkristall auflösen und so die Plastizität verbessern. Wenn die Erwärmungstemperatur die α+β→β-Umwandlung übersteigt, wachsen bei Temperaturen (~700°C) die β-Körner schnell, was die Plastizität verringert. Daher findet die Verformung von Kupferlegierungen beim Schmieden hauptsächlich im Temperaturbereich der α+β-Doppelphase statt. Es sollten Maßnahmen ergriffen werden, um einen übermäßigen Wärmeverlust des Materials beim Schmieden von Kupferlegierungen zu verhindern.
Die für die Verformung verwendeten Werkzeuge und Formen sollten auf eine höhere Temperatur vorgewärmt werden. Beim Freiformschmieden sollten Sie die Arbeitswerkzeuge auf 200-250 °C vorwärmen, während des Betriebs schnell handeln und den Knüppel häufig auf dem Amboss drehen, um einen übermäßigen Wärmeverlust des Knüppels zu vermeiden und eine längere Betriebszeit innerhalb einer Erwärmung zu ermöglichen. Vor dem Gesenkschmieden ist das Schmiedegesenk auf 150-300°C vorzuwärmen und die Verweilzeit der Kupferlegierung in der Form zu minimieren. Andernfalls kann es beim Schmieden zu Rissen kommen.
Wenn zum Beispiel beim Stanzen die Temperatur des Stempels niedrig ist, kann die Temperatur um das Loch herum sinken und Risse verursachen; wenn der Kopf in der spröden Temperaturzone geschnitten wird, erscheint der Bruch grobkörnig, und wenn unmittelbar nach dem Gesenkschmieden beschnitten wird, reißt oft der Körper des Schmiedeteils. Im Gegensatz dazu tritt dieses Phänomen nicht auf, wenn nach der Wasserkühlung beschnitten wird.
Andererseits führt eine zu hohe Schmiedeendtemperatur zu Kornwachstum, und im Gegensatz zu Kohlenstoffstahl kann das Kornwachstum in Kupferlegierungen nicht durch eine Wärmebehandlung verfeinert werden, so dass bei der Auswahl der Schmiedeverformungstemperaturen anhand von Tabelle 2 verschiedene Werte auf der Grundlage unterschiedlicher Verformungsbedingungen gewählt werden müssen.
So kühlt beispielsweise das Gesenkschmieden von QAl94-Reifen schneller ab als das Freiformschmieden. Für dieselbe Legierung variiert die Verformungstemperatur mit dem Spannungszustand, dem Grad der Verformung, der Verformungsgeschwindigkeit und anderen Verformungsbedingungen. In Tabelle 3 sind die verschiedenen Verformungstemperaturen für dieselbe Kupferlegierung unter verschiedenen Verformungsbedingungen aufgeführt.
Tabelle 3 Kupferlegierung Verformungstemperatur
Legierung
Temperatur/ °C
Schmieden, Gesenkschmieden
Extrusion
Kupfer
T2, T3, T4
800~950
775~925
Messing
H96
700~850
830~880
H90
800~900
820~900
H80, H85, H70
-
820~870
H68
700~850
750~830
H62
650~850
HAI77-2
-
700~830
HAl60-1-1
700~750
HAl59-3-2
700~750
HNi65-5
650~850
750~850
HFe59-1-1
650~820
650~750
HMn58-2
600~750
625~700
HMn57-3-1
600~730
HSn90-1
850~900
850~900
HSn70-1
650~750
650~750
HSn62-1
680~750
700~750
HSn60-1
700~820
780~820
HPb59-1
640~780
640~780
Bronze
QAl5
750~900
830~880
QAl7
760~900
850~900
QAl9-2
800~960
750~850
QAl9-4
750~900
QAl10-3-1.5
700~850
QAl10-4-4
800~900
830~880
QBe2
650~800
720~660
QBe2.5
720~800
QSi3-1
600~780
825~875
QSi1-3
800~910
850~900
QSn4-0,25
800 ~920
750~800
QSn6,5-0,4
680~770
QCr0,5
-
BZn15-20
750~825
BFe28-2,5-1,5
850~950
2. Grad der Verformung und Verformungsgeschwindigkeit
Um grobe Körner zu vermeiden, ist es erforderlich, dass jede Verformung der Kupferlegierung Schmieden größer als die kritische Verformung Menge, das heißt, mehr als 10% bis 15% ist.
Die meisten Kupferlegierungen sind unempfindlich gegenüber der Verformungsgeschwindigkeit und können auf Pressen oder Hämmern geschmiedet werden, wobei das Schmieden auf Pressen vorzuziehen ist. Bleihaltiges Messing reagiert sehr empfindlich auf die Verformungsgeschwindigkeit und weist bei statischer und dynamischer Zugverformung erhebliche Unterschiede in der Plastizität auf, so dass solche Legierungen auf Pressen geschmiedet werden sollten.
Zinn-Phosphor-Bronze und Mangan-Bronze weisen beim Schmieden erhebliche thermische Effekte auf. Wenn die Verformungsgeschwindigkeit zu hoch ist, kann es zu Überhitzung und sogar zu Verbrennungen kommen.
3. Merkmale des Schmiedens, des Gesenkentwurfs und der Prozessabläufe
Die Konstruktionsprinzipien für Gesenkschmiedestücke aus Kupferlegierungen und Schmiedegesenke sind die gleichen wie für Stahlschmiedestücke. Aufgrund des geringeren Reibungsfaktors zwischen Kupferlegierungen und Stahlgesenken ist der Schmiedewinkel für Kupferlegierungen jedoch kleiner als der für Stahl. Wegen des engen Schmiedetemperaturbereichs und der guten Wärmeleitfähigkeit wird im Allgemeinen nicht mit mehreren Gesenken geschmiedet, und wegen der guten Fließfähigkeit werden nur selten Vorschmiedegesenke verwendet.
Für kompliziert geformte Schmiedestücke können sie zu Rohlingen frei geschmiedet und dann im Gesenk in Form geschmiedet werden. Die Oberflächenrauheit des Gesenkhohlraums beträgt im Allgemeinen Ra1,60 bis Ra0,40μm. Kupferlegierungen sind für das Strangpressen sehr gut geeignet.
Bei Gesenkschmiedestücken aus bleihaltigem Messing ist der thermische Effekt erheblich, wenn der Verformungsgrad groß und die Verformungsgeschwindigkeit schnell ist, wodurch die Temperatur der Legierung ansteigt und die niedrig schmelzenden Verunreinigungen in der Legierung schmelzen und die intergranularen Bindungen zerstören. Daher sollten bei der Entwicklung von Schmiedestücken und der Formulierung von Spezifikationen für den Schmiedeprozess der Grad der Verformung und die Verformungstemperatur auf der Grundlage der spezifischen Bedingungen angemessen bestimmt werden.
Da Kupferlegierungen empfindlicher auf innere Spannungen reagieren als Kohlenstoffstahl, brechen sie während des Gebrauchs von selbst, wenn diese nicht beseitigt werden, so dass die Verformungstemperatur und das Ausmaß der Verformung während des gesamten Schmiedevorgangs relativ gleichmäßig sein müssen. Daher sollte während des Schmiedens leicht und schnell gehämmert werden, und die Hämmerung sollte nicht zu stark sein. Nachdem der Knüppel ein gewisses Maß an Verformung erfahren hat, kann der Verformungsgrad in angemessener Weise erhöht werden.
Beim Schmieden von Schmiedestücken mit langem Schaft muss der Kopf während des Betriebs häufig gedreht werden, um die Verformungstemperatur jedes Abschnitts in einer Hitze gleich zu halten. Dies führt zu einem einheitlichen Gefüge und gleichmäßigeren mechanischen Eigenschaften.
Da Kupferlegierungen relativ weich sind, sind die beim Dehnen des Knüppels entstehenden Stufen und Ecken schärfer als beim Dehnen von Stahl. Wenn der Druck zu groß ist, kann es beim nächsten Hammerschlag leicht zu Faltenbildung an der Stufe kommen. Daher sollte das Verhältnis zwischen Vorschub und Niederdrücken beim Recken etwas größer sein als beim Recken von Stahl. Unter diesem Gesichtspunkt sollte auch das Hämmern von Kupferlegierungen so leicht und schnell wie möglich sein, und es sollten große runde Ecken an der Basiskante erzeugt werden.
Kupferlegierungen neigen dazu, sich beim Schmieden zu falten, so dass der Radius der runden Ecke am Wendepunkt im Vorschmiedeprozess größer sein sollte als bei Stahl. Außerdem muss eine einmal entstandene Falte später entfernt werden, was zu einem höheren Metallverbrauch führt, so dass die Bearbeitungszugabe und die Materialberechnung im Vergleich zu Stahlschmiedestücken entsprechend erhöht werden sollten.
4. Kühlen und Beschneiden
Nach dem Schmieden von Kupferlegierungen werden diese normalerweise an der Luft abgekühlt. Schmiedestücke aus Kupferlegierungen werden im Allgemeinen bei Raumtemperatur beschnitten, und ein Warmbeschnitt ist nur in den folgenden Fällen erforderlich:
(1) Schmiedestücke aus Kupferlegierungen mit sehr geringer Plastizität bei Raumtemperatur, wie z. B. Aluminiumbronzen mit hohem Aluminiumgehalt wie QAI9, QAI10-4-4, die bei Raumtemperatur eine geringe Plastizität und hohe Festigkeit aufweisen, reißen beim Kaltbeschnitt an der Beschnittstelle. Die Produktionspraxis zeigt, dass selbst kleinformatige Aluminiumbronze-Schmiedestücke nicht im kalten Zustand beschnitten werden sollten.
(2) Großformatige Schmiedestücke. Die Temperatur für das Warmbeschneiden liegt normalerweise bei 420°C.
IV. Schmierung beim Gesenkschmieden
Für die Schmierung von Matrizen wird in der Regel eine Mischung aus kolloidalem Graphit und Wasser oder Öl verwendet. Es gibt zwei Arten von Schmiermitteln für das Strangpressen von Kupferlegierungen: Sojalecithin + Talkumpulver + Zylinderöl Nr. 38 + Graphitpulver (in Spuren); Total Loss System Oil (95%) + Graphitpulver (5%). Zu den Schmiermitteln für das Kaltfließpressen von Kupferlegierungen gehören: industrielles Sojaöl, Pflanzenöl, Rizinusöl und Zinkstearat in Pulverform.
V. Reinigung und Wärmebehandlung
Das Hauptreinigungsverfahren für Schmiedestücke aus Kupferlegierungen nach dem Schmieden ist das Beizen, und kleine Schmiedestücke werden manchmal durch Sandstrahlen gereinigt. Das Beizverfahren für Schmiedestücke ist in Tabelle 4 dargestellt.
Tabelle 4 Schmiedebeizverfahren für Kupfer und Kupferlegierungen
Beizverfahren
Komponenten der Lösung
Temperatur der Lösung/℃
Eintauchzeit/min
Hinweis
Entfettung
NaOH oder KOH
Dichte 3,2 oder 2,12, Reinheit ≥95% oder 88%, Konzentration 50~70g/L
60~80
Im Allgemeinen 3~5, die spezifische Verweilzeit hängt vom Grad der Ölverschmutzung auf der Oberfläche des Schmiedeteils ab
Wenn die Oberfläche des Schmiedestücks nicht mit Öl verunreinigt ist, ist eine Entfettung nicht erforderlich.
Waschen
Wasserspülung
Fließendes Wasser bei Raumtemperatur
1~2
Heißes Wasser 50~60°C
Waschen mit Säure
HNO3 : Dichte 1,53, Reinheit ≥96%
Konzentration 200~300g/L ①
Raumtemperatur
1~3
Die Einweichzeit sollte auf der Grundlage des tatsächlichen Zustands der Schmiedeoberfläche bestimmt werden.
Volumenanteil von 4%~15% H2SO4 + Überschuss an H2O; Volumenanteil von 40%~90% HCI + überschüssiges H2O ②
20~60 20
0.5~5 1~2
Skala entfernen
10% NaOH + überschüssiges H2O (Volumenanteil)
Wasserspülung
Wiederholen Sie
Raumtemperatur
2~6
Entfernen der Oxidschicht von der Oberfläche von Schmiedeteilen aus Aluminiumbronze
Waschen
Waschen mit Wasser
Raumtemperatur
Die Waschzeit ist willkürlich
Reinigung der Flüssigkeitsreste auf der Oberfläche der Schmiedeteile
Im Allgemeinen 2~5s, je nach der tatsächlichen Situation
Waschen
Spülung mit heißem Wasser
60~80
3~5
Trocknen
Trocknen mit Druckluft
Inspektion
Die Oberfläche des Schmiedestücks sollte sauber und glänzend sein, sie sollte nicht übermäßig korrodiert sein, aber schwarze Flecken sind erlaubt.
① Anwendbar auf Schmiedestücke aus Kupferlegierungen im Allgemeinen Beizen.
② Anwendbar für das Beizen von Kupfer- und Messingschmiedestücken.
Schmiedestücke aus Kupferlegierungen mit hohem Siliziumgehalt können auf der Oberfläche eine Siliziumoxidschicht bilden, die nur mit Flusssäure entfernt werden kann.
Bei Schmiedestücken aus Kupferlegierungen mit hohem Nickelgehalt ist es am besten, sie in einer kontrollierten Atmosphäre zu erhitzen, um die Bildung von Oberflächenoxidzunder zu verringern. Geringfügiger Oberflächenoxidzunder kann mit einer Beizlösung für Messing entfernt werden. Ist der Oxidbelag auf der Schmiedeoberfläche dick, lässt er sich mit der oben genannten Beizmethode nur schwer entfernen, da Nickeloxid in solchen Lösungen schwer löslich ist.
Es gibt zwei Arten der Wärmebehandlung für Messingschmiedestücke: das Spannungsarmglühen bei niedriger Temperatur und das Rekristallisationsglühen. Das Niedertemperatur-Spannungsfreiglühen wird hauptsächlich für kaltverformte Erzeugnisse verwendet. Sein Zweck ist es, innere Spannungen im Werkstück zu beseitigen, Spannungsrisskorrosion und Verformung während der Bearbeitung zu verhindern und bestimmte mechanische Eigenschaften zu gewährleisten.
Beim Niedertemperaturglühen wird die Temperatur für 1 bis 2 Stunden bei 260 bis 300 °C gehalten und anschließend an der Luft abgekühlt. Der Zweck des Rekristallisationsglühens besteht darin, die Kaltverfestigung zu beseitigen und eine gleichmäßigere Struktur zu erreichen. Die Rekristallisationstemperatur von Messing liegt bei etwa 300-400°C, wobei die üblichen Glühtemperaturen bei 600-700°C liegen. Da bei α-Messing während des Glühens keine Phasenumwandlung stattfindet, wirkt sich die Abkühlungsmethode des Glühens nicht wesentlich auf die Eigenschaften der Legierung aus, und sie kann an Luft oder in Wasser abgekühlt werden.
Da bei (α+β)-Messing die α→β-Phasenumwandlung während des Glühens und die β→α-Phasenumwandlung während des Abkühlens erfolgt, nimmt die Härte der Legierung zu, je schneller die Abkühlung erfolgt und je feiner die ausgeschiedene α-Phase ist. Wenn eine bessere Bearbeitbarkeit der Legierung gewünscht ist, sollte eine schnellere Abkühlungsrate verwendet werden; wenn eine bessere Plastizität der Legierung gewünscht ist, sollte eine langsame Abkühlung angewendet werden.
Die Wärmebehandlungsmethode für geschmiedete Bronze ist ebenfalls das Glühen. Bei Legierungen, die durch Wärmebehandlung (Abschrecken, Altern) verfestigt werden können, wie Berylliumbronze und Silizium-Nickel-Bronze, wird jedoch im Allgemeinen kein Glühen durchgeführt. In den Tabellen 5 und 6 sind die Glühtemperaturen für verschiedene Arten von Messing und Bronze aufgeführt.
Tabelle 5 Glühtemperaturen für verschiedene Messingsorten
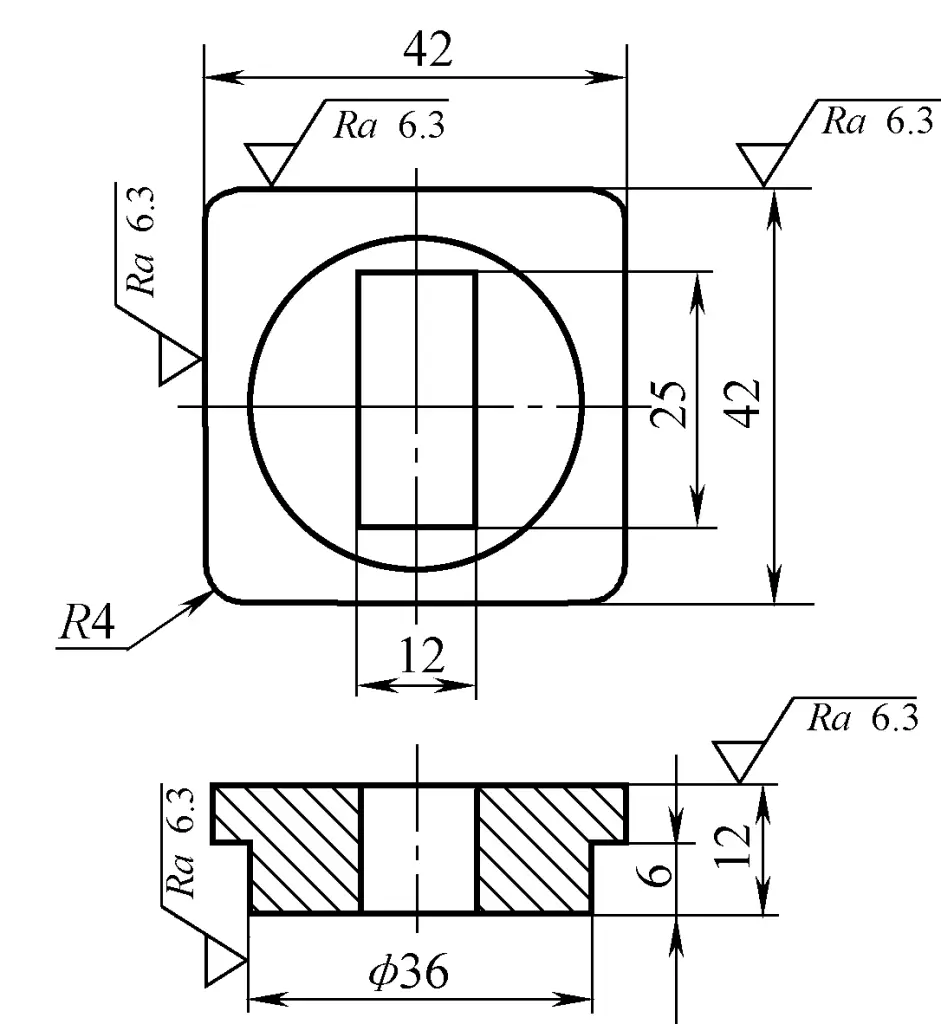
Das in Abbildung 1 dargestellte Flanschteil hat eine relativ einfache Form und erfordert eine geringe Präzision und Oberflächenrauheit. Ursprünglich wurde es aus einem quadratischen Knüppel mit einer Seitenlänge von 47 mm und einer Höhe von 20 mm gefräst und hatte eine geringe Produktionseffizienz und einen hohen Metallverlust (0,3 kg pro Rohling). Später wurde das Verfahren auf Gesenkschmieden umgestellt, wobei ein runder Rohling von φ35mm×22,5mm in die untere Form eingelegt und in einer Hitze auf einer 1600kN-Reibpresse geschmiedet wurde.
Abbildung 1 Schema des Flanschteils
(HPb59-1 Blei-Messing)
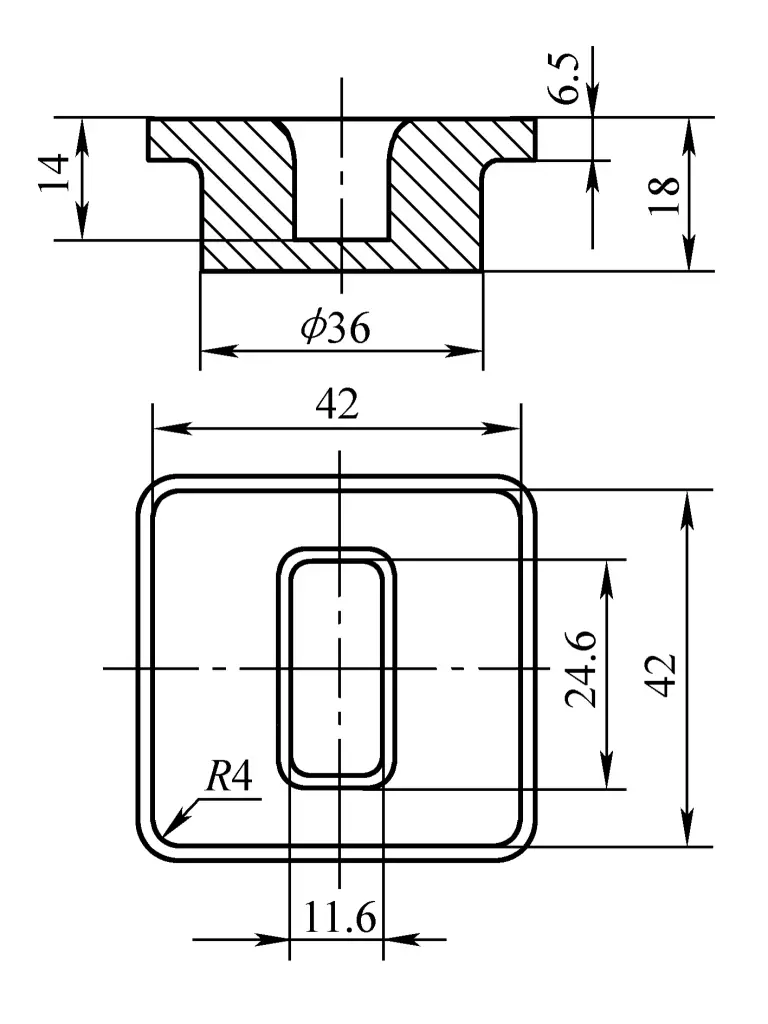
Die Form und die Hauptabmessungen des Flanschschmiedeteils sind in Abbildung 2 dargestellt. Die Länge des Teils mit einem Durchmesser von 36 mm beträgt 11,5 mm und ist damit 5,5 mm länger als der entsprechende Teil des Bauteils, der beim Drehen als Bearbeitungsfutter dient. Dieses Bearbeitungsfutter wird anschließend abgeschnitten, so dass ein Bauteil mit Durchgangsbohrung entsteht. Da beim Schmieden ein Mechanismus für die Entformung von oben verwendet wird, ist der Schmiedezug minimal, nur 30'.
Abbildung 2 Schema des Flanschschmiedens
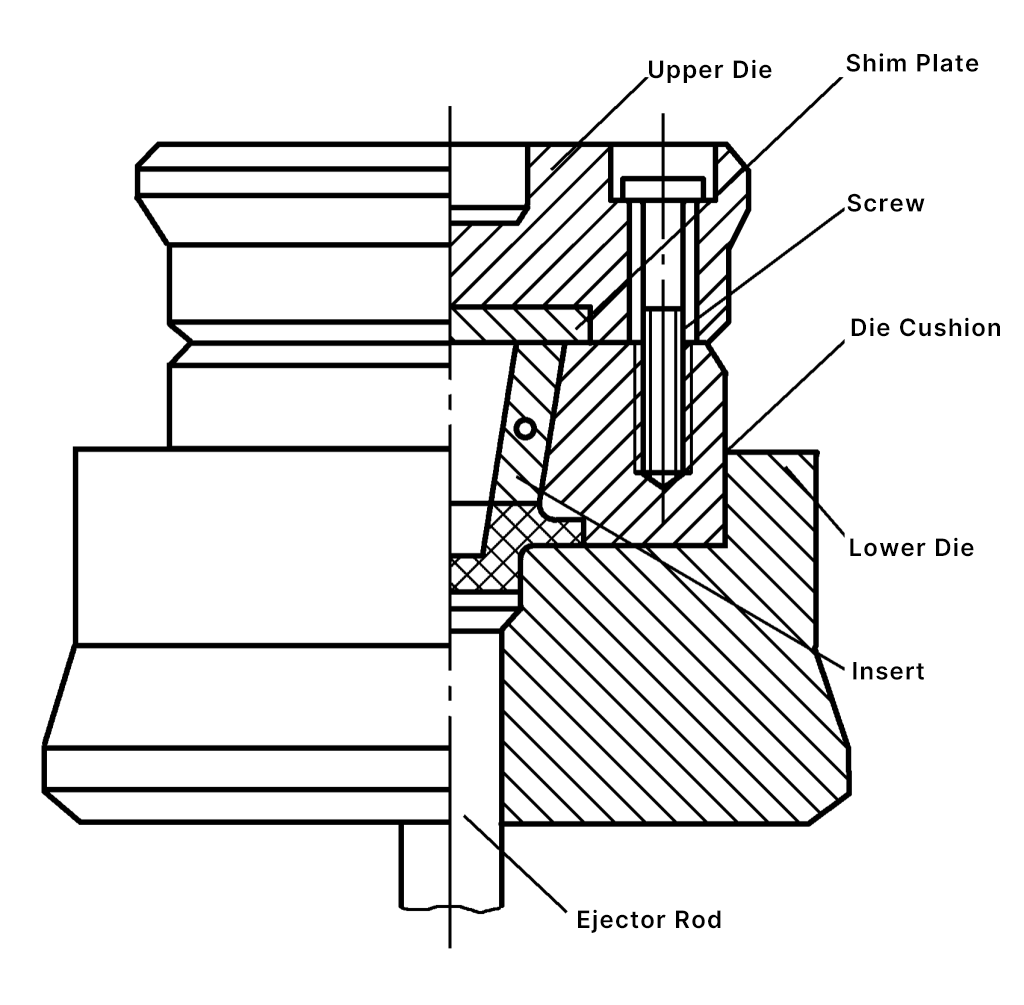
Das Schmiedegesenk verwendet eine Einsatzstruktur (siehe Abbildung 3). Für den Stempel und die untere Matrize wird das Material 3Cr2W8V verwendet, mit einer Wärmebehandlungshärte von 43~48HRC. Die Oberflächenrauheit der Schmiedegesenkrille beträgt Ra1,60μm. Das gesamte Schmiedegesenk ist auf einem Gesenkhalter mit einer Führungsvorrichtung montiert, und in der letzten Umformphase entsteht ein geringer Seitengrat.
Abbildung 3 Strukturdiagramm des Flanschschmiedegesenks
Nach der Umstellung auf Gesenkschmieden für dieses Teil spart jeder Rohling 0,115 kg Gewicht im Vergleich zum ursprünglichen Verfahren. Die Rohlinge werden in einem elektrischen Kastenofen mit einem Schmiedetemperaturbereich von 730 bis 630 °C erhitzt. Nach dem Gesenkschmieden erfolgt das Kaltentgraten und anschließend das Glühen.
Das Schmieden von Kupferlegierungen erfordert die Beherrschung präziser Erwärmungstechniken und die Bewältigung einzigartiger Herausforderungen. In diesem Artikel werden die wichtigsten Aspekte des...
Was macht Aluminiumlegierungen so wichtig für den Guss? Dieser Artikel befasst sich mit den verschiedenen Arten von Aluminiumlegierungen und zeigt ihre...
Wie wird flaches Metall zu den Produkten, die wir täglich benutzen? Die Blechbearbeitung ist der Schlüssel! Dieser Artikel befasst sich mit den Materialien...
Haben Sie schon einmal gesehen, wie aus einem Blech ein präzises Maschinenteil wird? Alles beginnt mit dem Schneiden. Von der Schere der alten Schule bis...
Haben Sie sich jemals gefragt, wie sich das Material eines Metallteils auf seine Herstellbarkeit auswirkt? Dieser Artikel erforscht die komplizierte Beziehung zwischen...
Unsere Vertriebsingenieure stehen Ihnen gerne zur Verfügung, um alle Ihre Fragen zu beantworten und Ihnen ein schnelles, auf Ihre Bedürfnisse zugeschnittenes Angebot zu unterbreiten.