Leitfaden für Installateure: Grundlegende technische Vorgänge erklärt
Zuletzt aktualisiert:
28. August 2024
Teilen Sie Ihr Gefallen:
Inhaltsverzeichnis
I. Abgrenzung
Das Zeichnen von Linien auf der Oberfläche eines rohen oder bearbeiteten Werkstücks, um die Grenzen für die Bearbeitung gemäß der Zeichnung zu markieren, wird Anreißen genannt.
Nach dem Anreißen des Werkstücks gibt es klare Hinweise für die Bearbeitung. Es zeigt deutlich die Bearbeitungszugabe auf der Werkstückoberfläche und hilft, Löcher oder Flächen durch die gezeichneten Linien zu lokalisieren. Durch das Anreißen ist es möglich, im Voraus zu prüfen, ob die Abmessungen der einzelnen Teile des Rohlings den Anforderungen entsprechen. Bei einigen Rohlingen mit geringen Toleranzen kann das Anreißen auch dazu beitragen, Möglichkeiten zu finden, sie zu retten und so Abfall zu vermeiden.
Durch das Anreißen können auch Probleme mit dem Rohling im Voraus erkannt werden, wodurch die Verschwendung von Arbeitskräften und Ressourcen vermieden wird. Je nach ihrer Funktion bei der Bearbeitung können die gezeichneten Linien in drei Arten unterteilt werden: Bearbeitungslinien, Prüflinien und Ausrichtungslinien. Linien, die auf der Oberfläche von Teilen als Bearbeitungsgrenzen entsprechend den Zeichnungsanforderungen gezeichnet werden, nennt man Bearbeitungslinien.
Linien, die nach der Bearbeitung der Teile zur Überprüfung auf verschiedene Fehler oder sogar zur Analyse der Fehlerursachen verwendet werden, werden als Prüflinien bezeichnet. Im Allgemeinen beträgt der Abstand zwischen den Prüflinien und den Bearbeitungslinien 5-10 mm, je nach Größe und Form des Teils, aber die Prüflinien können weggelassen werden, wenn sie mit anderen Linien verwechselt werden könnten. Linien, die außerhalb der Bearbeitungslinien gezeichnet werden, werden als Ausrichtungslinien bezeichnet und dienen dazu, das Teil vor der Bearbeitung auszurichten.
Der Abstand zwischen den Ausrichtlinien und den Bearbeitungslinien beträgt im Allgemeinen 3-10 mm, je nach Größe des Teils, in besonderen Fällen kann er jedoch auch mehr als 10 mm betragen. Im Allgemeinen können die Bearbeitungslinien auch als Ausrichtungslinien verwendet werden. Die verschiedenen gezeichneten Linien müssen klar und genau sein. Um zu verhindern, dass wichtige Linien nach mehreren Übertragungen und Bearbeitungen ausgelöscht oder verwischt werden, sollten auf den Linien Stempelmarken angebracht werden.
Das Anreißen kann in flächiges und dreidimensionales Anreißen unterteilt werden. Das planare Anreißen erfolgt auf einer Oberfläche des Werkstücks, d.h. auf einer Ebene; das dreidimensionale Anreißen erfolgt auf mehreren verschiedenen Ebenen des Werkstücks, d.h. in drei Dimensionen.
Zu den Anreißwerkzeugen gehören Reißnadeln, Anreißlehren, Oberflächenlehren, Messschieber sowie Hämmer, Körner usw. Bei der Verwendung von Anreißwerkzeugen ist Folgendes zu beachten: Die zum Anreißen verwendeten Nadelspitzen sind alle gehärtet oder mit einer Hartlegierung versehen und sollten nicht angestoßen oder angeschlagen werden; die Höhenlehre ist ein präziseres Anreißwerkzeug und sollte nur zum Messen und nicht zum direkten Anreißen auf der Oberfläche des Rohlings verwendet werden.
Körner werden aus Werkzeugstahl hergestellt und durch Abschrecken gehärtet, wobei die Spitzenwinkel im Allgemeinen auf 45°-60° geschliffen werden. Nach dem Anreißen werden Körner in der Regel dazu verwendet, kleine, gleichmäßige Anreißmarken auf den Linien anzubringen, um sie besser beobachten zu können. Beim Bohren von Löchern oder Zeichnen von Bögen werden Körner auch zur Markierung des Mittelpunkts verwendet, damit der Bohrer oder die Zirkelspitze leicht auf den Mittelpunkt ausgerichtet werden kann.
Zu den Spann- und Stützwerkzeugen gehören Prismen, C-Klammern, Hebeböcke und verschiedene Unterlegplatten, die zum Spannen und Stützen des Werkstücks verwendet werden.
1. Markierung von Bezugspunkten
Der Bezugspunkt, der zur Bestimmung der Position von Punkten, Linien und Flächen auf der Werkstückzeichnung verwendet wird, wird als Konstruktionsnullpunkt bezeichnet. Der Bezugspunkt für das Anreißen bezieht sich auf bestimmte Punkte, Linien und Flächen auf dem Werkstück, die zur Bestimmung von Maßen, geometrischen Formen und der relativen Position verschiedener Elemente auf dem Werkstück während des Anreißens verwendet werden. Andere Maßlinien werden ausgehend von diesen Punkten, Linien und Flächen gemessen.
Die richtige Wahl des Markierungsnullpunkts ist entscheidend für eine gute Linienmarkierung. Ein angemessener Markierungsnullpunkt kann eine bequeme und genaue Markierung ermöglichen, während ein schlecht gewählter Nullpunkt zu einer fehlerhaften Markierung führen kann. Daher ist es notwendig, die Zeichnung und die Verarbeitungstechnologie sorgfältig zu analysieren, um den geeigneten Bezugspunkt für das Teil vor dem Anreißen auszuwählen.
Die allgemeinen Grundsätze für die Auswahl eines Bezugspunkts lauten: Erstens sollte der Markierungsnullpunkt mit dem Konstruktionsnullpunkt übereinstimmen; zweitens sollte die Form des Rohlings berücksichtigt werden, wobei vorzugsweise Löcher im Rohling oder große ebene Flächen als Markierungsnullpunkt verwendet werden.
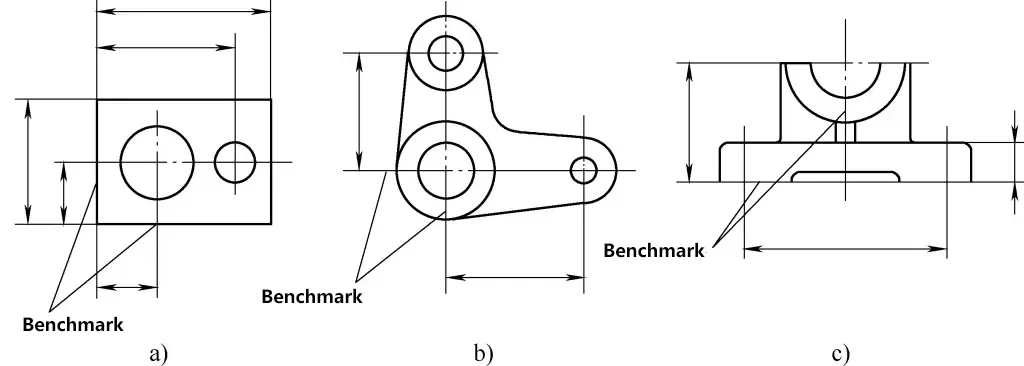
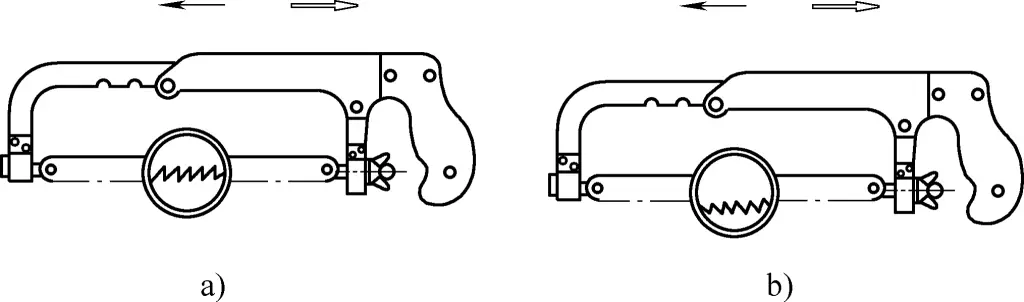
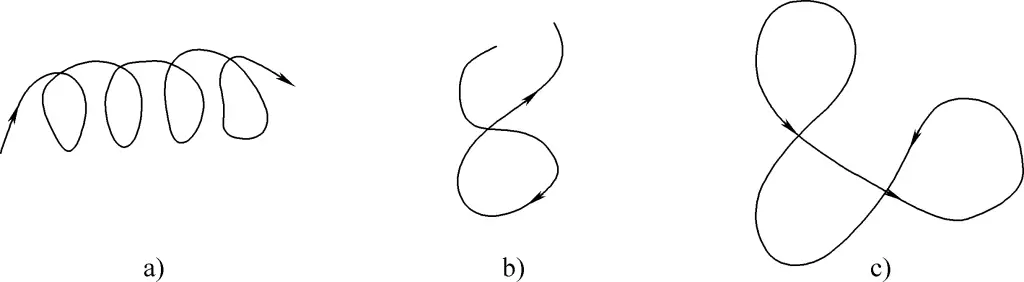
Die folgenden drei Arten der Bezugspunktwahl werden üblicherweise verwendet:
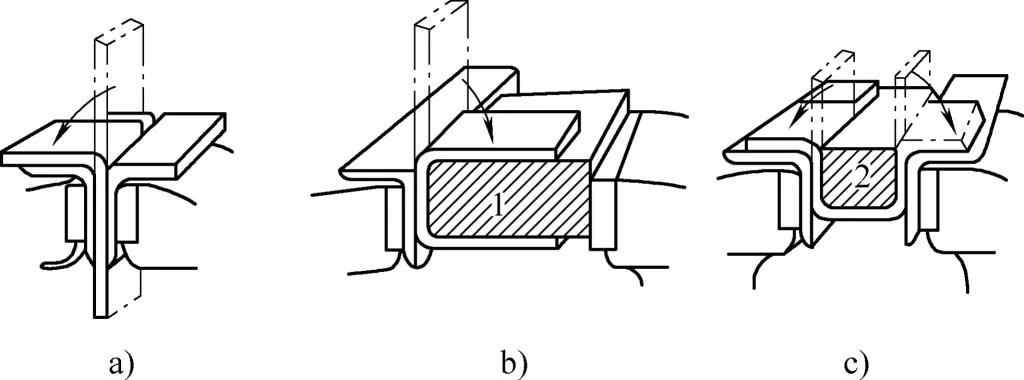
Abbildung 1 Drei Arten der Auswahl des Bezugspunkts für die Markierung
(1) Verwendung zweier senkrechter Ebenen als Bezugspunkt
Wie in Abbildung 1a dargestellt, werden die meisten Maße in jeder Richtung auf der Grundlage dieser beiden Flächen (dem Konstruktionsnullpunkt auf der Zeichnung) markiert. In diesem Fall können diese beiden Flächen als Anreißnullpunkt verwendet werden.
(2) Verwendung von zwei Mittellinien als Bezugspunkt
Wie in Abbildung 1b dargestellt, werden die meisten Maße an diesem Teil von diesen beiden Mittellinien aus angezeichnet, und die Maße in beiden Richtungen sind symmetrisch zu ihren jeweiligen Mittellinien. Daher können diese beiden Mittellinien als Anreißnullpunkt verwendet werden.
(3) Verwendung einer Ebene und einer Mittellinie als Bezugspunkt
Wie in Abbildung 1c zu sehen ist, werden die vertikalen Abmessungen dieses Teils anhand der unteren Linie bestimmt, während die horizontalen Abmessungen symmetrisch zur Mittellinie sind.
2. Ausrichtung und Materialausnutzung beim Anreißen
(1) Ausrichten
Aus technologischen Gründen weisen die zu bearbeitenden gegossenen, geschmiedeten und geschweißten Rohlinge bestimmte Fehler und Mängel in Bezug auf Abmessungen und Form auf. Wenn die Fehler groß sind, kann dies dazu führen, dass das Werkstück verschrottet werden muss. Daher sollten die Rohlinge vor der Markierung ausgerichtet werden, und die Ausrichtung sollte nach der Bestimmung der Markierungsreferenz erfolgen.
Die folgenden Grundsätze sollten bei der Ausrichtung beachtet werden:
1) Wenn unbearbeitete Oberflächen auf dem Rohling vorhanden sind, richten Sie ihn vor dem Markieren entsprechend der unbearbeiteten Oberfläche aus. Dadurch wird eine gleichmäßige Dicke zwischen der unbearbeiteten Oberfläche und der zu bearbeitenden Oberfläche gewährleistet.
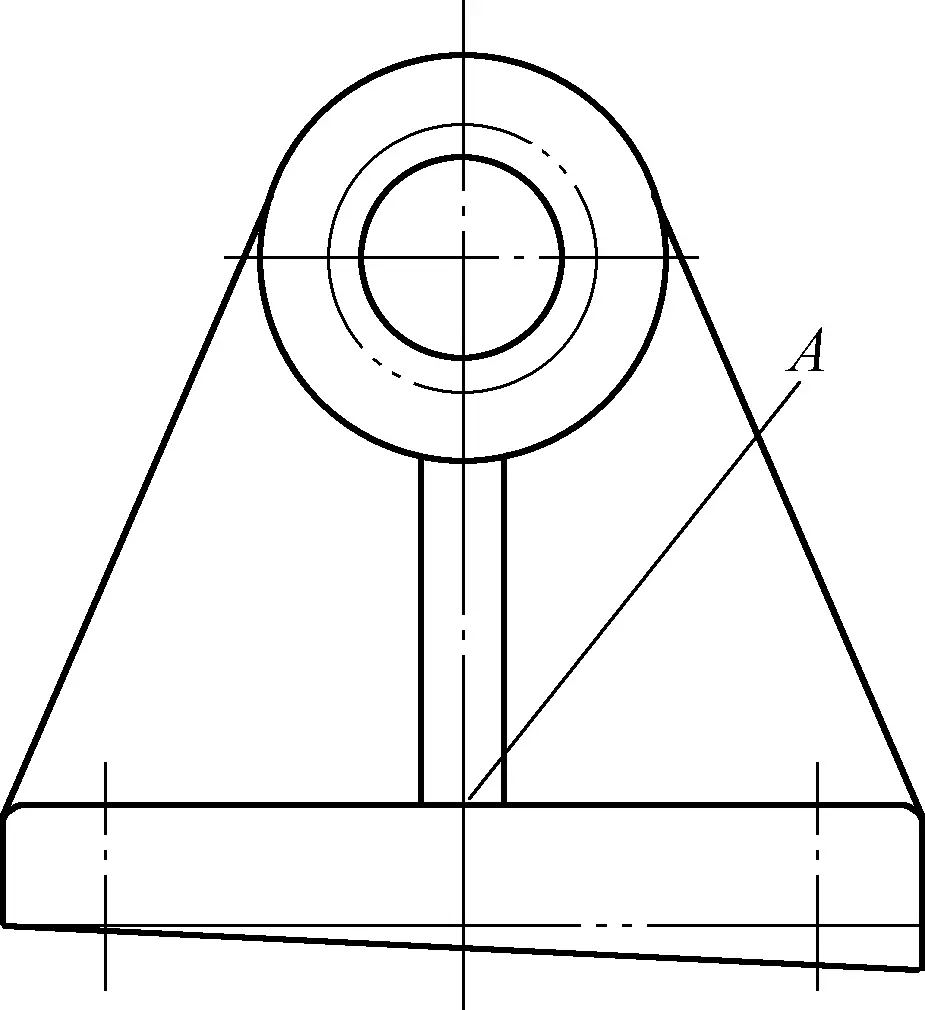
Abbildung 2 zeigt einen Rohling für ein Lagergehäuse. Der Außenkreis und die Fläche A müssen nicht bearbeitet werden. Bei der Markierung der Bearbeitungslinie für die innere Bohrung richten Sie zunächst anhand des Außenkreises aus, führen einen Füllkörper (Bleiblock oder einstellbares Zentrierwerkzeug) in die Bohrung ein, verwenden eine Anreißlehre, um den Mittelpunkt zu finden, und markieren die Bearbeitungslinie für die innere Bohrung entsprechend dem Mittelpunkt.
Abbildung 2 Ausrichten des leeren Werkstücks
Auf diese Weise können das innere Loch und der äußere Kreis grundsätzlich konzentrisch sein. Bevor Sie die Bearbeitungslinie für die untere Fläche markieren, richten Sie sich zunächst an der oberen Ebene A (unbearbeitete Fläche) aus und markieren die Bearbeitungslinie für die untere Fläche. Auf diese Weise wird eine relativ gleichmäßige Dicke der gesamten Basis gewährleistet.
2) Wenn alle Flächen des Rohlings bearbeitet werden sollen, richten Sie die Position jeder zu bearbeitenden Fläche vor der Markierung aus. Dies ermöglicht eine vernünftige und gleichmäßige Verteilung des Bearbeitungsaufmaßes auf jeder zu bearbeitenden Fläche und vermeidet ungleichmäßiges oder schiefes Aufmaß.
Aufgrund der unterschiedlichen strukturellen Formen von Teilen sollten Ausrichtungsarbeiten entsprechend der tatsächlichen Situation des Werkstücks durchgeführt werden. Wenn zwei oder mehr unbearbeitete Flächen auf dem Werkstück vorhanden sind, wählen Sie die größere, wichtigere oder qualitativ hochwertigere Fläche als Hauptausrichtungsreferenz, während Sie andere weniger wichtige unbearbeitete Flächen berücksichtigen. Damit soll sichergestellt werden, dass die Abmessungen zwischen den unbearbeiteten Hauptflächen und den zu bearbeitenden Flächen (z. B. die Wandstärke des Gehäuses, die Höhe von Vorsprüngen usw.) möglichst einheitlich sind und schwer zu kompensierende Fehler auf sekundären oder weniger offensichtlichen Flächen berücksichtigt werden.
Wenn bereits bearbeitete Flächen auf dem Teil vorhanden sind, sollte die bearbeitete Fläche als Ausrichtungsreferenz verwendet werden.
(2) Wesentliche Kreditaufnahme
Wenn Fehler und Defekte in Form, Größe und Position des Rohteils nach dem Ausrichten nicht behoben werden können, sollten Sie die Methode der Materialausleihe in Betracht ziehen, um die Situation zu beheben.
Wenn der nicht konforme Rohling eine kleine Toleranzabweichung aufweist, wird durch Probemarkierung und -anpassung die Bearbeitungszugabe jeder zu bearbeitenden Fläche auf den Rohling umverteilt, wodurch die Auswirkungen des ursprünglichen Fehlers minimiert und ein qualifiziertes Produkt hergestellt wird. Diese Abhilfemethode wird als Materialausleihe bezeichnet.
Prüfen Sie bei der Materialentnahme zunächst die Abmessungen und Versätze der verschiedenen Teile des Rohlings, um die Richtung und Größe der Materialentnahme zu bestimmen, und markieren Sie die Bezugslinien. Markieren Sie dann versuchsweise die restlichen Linien, bis sie passen.
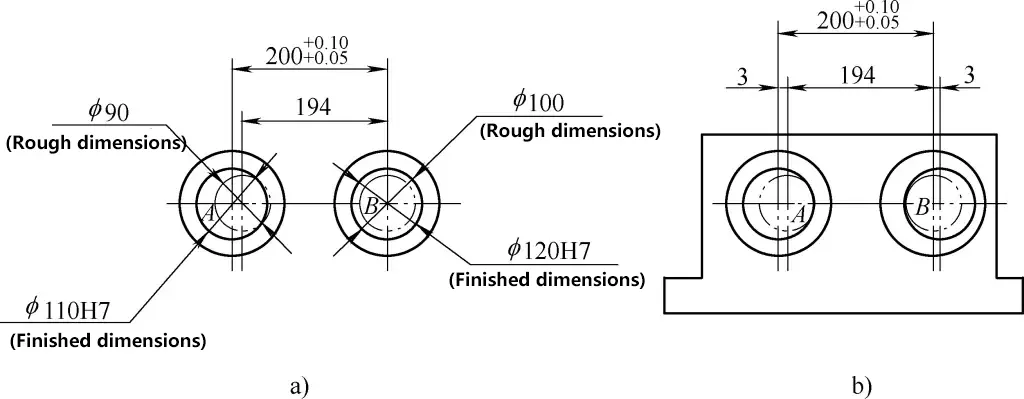
Abbildung 3 zeigt ein Getriebegehäuse, bei dem ein Gussfehler dazu geführt hat, dass sich Bohrung A um 6 mm nach rechts verschoben hat, wodurch sich der Achsabstand von den geplanten 200 mm auf 194 mm geändert hat. Würden beide Bohrungen auf der Grundlage ihrer jeweiligen unbearbeiteten Außenkreise der Vorsprünge ausgerichtet, hätte die rechte Seite von Bohrung A keine Bearbeitungszugabe, was zu Ausschuss führen würde.
Abbildung 3 Kennzeichnung des Getriebegehäuses
Verschieben Sie nun die Löcher A und B mit Hilfe der Materialausleihmethode um 3 mm nach links bzw. rechts. Markieren Sie versuchsweise die Mittellinien der beiden Löcher und die Maßlinien des inneren Lochumfangs. Auf diese Weise erhalten beide Bohrungen eine angemessene Bearbeitungszugabe. Durch diese Vorgehensweise wird der Gussfehler gleichmäßig auf die äußeren Kreise der Vorsprünge beider Bohrungen verteilt, was eine leichte Exzentrizität zwischen den äußeren Kreisvorsprüngen und den inneren Bohrungen verursacht (siehe Abbildung 3b). Der Grad der Exzentrizität ist jedoch nicht signifikant und hat im Allgemeinen nur geringe Auswirkungen auf die Qualität des Erscheinungsbildes, da die Anforderungen an das Teil in der Regel erfüllt werden.
(3) Markierungsschritte
1) Analysieren Sie die Zeichnung sorgfältig, klären Sie die Funktion und die Anforderungen an das Teil und die entsprechenden Markierungsbereiche in der Maschine. Einige komplexere Teile erfordern mehrere Markierungen und Bearbeitungen, um sie fertigzustellen. Machen Sie sich daher vor dem Markieren mit dem gesamten Prozess des Teils vertraut und markieren Sie die Linien für diesen Prozess wie erforderlich. Vermeiden Sie es, Linien zu markieren, die während der Bearbeitung entfernt werden, und unnötige Linien zu markieren.
2) Wählen Sie die Markierungsreferenz.
3) Reinigen und prüfen Sie das Werkstück. Entfernen Sie Steigleitungen, Grate, Sand, Öl usw.
4) Farbe auf das Werkstück auftragen. Für gegossene und geschmiedete Rohlinge wird üblicherweise Weißkalkschlamm (hergestellt durch Mischen von Weißkalk, Wasserleim oder Pfirsichgummi mit Wasser) zum Färben verwendet. Wenn die Oberflächenrauhigkeit des Werkstücks hoch und die Menge sehr gering ist, kann auch weiße Kreide zum Einfärben des Werkstücks verwendet werden.
Bearbeitete Oberflächen werden häufig mit leichtem Goldwasser (einer Mischung aus Schellacklack und Alkohollösung) mit Farbstoffzusatz (basischer Farbstoff) gefärbt. Unabhängig von der Art der Beschichtung sollte sie dünn und gleichmäßig aufgetragen werden, um eine klare Markierung zu gewährleisten. Wird er zu dick aufgetragen, kann er abblättern.
5) Markieren Sie die Linien.
6) Prüfen Sie sorgfältig, ob die markierten Linien korrekt sind und ob Linien fehlen.
7) Markierungen auf den Linien einschlagen. Wenn Sie einen Körner verwenden, sollte die Spitze auf die Mitte der Linie oder des Lochs ausgerichtet sein, und die Schlagkraft sollte angemessen und gleichmäßig sein. Die Körnerspuren sollten in der Mitte der Linien und Löcher liegen und nicht schief sein. Der Abstand zwischen den Körnermarken und ihre Größe sollten auf der Grundlage der Größe des Werkstücks, der Länge der Linien und der Größe der Löcher bestimmt werden, um sicherzustellen, dass sie für die Bearbeitung gut sichtbar sind.
Im Allgemeinen sollten die Stanzmarken auf den Bearbeitungslinien nicht zu groß oder tief sein. Die Dichte der Stanzmarken sollte dem Prinzip "spärlich auf geraden Linien, dicht auf Kurven und deutlich an Schnittpunkten" folgen. Bei groben Rohlingen und Lochmitten sind größere und tiefere Stempelmarken besser, da sie das Zentrieren beim Bohren erleichtern. Bei dünnen Platten oder dünnen Werkstücken sollten Sie nicht zu viel Kraft aufwenden, um Verformungen zu vermeiden. Bei weicheren Materialien und fein bearbeiteten Oberflächen sind Stanzmarken verboten.
(4) Markierung mit Hilfe eines Teilkopfes
1) Aufbau des Teilerkopfes
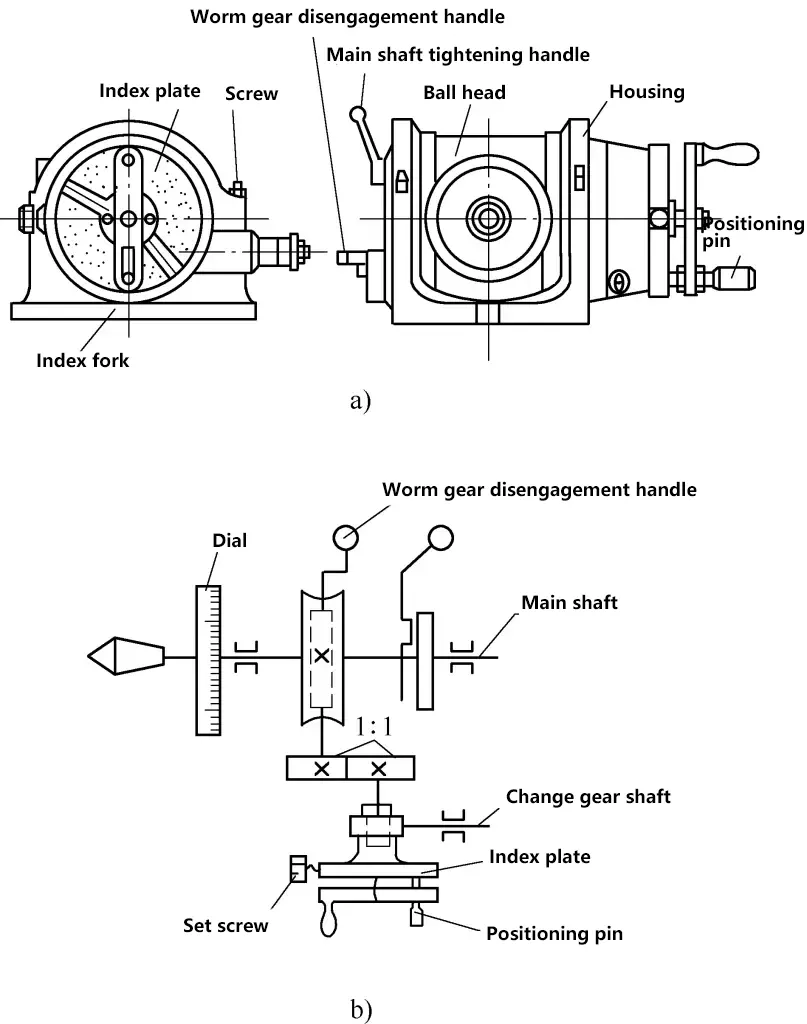
Der Teilkopf ist ein Werkzeug zur gleichmäßigen Teilung des Umfangs und wird häufig zum Anreißen verwendet. Abbildung 4a zeigt die äußere Form eines Universaltrennkopfes. Der Universaltrennkopf besteht hauptsächlich aus einem Gehäuse, einer Spindel, einem trommelförmigen Drehkörper, einer Trennplatte und einer Trenngabel.
Abbildung 4 Universal-Teilkopf
a) Äußere Form b) Antriebssystem
Das vordere Ende der Spindel hat eine Innenkegelbohrung und ein Außengewinde, in das eine Zentrierspitze eingesetzt und ein selbstzentrierendes Futter montiert werden kann. Die Teilungsplatte ist ebenfalls auf der Spindel befestigt und dreht sich mit ihr, wobei die Teilung zwischen 0° und 360° erfolgt.
Der kugelförmige Kopf der Spindel kann sich in der ringförmigen Führungsschiene der Schale drehen, so dass er sich um 90° nach oben und um 10° nach unten gegenüber der Oberfläche des Arbeitstisches neigen und in jedem beliebigen Winkel innerhalb dieses Bereichs drehen kann. Sobald der geeignete Winkel gewählt ist, kann er zur bequemen Markierung mit Schrauben an der Schale befestigt werden.
Das Antriebssystem des Teilkopfes ist in Abbildung 4b dargestellt. Ein Ende des Griffs des Teilkopfs ist in der Hülse in der Mitte der Teilungsplatte angebracht, während das Zahnrad des anderen Endes in das Zahnrad der Schneckenwelle eingreift.
Bei der einfachen Teilung wird die Teilungsplatte mit der Befestigungsschraube gesichert, der Griff gedreht und die Schnecke treibt über das Getriebe das Schneckenrad an, das sich zur Teilung dreht. Die Wechselradwelle hinter der Teilungsplatte ist für die komplexe Teilung gedacht, wo Wechselräder für die Teilung installiert werden können.
2) Divisionsprinzip und Berechnung
Der Teilkopf kann zum gleichmäßigen Teilen des Umfangs oder zum Markieren von Winkellinien verwendet werden. Installieren Sie das Werkstück am vorderen Ende der Teilkopfspindel, setzen Sie den Teilkopf auf die Markierungsplattform und verwenden Sie ihn in Verbindung mit einem Anreißblock, um horizontale Linien, vertikale Linien und verschiedene Winkellinien zu markieren.
Stellen Sie die Anzahl der Schneckenradzähne am Teilkopf auf 40 ein, mit einer eingängigen Schnecke. Wenn der Griff eine Umdrehung macht, dreht sich der Teilkopf um 1/40 Umdrehung. Wenn das auf der Spindel montierte Werkstück in z gleiche Teile geteilt werden muss, d.h. alle 1/z Umdrehungen eine Linie gezogen werden muss, kann die Anzahl der Umdrehungen des Handgriffs nach der Formel für das Übersetzungsverhältnis berechnet werden. Diese lautet
1/40=1/(zn)
n = 40/z
Wo
n - Anzahl der Umdrehungen des Teilkopfgriffs;
z - Anzahl der gleichen Teilungen des Werkstücks.
Beispiel 1 Teilen Sie einen Umfang mit Hilfe eines Teilkopfes in acht gleiche Teile. Lösung Bei z=8 ist n=40/z=40/8=5, d. h. der Griff macht 5 Umdrehungen, um eine Linie auf dem Umfang zu zeichnen.
Beispiel 2 Teilen Sie einen Umfang mit Hilfe eines Teilkopfes in sechs gleiche Teile. Lösung Bei z=6 ist n=40/z=40/6=63, d. h. der Griff macht (6+2/3) Umdrehungen, damit sich das Werkstück um 1/6 einer Umdrehung dreht. Wie in Beispiel 2 gezeigt, kommt es in der Produktion häufig zu Situationen, in denen der Griff eine nicht ganzzahlige Anzahl von Umdrehungen machen muss. Verwenden Sie in solchen Fällen die folgende Formel zur Berechnung. Diese lautet
40/z=a+P/Q
Wo
a - die ganzzahlige Anzahl der Umdrehungen des Teilungsgriffs;
Q - die Anzahl der Löcher in einem bestimmten Kreis auf der Teilungsplatte;
P - die Anzahl der Löcher, die der Griff auf dem Kreis mit Q-Löchern drehen soll.
3) Auswahl der Teilungsplatten
Teilungsplatten werden zum Teilen und Zählen verwendet. Auf der Teilungsplatte befinden sich mehrere Kreise mit sehr genauen kleinen Löchern mit unterschiedlichen Zahlen. Wenn der berechnete n-Wert nach der Division einen Bruch ergibt, müssen der Zähler und der Nenner dieses Bruchs um denselben Faktor erweitert (oder verringert) werden, damit der Nenner der Anzahl der Löcher in einem bestimmten Kreis auf der Teilungsplatte entspricht. Der sich daraus ergebende Zählerwert ist dann die Anzahl der Lochabstände, um die sich der Griff drehen soll.
Wie in Beispiel 2 oben muss der Griff nach 6 Umdrehungen noch 2/3 einer Umdrehung drehen. Unter Bezugnahme auf Tabelle 1 können der Nenner und der Zähler beide mit 8 multipliziert werden, wodurch 2/3 zu 16/24 erweitert wird, was bedeutet, dass 16 Lochabstände auf dem Kreis mit 24 Löchern gedreht werden.
Natürlich kann 2/3 auch auf 44/66 erweitert werden, was bedeutet, dass 44 Löcher auf dem Kreis mit 66 Löchern gedreht werden, was ebenfalls dazu führt, dass sich die Hauptwelle 2/3 einer Umdrehung dreht. Es kann auf viele andere Vielfache erweitert werden, aber da Kreise mit mehr Löchern weiter von der Achsenmitte entfernt sind, ist es bequemer, den Griff zu drehen, daher werden sie oft verwendet. Der Universal-Teilapparat wird in der Regel mit mehr als einer Teilungsplatte geliefert, und die Anzahl der Löcher auf den verschiedenen Teilungsplatten ist in Tabelle 1 angegeben.
Tabelle 1 Anzahl der Löcher auf den Teilungsplatten
Die Teilungsgabel ermöglicht eine genaue und schnelle Teilung. Die Teilungsgabel sollte vor dem Drehen des Griffs eingestellt werden. Der Winkel zwischen den beiden Gabelschenkeln kann je nach Anzahl der Lochabstände eingestellt werden.
Beim Einstellen sollte die Anzahl der Löcher zwischen den Winkeln um eins größer sein als die erforderliche Anzahl der Lochabstände, da das erste Loch als Null gezählt wird und nur das zweite Loch als ein Lochabstand zählt. Nach jeder Teilungsdrehung des Griffs sollte die Teilungsgabel in die neue Position (die Ausgangsposition der zweiten Teilung) in Richtung der Griffdrehung gedreht werden.
Bei Verwendung des Teilkopfes muss der Spindelverriegelungsgriff vor jeder Teilung gelöst werden. Während der Teilung muss der Teilungsgriff in eine Richtung gedreht werden, um eine genaue Teilung zu gewährleisten. Wenn der Teilungsgriff in die vorgegebene Lochposition gedreht wird, achten Sie darauf, dass er nicht zu weit gedreht wird; der Positionierungsstift sollte gerade in das Loch passen.
Wenn Sie feststellen, dass sie sich zu weit gedreht hat, müssen Sie sie etwa eine halbe Umdrehung zurückdrehen und dann wieder in die vorgegebene Lochposition drehen. Ziehen Sie die Spindel beim Teilen und Zeichnen von Linien fest, damit sie sich während des Zeichnens nicht lockert.
II. Sägen
Die Bearbeitungsmethode des Schneidens oder Schlitzens von Rohstoffen oder Werkstücken mit einer Säge wird als Sägen bezeichnet.
Das Sägeblatt ist der schneidende Teil. Handsägeblätter sind in der Regel 300 mm lang, bestehen in der Regel aus Kohlenstoff-Werkzeugstahl oder legiertem Stahl und sind durch Wärmebehandlung gehärtet. Handsägen schneiden beim Vorwärtsschieben, daher muss das Sägeblatt mit den Zähnen nach vorne gerichtet eingebaut werden. Wenn das Sägeblatt verkehrt herum eingebaut wird, kann es nicht nur nicht normal schneiden, sondern auch den Zahnverschleiß beschleunigen. Die Montage des Sägeblatts ist in Abbildung 5 dargestellt.
Abbildung 5 Installationsmethode des Sägeblatts
a) Richtig b) Falsch
Die Schärfe der Sägezähne wird durch die Anzahl der Zähne pro 25 mm Länge des Sägeblatts ausgedrückt, wobei die Optionen 14, 18, 24 und 32 sind. Grob gezahnte Sägeblätter haben größere Spanleitstufen und eignen sich zum Sägen weicher Materialien und größerer Querschnitte; fein gezahnte Sägeblätter eignen sich zum Sägen harter Materialien, dünner Platten oder Rohre. Die Spezifikationen und Anwendungen von Sägeblättern mit grober Verzahnung sind in Tabelle 2 aufgeführt.
Tabelle 2 Spezifikationen und Anwendungen der Sägeblattschärfe
Sägezahn-Grobheit
Anzahl der Zähne pro 25 mm Länge
Anmeldung
Grob
14~18
Sägen von weichem Stahl, Messing, Aluminium, Gusseisen, reinem Kupfer und Kunstharzmaterialien
Mittel
22~24
Sägen von mittelhartem Stahl, dickwandigen Stahlrohren, Kupferrohren
In der Regel in Fabriken zum Anfahren von Schnitten verwendet
Die Spannung des Sägeblatts sollte moderat sein und kann mit der Flügelmutter am Sägerahmen eingestellt werden. Wenn das Sägeblatt zu fest angezogen ist, wird es stark beansprucht und verliert seine notwendige Elastizität, wodurch es anfällig für Brüche wird; wenn es zu locker ist, kann das Sägeblatt leicht verbiegen und brechen, und der Sägeschnitt kann schief werden. Das eingesetzte Sägeblatt sollte sich in der gleichen Mittelebene wie der Sägerahmen befinden, um einen geraden Sägeschnitt zu gewährleisten und einen Bruch des Sägeblatts zu verhindern.
Es gibt zwei Arten der Bewegung des Sägerahmens beim Schieben der Säge: die eine ist eine lineare Bewegung, die sich für Schlitze mit flachen Bodenflächen oder dünnwandige Werkstücke eignet; die andere ermöglicht das Auf- und Abschwingen des Sägerahmens, wodurch der Schnittwiderstand verringert und die Arbeitseffizienz verbessert werden kann, und ist natürlicher zu bedienen, was die Ermüdung der Hände verringert.
Wenn die Sägegeschwindigkeit zu schnell ist, das zu sägende Material zu hart ist, oder geeignete Schneidflüssigkeit nicht verwendet wird, kann dies zu einer Überhitzung des Zahnteils führen, die Zahnflanken schnell abnutzen, die Reibung zwischen dem Sägeblatt und dem Sägeschnitt erhöhen und zu einem noch schnelleren Verschleiß der Sägezähne führen.
Wenn beim Sägen ein zu großer Anstellwinkel gewählt wird, sich die Sägezähne an der scharfen Kante des Werkstücks verhaken, oder wenn die Zahnschärfe des gewählten Sägeblatts ungeeignet ist, oder wenn sich der Anstellwinkel während des Sägens plötzlich ändert, oder wenn im zu sägenden Material plötzlich harte Verunreinigungen auftreten, kann dies zu Zahnbruch führen; Wenn das Sägeblatt zu locker oder zu fest montiert ist, das Werkstück nicht fest eingespannt ist, der Sägevorgang instabil ist und Vibrationen erzeugt, oder wenn Korrekturen an einem schiefen Sägeschnitt zu abrupt vorgenommen werden, kann dies zu einem Sägeblattbruch führen.
Beim Sägen von Rohren und dünnen Platten müssen fein gezahnte Sägeblätter verwendet werden. Wenn die Zahnteilung größer ist als die Blechdicke, kommt es sonst zum Verhaken der Sägezähne, was zu Zahnverlust oder -bruch führt. Daher sollten beim Sägen mindestens zwei oder mehr Sägezähne gleichzeitig am Querschnitt schneiden, um zu vermeiden, dass sich die Sägezähne verhaken und einen Bruch verursachen.
Beim Sägen lassen sich je nach Form und Dicke des Materials folgende Arten von Sägeverfahren unterscheiden.
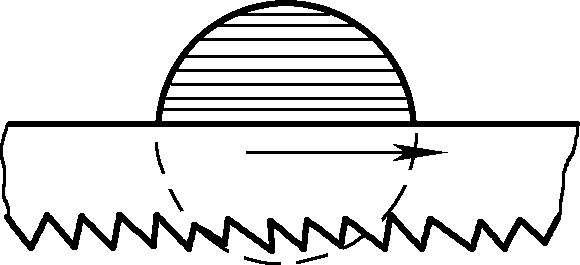
1. Sägen von Stangenmaterial
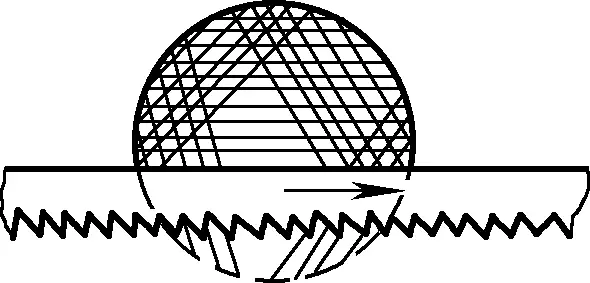
Wird ein glatter Querschnitt zum Sägen benötigt, sollte er von Anfang bis Ende durchgehend gesägt werden (siehe Abbildung 6); sind die Anforderungen an den gesägten Querschnitt nicht hoch, kann er in mehrere Richtungen gesägt werden (siehe Abbildung 7), was das Sägen aufgrund der kleineren Sägefläche erleichtert und damit die Arbeitseffizienz verbessert.
Abbildung 6 Kontinuierliches Sägen
Abbildung 7 Sägen in mehrere Richtungen
2. Sägen von Rohren
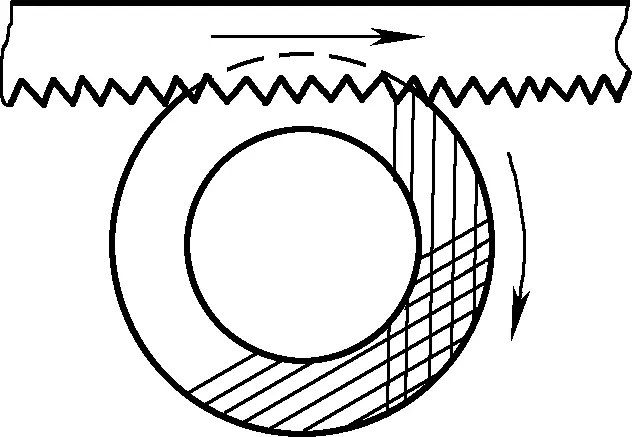
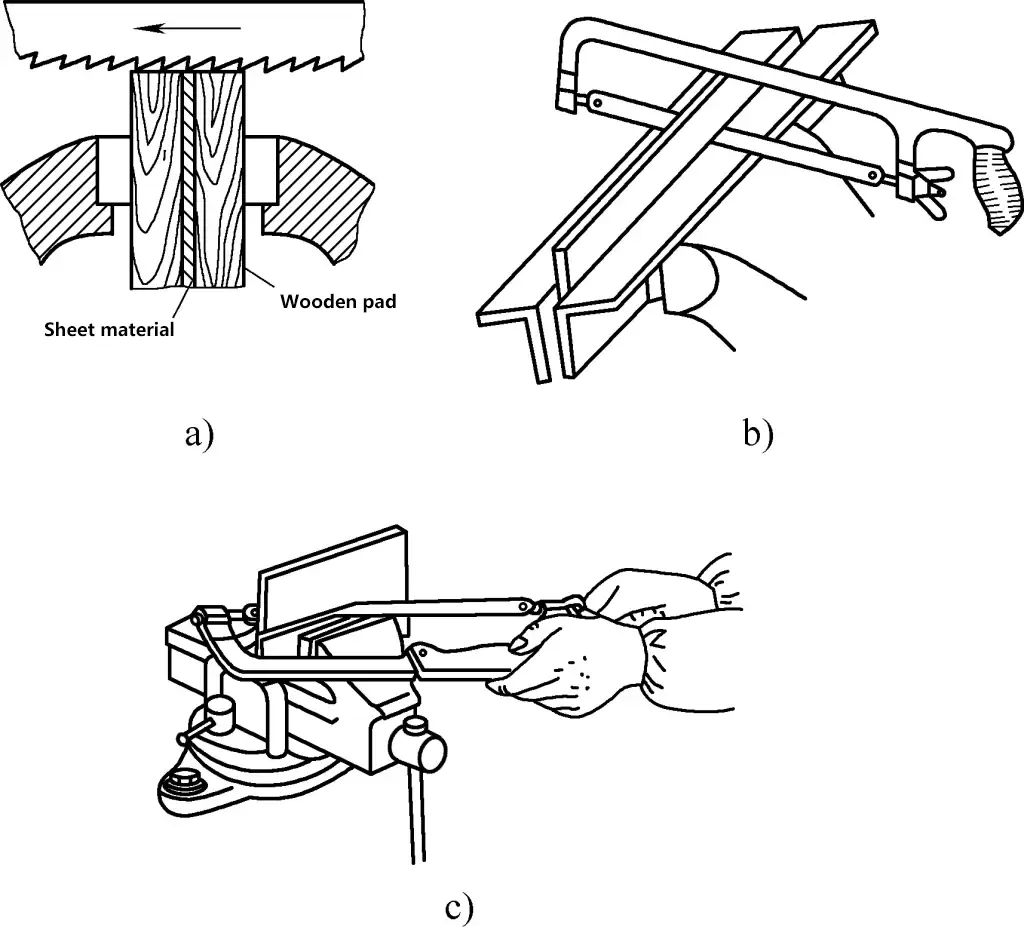
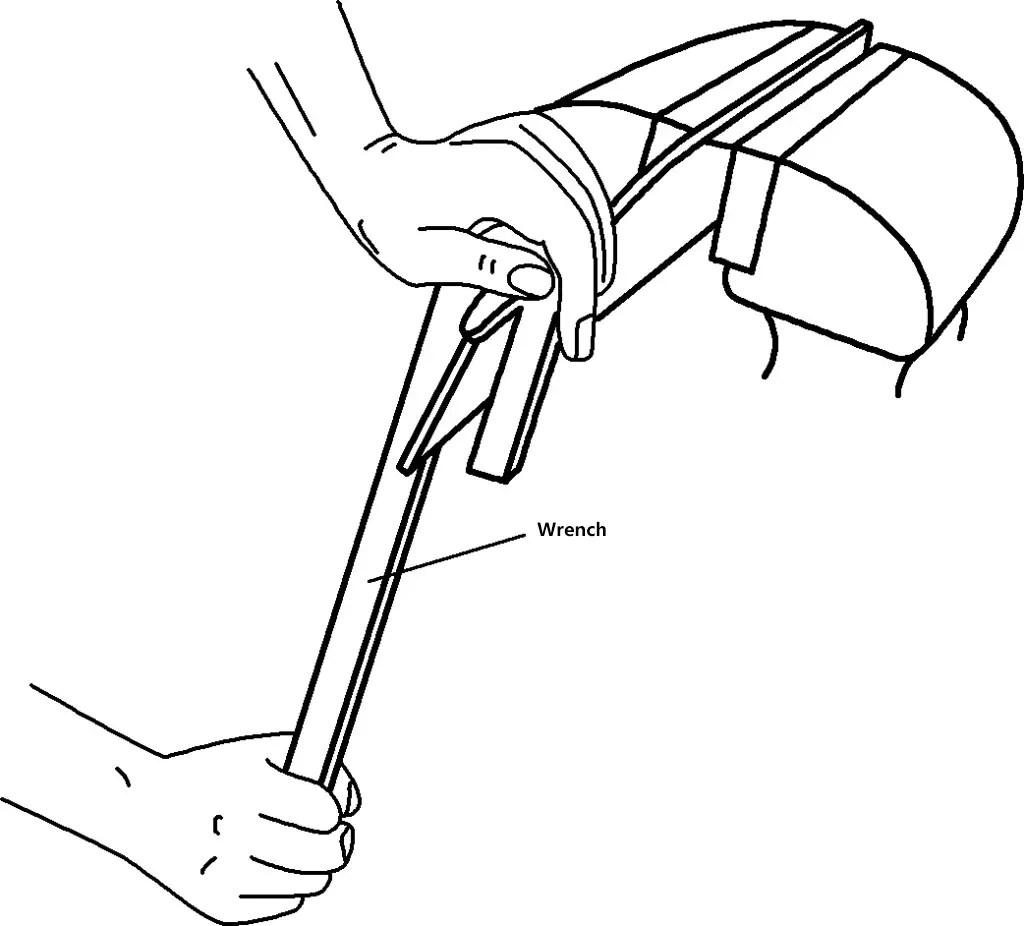
Zeichnen Sie vor dem Sägen eines Rohres eine Sägelinie senkrecht zur Achse. Da die Anforderungen an die Sägelinie nicht hoch sind, besteht die einfachste Methode darin, einen rechteckigen Papierstreifen (mit einer geraden Kante zur Markierung) entsprechend den Sägeabmessungen um den Außenumfang des Werkstücks zu wickeln und ihn dann mit einer Reißnadel zu markieren. Beim Sägen muss das Rohr richtig eingespannt werden. Bei dünnen Rohren und präzisionsgefertigten Rohren sollten sie zwischen zwei Holzklötzen mit V-förmigen Rillen eingespannt werden, um zu verhindern, dass das Rohr plattgedrückt oder die Oberfläche beschädigt wird.
Sägen Sie beim Sägen von dünnwandigen Rohren nicht von Anfang bis Ende kontinuierlich in eine Richtung. Sonst verhaken sich die Sägezähne an der Rohrwand und verursachen Ausbrüche. Die richtige Methode besteht darin, zunächst in einer Richtung bis zur Innenwand des Rohrs zu sägen; dann das Rohr in einem bestimmten Winkel in Richtung des Sägeschubs zu drehen, an die ursprüngliche Sägeschnittstelle anzuschließen und erneut bis zur Innenwand des Rohrs zu sägen. Ändern Sie allmählich die Richtung und setzen Sie das Drehen und Sägen fort, bis das Rohr durchgeschnitten ist, wie in Abbildung 8 dargestellt.
Abbildung 8 Sägen von Rohren
3. Sägen von dünnen Materialien
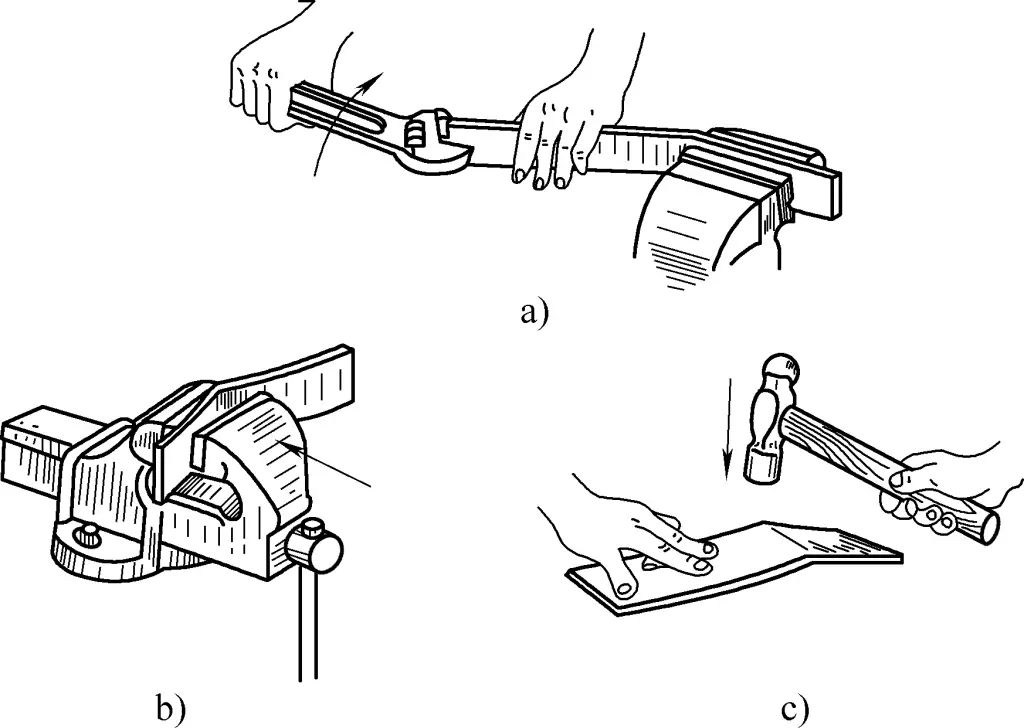
Beim Sägen von relativ dünnen Plattenmaterialien kann es während des Sägens zu Verbiegungen und Vibrationen kommen, die ein Weitersägen unmöglich machen. Versuchen Sie beim Sägen, so weit wie möglich von der breiten Fläche aus zu sägen. Wenn es nur möglich ist, von der schmalen Seite der Platte aus zu sägen, können zwei Holzbretter verwendet werden, um die Platte einzuspannen und zusammen mit den Holzbrettern durchzusägen. Dadurch wird verhindert, dass sich die Sägezähne verhaken, und die Steifigkeit des dünnen Blechs wird erhöht, wodurch Vibrationen beim Sägen vermieden werden (siehe Abbildung 9a).
Abbildung 9 Sägen von dünnen Materialien
Beim Sägen einer längeren Platte können zwei Winkeleisen als Auflage für die Schraubstockbacken verwendet werden, wobei die Platte fest eingespannt und dann entlang der Winkeleisen gesägt wird, wie in Abbildung 9b gezeigt. Alternativ kann die dünne Platte in einen Schraubstock eingespannt und mit einer Handsäge horizontal gesägt werden, wobei die Anzahl der Zähne, die mit der dünnen Platte in Berührung kommen, erhöht wird, um ein Ausbrechen der Sägezähne zu vermeiden (siehe Abbildung 9c).
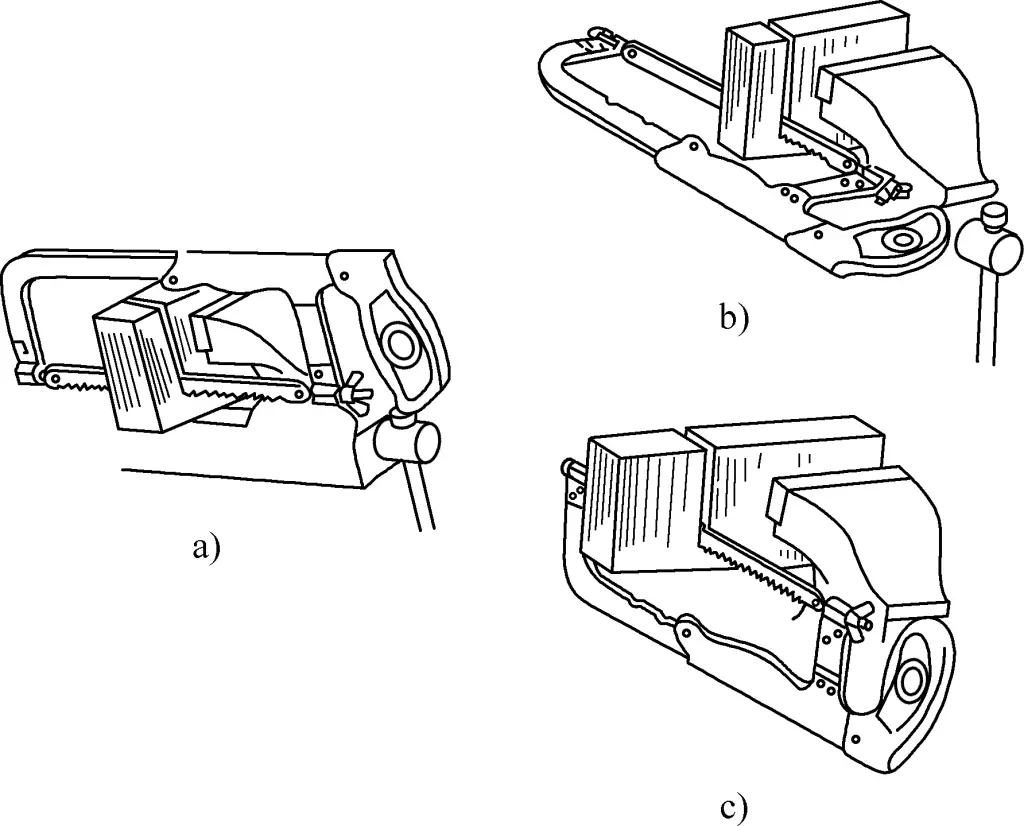
4. Tiefes Sägen von Nuten
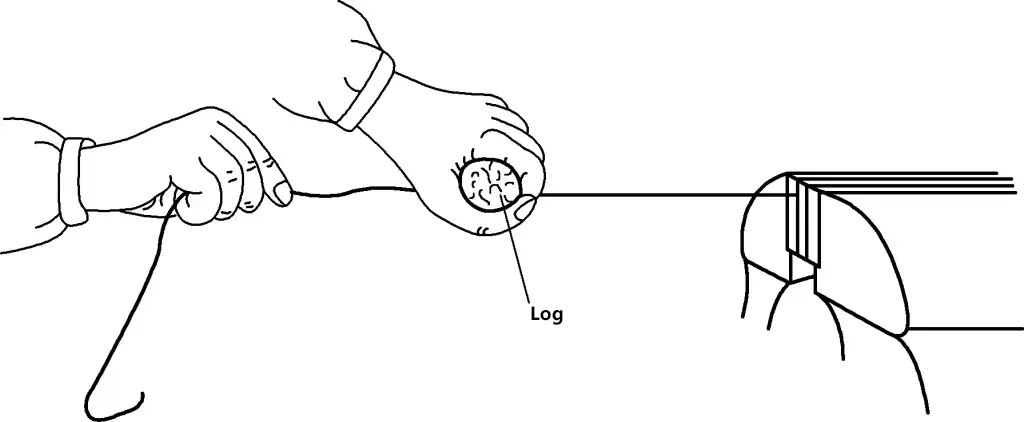
Wenn die Tiefe der Sägeschnittfuge die Breite des Sägerahmens übersteigt, sollte das Sägeblatt um 90° gedreht und wieder eingesetzt werden, wobei der Sägerahmen zur Seite des Werkstücks gedreht wird. Wenn die Höhe des Sägerahmens bei seitlich gedrehtem Rahmen immer noch nicht ausreicht, kann das Sägeblatt zum Sägen auch mit den Zähnen zur Säge hin montiert werden (Drehen des Blattes um 180° innerhalb des Rahmens), wie in Abbildung 10 gezeigt.
Abbildung 10 Sägen von tiefen Nuten
III. Meißeln
Das Meißeln ist ein Verfahren zur Bearbeitung von Werkstücken durch Schläge eines Meißels mit einem Hammer. Dieser Vorgang wird als Meißeln bezeichnet. Das Meißeln wird vor allem dort eingesetzt, wo eine mechanische Bearbeitung unpraktisch ist, z. B. zum Entfernen von Graten an Gussteilen, zum Schneiden von Blechen, zum Entfernen von Nietresten und verrosteten Schrauben, zum Abmeißeln von falsch ausgerichteten Vorsprüngen an zusammengehörigen Teilen, zum Schneiden von Ölnuten usw. Manchmal wird es auch für die Grobbearbeitung relativ kleiner Flächen eingesetzt.
1. Meißel
Die Qualität des Meißels wirkt sich unmittelbar auf die Qualität und Effizienz des Meißelns aus. Die wichtigsten Faktoren, die die Meißelqualität beeinflussen, sind die rationelle Form und die Härte der Schneide.
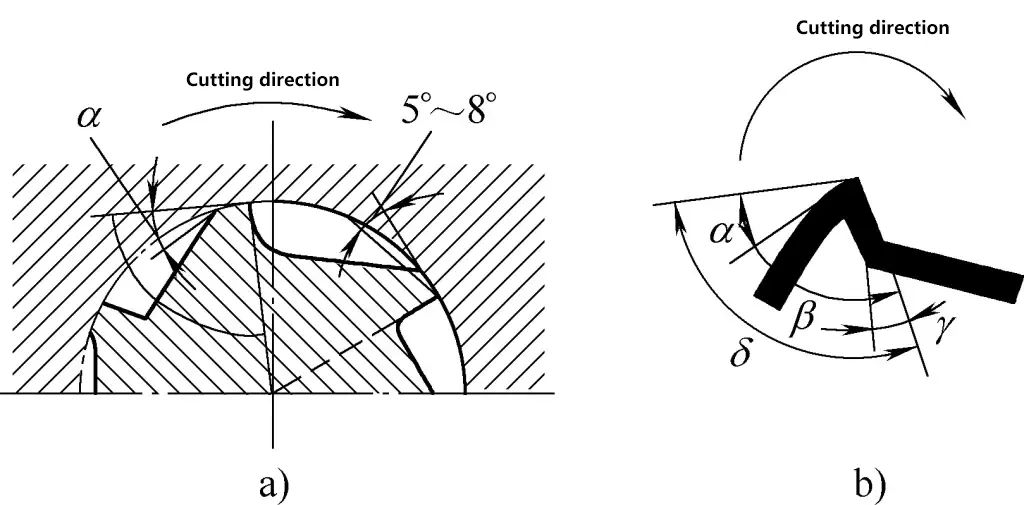
(1) Keilwinkel β
Die Form der Schneide (Schneidteil) wird durch den Keilwinkel β dargestellt, der der Winkel zwischen der Vorderseite und der Rückseite der Schneide ist. Je größer der Keilwinkel ist, desto höher ist die Festigkeit der Meißelschneide, aber auch der Schneidwiderstand; je kleiner der Keilwinkel, desto schärfer ist die Meißelschneide. Daher sollte bei der Wahl des Keilwinkels der kleinstmögliche Wert gewählt werden, der eine ausreichende Festigkeit gewährleistet. Beim Meißeln harter Materialien sollte der Keilwinkel größer sein, beim Meißeln weicher Materialien sollte der Keilwinkel kleiner sein.
Beim Meißeln von harten Materialien wie Stahl oder Gusseisen beträgt der Keilwinkel typischerweise 60° bis 70°; bei Materialien mittlerer Härte beträgt der Keilwinkel 50° bis 60°; bei weichen Materialien wie Kupfer oder Aluminium beträgt der Keilwinkel 30° bis 50°.
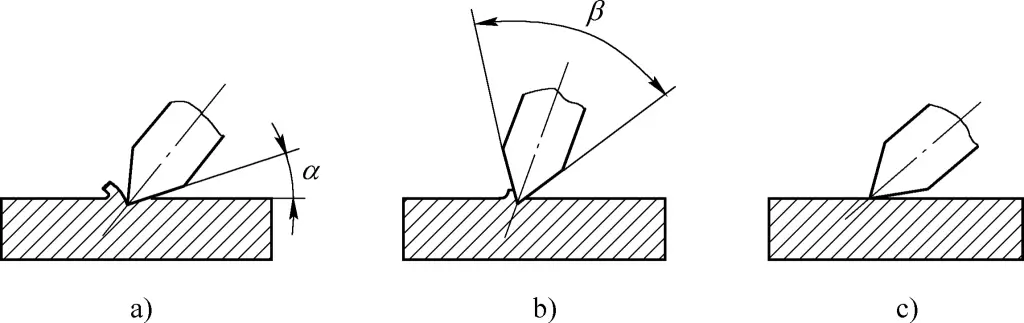
(2) Rückenwinkel α
Der Winkel zwischen der Rückseite des Meißels und der Schneidebene wird als Rückenwinkel bezeichnet. Die Größe des hinteren Winkels wird durch die Position bestimmt, in der das Stemmeisen gehalten wird. Der hintere Winkel dient dazu, die Reibung zwischen der Rückseite des Meißels und der Schneidefläche zu verringern und das Eindringen des Meißels in das Material zu erleichtern. Der Rückenwinkel wird im Allgemeinen durch Erfahrung bestimmt und beträgt in der Regel 5° bis 8°. Ist er zu klein, kann er abrutschen; ist er zu groß, kann er zu tief schneiden, wie in Abbildung 11 gezeigt.
Abbildung 11 Rückenwinkel und seine Auswirkung auf das Meißeln
Die Härte der Meißelschneide sollte höher sein als die des zu bearbeitenden Werkstücks. Je härter und schärfer die Meißelschneide ist und je weniger sie sich wölbt, desto besser. Eine zu hohe Härte kann jedoch dazu führen, dass die Meißelschneide spröde wird und leicht absplittert oder sogar Splitter davonfliegen und jemanden verletzen. Daher muss die Härte des Meißels angemessen sein.
Meißel werden im Allgemeinen aus T7A-Werkzeugstahl geschmiedet und einer Wärmebehandlung unterzogen. Die Wärmebehandlung von Meißeln umfasst das Abschrecken und Anlassen. Gelbvergütete Meißel haben eine höhere Härte, aber eine geringere Zähigkeit; blauvergütete Meißel haben eine geringere Härte, aber eine höhere Zähigkeit. Im Allgemeinen wird eine Härte verwendet, die zwischen diesen beiden Werten liegt - die "goldgelbe Hitze".
Das spezifische Verfahren ist wie folgt: Der schneidende Teil des Meißels, etwa 20 mm lang, wird in einem Heizofen auf 750-800 °C erhitzt (kirschrote Farbe), dann wird er schnell herausgenommen und der Meißel zum Abkühlen senkrecht in kaltes Wasser getaucht (Eintauchtiefe 5-6 mm), um den Abschreckungsprozess abzuschließen.
Beim Abkühlen des Meißels im Wasser sollte er sanft auf der Wasseroberfläche geschwenkt werden. Dies geschieht, um die Abkühlung zu beschleunigen, die Härte des Abschreckens zu erhöhen, eine klare Grenze zwischen dem gehärteten und dem nicht gehärteten Teil zu verhindern, um einen Bruch des Meißels an dieser Linie zu vermeiden, Luftblasen, die an der Meißeloberfläche haften, zu entfernen und die Bildung von weichen Stellen während des Abschreckens zu verhindern. Nach dem Abschrecken muss der Meißel auch angelassen werden, was mit seiner eigenen Restwärme geschieht.
Wenn sich der Teil des abgeschreckten Meißels oberhalb der Wasseroberfläche schwarz färbt, nehmen Sie ihn aus dem Wasser, wischen Sie die Oxidschicht ab und beobachten Sie die Farbänderung der Meißelkante. Wenn sich die Schneide bei breiten Meißeln violett (zwischen purpurrot und dunkelblau) und bei schmalen Meißeln bräunlich-rot (zwischen gelblich-braun und rot) verfärbt, tauchen Sie den Meißel zum Abkühlen wieder in Wasser ein. Damit ist der gesamte Vorgang des Abschreckens und Anlassens des Stemmeisens abgeschlossen.
Der Zeitpunkt des vollständigen Eintauchens des Stemmeisens in kaltes Wasser hat großen Einfluss auf die Härte der Schneide. Ist er zu früh, wird die Schneide zu spröde, ist er zu spät, wird sie zu weich. Nur durch ständiges Üben kann man mit Geschick die ideale Härte des Stemmeisens erreichen. Im Winter sollte warmes Wasser zum Abschrecken verwendet werden, sonst kann die Schneide leicht brechen.
Beim Schärfen des Stemmeisens ist darauf zu achten, dass die Vorder- und Rückseiten glatt und eben sind und der Keilwinkel korrekt und scharf ist. Gegebenenfalls sollte es nach dem Schleifen auf einer Schleifscheibe auf einem Schleifstein fein geschliffen werden. Während des Schleifens ist es wichtig, ständig mit Wasser zu kühlen, um ein Ausglühen durch hohe Temperaturen zu verhindern.
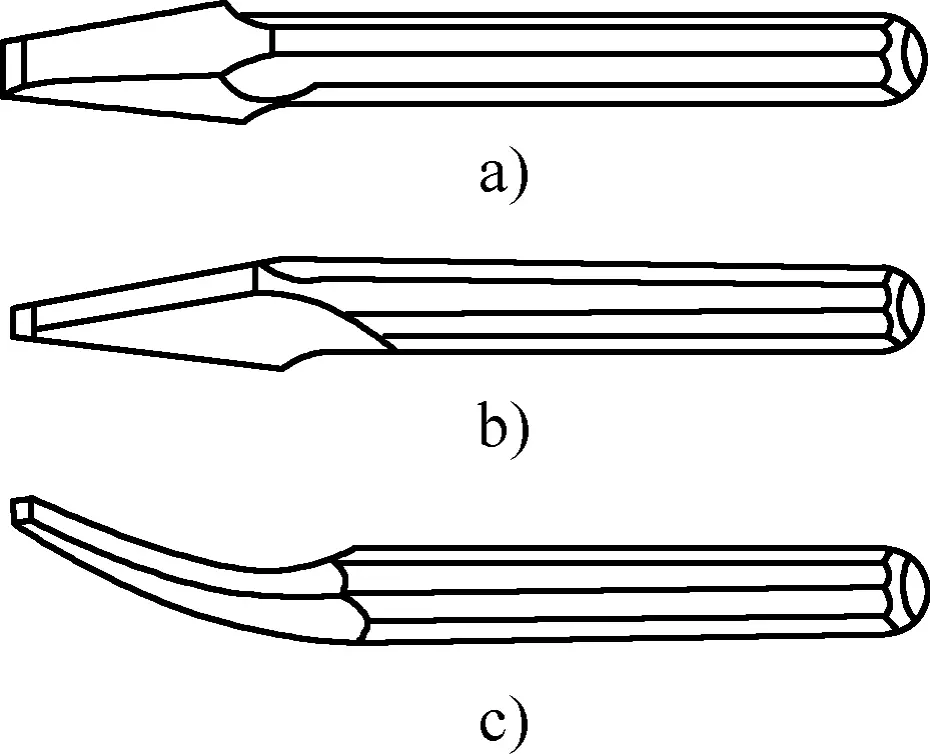
Es gibt verschiedene Arten von Meißeln, darunter Flachmeißel, Spitzmeißel und Ölnutmeißel, wie in Abbildung 12 dargestellt.
Abbildung 12 Arten von Meißeln
a) Flachmeißel b) Spitzmeißel c) Ölnutenmeißel
2. Meißelmethoden
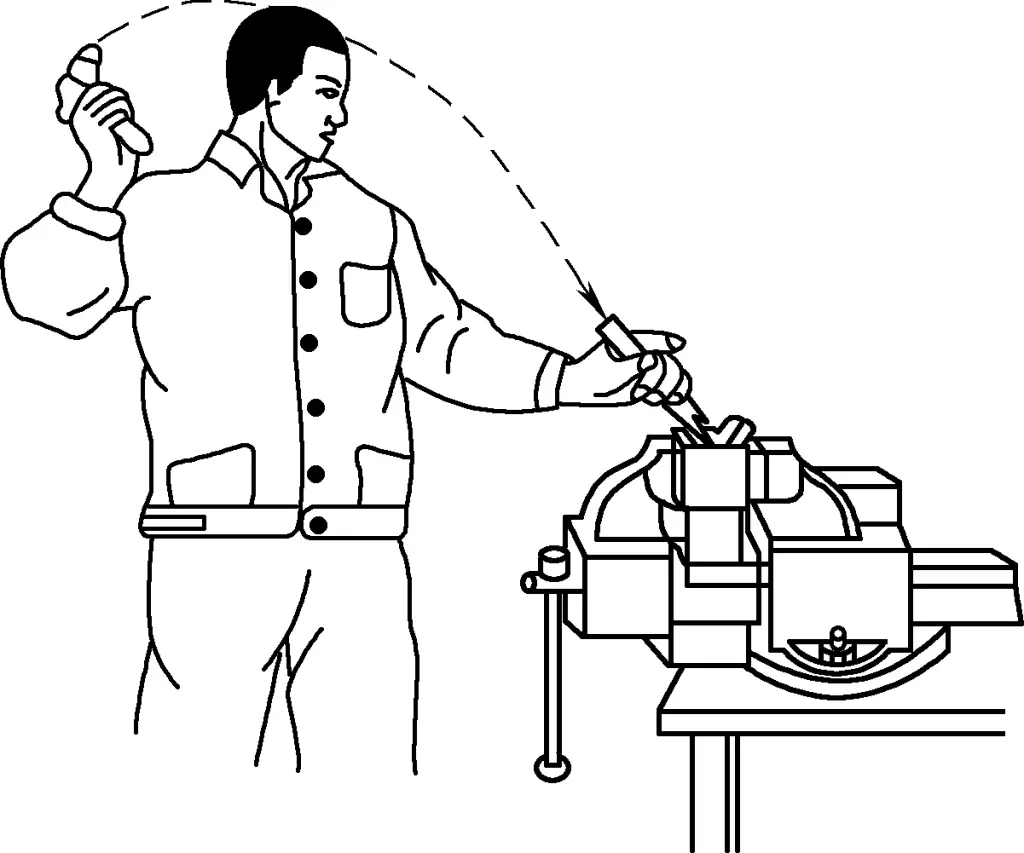
Beim Meißeln sollten die Augen auf die Meißelkante gerichtet sein. Anfänger schauen oft auf den Hammer- oder Meißelgriff, was falsch ist. Beim Schwingen des Hammers sollte der Arm entspannt sein, und man sollte lernen, die Kraft aus dem Handgelenk zu nutzen. Der Winkel zwischen dem Meißel und dem Werkstück sollte angemessen sein; ist der Meißel zu stark geneigt, schneidet er zu tief; ist er zu wenig geneigt, kann er nicht einschneiden und rutscht ab. Die richtige Meißelmethode ist in Abbildung 13 dargestellt.
Abbildung 13 Korrekte Meißelmethode
(1) Meißeln flacher Oberflächen
Wenn Sie einen Flachmeißel verwenden, ist es einfacher, an der scharfen Ecke anzusetzen. Wenn Sie sich dem Ende des Schnitts nähern, achten Sie darauf, dass das Ende des Werkstücks nicht bricht. In der Regel können Sie etwa 10 mm vor dem Ende umdrehen und den restlichen Teil aus der anderen Richtung meißeln.
Beim Meißeln einer schmalen ebenen Fläche kann die Meißelkante in einem Winkel zur Arbeitsrichtung geneigt werden, um das Schneiden zu erleichtern. Beim Meißeln einer breiteren ebenen Fläche ist es im Allgemeinen effizienter, zunächst mit einem schmalen (spitzen) Meißel eine Rille zu erzeugen und dann mit einem Flachmeißel das restliche Material zu entfernen.
(2) Meißeln von Ölrillen
Schärfen Sie vor dem Meißeln zunächst den schneidenden Teil des Ölnutenmeißels genau entsprechend der Form der Ölnutenstirnfläche in der Zeichnung. Beim Meißeln sollte sich der Neigungswinkel des Meißels mit der gekrümmten Oberfläche verändern, um sicherzustellen, dass die gemeißelte Ölnut glatt und in der Tiefe gleichmäßig ist. Möglicherweise sind Anpassungen erforderlich, und nach dem Meißeln sollten alle Grate an den Rillenrändern geglättet werden.
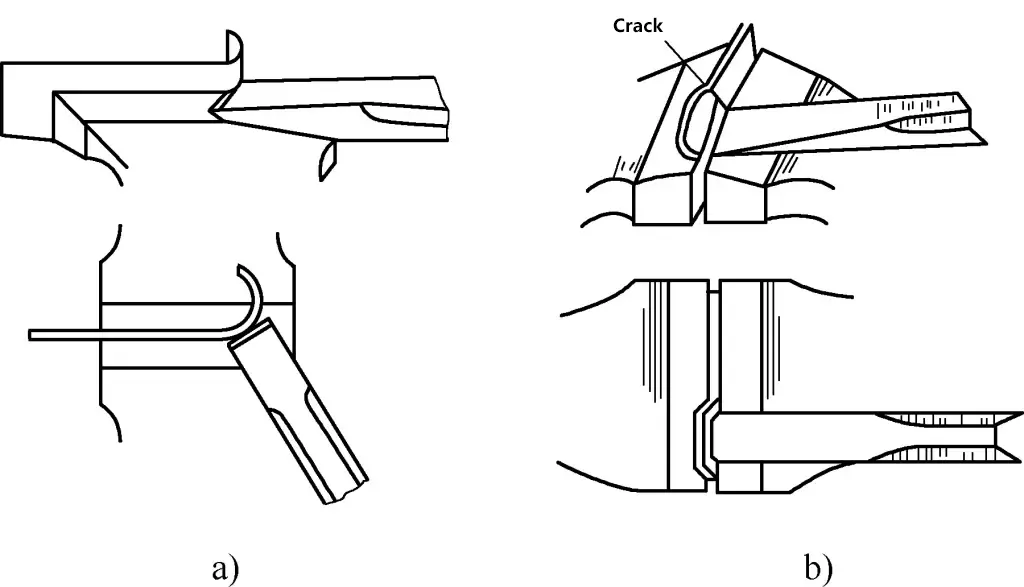
(3) Meißeln von Blechen
Wie in Abbildung 14 gezeigt, sollte beim Meißeln von dünnem Blech die Schnittlinie des Werkstücks mit den Schraubstockbacken bündig sein. Spannen Sie das Werkstück fest ein und verwenden Sie einen Flachmeißel entlang der Schraubstockbacke in einem Winkel (etwa 45°) zur Blechoberfläche. Die Dicke des zu meißelnden Blechs sollte nicht zu dick sein, im Allgemeinen unter 4 mm.
Abbildung 14 Meißeln von Blechen
a) Richtig b) Falsch
Legen Sie beim Schneiden großer Bleche auf einem Amboss eine weiche Eisenunterlage unter, um eine Beschädigung der Meißelkante zu vermeiden.
Um gebogene Bleche zu meißeln, bohrt man in der Regel zunächst eine Reihe von eng beieinander liegenden Löchern entlang der Konturlinie und schneidet dann nach und nach mit einem Flachmeißel durch.
3. Sicherheitsvorkehrungen beim Meißeln
Vor dem Meißeln muss das Werkstück fest eingespannt werden, wobei das Teil in der Regel 10-15 mm hoch aus den Schraubstockbacken herausragt, und es sollte ein Kissen darunter gelegt werden.
Wenn Sie spröde Metalle meißeln, meißeln Sie von beiden Kanten zur Mitte hin, um Kantenabplatzungen oder Risse zu vermeiden.
Verwenden Sie während des Meißelns ein Schutzgitter, um zu verhindern, dass umherfliegende Späne Verletzungen verursachen, und der Bediener sollte eine Schutzbrille tragen.
Verwenden Sie eine Bürste, um Meißelspäne zu entfernen, nicht mit den Händen abwischen oder in den Mund blasen.
Verhindern Sie beim Meißeln ein Abrutschen der Meißelfläche. Schärfen Sie dazu den Meißel rechtzeitig, wenn er stumpf wird, und halten Sie den richtigen Keilwinkel ein.
Sollten sich am Meißelkopf deutliche Grate befinden, schleifen Sie diese umgehend ab.
Richten Sie den Meißel und den Hammer beim Meißeln nicht auf andere Personen. Tragen Sie keine Handschuhe an der Hand, die den Hammer während des Betriebs hält, um zu verhindern, dass der Hammer abrutscht und Verletzungen verursacht.
Wenn sich der Hammerstiel lockert oder beschädigt wird, befestigen Sie ihn sofort oder ersetzen Sie ihn. Außerdem sollte der Hammerstiel nicht ölig sein, um zu verhindern, dass der Hammerkopf oder der gesamte Hammer wegfliegt und Verletzungen verursacht.
4. Arten von Fehlern in gemeißelten flachen Oberflächen und ihre Ursachen (siehe Tabelle 3)
Tabelle 3 Arten von Fehlern in gemeißelten flachen Oberflächen und ihre Ursachen
Art des Mangels
Verursacht
Raue Oberfläche
1. Die Meißelkante ist abgeplatzt oder gewellt und nicht scharf 2. Ungleichmäßige Hammerschläge 3. Der Meißelkopf wurde flach gehämmert, wodurch sich die Kraftrichtung ständig ändert
Unebene Oberfläche
1. Der Rückenwinkel ist in einem bestimmten Abschnitt beim Meißeln zu groß, wodurch die gemeißelte Oberfläche konkav wird 2. Der hintere Winkel ist in einem bestimmten Abschnitt während des Meißelns zu klein, wodurch die gemeißelte Oberfläche konvex wird
Oberfläche mit Rillen
1. Die linke Hand hat den Meißel nicht richtig positioniert und gehalten, so dass die Meißelkante gekippt war und sich der Kantenwinkel beim erneuten Meißeln eingegraben hat 2. Die Meißelkante wurde beim Schärfen in der Mitte konkav geschliffen
Abplatzungen und Einbrüche in den Ecken
1. Das Meißel wird nicht umgedreht, wenn das Ende erreicht ist, was zu Kantenausbrüchen führt. 2. Zu großer Schnitt, der zu einem Zusammenbruch der Ecke führt
Maßliche Ungenauigkeit
1. Ungenaue Abmessungen bei Beginn des Meißelns 2. Mangel an rechtzeitigen Messungen und Kontrollen
IV. Ablage
Mit einer Feile wird überschüssiges Metall von der Oberfläche eines Teils entfernt, um die in der Zeichnung angegebenen Maße, Formen und Oberflächenrauhigkeiten zu erreichen. Es kann für die Feinbearbeitung von Teilen nach dem Meißeln oder Sägen verwendet werden. Es eignet sich sowohl für die Bearbeitung von flachen als auch von gekrümmten Oberflächen.
Feilen ist eine relativ feine manuelle Bearbeitungsmethode mit einer Genauigkeit von bis zu 0,01 mm und einer Oberflächenrauheit von bis zu Ra0,8 μm. Feilen ist eine der wichtigsten Arbeitsmethoden im Schlosserhandwerk, eine Grundfertigkeit für Schlosser, und wird häufig in der Produktion eingesetzt.
1. Datei
Feilen werden aus kohlenstoffreichem Werkzeugstahl T12 oder T13 hergestellt und sind im Allgemeinen mit einer Härte von 62-67 HRC gehärtet. Feilenzähne gibt es in einschneidiger und zweischneidiger Ausführung.
Einhiebfeilen haben Zähne in nur einer Richtung und werden im Allgemeinen zum Feilen von weichen Metallen wie Aluminium und Zinn oder für Oberflächen verwendet, die ein glatteres Finish erfordern.
Doppelhiebfeilen haben Zähne, die in zwei sich kreuzenden Richtungen angeordnet sind. Je nach Herstellungsverfahren sind die zuerst gefrästen flacheren Zähne die unteren, die einen Winkel von 55° mit der Mittellinie der Feile bilden; die später gefrästen tieferen Zähne sind die oberen, die einen Winkel von 75° mit der Mittellinie der Feile bilden. Aufgrund der unterschiedlichen Winkel der unteren und oberen Zähne überschneiden sich die Feilspuren beim Feilen nicht, was zu einer glatteren Oberfläche führt.
Wären der untere und der obere Zahnwinkel gleich, würden sich die Feilenzähne entlang der Mittellinie der Feile ausrichten, ohne zu versetzen, was zu Rillen auf der gefeilten Oberfläche und einer raueren Oberfläche führen würde. Die Feinheit der Feilenzähne wird durch die Größe der Zahnabstände ausgedrückt. Die Feinheitsgrade werden wie folgt eingeteilt:
(1) Schnitt Nr. 1
Wird für grobe Feilen mit einem Zahnabstand von 2,3-0,83 mm verwendet.
(2) Nr. 2 Schnitt
Für mittlere Feilen mit einem Zahnabstand von 0,77-0,42 mm.
(3) Schnitt Nr. 3
Wird für feine Feilen mit einem Zahnabstand von 0,33-0,25 mm verwendet.
(4) Schnitt Nr. 4
Wird für extra feine Feilen mit einem Zahnabstand von 0,25-0,20 mm verwendet.
(5) Nr. 5 Schnitt
Wird für superfeine Feilen mit einem Zahnabstand von 0,20-0,16 mm verwendet.
Die Wahl der Feilengüte hängt im Allgemeinen vom Bearbeitungsaufmaß des Werkstücks, der erforderlichen Bearbeitungsgenauigkeit und der Materialhärte ab. Grobe Feilen haben größere Spanräume und eignen sich in der Regel zum Feilen weicher Werkstoffe sowie von Werkstücken mit größerem Bearbeitungsaufmaß oder geringeren Anforderungen an Präzision und Oberflächenrauheit. Feinfeilen sind das Gegenteil davon.
Bei der Verwendung feiner Feilen für weiche Materialien können sich die Späne leicht in der Feile festsetzen und nicht nur die Oberfläche des Werkstücks zerkratzen, sondern in schweren Fällen auch die Feile unbrauchbar machen. Daher sind feine Feilen nicht zum Feilen von weichen Metallen geeignet.
Um die Lebensdauer von Feilen zu verlängern, verwenden Sie keine neuen Feilen auf harten Metallen; verwenden Sie keine Feilen auf abgeschreckten Werkstücken; bei Schmiedeteilen mit harter Haut oder Gussteilen mit Sand entfernen Sie diese zuerst, bevor Sie eine halbscharfe Feile verwenden; verwenden Sie zuerst eine Seite einer neuen Feile, und wenn sie stumpf wird, verwenden Sie die andere Seite; vermeiden Sie es, Feilen mit übermäßigen Geschwindigkeiten zu verwenden, um vorzeitigen Verschleiß zu vermeiden.
Feilen sollten regelmäßig mit einer Messingdrahtbürste gereinigt werden, um Späne von den Zähnen zu entfernen. Sie sollten auch von Wasser und Öl ferngehalten werden, um Rost und Rutschen zu vermeiden. Wenn Sie die Feilen nicht benutzen, bewahren Sie sie an einem trockenen Ort auf.
2. Ablagemethoden
(1) Zeichnungsablage
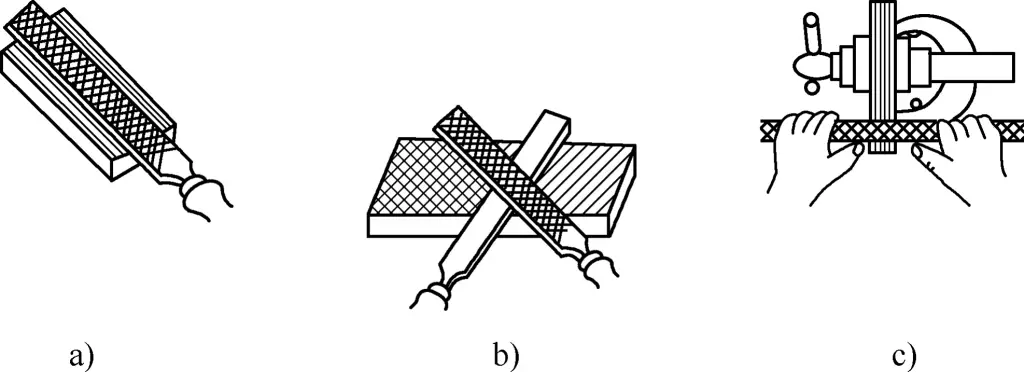
Beim Ziehfeilen (siehe Abbildung 15a) wird das Werkstück in der gleichen Richtung gefeilt. Dadurch entstehen gerade Feilspuren, die sauber und attraktiv sind und sich für das abschließende Polieren eignen.
Abbildung 15 Grundlegende Feilmethoden für ebene Flächen
a) Zeichnungsablage b) Kreuzablage c) Querablage
(2) Kreuzablage
Beim Kreuzfeilen (siehe Abbildung 15b) wird das Werkstück aus zwei sich kreuzenden Richtungen gefeilt. Während des Feilens besteht ein größerer Kontakt zwischen der Feile und dem Werkstück, wodurch es einfacher ist, die Feile ruhig zu halten. Die Feilspuren können auch hohe und niedrige Punkte auf der Oberfläche anzeigen, wodurch es einfacher wird, eine ebene Oberfläche zu erzielen. Wechseln Sie zum Ziehfeilen, wenn Sie kurz vor der Fertigstellung stehen.
(3) Querablage
Beim Querfeilen (siehe Abbildung 15c) wird die Feile symmetrisch mit beiden Händen gehalten und mit den Daumen über die Länge des Werkstücks geschoben. Sie eignet sich zum Feilen von schmalen, langen ebenen Flächen und zum Anpassen von Maßen.
Verwenden Sie beim Feilen von flachen Oberflächen ein Metalllineal oder ein Messerlineal, um die Ebenheit zu prüfen. Achten Sie auf leichte Lücken in Längs-, Quer- und Diagonalrichtung, um unebene Bereiche zu erkennen.
Beim Feilen von flachen Oberflächen, insbesondere bei der Verwendung von großen Feilen auf kleinen flachen Oberflächen, kann es schwierig sein, die Feile gerade zu halten, was oft zu einer konvexen Mitte führt. Reiben Sie in diesem Fall die unteren Bereiche mit der Hand, um einen leichten Ölrückstand zu hinterlassen. Beim erneuten Feilen rutschen diese Bereiche und werden weniger gefeilt, während die konvexen Bereiche stärker gefeilt werden, was zu einer ebenen Oberfläche führt.
Wenn Sie sich dem Ende des Feilens nähern, sollten Sie etwas Kreidestaub auf die Zähne der Feinfeile auftragen, um eine glattere Oberfläche zu erzielen. Der Kreidestaub füllt die Zwischenräume zwischen den Feilenzähnen, verringert die Schnitttiefe und sorgt für eine glattere, gleichmäßigere Oberfläche.
3. Gründe für konvexe Oberflächen beim Feilen von flachen Oberflächen
Wenn beim Feilen die von beiden Händen ausgeübte Kraft die Feile nicht im Gleichgewicht halten kann und die linke Hand zu Beginn des Hubs zu viel Druck ausübt, wird die Vorderseite der Feile nach unten gedrückt, wodurch mehr Material von der Vorder- und Rückseite des Werkstücks und weniger von der Mitte abgetragen wird, was zu einer konvexen Oberfläche führt.
Eine falsche Feilhaltung kann zu einem ungleichmäßigen Materialabtrag über die gesamte Fläche führen.
Wenn die Feile selbst konkav ist, erzeugt sie eine konvexe Oberfläche auf dem Werkstück.
V. Bohren
Der Vorgang, bei dem mit einem Bohrer Löcher in Materialien gebohrt werden, wird als Bohren bezeichnet.
Unabhängig von der Art der Maschine können Teile nicht ohne Löcher zusammengebaut werden. Wenn zwei oder mehr Teile miteinander verbunden werden sollen, müssen verschiedene Löcher gebohrt werden, und dann werden Schrauben, Nieten oder andere Befestigungsmittel verwendet, um sie zu verbinden. Daher spielt das Bohren in der Produktion eine wichtige Rolle.
Beim Bohren bleibt das Werkstück stehen, während der Bohrer gleichzeitig eine Dreh- und eine Abwärtsbewegung ausführt, nämlich die Schneidbewegung und die Vorschubbewegung in das Werkstück. Da beide Bewegungen kontinuierlich und gleichzeitig stattfinden, folgt der Bohrer beim Bohren einer spiralförmigen Bahn.
1. Aufbau eines Spiralbohrers
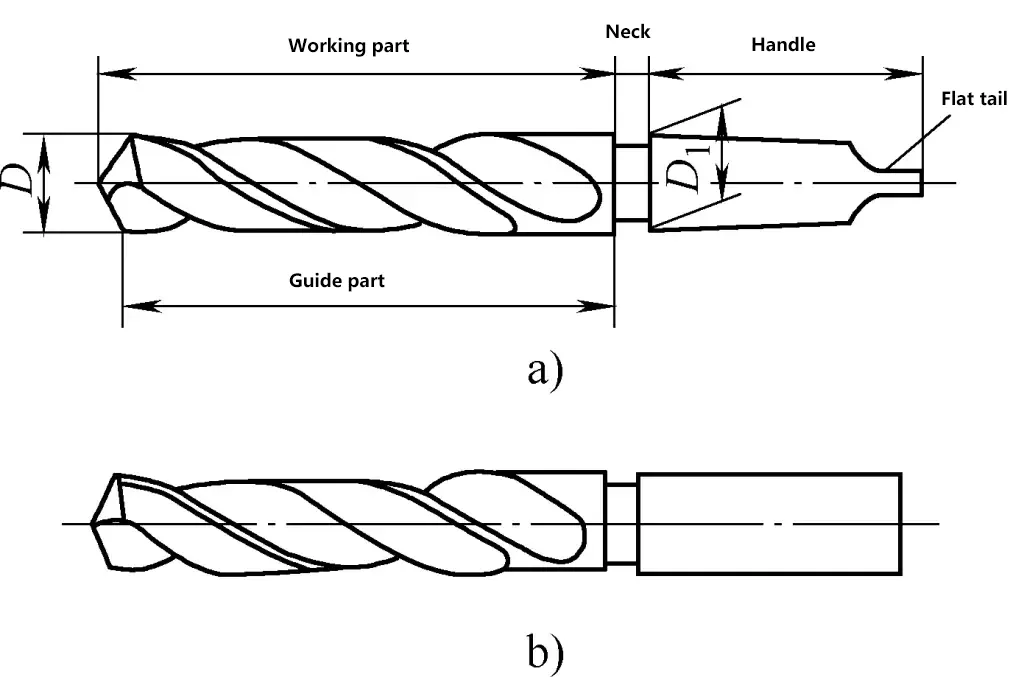
Ein Spiralbohrer ist ein häufig verwendeter Bohrertyp, der aus einem Schaft, einem Hals und einem Arbeitsteil besteht, wie in Abbildung 16 dargestellt.
Abbildung 16 Spiralbohrer
a) Kegelschaft b) Geradschaftig
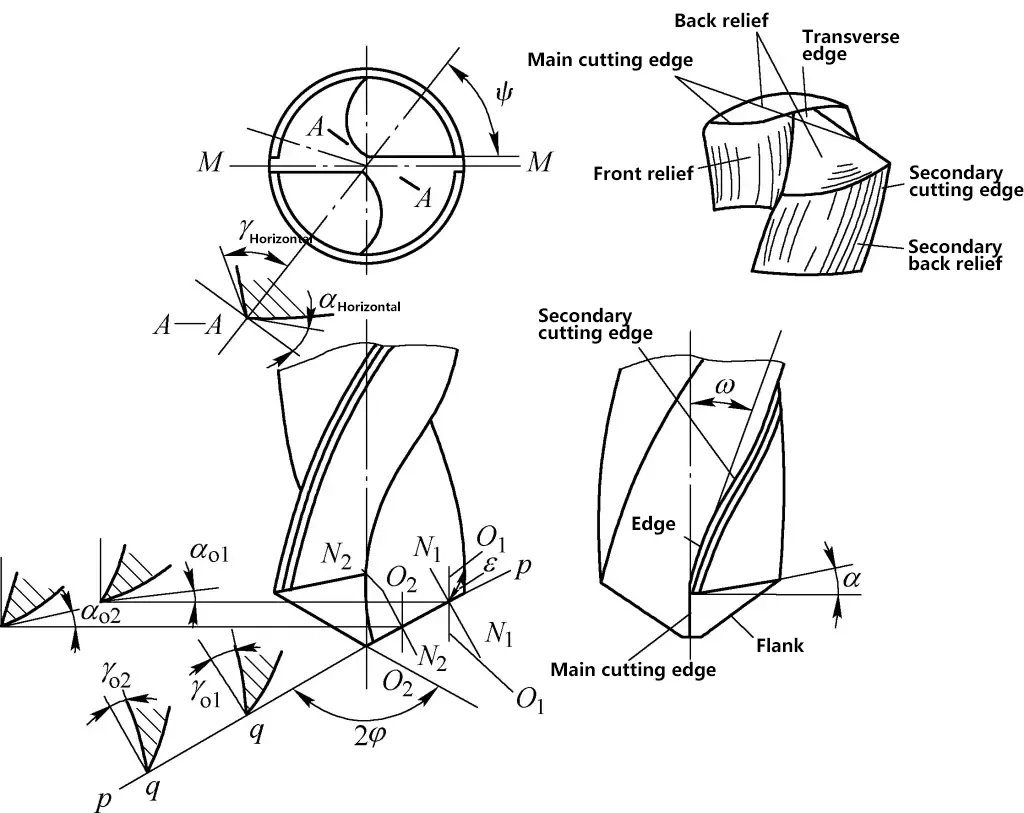
Der Arbeitsteil eines Spiralbohrers kann in den Schneidteil und den Führungsteil unterteilt werden. Der Schneidteil führt die Hauptschneidarbeit aus und hat zwei Hauptschneidkanten, eine Meißelkante, zwei Spanflächen und zwei Freiflächen. Wie in Abbildung 17 dargestellt, hält der Führungsabschnitt die gerade Bohrrichtung des Bohrers während des Schneidvorgangs aufrecht und dient auch als Unterstützung für den Schneidabschnitt.
Abbildung 17 Geometrische Parameter eines Spiralbohrers
Der Führungsteil glättet auch die Bohrungswand und hilft bei der Spanabfuhr und der Zufuhr von Schneidstoffen. Er hat zwei spiralförmige Spannuten und zwei schmale spiralförmige Ränder, wobei sich die Spannutenflächen überschneiden und zwei Kanten (Nebenschneiden) bilden. Der Durchmesser des Bohrers nimmt von der Spitze zum Schaft hin allmählich ab, mit einer Verjüngung von typischerweise 0,05-0,10 mm auf einer Länge von 10 mm, was die Reibung zwischen dem Bohrer und der Lochwand verringert.
Der feste Teil entlang der Achse des Arbeitsteils des Spiralbohrers wird als Bohrkern bezeichnet. Seine Aufgabe ist es, die beiden Spiralnuten zu verbinden, um die Festigkeit und Steifigkeit des Bohrers zu erhalten. Der Bohrkern vergrößert sich allmählich vom schneidenden Teil zum Schaft hin.
Das Material des Arbeitsteils des Bohrers besteht im Allgemeinen aus Schnellarbeitsstahl, der auf 62-68 HRC gehärtet ist.
2. Geometrische Parameter des Spiralbohrerschneidteils
Wie in Abbildung 17 dargestellt, ist die Schnittebene beim Bohren die p-p-Ebene und die Basisebene die q-q-Ebene in der Abbildung. Die beiden Ebenen stehen senkrecht zueinander. Die geometrischen Parameter des Spiralbohrers während des Schneidens sind wie folgt:
(1) Spitzenwinkel (2φ)
Der Spitzenwinkel ist der Winkel, der durch die Projektionen der beiden Hauptschneiden des Bohrers auf seine Parallelebene M-M gebildet wird; er wird auch als Spitzenwinkel oder Spitzenwinkel bezeichnet. Der Spitzenwinkel eines Standard-Spiralbohrers beträgt 2φ = 118° ± 2°.
Die Wahl des Spitzenwinkels hängt von der Beschaffenheit des Materials ab. Der Spitzenwinkel wirkt sich auf die Rückstellkraft an der Hauptschneide aus; je kleiner der Spitzenwinkel ist, desto geringer ist die Vorschubkraft und desto größer ist gleichzeitig der Schneidenwinkel an der Außenkante des Bohrers, was sich positiv auf die Wärmeabfuhr und die Lebensdauer des Bohrers auswirkt.
Eine Verringerung des Spitzenwinkels erhöht jedoch unter den gleichen Bedingungen das Drehmoment des Bohrers und führt zu Schwierigkeiten bei der Spanabfuhr und behindert den Eintritt der Schneidflüssigkeit. Im Allgemeinen wird für das Bohren harter Materialien ein größerer Spitzenwinkel gewählt als für weiche Materialien. Die Auswahl der Schneidenwinkel für Spiralbohrer ist in Tabelle 4 dargestellt.
Tabelle 4 Auswahl der Spiralbohrer-Schnittwinkel [Einheit: (°)]
Material zum Bohren
Punktwinkel 2φ
Entlastungswinkel αo
Schrägungswinkel ω
Allgemeine Stahlwerkstoffe
116~118
12~15
20~32
Allgemeine Werkstoffe aus duktilem Stahl
116~118
6~9
20~32
Aluminiumlegierung (Tiefloch)
118~130
12
32~45
Aluminiumlegierung (Durchgangsloch)
90~120
12
17~20
Weiches Messing und Bronze
118
12~15
10~30
Harte Bronze
118
5~7
10~30
Kupfer und Kupferlegierungen
110~130
10~15
30~40
Weiches Gusseisen
90~118
12~15
20~32
Kaltes (hartes) Gusseisen
118~135
5~7
20~32
Abgeschreckter Stahl
118~125
12~15
20~32
Stahlguss
118
12~15
20~32
Manganstahl [w(Mn)=7%~13%]
150
10
20~32
Schnellarbeitsstahl
135
5~7
20~32
Nickelstahl (250~400HBW)
135~150
5~7
20~32
Holz
70
12
30~40
Hartgummi
60~90
12~15
10~20
(2) Spanwinkel (γo)
Es ist der Winkel zwischen der Spanfläche und der Basisebene in der Orthogonalebene N1-N1 oder N2-N2 (eine Ebene, die durch einen beliebigen Punkt der Hauptschneidekante verläuft und senkrecht zur Schneidebene und zur Basisebene steht), d. h. γo1, γo2 in der Abbildung.
Der Spanwinkel nimmt entlang der Hauptschneide zum Außendurchmesser hin zu und beträgt an der Außenkante 30°, in der Nähe der Meißelkante -30° und an der Meißelkante -60°. Je größer der Spanwinkel ist, desto leichter ist das Schneiden, aber desto geringer ist die Festigkeit des Schneidteils.
(3) Entlastungswinkel (αo)
Der Freiwinkel ist der Winkel zwischen der Freifläche und der Schnittebene im zylindrischen Schnitt O1-O1 oder O2-O2 (αo1, αo2 in der Abbildung). Der Freiwinkel ist auch nicht an jedem Punkt der Schneidkante gleich, im Gegensatz zum Spanwinkel, wobei der kleinste Freiwinkel an der Außenkante und der größte in der Mitte liegt.
Je kleiner der Entlastungswinkel ist, desto stärker ist die Reibung zwischen dem Bohrer und der Schneidfläche des Werkstücks während des Bohrens; je größer der Entlastungswinkel ist, desto schärfer ist der Bohrer, aber die Festigkeit der Schneidkante wird geschwächt, was sich auf die Lebensdauer des Bohrers auswirkt, und er ist auch anfällig für Vibrationen beim Bohren, was zu polygonalen Löchern führt.
Beim Bohren harter Materialien kann der Freiwinkel etwas kleiner sein, um die Festigkeit der Schneide zu gewährleisten; beim Bohren weicher Materialien kann der Freiwinkel etwas größer sein. Beim Bohren von Nichteisenmetallen sollte der Freiwinkel jedoch nicht zu groß sein, da es sonst zum Eintauchen kommen kann.
(4) Schrägungswinkel (ω)
Der Schrägungswinkel ist der Winkel zwischen der Tangente der Spirale an der äußersten Kante der Hauptschneide und der Achse des Bohrers, im Allgemeinen 18°~30°. Kleinere Winkel werden für Bohrer mit kleinem Durchmesser verwendet, um die Festigkeit zu verbessern.
Der Schrägungswinkel ist bei verschiedenen Außendurchmessern des Bohrers nicht konstant, sondern nimmt von der Außenkante zur Mitte hin allmählich ab. Der Schrägungswinkel wird im Allgemeinen durch den Wert an der Außenkante dargestellt.
(5) Winkel der Meißelkante (ψ)
Der Meißelkantenwinkel ist der Winkel zwischen der Meißelkante und dem parallelen Achsenabschnitt M-M der Hauptschneide. Seine Größe hängt mit der Größe des Freiwinkels zusammen. Wenn sich der Freiwinkel des Bohrers nach dem Schleifen vergrößert, wird der Meißelkantenwinkel kleiner und dementsprechend die Länge der Meißelkante größer. Daher kann beim Schleifen eines Spiralbohrers anhand des Meißelkantenwinkels beurteilt werden, ob der Freiwinkel in der Nähe des Bohrerkerns korrekt geschliffen ist. Der Meißelkantenwinkel eines Standardspiralbohrers beträgt ψ = 50°~55°.
3. Schleifen von Spiralbohrern
Der Zweck des Bohrerschleifens besteht darin, die stumpfen oder beschädigten Schneidteile wieder in die richtige geometrische Form zu bringen, oder wenn sich das Werkstückmaterial ändert, müssen auch die Schneidteile und Winkel des Bohrers nachgeschliffen werden, um eine gute Schneidleistung zu erhalten.
Der schneidende Teil des Bohrers hat einen direkten Einfluss auf die Qualität und Effizienz des Bohrens. Bohrer aus demselben Material und mit denselben Spezifikationen können eine viel höhere Lebensdauer, Effizienz und Präzision aufweisen, wenn sie von erfahrenen Mitarbeitern geschliffen werden.
Prüfen Sie nach dem Schleifen eines Spiralbohrers, ob der Spitzenwinkel 2φ korrekt ist, und die Länge und Höhe der beiden Schneiden sollten gleich sein, um eine senkrechte Bohrung zu gewährleisten. Prüfen Sie, ob der Freiwinkel αo an der Außenkante und in der Mitte des Bohrers den Anforderungen entspricht. Um ein Anlassen der Schneide zu vermeiden, muss der Bohrer während des Schleifens häufig in Wasser gekühlt werden, um die Härte des Schneidteils zu erhalten.
4. Änderung des Bohrers
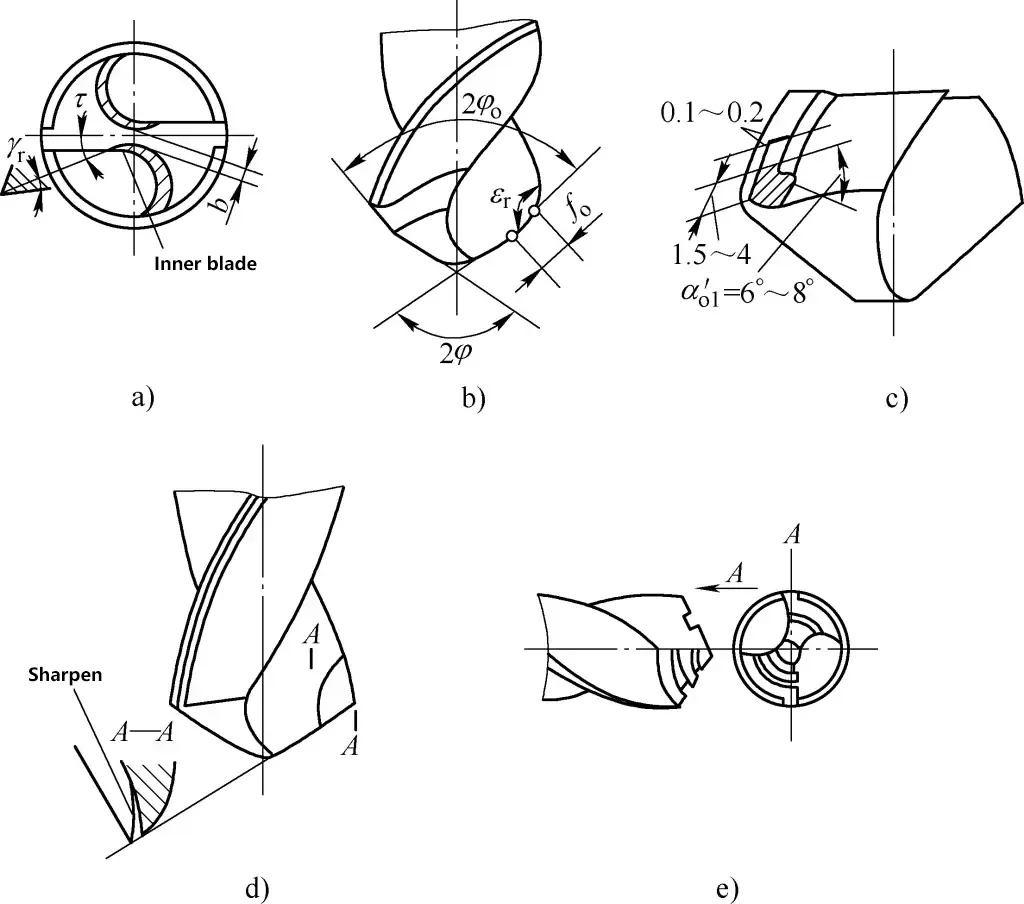
Zur Anpassung an das Bohren unterschiedlicher Materialien und zur Erfüllung unterschiedlicher Bohranforderungen sowie zur Verbesserung der Leistung des Bohrers muss die Form des schneidenden Teils des Bohrers verändert werden. Die Modifikation von Spiralbohrern ist in Abbildung 18 dargestellt.
Abbildung 18 Modifikation von Spiralbohrern
a) Modifizierung der Meißelkante b) Ändern des Punktwinkels c) Änderung der Kante d) Änderung der Spanfläche e) Spanbrechende Rillen erzeugen
(1) Ändern der Meißelkante
(Siehe Abbildung 18a) Der Zweck besteht darin, die Meißelkante zu verkürzen und den Spanwinkel in der Nähe der Bohrermitte zu vergrößern. Im Allgemeinen müssen bei Bohrern mit einem Durchmesser von mehr als 5 mm die Meißelkanten geschliffen werden. Nach dem Schleifen sollte die Länge der Meißelkante 1/3 bis 1/5 der ursprünglichen Länge betragen und eine Innenkante mit einem Neigungswinkel τ=20°~30° und einem Spanwinkel γτ=0°~15° an der Innenkante. Nach dem Schleifen der Meißelkante verbessern sich die Schnittbedingungen und die Zentrierwirkung wird verstärkt.
(2) Schleifen des Spitzenwinkels der Hauptschneide
(Siehe Abbildung 18b) Im Allgemeinen ist der Punktwinkel 2φo=70°~75°, fo=0,2D (D ist der Lochdurchmesser).
(3) Schleifen des Randes
(Siehe Abbildung 18c) Schleifen Sie an einem Abschnitt des Randes in der Nähe der Hauptschneide einen sekundären Freiwinkel von 6°~8°, während Sie 1/3 bis 1/2 der ursprünglichen Randbreite beibehalten, um die Reibung zu verringern und die Lebensdauer des Bohrers zu verbessern.
(4) Schleifen der Spanfläche
(Siehe Abbildung 18d) Schleifen Sie einen Teil der Spanfläche am Schnittpunkt von Haupt- und Nebenschneide ab, um den Spanwinkel in diesem Bereich zu verringern, die Schneidkantenfestigkeit zu verbessern und ein Wandern des Bohrers zu verhindern.
(5) Schleifen von Spanbrecher-Rillen
(Siehe Abbildung 18e) Nach dem Nuten werden die breiten Späne schmaler, was die Spanabfuhr erleichtert.
5. Kühlschmierstoffe und Schneidparameter für das Bohren
(1) Schneidflüssigkeiten für Bohrungen
Während des Schneidprozesses erzeugen Bohrer eine große Menge an Wärme, die leicht zum Ausglühen der Schneide führen kann, was zu schweren Schäden und zum Verlust der Schneidfähigkeit führt. Um beim Bohren die Schneidtemperatur zu senken, die Schmierleistung zu erhöhen, die Lebensdauer des Bohrers, die Qualität des Bohrlochs und die Effizienz zu verbessern, sollte eine geeignete Schneidflüssigkeit auf der Grundlage der Materialeigenschaften des Werkstücks ausgewählt werden.
Ab dem Zeitpunkt, an dem der Bohrer in das Metall eindringt, sollte kontinuierlich Kühlschmierstoff verwendet werden. Außer beim Bohren von Gusseisen und Löchern mit kleinem Durchmesser sollte für alle anderen Werkstoffe generell Kühlschmierstoff verwendet werden. Wenn Schneidflüssigkeit verwendet wird, muss sie auf das Innere des Lochs aufgetragen werden, wo der Schneidvorgang stattfindet. Siehe Tabelle 5 zur Auswahl der Schneidflüssigkeit beim Bohren.
Tabelle 5 Auswahl der Schneidflüssigkeit für das Bohren
Werkstückmaterial zum Bohren
Schneidflüssigkeit
Kohlenstoffstahl, Stahlguss, Temperguss
3%~5% Emulsion oder Maschinenöl
Legierter Stahl
Geschwefeltes Schneidöl oder 3%~5%-Emulsion
Allgemeines Gusseisen
Keine Schneidflüssigkeit
Gekühltes Gusseisen
Kerosin
Messing und Bronze
Keine Schneidflüssigkeit oder 5%~8%-Emulsion
Aluminium und Aluminiumlegierungen
Keine Schneidflüssigkeit oder Emulsion
Hartgummi, Bakelit, Faserplatten
Keine Schneidflüssigkeit
Magnesiumlegierung
4% Salzwasser
Rostfreier Stahl
3% Seife plus 2% Leinöl-Wasser-Lösung oder geschwefelte Schneidflüssigkeit
Die lineare Geschwindigkeit eines Punktes auf dem Außendurchmesser des rotierenden Bohrers wird als Schnittgeschwindigkeit (primäre Bewegungsgeschwindigkeit) bezeichnet. Sie kann mit der folgenden Formel berechnet werden:
v=πDn/1000
Wo:
v - Schnittgeschwindigkeit (m/min);
D - Bohrerdurchmesser (mm);
n - Bohrerumdrehungen pro Minute (r/min);
Auf der Grundlage der obigen Formel können wir ableiten:
n=1000v/(πD)=318.3v/D
② Vorschubgeschwindigkeit f.
Die Strecke, die der Bohrer bei jeder Umdrehung nach unten fährt, wird als Vorschubgeschwindigkeit bezeichnet und in mm/r gemessen.
2) Auswahl der Schnittparameter
Die Schnittparameter beziehen sich auf Schnittgeschwindigkeit und Vorschubgeschwindigkeit. Die Schnittgeschwindigkeit hängt von den Materialeigenschaften des Werkstücks, dem Bohrerdurchmesser, dem Bohrermaterial, der Vorschubgeschwindigkeit und dem Kühlschmierstoff ab. Höhere Schnittgeschwindigkeiten erhöhen die Effizienz, müssen aber angemessen sein.
Zu hohe Schnittgeschwindigkeiten können die Temperatur des Bohrers ansteigen lassen, was zum Ausglühen und zur Beschädigung der Schneide führt. Die Vorschubgeschwindigkeit sollte ebenfalls angemessen sein und auf der Grundlage von Faktoren wie den Materialeigenschaften des Werkstücks ausgewählt werden. Ist der Vorschub zu hoch, kann die Schneide beschädigt werden oder der Bohrer kann brechen.
Die Schnittparameter für das Bohren werden häufig auf der Grundlage von Erfahrungswerten ausgewählt. Generell gilt: Für kleine Bohrungen höhere Drehzahlen und geringere Vorschübe, für große Bohrungen höhere Vorschübe. Für harte Werkstoffe sollten Sie langsamere Drehzahlen und niedrigere Vorschübe verwenden, für weiche Werkstoffe höhere Drehzahlen und höhere Vorschübe. Bei der Verwendung kleiner Bohrer für harte Materialien kann es sinnvoll sein, die Drehzahl zu verringern. Die Auswahl der Schnittparameter für das Bohren finden Sie in Tabelle 6.
Tabelle 6 Schnittgeschwindigkeiten und Vorschübe für Hochgeschwindigkeitsbohrer zum Bohren von Kohlenstoffstahl (mit Kühlschmierstoff)
Vorschubgeschwindigkeit f/(mm/r)
Bohrerdurchmesser d/mm
2
4
6
10
14
20
24
30
40
50
60
Schnittgeschwindigkeit v/(m/min)
0.05
46
-
-
-
-
-
-
-
-
-
-
0.08
32
-
-
-
-
-
-
-
-
-
-
0.10
26
42
49
-
-
-
-
-
-
-
-
0.12
23
36
43
-
-
-
-
-
-
-
-
0.15
-
31
36
38
-
-
-
-
-
-
-
0.18
-
26
31
35
-
-
-
-
-
-
-
0.20
-
-
28
33
38
-
-
-
-
-
-
0.25
-
-
-
30
34
35
37
-
-
-
-
0.30
-
-
-
27
31
31
34
33
-
-
-
0.35
-
-
-
-
28
29
31
30
-
-
-
0.40
-
-
-
-
26
27
29
29
30
30
-
0.45
-
-
-
-
-
26
27
27
28
29
27
0.50
-
-
-
-
-
-
26
26
26
27
26
0.60
-
-
-
-
-
-
-
24
24
25
25
0.70
-
-
-
-
-
-
-
-
23
23
23
0.80
-
-
-
-
-
-
-
-
-
21
22
0.90
-
-
-
-
-
-
-
-
-
-
21
VI. Reiben und Senken
1. Reiben
Die Verwendung einer Reibahle zur Vergrößerung bestehender Löcher in Teilen wird als Reiben bezeichnet. Der Zweck des Reibens besteht darin, die Auswirkungen der einmaligen Bearbeitung zu verringern und die Genauigkeit der bearbeiteten Bohrung zu verbessern. Reiben wird im Allgemeinen als Vorbereitung für das Bohren verwendet.
Im Allgemeinen werden Löcher mit einem Durchmesser D>30mm zunächst mit einem Bohrer gebohrt, der 0,5~0,7mm kleiner als der Lochdurchmesser ist, und dann aufgerieben. Bei Löchern mit höheren Anforderungen kann zur Verbesserung der Qualität zweimal aufgerieben werden.
Der Aufbau einer Reibahle ähnelt dem eines Spiralbohrers und entspricht dem Abflachen des Endes eines Spiralbohrers (Entfernen der Meißelkante). Reibahlen haben in der Regel 3 bis 4 Schneiden, wodurch sie besser geführt werden können, eine korrekte Reibrichtung gewährleisten und geringere Oberflächenrauhigkeitswerte erzielen, wie in Abbildung 19 dargestellt.
Abbildung 19 Reibahle
2. Senkungen
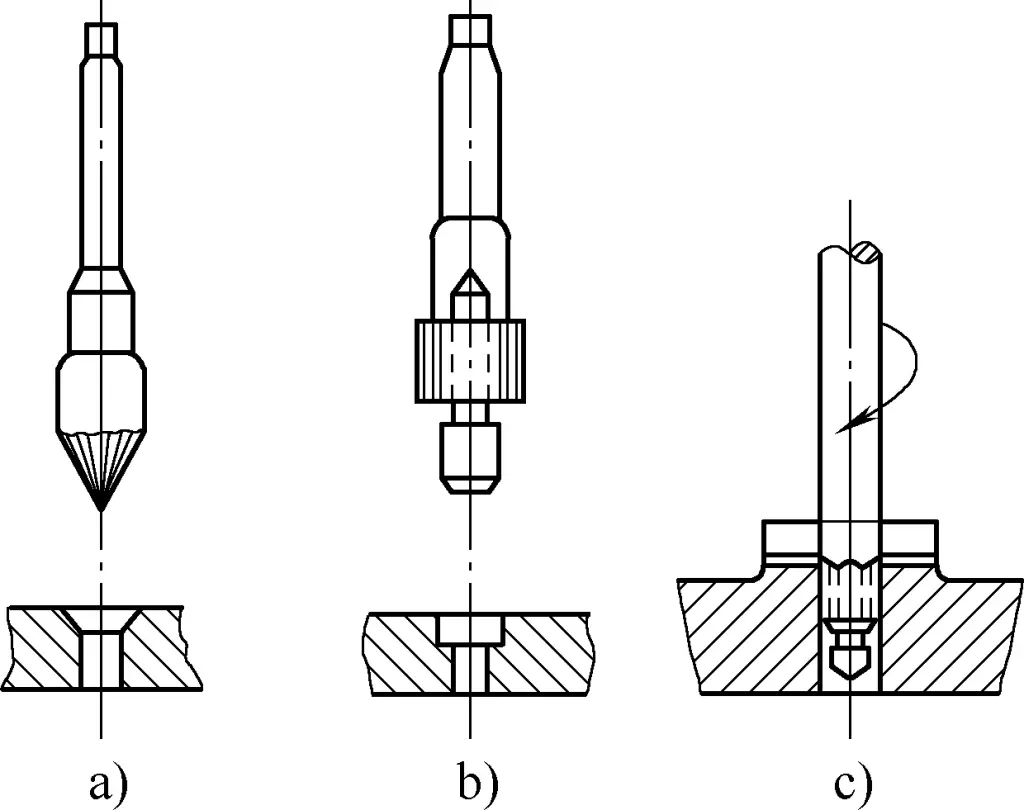
Die Bearbeitung von Senkungen mit flachem Boden oder konischen Senkungen (oder Nocken) wird als Senkung bezeichnet. Die wichtigsten Werkzeuge zum Senken sind zylindrische Senker, konische Senker und Planfräser, wie in Abbildung 20 dargestellt.
Abbildung 20 Senkungen und ihre Anwendungen
a) Konischer Senker b) Zylindrische Senkbohrung c) Walzwerk
(1) Zylindrische Senkbohrung
Seine stirnseitige Schneide spielt die Hauptrolle beim Schneiden. Spanwinkel und Schrägungswinkel der Senkung sind gleich, im Allgemeinen 15°, und der Freiwinkel beträgt im Allgemeinen 8°. Die Schneide am Außenkreis dient zum Polieren der Bohrungswand, wobei der Freiwinkel im Allgemeinen 8° beträgt. Das vordere Ende der Senkbohrung ist eine Führungssäule, die die Zentrierung und Führung gewährleisten kann.
Ein häufiger verwendeter zylindrischer Senker hat Schneidkanten aus Sinterkarbid, und die Führungssäule kann sich relativ zum Zentrum drehen. Da es kein relatives Gleiten zwischen der Führungssäule und dem Werkstück gibt, wird die Bohrung des Werkstücks beim Schneiden nicht beschädigt.
(2) Konischer Senker
Der konische Winkel kann in vier Varianten gewählt werden: 60°, 75°, 90° und 120°, die je nach den Anforderungen des Werkstücks ausgewählt werden können, wobei 90° am häufigsten verwendet wird. Der große Enddurchmesser d des Kegels beträgt 12~60mm, und die Anzahl der Zähne ist im Allgemeinen 4~12. Konische Senker können auch von Spiralbohrern modifiziert werden, aber die Wirkung ist nicht so gut wie spezielle konische Senker.
Da es beim Senken leicht zu Vibrationen kommt, sollte man bei der Bearbeitung darauf achten, dass die aus Spiralbohrern modifizierten Senker möglichst kurz sind und beim Schleifen darauf geachtet wird, dass die beiden Schneiden gleich lang und winkelsymmetrisch sind; der Freiwinkel und der Spanwinkel an der Außenkante des Senkers sollten entsprechend reduziert werden.
Die Schnittgeschwindigkeit sollte langsamer sein als beim Bohren. Höhere Geschwindigkeiten führen zu stärkeren Vibrationsmustern. Um dies zu vermeiden, sollte die Schnittgeschwindigkeit beim Senken bei 1/3~1/2 der Bohrgeschwindigkeit gehalten werden. Im Allgemeinen wird ein manueller Vorschub mit langsamerem Rückzug verwendet. Während des Betriebs kann etwas Maschinenöl zur Schmierung der Führungssäule und der Schnittfläche zugegeben werden. Diese Maßnahmen können die Vibrationen reduzieren und die Qualität des Senkens verbessern.
VII. Reiben
Um die Genauigkeit von Bohrungen zu verbessern und die Oberflächenrauhigkeit der Bohrungswände zu verringern, wird eine Reibahle für die Feinbearbeitung verwendet (Reiben). Das Reiben ist bei mechanischen Teilen weit verbreitet. Einige Bohrungen erfordern eine hohe Präzision und niedrige Oberflächenrauhigkeitswerte, von denen viele mit Reibahlen bearbeitet werden müssen. Das Reiben ist im Vergleich zu anderen Bearbeitungsmethoden einfacher, präziser und effizienter und eignet sich besonders für die Bearbeitung von kleinen Löchern und konischen Löchern mit hohen Genauigkeitsanforderungen.
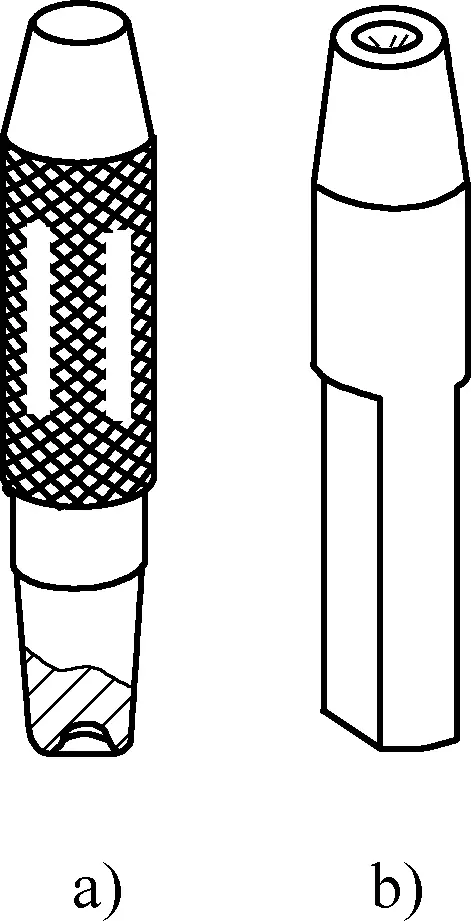
1. Reibahle
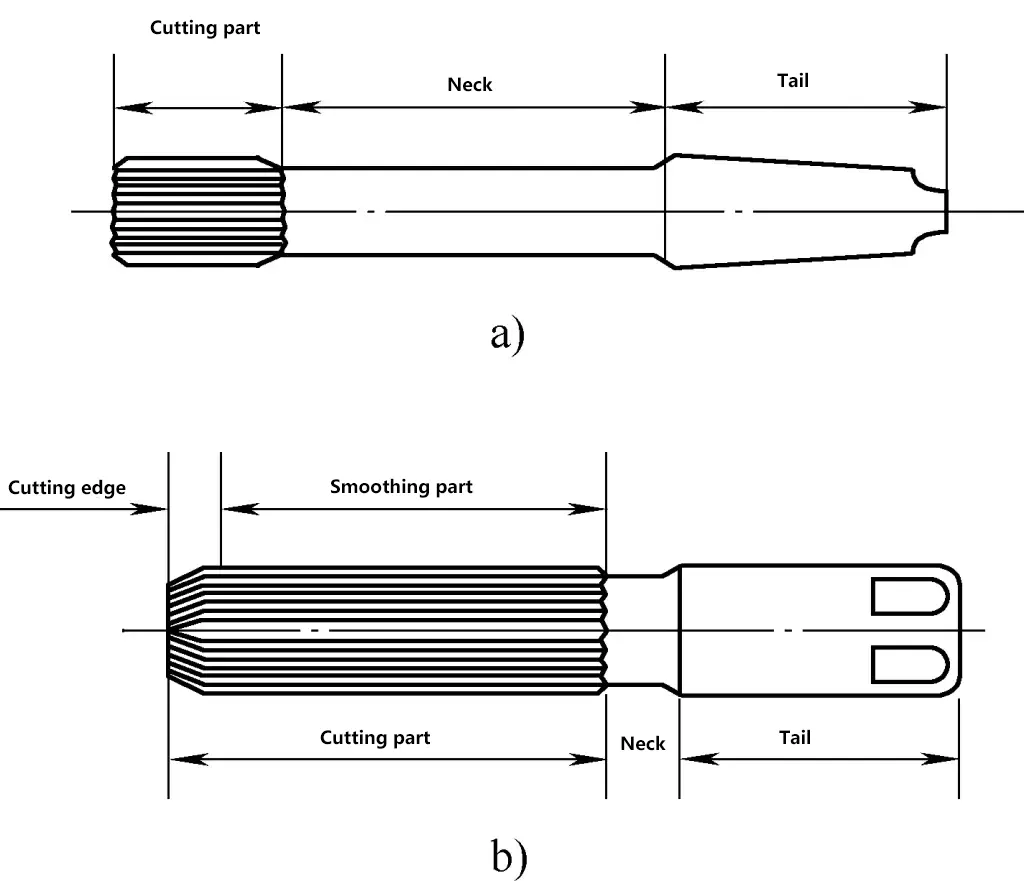
Reibahlen werden nach ihrer Verwendungsart in Maschinenreibahlen und Handreibahlen unterteilt (siehe Abbildung 21). Die Hauptunterschiede zwischen Maschinenreibahlen und Handreibahlen bestehen darin, dass erstere einen kürzeren Arbeitsteil, weniger Zähne und einen längeren Schaft haben; bei letzteren ist es genau umgekehrt. Je nach Verwendungszweck lassen sich die Reibahlen in zylindrische und konische Reibahlen unterteilen. Zylindrische Reibahlen werden weiter unterteilt in feste Reibahlen und verstellbare Reibahlen.
Abbildung 21 Bezeichnungen der Reibahlelemente
a) Maschinenreibahle b) Handreibahle
Eine Reibahle ist ein mehrschneidiges Schneidwerkzeug, dessen Struktur hauptsächlich aus einem Schneidteil, einem Hals und einem Ende besteht. Die Anzahl der Zähne reicht von 4 bis 12, je nach Durchmesser der Reibahle.
Die Form der Schneidkante ist keilförmig. Da die Schnittmenge sehr gering ist, beträgt der Spanwinkel 0° und dient als Schabfunktion. Wenn eine hohe Präzision erforderlich ist, kann ein negativer Spanwinkel eingestellt werden. Der Spanwinkel beträgt im Allgemeinen -5° bis 0°. Der Freiwinkel sollte nicht zu groß sein, da er sich auf die Festigkeit der Schneide bezieht (je kleiner der Freiwinkel, desto höher die Festigkeit). Im Allgemeinen beträgt der Freiwinkel 8° beim Reiben harter Materialien und 5° bei spröden Materialien.
Für eine genaue Messung ist die Anzahl der Schneiden immer gleichmäßig, aber ungleichmäßig verteilt, um ein gleichmäßiges und stabiles Schneiden der Reibahle zu gewährleisten und Rattermarken an der Lochwand zu vermeiden. Die Schneiden der Reibahle sind in Abbildung 22 dargestellt. Der Polierteil der Reibahle dient dazu, die Zentrierung der Reibahle zu gewährleisten, die Lochwand zu polieren und als Schleifteil zu fungieren. Die Oberseite der Reibahlenzähne hat einen 0,3~0,5mm breiten Randstreifen zum Ausrichten der Lochposition.
Abbildung 22 Schneidkanten der Reibahle
a) Schneide mit 0° Spanwinkel b) Schneide mit negativem Spanwinkel
2. Reibahle (Reibahlenschlüssel)
Eine Reibahle ist ein Werkzeug zum manuellen Reiben, wobei der verstellbare Typ am häufigsten verwendet wird. Bei der Bearbeitung wird das Ende des Reibahlenschaftes fest aufgesetzt und der Vierkantzapfen in das Vierkantloch der Reibahle eingespannt. Die Reibahle wird gedreht, um die Reibahle zu drehen. Das Vierkantloch dieser Art von Reibahlen ist einstellbar, d. h. durch Drehen des beweglichen Griffs bewegt sich der Schieber vor und zurück, wodurch sich das Vierkantloch vergrößert oder verkleinert, um unterschiedlich große Vierkantköpfe von Reibahlen aufnehmen zu können.
3. Schnittaufmaß und Kühlschmierstoff zum Reiben
Das vorherige Verfahren vor dem Reiben muss eine gewisse Bearbeitungszugabe für das Reiben lassen. Das Aufmaß für das Reiben sollte so bemessen sein, dass die geriebene Lochwand glatt ist. Ist das Aufmaß zu groß, kann es leicht zu einem Verschleiß der Reibahle kommen, was sich auf die Oberflächenrauheit und die Genauigkeit der Bohrung auswirkt und auch zu einer polygonalen Form führen kann. Daher sollte ein angemessenes Reibaufmaß belassen werden.
Die Größe der Reibzugabe ist im Allgemeinen wie folgt: Wenn eine Reibahle verwendet wird, um das Loch in einem Durchgang zu reiben, und der Lochdurchmesser unter 20 mm liegt, beträgt das Reibaufmaß 0,1~0,2 mm. Wenn die Bohrung in zwei Durchgängen grob und fein aufgerieben wird, beträgt bei einem Bohrungsdurchmesser von 5 bis 80 mm das Aufmaß für das grobe Reiben 0,25 bis 0,5 mm und das Aufmaß für das feine Reiben 0,05 bis 0,15 mm.
Bei der Arbeit mit der Reibahle entsteht eine große Reibung zwischen der Rückseite der Reibahle und der Bohrungswand, so dass beim Reiben eine Schneidflüssigkeit verwendet werden muss. Dies kann die Reibung verringern, einen geringeren Rauheitswert der Bohrungsoberfläche gewährleisten, verhindern, dass sich die Reibahle aufgrund von Hitze ausdehnt und den Bohrungsdurchmesser vergrößert, und kann auch die Lebensdauer der Reibahle verlängern. Beim Reiben wird die gleiche Schneidflüssigkeit wie beim Bohren verwendet.
4. Aufbohrmethoden und -vorkehrungen
Bestimmen Sie die Anzahl der Reibdurchgänge und wählen Sie die Reibahle entsprechend den Anforderungen aus.
Vor dem Reiben sollte das Werkstück richtig eingespannt werden. Nachdem die Reibahle auf der Reibahle montiert ist, führen Sie die Reibahle in das Loch ein und prüfen Sie mit einem Winkel, ob die Reibahle senkrecht zur Stirnseite des Lochs steht. Halten Sie den Griff der Reibahle mit beiden Händen fest, üben Sie einen leichten und gleichmäßigen Druck aus und drehen Sie die Reibahle im Uhrzeigersinn, um das Reiben durchzuführen.
Während des Reibens ist eine Rückwärtsdrehung strengstens untersagt. Wenn sich die Reibahle während des Reibens nur schwer drehen lässt, heben Sie die Reibahle in der ursprünglichen Drehrichtung kräftig an, untersuchen Sie die Ursache und beheben Sie sie umgehend.
Die Reibahle ist ein Endbearbeitungswerkzeug. Reinigen Sie nach dem Gebrauch die Späne, tragen Sie Öl auf und bewahren Sie sie in einer dafür vorgesehenen Box auf, um Rost oder Beschädigungen zu vermeiden.
Die Maßgenauigkeit und die Oberflächenqualität der Bohrung werden hauptsächlich durch das Werkzeug bestimmt. Daher ist es notwendig, während des Bearbeitungsprozesses die Maßgenauigkeit der Bohrung zu berechnen und ihre Oberflächenqualität zu beobachten, um das Werkzeug rechtzeitig zu ersetzen.
VIII. Gewindeschneiden
1. Das Konzept der Fäden
Auf jeder Maschine sind verschiedene Arten von Gewinden zu finden. Einige dieser Gewinde werden auf Werkzeugmaschinen gedreht, während andere rollgeformt werden. Präzisionsgewinde können auf Bearbeitungszentren gefräst oder sogar auf Gewindeschleifmaschinen geschliffen werden. Neben der maschinellen Bearbeitung verwenden Monteure bei Montage- und Wartungsarbeiten häufig das manuelle Gewindeschneiden. Das Gewindeschneiden eignet sich im Allgemeinen für die Bearbeitung gewöhnlicher Gewinde mit relativ kleinen Durchmessern.
Die Verwendung eines Gewindebohrers zur Bearbeitung von Innengewinden wird als Gewindeschneiden bezeichnet. Bevor wir das Gewindeschneiden vorstellen, werden wir zunächst den Aufbau, die Arten und die verschiedenen Elemente von Gewinden sowie die Normen für gewöhnliche Gewinde erläutern, denen Monteure häufig begegnen.
(1) Das Konzept der Helix
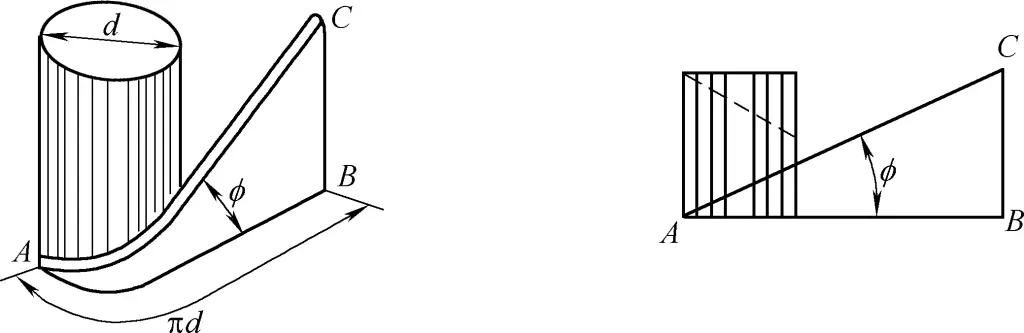
Wird ein rechtwinkliges Dreieck aus Papier um einen beliebigen zylindrischen Körper gewickelt, wie in Abbildung 23 dargestellt, wobei die Länge einer der rechtwinkligen Seiten (Seite AB) des rechtwinkligen Dreiecks aus Papier gleich dem Umfang des Grundkreises des zylindrischen Körpers ist, dann bildet die Hypotenuse (Seite AC) eine Kurve auf der Oberfläche des zylindrischen Körpers. Diese Kurve wird als Spirale bezeichnet.
Abbildung 23 Bildung einer Helix
Der Abstand zwischen dem Anfangspunkt und dem Endpunkt der Helix nach einer vollständigen Umdrehung (d. h. die Länge der rechtwinkligen Seite BC) wird als Steigung bezeichnet. Der Höhenwinkel der Spirale (der Winkel φ zwischen der rechtwinkligen Seite AB und der Hypotenuse AC) wird als Schrägungswinkel (Steigungswinkel) bezeichnet. Durch die Bearbeitung einer Rille mit einer bestimmten Form entlang der Spirale wird ein Gewinde mit einer bestimmten Form auf der zylindrischen Oberfläche gebildet.
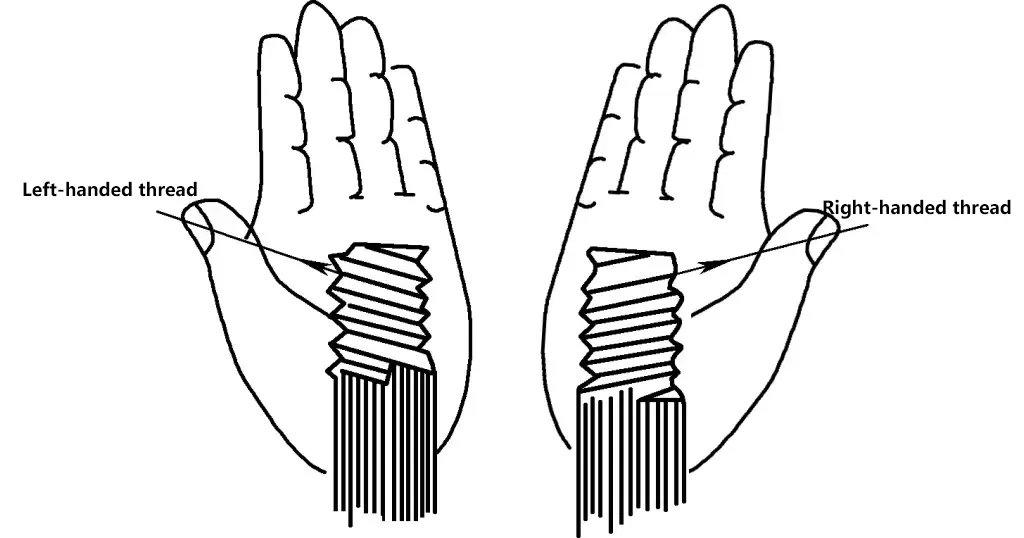
Je nach der Richtung, in der sich das Gewinde auf der zylindrischen Oberfläche windet, können Gewinde als rechtsgängig (positives Gewinde) oder linksgängig (negatives Gewinde) klassifiziert werden. Ein Gewinde, das von links nach rechts aufsteigt, wird als Rechtsgewinde bezeichnet und im Uhrzeigersinn geschraubt; das Gegenteil ist ein Linksgewinde, wie in Abbildung 24 dargestellt. Je nach Verwendungszweck kann die Anzahl der Gewindegänge auf der zylindrischen Oberfläche einfach, doppelt oder mehrfach sein. Je mehr Gewindegänge, desto schneller ist die Übertragungsgeschwindigkeit.
Abbildung 24 Verfahren zur Bestimmung von Links- und Rechtsgewinden
(2) Gewindeelemente und Hauptabmessungen von Gewinden
1) Gewindeelemente
Zu den Gewindeelementen gehören die Gewindeform, der Hauptdurchmesser, die Steigung, die Anzahl der Anläufe, die Toleranz und die Drehrichtung. Die Gewinde werden auf der Grundlage dieser Elemente bearbeitet.
2) Gewindeform
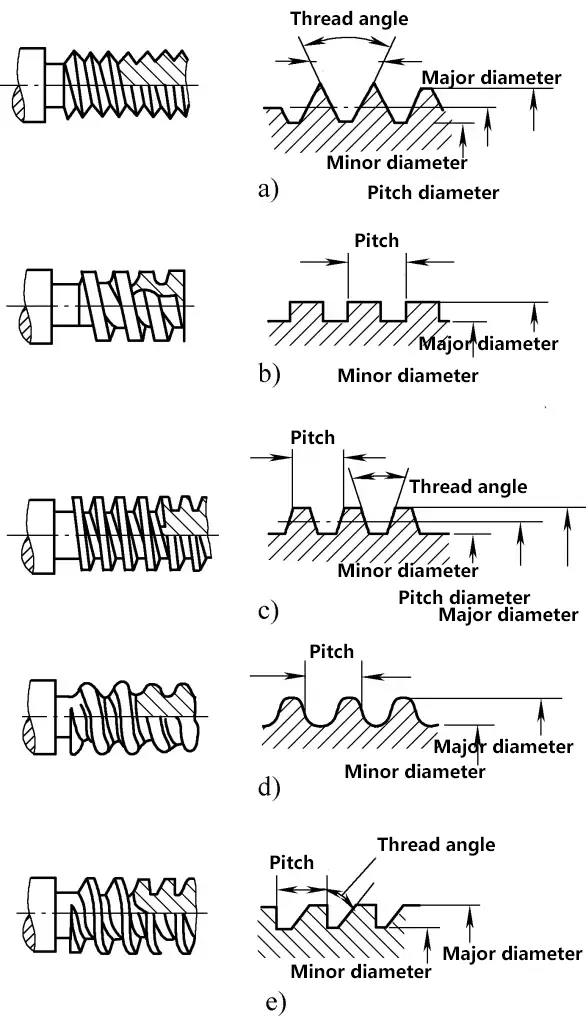
Die Gewindeform bezieht sich auf die Form im Axialschnitt des Gewindes, wie in Abbildung 25 dargestellt.
a) Gemeinsamer Nenner b) Quadratisches Gewinde c) Trapezförmiges Gewinde d) Abgerundetes Gewinde e) Stützgewinde
3) Hauptabmessungen der Gewinde
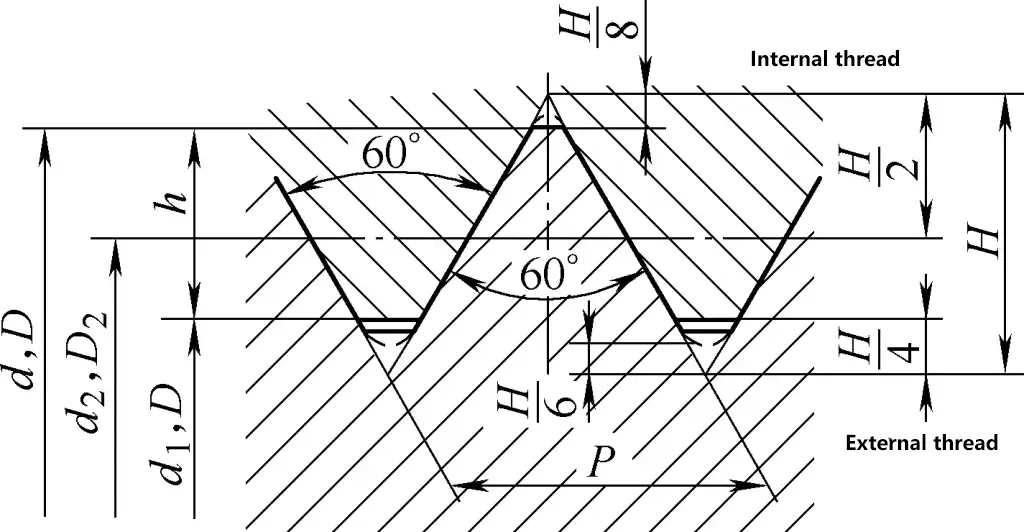
In den Abbildungen 26 und 27 sind die Hauptabmessungen von Gewinden am Beispiel gewöhnlicher Gewinde dargestellt.
Abbildung 26: Wichtigste Parameter für allgemeine Threads
Abbildung 27 Namen der verschiedenen Teile von gewöhnlichen Gewinden
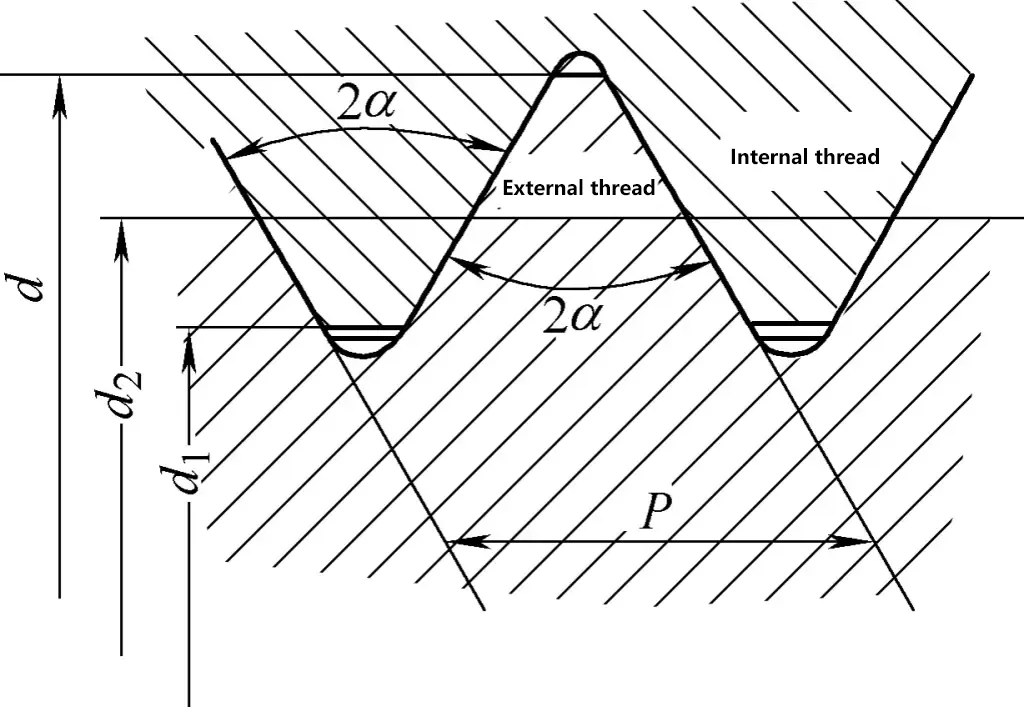
Großer Durchmesser. Der Hauptdurchmesser ist der größte Durchmesser des Gewindes (d. h. der Scheiteldurchmesser d bei Außengewinden, der Fußdurchmesser D bei Innengewinden), der der Nenndurchmesser des Gewindes ist.
Kleiner Durchmesser. Der Kleindurchmesser ist der kleinste Durchmesser des Gewindes (d. h. der Fußdurchmesser d1 der Außengewinde, der Scheiteldurchmesser D1 von Innengewinden).
Teilungsdurchmesser (d2, D2). Der effektive Durchmesser des Gewindes wird als Steigungsdurchmesser bezeichnet. Bei diesem Durchmesser sind die Gewindedicke und die Rillenbreite gleich, d. h. die Gewindedicke beträgt die Hälfte der Steigung (der Steigungsdurchmesser ist der Durchschnitt aus Haupt- und Nebendurchmesser).
Höhe des Gewindeprofils (h). Der Abstand vom Scheitelpunkt zum Gewindegrund senkrecht zur Gewindeachse wird als Gewindeprofilhöhe bezeichnet.
Gewindewinkel (α). Der Winkel, der durch die beiden Seiten des Gewindeprofils gebildet wird, wird als Gewindewinkel bezeichnet.
Steigung (P). Der axiale Abstand zwischen korrespondierenden Punkten auf zwei benachbarten Gewinden, gemessen entlang der neutralen Linie, wird als Steigung bezeichnet.
Blei (Ph). Die Strecke, die ein Punkt auf dem Gewinde entlang der Achse zurücklegt, wenn das Gewinde eine vollständige Umdrehung macht, wird als Steigung bezeichnet. Bei eingängigen Gewinden ist die Steigung gleich der Steigung. Die Beziehung zwischen Steigung und Steigung kann wie folgt ausgedrückt werden: Steigung bei mehrgängigen Gewinden (Ph) = Anzahl der Starts (z) × Steigung (P)
(3) Gewindeanwendungen und -bezeichnungen
1) Bereich der Gewindeanwendungen
Gewöhnliche Gewinde sind weit verbreitet, zum Beispiel bei Verbindungsschrauben und Muttern für Geräte.
Trapezgewinde und Vierkantgewinde werden vor allem in Getrieben und hochbelasteten Maschinen verwendet, wie z. B. die Gewinde von Schraubstöcken, Gewindespindeln von Werkzeugmaschinen, Hubspindeln usw.
Rohrgewinde werden hauptsächlich für Rohrverbindungen verwendet, z. B. für die Gewinde von Wasserleitungsarmaturen.
Kegelstumpfgewinde werden in Maschinen verwendet, die einem unidirektionalen Druck ausgesetzt sind, wie z. B. die Gewinde von Pressschrauben.
2) Gewindebezeichnungen
Jeder Gewindetyp hat eine bestimmte Normbezeichnung.
① Gewöhnliche Fäden.
Der Gewindewinkel beträgt 60°, und die Maßeinheit ist mm. Sie werden in Grob- und Feingewinde unterteilt, wobei der Unterschied darin besteht, dass Feingewinde bei gleichem Hauptdurchmesser eine kleinere Steigung als Grobgewinde haben. GB/T 197-2003 spezifiziert die Gewindetoleranzstufen als fein, mittel und grob. In den folgenden Fällen sind die Toleranzklassen für mittlere Präzisionsgewinde nicht gekennzeichnet.
Der Gewindewinkel beträgt 55° oder 60° und wird durch eine Größenbezeichnung dargestellt. Zum Beispiel bezeichnet Rp3/4 ein zylindrisches Rechtsgewinde mit 55° und einer Größenbezeichnung von 3/4.
③ Standard-Gewindebezeichnungen.
Gemäß den nationalen Normen umfassen die Standardgewindebezeichnungen den Code für die Gewindeeigenschaften, die Größenbezeichnung, die Toleranzklassenbezeichnung, die Bezeichnung der Gewinderichtung und die Bezeichnung der Gewindeeingriffslänge. Beispiele für genormte Gewindebezeichnungen und Notationen sind in Tabelle 7 aufgeführt.
Tabelle 7 Standardgewindebezeichnungen und Notationsbeispiele
Nicht genormte Gewinde und Sondergewinde (z. B. Vierkantgewinde) haben keine festgelegten Bezeichnungen; die Gewindeelemente werden in der Regel auf der Werkstückzeichnung (vergrößerte Gewindeprofilzeichnung) gekennzeichnet.
Grob- und Feingewinde, die üblicherweise bei Gewindeschneidarbeiten von Installateuren verwendet werden, sind in Tabelle 8 mit ihren jeweiligen Parametern aufgeführt.
Tabelle 8 Nenndurchmesser und Steigungen von Regelgewinden (Einheit: mm)
Nenndurchmesser d, D
Pitch P
Grob
Fein
3
0.5
0.35
4
0.7
0.5
5
0.8
0.5
6
1
0.75
8
1.25
1, 0.75
10
1.5
1.25, 1, 0.75
12
1.75
1.5, 1.25, 1
16
2
1.5, 1
20
2.5
2, 1.5, 1
24
3
2, 1.5, 1
30
3.5
2, 1.5, 1
36
4
3, 2, 1.5
42
4.5
3, 2, 1.5
48
5
3, 2, 1.5
56
5.5
4, 3, 2, 1.5
64
6
4, 3, 2, 1.5
(4) Gewindemessung
Zur Bestimmung der Gewindemaße und -spezifikationen ist es erforderlich, den Hauptdurchmesser, die Steigung und das Gewindeprofil für die Verarbeitung und Qualitätsprüfung zu messen. Zu den gängigen Gewindemessmethoden gehören:
Messen Sie den großen Durchmesser mit einem Messschieber.
Verwendung einer Gewindelehre zur Bestimmung der Steigung und des Profils. Setzen Sie die Gewindelehre auf das zu messende Gewinde; wenn das Profil der Lehre mit dem Profil des Werkstücks übereinstimmt, gibt die auf der Gewindelehre markierte Angabe die Steigung des gemessenen Gewindes an.
2. Anzapfen
(1) Aufbau der Zapfstellen
Ein Gewindebohrer besteht aus einem Gewindeteil (einschließlich Fase und Steg), Spannuten, Hals und Schaft, wie in Abbildung 28 dargestellt. Der Gewindeteil des Gewindebohrers besteht aus Schnellarbeitsstahl oder legiertem Stahl und wird durch Wärmebehandlung gehärtet.
Abbildung 28 Aufbau eines Wasserhahns
1) Fase
Es handelt sich um den konischen Teil an der Vorderseite des Gewindebohrers mit scharfen Schneidkanten, der als Hauptschneidteil dient. Der Spanwinkel der Schneide beträgt 8° bis 10°, der Freiwinkel 4° bis 6°.
2) Land
Er bestimmt den Durchmesser der Gewindebohrung, bearbeitet die Gewindeoberfläche, führt die axiale Bewegung des Gewindebohrers und dient als Reserve für das Nachschleifen. Sein Freiwinkel beträgt 0°.
3) Flöten
Sie dienen der Aufnahme und Abfuhr von Spänen und bilden Schneiden. Übliche Gewindebohrer haben 3 oder 4 Spannuten.
4) Schenkel
Ihre Form und Funktion entsprechen der einer Handreibahle.
(2) Arten und Anwendungen von Wasserhähnen
1) Handgewindebohrer
Handgewindebohrer werden im Allgemeinen in Sätzen von zwei oder drei Stück geliefert. Ein Satz Kegelgewindebohrer kann beispielsweise in Kegelgewindebohrer, Sekundärgewindebohrer und Gewindebohrer mit Gewindegrund unterteilt werden. Jeder Gewindebohrer hat einen anderen Anfasungswinkel, und auch der Hauptdurchmesser des Stegs variiert.
① Dreiteiliger Wasserhahnsatz
Der konische Gewindebohrer hat einen Anfasungswinkel von 4° bis 5°, mit 5 bis 7 unvollständigen Gewinden in der Anfasung, die 60% der gesamten Schneidarbeit ausmachen; der zweite Gewindebohrer hat einen Anfasungswinkel von 10° bis 15°, mit 3 oder 4 unvollständigen Gewinden in der Anfasung, die 30% der gesamten Schneidarbeit ausmachen.
Der Feingewindeschneidwinkel beträgt 18° bis 23°, mit 1 oder 2 unvollständigen Gewinden im Schneidkegel, die 10% der gesamten Schneidarbeit vervollständigen. Da der dreiteilige Gewindeschneidsatz das Gewinde in drei Durchgängen schneidet, wird das gesamte Schneidvolumen in drei Teile aufgeteilt, wodurch die Schneidfläche und der Widerstand reduziert werden, was das Gewindeschneiden erleichtert und zu glatteren Gewindeoberflächen führt. Außerdem wird der Bruch des Gewindebohrers und die Beschädigung der Schneidkanten verhindert.
② Zweiteiliger Wasserhahnsatz
Der vordere Kegelschnittwinkel beträgt 7°, mit etwa 6 unvollständigen Gewinden; der zweite Kegelschnittwinkel beträgt 20°, mit etwa 2 unvollständigen Gewinden.
③ Anwendung
Für Gewinde von M6 bis M12 hat ein Satz in der Regel zwei Gewindebohrer; für Gewinde unter M6 und über M24 hat ein Satz drei Gewindebohrer. Dies liegt daran, dass Gewindebohrer für kleine Gewinde eine geringere Festigkeit aufweisen und bruchgefährdet sind, so dass sie zu dritt geliefert werden; während Gewindebohrer für große Gewinde eine hohe Schnittlast haben und ein allmähliches Schneiden in mehreren Durchgängen erfordern, so dass sie ebenfalls in Dreiersätzen hergestellt werden. Feingewindebohrer für Standardgewinde werden unabhängig von den Größenspezifikationen in Sätzen von zwei Stück geliefert.
2) Gewindebohrer für Rohrleitungen
Diese werden weiter unterteilt in gerade Rohrgewindebohrer und kegelförmige Rohrgewindebohrer. Gerade Rohrgewindebohrer haben ein kürzeres Arbeitsteil und werden in Sätzen zu je zwei Stück geliefert; kegelförmige Rohrgewindebohrer sind Einzelstücke, größere Größen können jedoch auch in Sätzen zu je zwei Stück geliefert werden. Rohrgewindebohrer werden zum Schneiden von Gewinden an Rohrverbindungen und ähnlichen Anwendungen verwendet.
3) Maschinengewindebohrer
Maschinengewindebohrer werden zum mechanischen Gewindeschneiden verwendet. Um das Einspannen zu erleichtern, ist der Schaft des Gewindebohrers länger. In der Regel sind Maschinengewindebohrer einteilig und fertigen das Gewinde in einem Arbeitsgang. Sie haben einen größeren Schneidenwinkel und sind länger, so dass sie sich zum Gewindeschneiden von Langlöchern eignen, nicht aber für flache Löcher. Maschinengewindebohrer können auch zum manuellen Gewindeschneiden verwendet werden.
(3) Rohrzangenschlüssel
Bei der Verwendung von Handgewindebohrern zum Gewindeschneiden ist es unerlässlich, einen Windeisenschlüssel zu verwenden, um den Gewindebohrer zu halten. Windeisen werden in zwei Kategorien unterteilt: normale Windeisen und Windeisen mit T-Griff. Jeder Typ wird weiter unterteilt in feste und verstellbare Windeisen.
1) Feste Gewindeschneidkluppen
Diese Windeisen haben Griffe an beiden Enden und ein quadratisches Loch in der Mitte, das für eine Größe von Windecken geeignet ist. Da die Größe des quadratischen Lochs festgelegt ist, passt es nicht für mehrere Größen von Gewindebohrer-Vierkanten. Wählen Sie bei der Verwendung je nach Größe des Gewindeschneiders verschiedene Spezifikationen von Windeisen.
Der Vorteil dieser Art von Windeisen ist, dass sie leicht herzustellen ist. Man kann einfach ein Loch in ein Stück Eisenstange bohren und es zu einem Vierkantloch der gewünschten Größe feilen. Er ist für häufiges Gewindeschneiden einer bestimmten Größe geeignet.
2) Verstellbare Windeisen
Die Größe des Vierkantlochs dieser Art von Windeisen kann an verschiedene Größen von Windeisen angepasst werden, wodurch es sehr bequem zu benutzen ist.
Gängige Spezifikationen für Windeisen sind in Tabelle 9 aufgeführt.
Diese Art von Windeisen wird in der Regel für kleinere Gewindebohrer verwendet. Beim Gewindeschneiden in der Nähe einer Werkstückstufe oder in einem Kasten, wo ein normaler Windeisen auf das Werkstück stoßen könnte, wird ein Windeisen mit T-Griff verwendet. Kleine Windeisen mit T-Griff sind in der Regel feststehend und werden für Gewinde von M6 und darunter verwendet. Die Länge des Windeisens richtet sich nach den Anforderungen des Werkstücks.
(4) Bestimmen des Bohrlochdurchmessers vor dem Gewindeschneiden
Beim Gewindeschneiden hat der Gewindeschneider sowohl Schneid- als auch Extrusionseffekte auf das Metall. Wenn der Durchmesser des Gewindegrundes gleich dem kleinen Durchmesser des Gewindes ist, kann das Metall den Gewindebohrer greifen, was zu Beschädigung und Bruch des Gewindebohrers führen kann.
Daher sollte der Bohrerdurchmesser für das Gewindegrundloch etwas größer sein als der kleine Durchmesser des Gewindes. Ist er zu groß, führt dies zu unzureichenden Gewinden und erzeugt Ausschuss. Die Bestimmung des Grundlochdurchmessers hängt eng mit dem Werkstoff zusammen und kann anhand der Tabellen 10-12 ermittelt werden.
Tabelle 10 Bohrerdurchmesser für Gewindewurzellöcher vor dem Gewindeschneiden (Einheit: mm)
Tabelle 11 Bohrerdurchmesser für übliche gerade Rohrgewindegrundlöcher vor dem Anbohren
Größencode
Bohrerdurchmesser/mm
1/8
8.8
1/4
11.7
3/8
15.2
1/2
18.9
3/4
24.4
1
30.6
11/4
41.6
11/2
45.1
Tabelle 12 Bohrerdurchmesser für 55°, 60° kegelige Rohrgewindegrundlöcher vor dem Anbohren
55° kegeliges Rohrgewinde
60° kegeliges Rohrgewinde
Größencode
Anzahl der Fäden pro 25,4 mm n
Bohrerdurchmesser/mm
Größencode
Anzahl der Fäden pro 25,4 mm n
Bohrerdurchmesser/mm
1/8
28
8.4
1/8
27
8.6
1/4
19
11.2
1/4
18
11.1
3/8
19
14.7
3/8
18
14.5
1/2
14
18.3
1/2
14
17.9
3/4
14
23.6
3/4
14
23.2
1
11
29.7
1
11.5
29.2
11/4
11
38.3
11/4
11.5
37.9
11/2
11
44.1
11/2
11.5
43.9
2
11
55.8
2
11.5
56
(5) Betriebsmethoden für die Leistungsentnahme
1) Wählen Sie ein geeignetes Sicherheitsgewindeschneidfutter je nach Werkstückmaterial, Gewindetiefe und Gewindebohrergröße.
2) Wählen Sie eine geeignete Schnittgeschwindigkeit. Im Allgemeinen werden für kleinere Gewindebohrerdurchmesser höhere Drehzahlen verwendet; für größere Gewindebohrerdurchmesser sollten niedrigere Drehzahlen verwendet werden; für größere Gewindesteigungen sollten niedrigere Drehzahlen verwendet werden. Die folgenden Werte können als Anhaltspunkt dienen: allgemeine Werkstoffe 6-15 m/min; vergüteter Stahl oder härterer Stahl 5-15 m/min; rostfreier Stahl 2-7 m/min; Gusseisen 8-10 m/min.
3) Wenn der Gewindebohrer in das Gewindegrundloch eindringen soll, muss der Vorschub langsam erfolgen, damit die Zähne des Gewindebohrers nicht beschädigt werden. Wenn Sie mit dem Schneiden beginnen, betätigen Sie den Vorschubgriff von Hand und üben Sie gleichmäßigen Druck aus, damit der Gewindebohrer in das Werkstück eindringen kann. Sobald der schneidende Teil vollständig eingerastet ist, hören Sie auf, Druck auszuüben, und lassen Sie den Gewindebohrer sich selbst vorschieben, um das Schneiden defekter Gewinde zu vermeiden.
4) Beim Gewindeschneiden durch Löcher sollte der Ausrichtteil des Gewindeschneiders nicht vollständig herausragen, da sonst das Herausdrehen des Gewindeschneiders zu einer Beschädigung des Gewindes führt.
5) Nachdem der Gewindeschneider in das Werkstück eingedrungen ist, fügen Sie kontinuierlich Schneidflüssigkeit hinzu und drehen Sie den Gewindeschneider häufig um oder ziehen Sie ihn zurück, um Späne zu entfernen.
6) Bei Gewinden ab M16 sollten Sie den Einsatz von Maschinengewinden in Betracht ziehen. Dadurch wird die manuelle Arbeit reduziert und es werden Gewinde mit einer besseren Rechtwinkligkeit zur Lochoberfläche hergestellt, was zu einer höheren Qualität und Effizienz führt.
(6) Verfahren und Vorkehrungen für das Gewindeschneiden mit Gewindebohrern
1) Bohren Sie das Wurzelloch.
Bohren Sie vor dem Gewindeschneiden ein geeignetes Wurzelloch in das Werkstück, siehe Tabellen 10-12.
2) Anfasen.
Verwenden Sie nach dem Bohren einen 90°-Senker, um beide Seiten der Lochöffnung anzufasen, wobei der maximale Durchmesser der Fase dem Nenndurchmesser des Gewindes entsprechen muss. Dadurch kann der Gewindebohrer reibungslos in das Werkstück eindringen und verhindert, dass die Gewindekanten ausbrechen, wenn der Gewindebohrer aus der Bohrung austritt.
3) Spannen Sie das Werkstück in einen Schraubstock ein.
In der Regel werden die Werkstücke zum Gewindeschneiden in einen Schraubstock eingespannt. Kleinere Werkstücke können jedoch auch flach hingelegt und mit der linken Hand festgehalten werden, während die rechte Hand den Gewindeschneider zum Gewindeschneiden benutzt. Achten Sie darauf, einen geeigneten Windeisenschlüssel entsprechend der Größe des Vierkants auf dem Gewindeschaft zu wählen.
4) Gewindeschneiden mit dem Bleikonus.
Führen Sie den Gewindebohrer in die Werkstückbohrung ein und achten Sie darauf, dass der Gewindebohrer senkrecht zur Werkstückoberfläche steht. Sorgfältig prüfen und einstellen. Wenn Sie mit dem Gewindeschneiden beginnen, üben Sie mit beiden Händen angemessenen Druck aus und drehen Sie den Gewindebohrer im Uhrzeigersinn (für Rechtsgewinde) in die Bohrung.
Sobald die Schneide eingerastet ist, hören Sie auf, mit den Händen Druck auszuüben, und verwenden Sie nur eine gleichmäßige Drehkraft, um das Gewinde zu schneiden. Wenden Sie beim Gewindeschneiden eine ausgewogene Kraft mit beiden Händen an und drehen Sie gleichmäßig. Drehen Sie den Gewindebohrer nach jeder 1/2 bis 1 Umdrehung um 1/4 Umdrehung zurück, um die Späne zu brechen und zu entfernen, damit sie sich nicht in den Spannuten festsetzen und den Gewindebohrer beschädigen oder brechen können.
5) Gewindeschneiden mit Zwischen- und Fertiggewindebohrern.
Nach dem Gewindeschneiden mit dem Kegelgewindebohrer verwenden Sie Zwischen- und Fertiggewindebohrer, um das Gewinde zu vergrößern und fertigzustellen.
① Schrauben Sie zunächst den Zwischen- und den Fertiggewindebohrer von Hand in das vom Kegelgewindebohrer geschnittene Gewinde, um eine gute Führung zu gewährleisten. Verwenden Sie dann einen Windeisen nach der zuvor beschriebenen Methode, indem Sie hin und her drehen, bis das Gewinde vollständig ist.
② Entfernen Sie umgehend die Späne vom Gewindebohrer und vom Grund des Lochs. Wenn Sie tiefe Löcher, Sacklöcher oder Materialien aus duktilem Metall bohren, ziehen Sie den Gewindebohrer häufig zurück, um Späne sowohl vom Gewindebohrer als auch vom Bohrungsgrund zu entfernen. Dadurch wird verhindert, dass sich der Gewindebohrer im Loch festsetzt oder bricht.
③ Verwenden Sie die richtige Schneidflüssigkeit. Um die Oberflächenqualität des Gewindes zu verbessern und eine gute Schneidleistung des Gewindeschneiders zu gewährleisten, finden Sie in Tabelle 13 Informationen zur Auswahl von Schneidflüssigkeiten für verschiedene Materialien und Anforderungen.
Tabelle 13 Auswahl der Kühlschmierstoffe für das Gewindeschneiden
Werkstoff des Werkstücks
Schneidflüssigkeit
Gusseisen
Kerosin oder keine Schneidflüssigkeit
Stahl
Seifenwasser, Emulsion, Maschinenöl, Sojabohnenöl, etc.
Bronze oder Messing
Rapsöl oder Sojabohnenöl
Reines Kupfer oder Aluminiumlegierung
Kerosin, Terpentin, konzentrierte Emulsion
(7) Entfernen von gebrochenen Wasserhähnen
Wenn ein Gewindebohrer im Loch bricht, können je nach Situation verschiedene Methoden angewandt werden, um ihn zu entfernen.
1) Wenn ein Teil des abgebrochenen Gewindebohrers aus der Bohrung herausragt, kann er mit einer Zange entfernt oder mit einem scharfen Meißel oder Körner vorsichtig herausgehebelt werden, wie in Abbildung 29 gezeigt. Diese Methode eignet sich für kleinere Gewindebohrer, die nicht zu fest sitzen.
Abbildung 29 Entfernen eines abgebrochenen Gewindebohrers mit einem scharfen Meißel oder Körner
Wenn der abgebrochene Wasserhahn zu fest sitzt und nicht mit der oben beschriebenen Methode entfernt werden kann, kann eine gebogene Stange oder eine Mutter an der Oberseite des abgebrochenen Wasserhahns gasgeschweißt werden. Drehen Sie dann die gebogene Stange oder verwenden Sie einen Schraubenschlüssel, um die Mutter zu drehen und den abgebrochenen Hahn zu entfernen (siehe Abbildung 30). Bei kleineren abgebrochenen Gewindebohrern kann ein Schweißdraht kann schnell an den Gewindebohrer punktgeschweißt, dann gebogen und zum Herausziehen verwendet werden.
Abbildung 30 Entfernen eines gebrochenen Gewindebohrers durch Schweißen einer verbogenen Stange oder Mutter
2) Wenn sich der abgebrochene Teil des Gewindebohrers im Loch befindet, können zwei Muttern auf das viereckige Ende des abgebrochenen Gewindebohrers geschraubt werden. Führen Sie dann mehrere Drahtstücke zwischen die Spannuten des Gewindebohrers und die Muttern ein. Verwenden Sie einen Schraubenschlüssel, um den abgebrochenen Gewindebohrer gegen den Uhrzeigersinn zu drehen, wie in Abbildung 31 dargestellt. Der Drahtdurchmesser hängt von der Größe der Gewindeschneidrillen ab. Wenn Sie diese Methode zum Entfernen des abgebrochenen Gewindebohrers anwenden, tragen Sie ein Schmiermittel wie z. B. Schmieröl auf.
Abbildung 31 Entfernen eines abgebrochenen Gewindebohrers aus dem Loch
3) Gelingt es mit den oben genannten Methoden nicht, den abgebrochenen Gewindebohrer zu entfernen, kann er, wenn die Bedingungen es zulassen, durch Funkenerosion entfernt werden, was jedoch durch die Ausrüstung und die Größe des Werkstücks eingeschränkt sein kann. Alternativ kann der abgebrochene Gewindebohrer geglüht und dann aufgebohrt werden, aber diese Methode ist nur geeignet, wenn eine Vergrößerung des Gewindelochs akzeptabel ist.
Manchmal lassen sich gebrochene Gewindebohrer nur schwer entfernen, so dass das Gewindeloch oder das Werkstück verschrottet wird. Halten Sie sich daher beim Gewindeschneiden strikt an die Betriebsverfahren und -anforderungen und arbeiten Sie sorgfältig und gewissenhaft, um Gewindebohrerbrüche zu vermeiden.
(8) Ursachen für Ausschussteile und Gewindebohrerbrüche beim Gewindeschneiden und Methoden zur Vermeidung (Tabelle 14, Tabelle 15)
Tabelle 14 Ursachen für Ausschussteile beim Gewindeschneiden und Methoden zur Vermeidung
Art des Schrotts
Verursacht
Methoden der Prävention
Gekreuzte Fäden
1. Der Durchmesser der Pilotbohrung ist zu klein, der Gewindebohrer kann nicht eindringen, was zu gekreuzten Gewinden am Bohrungseingang führt. 2. Nach dem Gewindeschneiden mit dem Kegelgewindebohrer ist der Zwischengewindebohrer nicht richtig ausgerichtet, was zu einem Versatz zwischen Kegel und Zwischengewindebohrer führt 3. Die Gewindebohrung ist stark schief, und der Gewindeschneider kann sie nicht korrigieren. 4. Keine Schneidflüssigkeit beim Gewindeschneiden von kohlenstoffarmem Stahl und Materialien mit guter Plastizität 5. Der Schneidkegel des Gewindebohrers ist stumpf 1. Prüfen Sie sorgfältig die Vorbohrung, wählen Sie einen geeigneten Bohrer und vergrößern Sie die Vorbohrung vor dem Gewindeschneiden
2. Schrauben Sie zunächst den Zwischengewindebohrer von Hand in die Gewindebohrung, um den Kegel und den Zwischengewindebohrer auszurichten 3. Halten Sie die Ausrichtung zwischen dem Gewindebohrer und dem Zentrum der Pilotbohrung aufrecht, üben Sie während des Betriebs mit beiden Händen eine ausgewogene Kraft aus und erzwingen Sie keine Korrektur, wenn Sie stark schief stehen. 4. Schneidflüssigkeit verwenden 5. Schärfen Sie den Entlastungswinkel des Gewindebohrers Schiefes Gewindeloch
1. Gewindebohrer steht nicht senkrecht zur Werkstückoberfläche
2. Große Sandlöcher in Gussteilen 3. Ungleichmäßige Kraftanwendung der Hände beim Klopfen, Neigung zu einer Seite 1. Stellen Sie sicher, dass der Gewindeschneider senkrecht zur Werkstückoberfläche steht, wenn Sie mit dem Schneiden beginnen.
2. Prüfen Sie die Vorbohrung vor dem Gewindeschneiden; wenn die Sandlöcher zu groß sind, wird das Gewindeschneiden nicht empfohlen. 3. Behalten Sie während des gesamten Prozesses eine ausgewogene Kraft mit beiden Händen bei und vermeiden Sie ein Schwingen. Gewindehöhe unzureichend
Durchmesser der Pilotbohrung ist zu groß
Richtiges Berechnen und Auswählen des Pilotlochs und des Bohrerdurchmessers
Tabelle 15 Ursachen für Gewindebohrerbrüche beim Gewindeschneiden und Methoden zur Vermeidung
Ursachen für Brüche
Methoden der Prävention
1. Vorbohrung beim Gewindeschneiden zu klein
1. Richtiges Berechnen und Auswählen des Vorbohrungsdurchmessers
2. Gewindebohrer ist zu stumpf, Werkstückmaterial ist zu hart
2. Schärfen Sie den Entlastungswinkel des Gewindebohrers
3. Der Windeisenschlüssel ist zu groß, was zu einem hohen Drehmoment führt; die Hand des Bedieners hat wenig Fingerspitzengefühl, so dass er oft nicht merkt, wenn der Gewindebohrer festsitzt und weiterdreht, was zum Bruch des Gewindebohrers führt
3. Wählen Sie eine geeignete Größe des Windeisens, achten Sie auf auftretende Probleme und gehen Sie diese umgehend an
4. Nicht rechtzeitige Beseitigung von Spänen aus den Spannuten des Gewindebohrers, insbesondere bei hochduktilen Werkstoffen, wodurch sich die Späne in der Bohrung festsetzen können
4. Drehen Sie den Hahn je nach Bedarf um, um Späne zu brechen, entfernen Sie sie sofort oder ziehen Sie den Hahn zurück, um die Späne zu entfernen. 5. Keine Schneidflüssigkeit beim Gewindeschneiden von hochduktilen Werkstoffen (z. B. rostfreiem Stahl), was zu einem Festfressen von Werkstück und Gewindebohrer führen kann
5. Schneidflüssigkeit verwenden
6. Der Gewindebohrer ist schief, was zu einer übermäßigen Kraft auf einer Seite führt.
6. Richten Sie den Gewindebohrer vor dem Gewindeschneiden mit einem Winkel aus und achten Sie darauf, dass er senkrecht zum Werkstück steht.
7. Beim Gewindeschneiden von Sacklöchern berührt die Spitze des Gewindeschneiders den Boden des Lochs, aber die Drehung geht weiter, wodurch der Gewindeschneider abbricht.
7. Markieren Sie die Tiefe vorher, beobachten Sie die Einstecktiefe des Gewindebohrers beim Anbohren, vermeiden Sie den Kontakt mit dem Boden und entfernen Sie regelmäßig Späne.
IX. Kratzen
Das Schaben ist eine Endbearbeitungsmethode, bei der ein Schaber verwendet wird, um eine sehr dünne Metallschicht von der Werkstückoberfläche zu entfernen. Es ist eine Bearbeitungsmethode, die nicht durch andere Verfahren ersetzt werden kann.
IX. Kratzen
Das Schaben ist eine Endbearbeitungsmethode, bei der ein Schaber verwendet wird, um eine sehr dünne Metallschicht von der Werkstückoberfläche zu entfernen. Es ist eine Bearbeitungsmethode, die nicht durch andere Verfahren ersetzt werden kann.
Beim Schaben wird das Werkstück zunächst gegen ein Referenzstück geläppt. Mit Hilfe einer Prüfpaste lassen sich Hoch- und Nebenhochpunkte auf der geläppten Oberfläche des Werkstücks erkennen. Anschließend werden diese Punkte mit einer Ziehklinge wiederholt eingedrückt und entfernt. Durch dieses Mikroschneiden wird die Oberflächenstruktur des Werkstücks geschnitten und verdichtet, wodurch sich die Kontaktpunkte mit dem Referenzstück allmählich vergrößern und die korrekte geometrische Form des Werkstücks sowie eine gute Passung mit dem Referenzstück erreicht werden.
Durch das Schaben der Oberfläche können gleichmäßig verteilte Vertiefungen erzielt werden, die für die Speicherung von Schmieröl vorteilhaft sind und somit gute Schmierbedingungen für die beweglichen Teile schaffen; die geometrische Form der Führungsschiene oder der Werkstückoberfläche kann je nach den tatsächlichen Nutzungsanforderungen in verschiedene Sonderformen, wie z. B. konkav oder konvex in der Mitte, geschabt werden. Durch das Schaben können Präzisionsanforderungen erfüllt werden, die durch die allgemeine mechanische Bearbeitung nur schwer zu erreichen sind, und es können Fehler oder Oberflächenfehler beseitigt werden, die durch die allgemeine mechanische Bearbeitung entstehen.
1. Scraping-Werkzeuge
Zu den Schabewerkzeugen gehören Schaber und Kalibrierwerkzeuge.
Zu den gebräuchlichen Kalibrierungswerkzeugen gehören Standardoberflächenplatten, Kalibrierungslineale und Quadrate. Standardplatten sind in verschiedenen Spezifikationen erhältlich und werden zur Prüfung größerer ebener Flächen verwendet. Bei der Auswahl sollte die Fläche nicht größer als 3/4 der abgeschabten Oberfläche sein. Verschiedene Quadrate sollten nach Gebrauch zur Aufbewahrung aufgehängt werden, und Quadrate, die nicht aufgehängt werden können, sollten stabil aufgestellt werden, um Verformungen zu vermeiden.
Es gibt zwei Arten von Abstreifern: flache Abstreifer und gebogene Abstreifer. Abstreifer werden in der Regel aus T10A-Werkzeugstahl oder GCr15-Lagerstahl geschmiedet, und die Schneide muss scharf sein. Beim Schaben von harten Materialien können auch Hartmetallspitzen aufgeschweißt werden.
Flachschaber werden in drei Typen unterteilt: Grobschaber, Feinschaber und Präzisionsschaber. Nach dem Abschrecken müssen Schaber nach dem Grobschliff auf einer Schleifscheibe auf einem Schleifstein fein geschliffen werden. Bei groben Schabern muss βo beträgt 90°~92,5°, und die Schneide muss gerade sein; bei feinen Abstreifern ist βo beträgt 95°, wobei die Schneide leicht gekrümmt ist; bei Präzisionsabstreifern beträgt βo ist 97,5°, mit einem kleineren Krümmungsradius an der Schneide als bei feinen Schabern, wie in Abbildung 32 gezeigt.
Abbildung 32 Form und Winkel des Abstreiferkopfes
a) Winkel des Abstreiferkopfes b) Falsche Form des Abstreiferkopfes
Gekrümmte Schaber werden hauptsächlich zum Schaben von gekrümmten Oberflächen, wie z. B. den Innenbohrungen von Gleitlagern, verwendet. Übliche Typen sind Dreikantschaber und Schlangenkopfschaber, wie in Abbildung 33 dargestellt.
Abbildung 33 Gebogene Abstreifer
2. Spotting und Präzisionsinspektion des Schabens
Vor dem Schaben muss die Position und Größe der Fehler im Werkstück bestimmt werden. Die Methode besteht darin, ein Tuschiermittel (Mennige) aufzutragen und dann die zu schabende Oberfläche zusammen mit einem Standardwerkzeug oder einem passenden Werkstück zum Läppen zu platzieren. Nach dem Läppen werden die überstehenden Teile hervorgehoben, die dann mit einer Ziehklinge abgeschabt werden können. Diese Methode wird als Tuschier- oder Läpppunktmethode bezeichnet. Als Tuschiermittel werden Bleimennige und Blauöl verwendet.
Mennige wird in zwei Arten unterteilt: Bleioxid (orange-rot) und Eisenoxid (rötlich-braun). Das Mennigepulver wird zu Granulat gemahlen und mit Maschinenöl gemischt. Es wird häufig für Werkstücke aus Stahl und Gusseisen verwendet. Blauöl ist eine Mischung aus blauem Pulver, Rizinusöl und geeignetem Maschinenöl. Es hat eine dunkelblaue Farbe und erzeugt kleine und deutliche Flecken, die vor allem bei Präzisionswerkstücken und Nichteisenmetallen und -legierungen verwendet werden.
Beim Schaben kann das Tuschiermittel auf die Werkstückoberfläche oder auf das Kalibrierstück aufgetragen werden. Ersteres zeigt einen roten Hintergrund mit schwarzen Flecken (schwarze Flecken sind hohe Punkte) auf der Werkstückoberfläche, ohne Blendung und gut zu sehen, geeignet für Präzisionsschaben. Letztere färbt nur die hohen Punkte auf der Werkstückoberfläche, mit dunklen Flecken, die nicht so gut zu sehen sind, aber Späne bleiben weniger wahrscheinlich an der Schneide haften, was das Schaben bequemer macht, im Allgemeinen für grobes Schaben gewählt.
Die richtige Verwendung von Tuschiermitteln ist eng mit der Qualität des Schabens verbunden. Für grobes Schaben sollte es dünner gemischt und gleichmäßig auf die Werkstückoberfläche aufgetragen werden, etwas dicker, damit die Flecken größer werden. Für das Präzisionsschaben sollte es dicker gemischt und dünn und gleichmäßig auf die Werkstückoberfläche aufgetragen werden, was zu feineren Punkten führt, was für die Verbesserung der Schabpräzision beim Feinschaben von Vorteil ist.
Bei der Verwendung von Tuschiermitteln ist auf Sauberkeit zu achten und zu verhindern, dass Sandpartikel, Späne usw. die Werkstückoberfläche zerkratzen. Das Baumwollgarn, das zum Auftragen von Tuschiermitteln verwendet wird, muss mit Sandpapier umwickelt werden, und auch andere Auftragswerkzeuge sollten sauber gehalten werden, um eine genaue Tuschierung zu gewährleisten.
Die Qualitätsanforderungen an geschabte Oberflächen umfassen im Allgemeinen geometrische Genauigkeit, Maßhaltigkeit, Kontaktgenauigkeit und Passgenauigkeit, Oberflächenrauheit usw. Zu den häufig verwendeten Prüfmethoden gehören die beiden folgenden:
(1) Ausgedrückt durch die Anzahl der Kontaktpunkte
Ein quadratischer Rahmen mit einer Seitenlänge von 25 mm wird auf die zu prüfende Oberfläche gelegt, und die Qualität wird durch die Anzahl der Kontaktpunkte innerhalb des Rahmens angegeben. Die Anzahl der Kontaktpunkte für verschiedene Genauigkeiten der ebenen Kontakte ist in Tabelle 16 dargestellt.
Tabelle 16 Anzahl der Berührungspunkte für verschiedene Ebenenberührungsgenauigkeiten
Typ des Flugzeugs
Anzahl der Kontaktpunkte/25mm×25mm
Anwendungsbeispiele
Allgemeines Flugzeug
2~5
Fixierte Fügeflächen von rauen Teilen
5~8
Allgemeine Fügefläche
8~12
Oberflächen von Maschinentischen, allgemeine Referenzflächen, Führungsflächen von Werkzeugmaschinen, Dichtungsverbindungsflächen
12~16
Werkzeugmaschinenführungen und -führungsflächen, Werkzeugbezugsflächen, Messgerätekontaktflächen
Präzisionshobel
16~20
Führungen für Präzisionswerkzeugmaschinen, Richtschienen
Beim Schaben von gekrümmten Oberflächen geht es hauptsächlich um das Schaben der Innenbohrungen von Gleitlagern. Die Anzahl der Kontaktpunkte für unterschiedliche Genauigkeiten verschiedener Gleitlager ist in Tabelle 17 angegeben.
Tabelle 17 Anzahl der Kontaktpunkte für unterschiedliche Genauigkeiten verschiedener Gleitlager
Durchmesser des Lagers/mm
Hauptspindellager für Werkzeugmaschinen oder Präzisionsmaschinen
Lager für Schmiedeeinrichtungen, allgemeine Maschinen
Lager für Kraftmaschinen, metallurgische Anlagen
Hohe Präzision
Präzision
Gewöhnlich
Wichtig
Gewöhnlich
Wichtig
Gewöhnlich
Anzahl der Kontaktpunkte/25mm×25mm
≤120
25
20
16
12
8
8
5
>120
16
10
8
6
6
2
(2) Ausgedrückt durch zulässige Ebenheit und Geradheit
Bei größeren Werkstückoberflächen werden Ebenheit und Geradheit von Werkzeugmaschinenführungen mit einer Rahmenlibelle überprüft.
Bei einigen Werkstücken muss auch der Spalt zwischen den zueinander passenden Flächen mit Fühlerlehren bestimmter Dicke geprüft werden. Bei drucktragenden Zylindern, Ventilkörpern usw. sind auch Luftdruck- oder Hydraulikdruckprüfungen erforderlich.
3. Scraping-Methoden und Fehleranalyse
Die Schabzugabe beträgt im Allgemeinen zwischen 0,05 und 0,4 mm. Bei größeren Schabestellen wird ein größeres Aufmaß gelassen. Im Allgemeinen sollte die Bearbeitungsgenauigkeit (Geradheit und Ebenheit) des Werkstücks vor dem Schaben nicht geringer sein als die in der nationalen Norm für geometrische Toleranzen festgelegte Genauigkeit der 9.
Das allgemeine Verfahren des Hobelschabens kann in Grobschaben, Feinschaben, Präzisionsschaben und Musterschaben unterteilt werden.
(1) Grobes Schaben
Beim Grobschaben wird mit einem groben Schaber eine dickere Metallschicht gleichmäßig von der geschabten Oberfläche entfernt, um die raue Oberfläche oder überschüssiges Aufmaß schnell zu beseitigen. Beim Schaben kann eine kontinuierliche Schiebemethode angewendet werden, wobei die Schabemarken lange Streifen bilden. Die geschabte Oberfläche wird entsprechend den konvexen und konkaven Fehlerbedingungen nivelliert. Die erforderliche Anzahl von Kontaktpunkten für grobes Schaben beträgt 2-3 Punkte/25mm×25mm.
(2) Feines Schaben
Beim Feinschaben wird ein feiner Schaber verwendet, um spärliche, große Forschungspunkte auf der geschabten Oberfläche zu entfernen und die Unebenheiten der geschabten Oberfläche weiter zu verbessern. Es wird eine kurze Schabemethode verwendet, bei der die Länge der Schabemarke etwa der Breite der Schnittkante entspricht. Mit zunehmender Anzahl der Untersuchungspunkte sollten die Schabemarken schrittweise verkürzt werden. Jeder Schabedurchgang sollte in einer bestimmten Richtung erfolgen, und der zweite Durchgang sollte quer durchgeführt werden, um die ursprüngliche Richtung der Schabemarken zu eliminieren. Andernfalls erscheinen die Forschungspunkte in einer streifigen Verteilung.
Um die Anzahl der Forschungspunkte schnell zu erhöhen, können beim Schaben der Punkte auch die umliegenden Bereiche weggeschabt werden. Auf diese Weise werden, wenn die höchsten Punkte entfernt werden, die umliegenden sekundären hohen Punkte schnell sichtbar, was den Kratzvorgang beschleunigt.
Beim Schaben sollte darauf geachtet werden, dass der Schaber nicht kippt, um tiefe Kratzer auf der geschabten Oberfläche zu vermeiden. Mit zunehmender Anzahl der Forschungspunkte sollte der Indikator dünn und gleichmäßig aufgetragen werden. Nach dem Läppen sollten die glänzenden Forschungspunkte (harte Punkte) stärker geschabt werden, während die matten Forschungspunkte (weiche Punkte) leichter geschabt werden sollten, bis die angezeigten Forschungspunkte gleichmäßig hart und weich sind.
Beim Feinschaben sind 12-15 Kontaktpunkte pro 25 mm × 25 mm großer Fläche erforderlich.
(3) Feines Schaben
Verwenden Sie zum Schaben ein feines Schabewerkzeug mit einer punktuellen Schabemethode, bei der die Länge der Werkzeugmarkierung etwa 5 mm beträgt. Achten Sie beim Feinschaben darauf, dass Sie das Werkzeug leicht absenken und beim Beenden schnell anheben. Kratzen Sie nur einmal an jedem Schleifpunkt, wiederholen Sie nicht und kratzen Sie immer kreuz und quer.
Wenn die Kontaktpunkte auf mehr als 20 Punkte/(25mm×25mm) ansteigen, können die Schleifpunkte in drei Kategorien eingeteilt werden: die hellsten Punkte vollständig abkratzen; ein kleines Stück von der Oberseite der mittleren Punkte abkratzen; kleine Punkte unabgekratzt lassen. Bei den letzten drei Durchgängen sollten die kreuzförmigen Werkzeugspuren gleichmäßig groß und sauber angeordnet sein, damit die geschabte Oberfläche gut aussieht.
Beim Feinschaben sollte besonders auf Sauberkeit geachtet werden. Beim Läppen verursachen Verunreinigungen in der Mitte oft feine Linien oder tiefe Kratzer auf der geschabten Oberfläche, was Reparaturen sehr schwierig macht und manchmal sogar zu Ausschuss führt.
Die Breite der Werkzeugmarkierung kann die Tiefe des Schabens widerspiegeln, so dass die Kontrolle der Breite der Werkzeugmarkierung die Tiefe des Schabens steuern kann. Für grobes Schaben sollte die Breite der Werkzeugmarkierung 2/3 bis 3/4 der Klingenlänge betragen; für feines Schaben sollte sie 1/3 bis 1/2 betragen, und für Präzisionsschaben sollte sie noch schmaler sein. Zu breite Werkzeugmarken beeinträchtigen auch die Anzahl der Kontaktpunkte pro Flächeneinheit.
Wenn sich auf der zu schabenden Fläche Löcher oder Gewindelöcher befinden, steuern Sie den Schaber so, dass er nicht direkt über die Lochöffnung schabt, um eine Absenkung zu verhindern. Wenn sich auf der zu schabenden Fläche ein schmaler Rahmen befindet, achten Sie darauf, dass der Winkel zwischen der Schabrichtung und der schmalen Kante weniger als 30° beträgt, damit die schmale Kante nicht zu tief geschabt wird.
(4) Dekoratives Schaben
Das dekorative Schaben dient erstens der Ästhetik der geschabten Oberfläche, zweitens der Schaffung guter Schmierbedingungen zwischen relativ gleitenden Oberflächen und drittens der Beurteilung des Abnutzungsgrads der Ebene anhand des Verschwindens des Musters. Bei Werkstücken mit hohen Anforderungen an die Kontaktpräzision und vielen erforderlichen Kontaktpunkten sollten keine großen Blockmuster geschabt werden, da sonst die erforderliche Schabpräzision nicht erreicht werden kann.
(5) Analyse von Defekten beim Schaben
1) Tiefe konkave Spuren auf der geschabten Oberfläche
Der Grund dafür ist, dass der Schneidenbogen des Schabers zu klein ist und der Druck während des Schabens zu hoch ist, was zu tiefen Werkzeugspuren führt, oder dass während des groben Schabens eine ungleichmäßige Kraft aufgebracht wird, wodurch sich der Schaber neigt.
2) Vibrationsmarken
Beim wiederholten Schaben in eine Richtung oder beim Schaben von Stahlwerkstücken entstehen Vibrationsmarken, wenn der Keilwinkel des Schabers zu klein und der vordere Winkel zu groß ist.
3) Einreißspuren an der Oberfläche
Wenn die Oberflächenrauheit der Schneide des Abstreifers hoch ist, Mikrorisse vorhanden sind oder das metallographische Gefüge an der Kante aufgrund einer zu hohen Abschrecktemperatur grob wird, führt dies zu regelmäßigen rauen, streifenförmigen Kratzspuren auf der abgeschabten Oberfläche.
4) Kratzer auf der Oberfläche
Dies wird durch verschmutzte Indikatoren, gemischte Verunreinigungen oder Sandpartikel, Späne und andere Verunreinigungen während des Schleifpunktprozesses verursacht.
5) Fehler bei der Formgenauigkeit
Wenn der Druck beim Läppen von Schleifpunkten ungleichmäßig ist, das Werkstück zu sehr aus dem Referenzstück herausragt, die Werkstückmasse asymmetrisch ist, beim Schleifen von Punkten keine Maßnahmen ergriffen werden, falsche Hochpunkte erzeugt werden, das Schaben nach falschen Hochpunkten erfolgt oder der Referenzstückfehler zu groß ist, führt dies zu einer ungenauen Form der geschabten Oberfläche.
X. Läppen
Beim Läppen wird mit Hilfe von Läppwerkzeugen und Schleifmitteln eine hauchdünne Metallschicht von der Werkstückoberfläche abgetragen, wodurch die Werkstückoberfläche maßgenau, geometrisch präzise und von hoher Oberflächenqualität ist.
Läppen ist ein Endbearbeitungsverfahren, das bei der Herstellung von Werkzeugen, Lehren (Nutenlehren) und Präzisionsmaschinen weit verbreitet ist.
1. Läppwerkzeuge und Schleifmittel
(1) Läppwerkzeuge
Läppwerkzeuge sind Standardwerkzeuge, die die geometrische Form der Werkstückoberfläche beim Läppen bestimmen. Sie können je nach Bedarf in verschiedenen Größen (zylindrisch, konisch, ringförmig usw.) hergestellt werden. Für das Läppen ist es erforderlich, dass die geometrische Form des Läppwerkzeugs so gut wie möglich mit dem Werkstück übereinstimmt und die Oberfläche glatt und frei von Rissen ist.
Beim Läppen sollte die Oberflächenhärte des Läppwerkzeugs etwas geringer sein als die des zu läppenden Werkstücks. Dadurch können sich die winzigen Schleifpartikel in der Läppmasse leicht und gleichmäßig in die Oberfläche des Läppwerkzeugs einbetten. Diese feinen Partikel haben eine hohe Härte und bilden zahlreiche Mikroschneidkanten, um Mikroschnitte auf der Werkstückoberfläche durchzuführen. Wenn sich die Partikel hingegen in die Werkstückoberfläche einbetten, schneiden sie das Läppwerkzeug während des Läppens.
Das Läppwerkzeug sollte jedoch nicht zu weich sein, da sich sonst die Schleifpartikel vollständig im Läppwerkzeug einbetten und ihre Läppwirkung verlieren. Die Materialstruktur des Läppwerkzeugs sollte fein und gleichmäßig sein, mit geringer Verformung, gewisser Elastizität und guter Verschleißfestigkeit, um sicherzustellen, dass das geläppte Werkstück eine hohe Maß- und Formgenauigkeit und eine geringe Oberflächenrauheit erreicht.
(2) Häufig verwendete Materialien für Läppwerkzeuge
Gängige Werkstoffe für Läppwerkzeuge sind Grauguss, Sphäroguss, aber auch Weichstahl, Kupfer, Babbitt-Metall und Blei können verwendet werden. Die beiden letztgenannten Werkstoffe werden hauptsächlich zum Polieren von Präzisionswellen aus Kupferlegierungen oder zum Läppen weicher Teile verwendet.
1) Graues Gusseisen
Es ist das beste Material für Läppwerkzeuge, hat gute Schmiereigenschaften, eine hohe Läppleistung, ist wirtschaftlich und hat einen geringen Verschleiß. Es eignet sich besonders für das Feinläppen, und mit Gusseisen mit hohem Phosphorgehalt können sehr niedrige Oberflächenrauhigkeiten erzielt werden. Die Zusammensetzung von Gusseisen, das als Läppwerkzeug verwendet wird, ist in Tabelle 18 aufgeführt.
Tabelle 18 Zusammensetzung der Werkstoffe für Läppwerkzeuge aus Gusseisen
Zusammensetzung des Gusseisenmaterials für das Präzisionsläppen (Massenanteil)
Zusammensetzung des Gusseisenmaterials für das allgemeine Grobläppen (Massenanteil)
Kohlenstoff
2.7%~3.0%
Kohlenstoff
0,35%~3,7%
Mangan
0,4%~0,7%
Mangan
0,4%~0,7%
Antimon
0,45%~0,55%
Antimon
0,45%~0,55%
Silizium
1.3%~1.8%
Silizium
1.5%~2.2%
Phosphor
0,65%~0,7%
Phosphor
0,1%~0,15%
2) Weicher Stahl
Es hat eine höhere Festigkeit als Grauguss, lässt sich nicht so leicht brechen oder verformen und wird häufig zum Läppen von Gewinden und kleinen Löchern (Durchmesser 8 mm oder weniger) verwendet.
3) Kupfer
Meistens für grobes Läppen mit größeren Zugaben verwendet.
4) Blei
Geeignet zum Polieren von weichen Metallen.
(3) Läppmittel
Läppmassen werden durch Mischen von Schleifmitteln (Läpppulvern) und Läppflüssigkeiten hergestellt. Die gebräuchlichen Schleifmittelreihen und ihre Anwendungen sind in Tabelle 19 aufgeführt.
Tabelle 19 Gebräuchliche Schleifmittelreihen und Anwendungen
Serie
Name des Schleifmittels
Code
Merkmale
Anwendbarer Bereich
Korund
Brauner Korund
A
Braune Farbe. Hohe Härte, hohe Zähigkeit, preiswert
Grob- und Feinläppen von Stahl, Gusseisen, Messing
Weißer Korund
WA
Weiße Farbe. Höhere Härte als brauner Korund, geringere Zähigkeit als brauner Korund
Feines Läppen von gehärtetem Stahl, Schnellarbeitsstahl, kohlenstoffreichem Stahl und dünnwandigen Teilen
Chromkorund
PA
Rosenrote oder violett-rote Farbe. Höhere Zähigkeit als weißer Korund, gute Gleitfähigkeit
Läppen von Messwerkzeugen, Instrumententeilen und hochpräzisen Oberflächen
Einkristalliner Korund
SA
Hellgelbe oder weiße Farbe. Höhere Härte und Zähigkeit als weißer Korund
Verschleißfester rostfreier Stahl, Hoch-Vanadium-Schnellstahl und andere hochfeste, hochzähe Materialien
Hartmetalle
Schwarzes Siliziumkarbid
C
Schwarz mit Glanz. Höhere Härte als weißer Korund, spröde und scharf, gute thermische und elektrische Leitfähigkeit
Läppen von Gusseisen, Messing, Aluminium, feuerfesten Materialien und nichtmetallischen Werkstoffen
Grünes Siliziumkarbid
GC
Grüne Farbe. Höhere Härte und Sprödigkeit als schwarzes Siliziumkarbid, mit guter thermischer und elektrischer Leitfähigkeit
Schleifen von Hartlegierungen, Hartchrom-Edelsteinen, Keramik, Glas und anderen harten Materialien
Borkarbid
BC
Grauschwarz. Härte an zweiter Stelle nach Diamant, gute Verschleißfestigkeit
Feinschleifen und Polieren von Hartlegierungen, künstlichen Edelsteinen und anderen harten Materialien
Diamant
Synthetischer Diamant
JR
Farblos und transparent oder blassgelb, gelb-grün oder schwarz. Hohe Härte, spröder als natürlicher Diamant, raue Oberfläche
Grob- und Feinschleifen von Hartlegierungen, künstlichen Edelsteinen, Halbleitern und anderen hochharten, spröden Materialien Materialien
Natürlicher Diamant
JT
Höchste Härte, teuer
Andere
Eisenoxid
-
Rot bis dunkelrot, weicher als Chromoxid
Feinschleifen oder Polieren von Stahl, Eisen, Glas und anderen Materialien
Chromoxid
-
Tiefgrün
Die Schleifkörner werden je nach Korngröße in grobe und feine Pulver unterteilt, wobei die groben Körner mit F4 bis F220 und die feinen Pulver mit F230 bis F2000 gekennzeichnet sind (gemessen mit der photoelektrischen Sedimentationsmethode). Die Korngröße sollte entsprechend der erforderlichen Genauigkeit und Oberflächenrauheit des Werkstücks beim Schleifen gewählt werden. Gängige Korngrößenbezeichnungen für Schleifpulver sind in Tabelle 20 aufgeführt.
Tabelle 20 Gängige Schleifpulver-Korngrößenbezeichnungen und Anwendungen
Die Funktion der Schleifflüssigkeit besteht darin, das Schleifpulver gleichmäßig zu verteilen, zu kühlen und zu schmieren und einen Oxidfilm auf der Arbeitsfläche zu bilden, wodurch der Schleifprozess beschleunigt wird. Gängige Schleifflüssigkeiten sind Maschinenöl Nr. 15 oder Nr. 32, und für das Feinschleifen wird häufig eine Mischung aus 1 Teil Maschinenöl und 3 Teilen Kerosin verwendet. Kerosin wird hauptsächlich für schnelle Schleifgeschwindigkeiten und zum Grobschleifen verwendet, wenn die Anforderungen an die Oberflächenrauheit nicht hoch sind. Schmalz ist am besten für das Feinschleifen geeignet.
Darüber hinaus können durch die Zugabe geeigneter Mengen von Füllstoffen wie Paraffin und Bienenwachs sowie hochviskoser und stark oxidierender Ölsäure, Fettsäuren, Stearinsäure usw. zur Schleifflüssigkeit bessere Ergebnisse erzielt werden.
2. Methoden des Schleifens
Beim Schleifen sollte die Schleifzugabe nicht zu groß sein, da sonst die Schleifzeit verlängert wird. Im Allgemeinen ist ein Schleifaufmaß von 0,005-0,03 mm angemessen. Bei großen oder hochpräzisen Werkstücken kann das Aufmaß größer sein. Beim Schleifen unterscheidet man zwischen manuellem und mechanischem Schleifen.
Um beim manuellen Schleifen ein gleichmäßiges Schneiden an allen Teilen der Werkstückoberfläche zu gewährleisten, sollte eine angemessene Bewegungsbahn gewählt werden. Dies wirkt sich direkt auf die Schleifeffizienz, die Oberflächenqualität des Werkstücks und die Lebensdauer des Schleifwerkzeugs aus. Beim manuellen Schleifen werden in der Regel verschiedene Arten von Bewegungsbahnen verwendet, z. B. gerade Linien, Spiralen, 8-Figuren und Pseudo-8-Figuren, wie in Abbildung 34 dargestellt.
Abbildung 34 Bewegungsabläufe beim manuellen Schleifen
a) Spiralform b) Figur-8-Form c) Pseudo-Figure-8-Form
Die geradlinige Schleifbewegung ermöglicht eine höhere geometrische Genauigkeit und eignet sich für schmale und lange flache Oberflächen mit Stufen, aber es ist schwierig, kleine Oberflächenrauhigkeitswerte zu erzielen. Die spiralförmige Bewegungsbahn wird für das Schleifen der Stirnflächen zylindrischer Werkstücke verwendet und kann eine höhere Oberflächenqualität erzielen. Figur-8- oder Pseudo-Figur-8-Schleifbewegungsbahnen werden zum Schleifen kleiner flacher Werkstücke verwendet, wodurch ein gleichmäßiger Kontakt zwischen den beiden zu schleifenden Oberflächen aufrechterhalten werden kann, was zu einer Verbesserung der Schleifqualität beiträgt.
Das Rundschleifen wird im Allgemeinen durch eine Kombination aus manuellem und mechanischem Schleifen durchgeführt. Zu den Schleifwerkzeugen gehören Schleifringe und Schleifstangen.
Die Qualität der Werkstückoberfläche nach dem Schleifen hängt nicht nur eng mit der richtigen Auswahl der Schleifmittel und der Rationalität des Schleifprozesses zusammen, sondern wird auch direkt von der Sauberkeit beim Schleifen beeinflusst. Wenn die Sauberkeit nicht gewahrt wird, kann es zu kleinen Unschärfen oder schweren tiefen Kratzern auf dem Werkstück kommen. Daher sollte während des gesamten Schleifprozesses besonders auf die Sauberkeit geachtet werden, um Schäden an der Werkstückoberfläche zu vermeiden.
XI. Nieten
Das Verbinden von zwei oder mehr Werkstücken mit Hilfe von Nieten wird als Nieten bezeichnet. Im Allgemeinen wird das Nieten in zwei Arten unterteilt: das bewegliche Nieten und das feste Nieten.
Bewegliches Nieten: Die verbundenen Teile können sich noch relativ zueinander bewegen. Beispiele sind Werkzeuge wie Scheren und Zirkel. Festes Nieten: Die verbundenen Teile sind relativ fest miteinander verbunden und bilden eine starre Verbindung. Je nach Verwendungszweck und Anforderungen lässt sich das feste Nieten weiter unterteilen in:
1) Starkes Nieten (starres Nieten): Wird für Konstruktionen verwendet, die eine ausreichende Festigkeit erfordern und große Kräfte aufnehmen. Beispiele sind Dachstühle, Brücken und Kräne.
2) Starkes und dichtes Nieten: Angewandt bei versiegelten Niederdruckbehältern und verschiedenen Flüssigkeits- und Gasrohrleitungen. Behälter, die mit dieser Methode vernietet werden, können nur einem geringen, gleichmäßigen Druck standhalten, aber die Verbindungen müssen sehr dicht sein, um ein Austreten von Gas oder Flüssigkeit zu verhindern. Beispiele sind Gastanks, Wassertanks und Öltanks. Diese Art der Nietung ist durch kleine, dicht angeordnete Nieten gekennzeichnet, und häufig werden Gummiplatten oder andere Füllstoffe in die Nietnähte eingebracht, um die Abdichtung zu verbessern.
3) Starre und dichte Nietverbindungen: Diese Art der Nietung kann größeren Drücken standhalten und erfordert sehr dichte Verbindungen, die auch unter hohem Druck ein Austreten von Flüssigkeiten oder Gasen verhindern. Sie wird für Hochdruckbehälter (z. B. Dampfkessel, Drucklufttanks) und andere Hochdruckbehälter verwendet.
Je nach den verschiedenen Nietmethoden kann das Nieten auch in die folgenden drei Arten unterteilt werden:
1) Kaltnieten: Beim Nieten muss der Niet nicht erwärmt werden, sondern wird direkt gestaucht, um den Nietkopf zu bilden. Das für das Kaltnieten verwendete Nietmaterial muss eine hohe Plastizität aufweisen. Stahlnieten mit Durchmessern unter 8 mm können alle im Kaltnietverfahren vernietet werden.
2) Heißnieten: Das Erhitzen des gesamten Nietes auf eine bestimmte Temperatur vor dem Nieten wird als Warmnieten bezeichnet. Der Grund dafür ist, dass der Niet beim Erhitzen eine bessere Plastizität aufweist und sich leichter formen lässt. Außerdem zieht sich der Nietschaft beim Abkühlen zusammen, was die Festigkeit der Verbindung erhöht. Beim Warmnieten sollte der Durchmesser des Nietlochs um 0,5 bis 1 mm vergrößert werden, damit der erhitzte, expandierte Niet leicht in das Loch eingeführt werden kann. Stahlnieten mit einem Durchmesser von mehr als 8 mm werden meist heiß vernietet.
3) Gemischtes Nieten: Beim Nieten wird nur das Kopfende des Nietes erwärmt. Bei langen, dünnen Nieten kann diese Methode verhindern, dass sich der Nietschaft unter der Nietkraft verbiegt, was andernfalls das normale Nieten behindern würde.
1. Nieten und Nietwerkzeuge
(1) Arten und Werkstoffe von Nieten
Die Formen von Nieten sind in Abbildung 35 dargestellt, darunter Rundkopf-, Kegelkopf-, Flachkopf-, Flachkopfsenk- und Hohlnieten sowie neuere Typen wie Blindnieten und Dornbruchnieten.
Abbildung 35 Nietformen
Nieten werden in der Regel aus Aluminium hergestellt, es gibt aber auch Nieten aus Stahl und Kupfer. Im Allgemeinen werden Stahlnieten für bewegliche Nieten und hochfeste Nieten verwendet.
(2) Nietwerkzeuge
Zu den gebräuchlichen Handnietwerkzeugen gehören Hämmer, Druckstempel, Schnappwerkzeuge und Knickstangen. Heutzutage gibt es auch spezielle Nietmaschinen.
1) Druckstempel
Wie in Abbildung 36a dargestellt, schlägt der Hammer nach dem Einsetzen der Niete in das Loch auf den Druckstempel, um die Werkstücke fest zusammenzupressen, so dass die in Abbildung 36b dargestellte Situation nicht eintreten kann.
Abbildung 36 Druckstempel
2) Schnappwerkzeug und Knickstab
Wie in Abbildung 37 zu sehen ist, sind die Arbeitsteile sowohl der Matrize als auch der Untermatrize konkav. Die konkave Form sollte entsprechend der Form des verwendeten Nietkopfes hergestellt werden, im Allgemeinen eine konkave Kugeloberfläche, und gehärtet und poliert sein. Beim Nieten wird die Matrize verwendet, um einen vollständigen Nietkopf zu formen, während die Untermatrize dazu dient, das andere Ende des Nietkopfes zu halten, um eine Verformung zu verhindern. Der Schaft des Unterstempels ist als ebene Fläche ausgebildet und kann in einen Schraubstock eingespannt werden.
Abbildung 37 Kappenstempel und Unterstempel
a) Kappenstempel b) Untere Matrize
Jetzt können einige kleine und mittelgroße Teile auf einer Nietmaschine genietet werden. Die Leistung der Nietmaschine wird durch Hydraulik erreicht. Die Kraftanwendung des oberen Stempels besteht darin, den Nietkopf um das Zentrum der Nietmaschine zu drehen und zu drücken. Durch den Einbau verschiedener Stempel können unterschiedliche Niettypen verbunden werden. Die Nietqualität ist im Vergleich zum manuellen Nieten stabiler und effizienter.
2. Bestimmung von Nietabmessungen und Lochdurchmessern
(1) Nietdurchmesser
Der Nietdurchmesser wird auf der Grundlage der Dicke des zu vernietenden Werkstücks bestimmt, die im Allgemeinen das 1,8-fache der Werkstückdicke beträgt, und dann auf einen Standarddurchmesser gerundet. Er kann auch nach Tabelle 21 gewählt werden.
Tabelle 21 Auswahl des Nietdurchmessers (Einheit: mm)
Berechnete Dicke des Bauteils
9.5~12.5
13.5~18.5
9~24
24.5~28
28.5~31
Nietdurchmesser
19
22
25
28
31
Die Standardnietdurchmesser können gemäß Tabelle 22 ausgewählt werden.
Tabelle 22 Standardnietdurchmesser (Einheit: mm)
Niete Durchmesser
Nominell Durchmesser
2.0
2.5
3.0
4.0
5.0
6.0
7.0
8.0
10.0
13.0
16.0
Toleranz
±0.1
+0.2 -0.1
+0.3 -0.2
+0.4 -0.2
(2) Nietlänge
Um die Länge des zu verwendenden Niets zu bestimmen, muss neben der Dicke der zu verbindenden Teile auch das für die Formung des Nietkopfes verbleibende Material ausreichen, um einen vollständigen Nietkopf herzustellen. Die Nietlänge kann mit der folgenden Formel berechnet werden:
Länge des Rundkopfnietschaftes Lrund=S+(1,25~1,5)d
Länge des Senkkopfniets LSenkkopf=S+(0,8~1,2)d
Länge des Schlagbolzens und des Blindnietschaftes LAntrieb=S+(2~3)mm
Länge des Schlagbolzens und des Blindnietschaftes Lblind=S+(3~6)mm
Wo
S - Gesamtdicke der genieteten Teile (mm);
d - Nietdurchmesser (mm).
(3) Durchmesser der Bohrung
Beim Festnieten wird der Lochdurchmesser nach Tabelle 23 gewählt. Ein kleinerer Lochdurchmesser führt zu einer festeren Nietverbindung, erschwert aber das Einsetzen des Niets; ein größerer Lochdurchmesser kann dazu führen, dass sich das Werkstück leicht löst. In der Praxis reicht es in der Regel aus, ein Loch mit einem Bohrer zu bohren, dessen Größe dem Nietdurchmesser entspricht.
Bei beweglichen Nieten sollte der Lochdurchmesser entsprechend vergrößert werden.
Tabelle 23 Standard-Nietdurchmesser und Lochdurchmesser (Einheit: mm)
Nenndurchmesser
2
2.5
3
4
5
6
8
10
Durchmesser der Bohrung
Passgenauigkeit
2.1
2.6
3.1
4.1
5.2
6.2
8.2
10.3
Grober Sitz
2.2
2.7
3.4
4.5
5.6
6.6
8.6
11
3. Nietmethoden
(1) Rundkopfniete nieten
Schritte zum Nieten: Löcher in das Werkstück bohren (idealerweise werden die Löcher mit den verbundenen Werkstücken zusammen gebohrt) → Niet einführen → das untere Ende des Niets mit einem Unterstempel festhalten, einen Druckstempel verwenden, damit die Werkstücke fest sitzen → mit einem Hammer eine grobe Form formen → mit einem Oberstempel einen vollständigen Nietkopf formen.
(2) Senkniete vernieten
In Werkstücken werden häufig Rundstäbe als Nieten verwendet, wobei zwei Nietköpfe geformt werden müssen.
Die Nietschritte sind ähnlich wie bei Rundkopfnieten (der Versenkungswinkel beträgt im Allgemeinen 90°). Und zwar: Niet einsetzen → Druckstempel verwenden, damit die Werkstücke fest sitzen → Hammer verwenden, um den Niet zu stauchen → Nietköpfe an beiden Enden formen → Nietköpfe abflachen.
(3) Nieten mit Hohlnieten
Führen Sie den Hohlniet in das Loch ein, verwenden Sie einen ausrangierten Körner oder Musterstempel, um zunächst das Ende des Niets zu stanzen, so dass sich das Nietloch ausdehnt und eng mit dem Werkstückloch zusammenpasst, und verwenden Sie dann einen speziell angefertigten Stempel, um den Nietkopf eng an das Werkstück anzupassen.
(4) Bewegliche Nieten
Beim Nieten von beweglichen Verbindungen sollte die Schlagkraft des Hammers nicht zu stark sein. Überprüfen Sie regelmäßig die relative Drehung der Werkstücke. Wenn Sie feststellen, dass die Niete zu fest sitzt, legen Sie ein Ende der Niete auf eine Unterlage mit einem Loch, schlagen Sie mit einem Hammer einige Male auf den Nietkopf des anderen Endes, fügen Sie etwas Schmieröl hinzu und drehen Sie dann die Werkstücke einige Male gegeneinander.
(5) Mechanisches Nieten
Aufgrund der geringen Effizienz und des hohen Arbeitsaufwands beim manuellen Nieten werden in der Massenproduktion häufig mechanische Nietverfahren eingesetzt. Dabei werden hauptsächlich mechanisierte Nietpistolen und Nietmaschinen zum Nieten verwendet.
XII. Biegen und Richten
1. Biegen
(1) Begriff des Biegens
Der Vorgang des Biegens von Stangen, Bändern, Platten, Rohren und verschiedenen Profilen in die gewünschte Form wird als Biegen bezeichnet.
Damit Materialien gebogen werden können, müssen sie ein gewisses Maß an Plastizität aufweisen.
Während des Biegevorgangs verändert sich die Form des Materials unter Krafteinwirkung, und auch die Materialeigenschaften ändern sich. Das Material wird härter und spröder, ein Phänomen, das als Kaltverfestigung bekannt ist (wenn z. B. ein Bleidraht mehrmals hin und her gebogen wird, wird der gebogene Teil des Drahtes härter). Das Phänomen der Kaltverfestigung von Werkstoffen kann durch eine Glühbehandlung beseitigt werden.
(2) Berechnung der Materiallänge vor dem Biegen
Wenn die Zeichnung keine Angaben zur ungefalteten Länge enthält, muss diese vor dem Schneiden und Biegen in Form gebracht werden. Beim Biegen wird die äußere Schicht des Materials gedehnt, während die innere Seite zusammengedrückt und verkürzt wird. Die Länge der mittleren Schicht des Materials bleibt unverändert, und diese Schicht wird als neutrale Schicht bezeichnet. In der Regel berechnen die Monteure die Materiallänge auf der Grundlage der neutralen Schicht.
Beispiel Angenommen, es gibt einen Flachstahl mit einer Dicke von 4 mm und einer Breite von 12 mm, der zur Herstellung eines mehrfach rechtwinkligen Werkstücks verwendet wird, wie in Abbildung 38 dargestellt. Berechnen Sie die Materiallänge L. Lösung L=(2×48)mm+[2×(42-8)+76+(4×4π/4)]mm= (96+68+76+12.56)mm=252.56mm
Abbildung 38 Multi-rechtwinkliges Werkstück
(3) Rechtwinkliges Biegen
Die Methode zum Biegen rechter Winkel besteht darin, zunächst die Biegelinie zu markieren und dann das Werkstück so in einen Schraubstock einzuspannen, dass die Linie mit den Schraubstockbacken bündig ist und beide Seiten senkrecht zu den Backen stehen. Schlagen Sie mit einem Hammer auf die Basis des Werkstücks, um einen rechten Winkel zu bilden. Wenn die Backen des Schraubstocks kürzer als die Falzlinie des Werkstücks sind, kann ein Winkeleisen als Halterung für das Werkstück verwendet werden.
Bei dünnen Blechen kann ein Holzhammer zum Hämmern verwendet werden; bei dickeren Blechen mit kürzeren zu biegenden Kanten kann ein Hartholzklotz als Polster vor dem Hämmern verwendet werden; wenn die Anforderungen an die Oberflächenqualität des Werkstücks nicht hoch sind, kann der Hammer direkt verwendet werden. Schlagen Sie beim Hämmern in der Nähe des Knickpunkts der Biegung zu, nicht am oberen Ende des Materials. Gehen Sie wie folgt vor, um ein Werkstück wie in Abbildung 39 gezeigt zu biegen:
Abbildung 39 Biegen eines mehrfach rechtwinkligen Werkstücks
Berechnen Sie die Länge des Materials (in der Praxis kann bei Teilen mit strengen Maßanforderungen ein gewisses Maß hinzugefügt und nach dem Biegen angepasst werden).
Markieren Sie die Linien auf dem Blattmaterial. Markieren Sie am besten von der Mitte des Rohlings aus zu beiden Enden hin und markieren Sie dabei die Positionen der beiden mittleren rechten Winkel.
Legen Sie eine Winkeleisenunterlage auf die Backen des Schraubstocks, spannen Sie den Rohling entsprechend den Linien ein und biegen Sie den ersten rechten Winkel, wie in Abbildung 39a gezeigt.
Legen Sie das Umformwerkzeug 1 gegen den ersten rechten Winkel und biegen Sie den zweiten rechten Winkel, wie in Abbildung 39b gezeigt.
Markieren Sie anhand der beiden gebogenen rechten Winkel die Positionen der verbleibenden zwei rechten Winkel.
Setzen Sie die Unterlage 2 in die beiden ursprünglichen rechten Winkel ein, spannen Sie das Werkstück entlang der markierten Linie ein und biegen Sie die beiden verbleibenden rechten Winkel, wie in Abbildung 39c gezeigt.
Gestalten und entfernen Sie den Grat.
(4) Biegebögen
Die Methode zum Biegen bogenförmiger Werkstücke ist in Abbildung 40 dargestellt, wobei die Pfeile die Schlagpunkte angeben. Längere Pfeile zeigen an, dass die Schlagkraft größer sein sollte und die Schlagpunkte näher beieinander liegen sollten; kürzere Pfeile zeigen an, dass die Schlagkraft geringer sein sollte und die Schlagpunkte weiter voneinander entfernt liegen sollten.
Abbildung 40 Biegen von bogenförmigen Werkstücken
(5) Biegen von Rohren
Wenn der Innendurchmesser des Rohrs groß ist (mehr als 10 mm), verwenden Sie die Methode, das Rohr mit Sand zu füllen, wie in Abbildung 41a gezeigt. Füllen Sie das Rohr vor dem Biegen mit trockenem Sand (klopfen Sie während des Füllens kontinuierlich auf die Rohrwand, um die Kompaktheit zu gewährleisten), und verstopfen Sie beide Enden mit Holzstopfen. Wenn das Rohr eine Naht hat, platzieren Sie die Naht an der neutralen Schichtposition, wie in Abbildung 41b gezeigt.
Abbildung 41 Biegen von Rohren
Rohre biegt man am besten mit einer Rohrbiegen Werkzeug. Der Radius der Bogennut auf dem Drehteller und der Auflage des Rohrbiegewerkzeugs sollte durch den Außendurchmesser des zu biegenden Rohrs bestimmt werden, während die Größe des Drehtellers auf der Grundlage des Biegeradius. Bei der Verwendung das Rohr in die Bogennut einführen, das Rohr mit dem Haken einhaken und dann den Griff zum Biegen betätigen.
2. Begradigung
(1) Konzept des Richtens
Aufgrund von Lagerung, Transport, Verarbeitung, Wärmebehandlung und anderen Gründen entwickeln Bleche, Vierkantstahl, Rundstahl und andere Teile oft Defekte wie Biegen, Verziehen oder Verdrehen. Das Verfahren, bei dem mit Hilfe eines Hammers oder bestimmter Maschinen Verformungen beseitigt und der ursprüngliche Zustand verzogener Werkstücke oder Materialien wiederhergestellt wird, nennt man Richten.
(2) Werkzeuge zum Richten
Das zu richtende Material muss eine gewisse Plastizität aufweisen; spröde Materialien sind zum Richten nicht geeignet.
Flache Platten, Ambosse, Prismen, usw. Flache Platten werden zum Richten von Bezugsflächen verwendet, Ambosse dienen als Unterlage für das Hämmern von Materialien, und Prismen werden häufig zum Richten von wellenförmigen Teilen verwendet.
Hämmer, Holzklöppel, etc. Hämmer werden zum allgemeinen Richten verwendet, während Holzklopfer zum Richten von bearbeiteten Oberflächen, dünnen Teilen und anderen Nichteisenmetallteilen eingesetzt werden.
Schneckendruck-Richtmaschine. Die Schneckendruckrichtmaschine wird zum Richten von Stangenmaterial und wellenförmigen Teilen eingesetzt.
Inspektionswerkzeuge, wie z. B. Tuschierplatten, Probewinkel, Anreißblöcke und Messuhren.
(3) Methoden zum Richten
Zu den üblichen Methoden des Aufrichtens gehören direktes Rückwärtsbiegen, Dehnen und Pressen.
1) Direkte Rückbiegemethode
Bei der direkten Rückbiegemethode wird der verformte Teil des Materials direkt gerichtet. Dieses Verfahren eignet sich zum Richten von Stangenmaterial.
Bei verdrehtem Stangenmaterial verwenden Sie einen Schraubenschlüssel, um es direkt wieder in Form zu bringen, wie in Abbildung 42 gezeigt. Beim Richten spannen Sie das Werkstück in einen Schraubstock ein und verwenden einen Spezialschlüssel, um das Stangenmaterial in seine ursprüngliche Form zurückzudrehen. Bei gebogenem Stangenmaterial verwenden Sie die in Abbildung 43 gezeigte Methode, um das gebogene Teil direkt zu richten.
Abbildung 42 Richten von verdrehtem Stabmaterial
Bei der in Abbildung 43a gezeigten Methode muss der Schraubstock in der Nähe des gebogenen Teils des Stangenmaterials eingespannt werden, um zu verhindern, dass es zu Mehrfachbiegungen kommt. Nachdem Sie das Stangenmaterial mit einem Schraubenschlüssel leicht begradigt haben, spannen Sie es gerade in die Schraubstockbacken (Abbildung 43b), legen es dann auf eine flache Platte und hämmern es weiter gerade (Abbildung 43c).
Abbildung 43 Richten von gebogenem Stabmaterial
2) Dehnungsmethode
Bei der Streckmethode werden bestimmte Teile des Materials gehämmert, um das Material unter dem gehämmerten Bereich zu dehnen und zu erweitern und so das Ziel zu erreichen, das verformte Teil zu begradigen.
3) Verfahren zum Pressen
Die Pressmethode wird häufig zum Richten gebogener Wellen verwendet. Dünne Wellen können mit einer manuellen Spindelpresse gerichtet werden, während Wellen mit größerem Durchmesser mit einer hydraulische Presse. Stützen Sie die Welle auf zwei Prismen auf, wobei die Prismen nicht zu weit auseinander liegen sollten. Verwenden Sie eine Messuhr, um den gebogenen Punkt zu finden, und drehen Sie dann die Druckschraube oder verwenden Sie die Hydraulikpresse, um auf den höchsten Punkt der Welle zu drücken. Drücken und messen Sie weiter, bis die Welle gerade ist.
4) Dehnungsmethode
Gebogene dünne Drähte können mit der Streckmethode gerichtet werden, wie in Abbildung 44 gezeigt. Beim Richten spannen Sie ein Ende des Drahtes in einen Schraubstock ein, wickeln den Draht um einen runden Holzklotz in der Nähe der Schraubstockbacken, ziehen den Holzklotz mit der linken Hand zurück und richten den Draht mit der rechten Hand aus, indem Sie ihn straff ziehen.
Abbildung 44 Richten von Drahtmaterialien
Verzogene dünne Bleche können mit einem Holzhammer geglättet werden. Bei dünneren Blechen können Sie das verzogene Blech auf eine flache Platte legen, mit der linken Hand auf ein Ende des Blechs drücken und mit der rechten Hand einen flachen Holzklotz gegen das verzogene Blech halten, um es nach außen hin kräftig zu glätten.
Wenn es um Werkstoffe geht, die extremer Hitze, korrosiven Umgebungen und mechanischer Beanspruchung standhalten, gibt es nur wenige Legierungen, die so zuverlässig...
Wenn es um technische Werkstoffe geht, die extremen Temperaturen, korrosiven Umgebungen und immensen mechanischen Belastungen standhalten können, sind Superlegierungen auf Nickelbasis die...
Wenn es um die Ausgewogenheit von Haltbarkeit, Kosteneffizienz und Vielseitigkeit geht, gibt es nur wenige Materialien, die mit dem Nutzen von kaltgewalztem, geglühtem (CRCA)...
Auf den ersten Blick scheint das warme, rötlich-orangefarbene Leuchten von Kupfer Welten von dem kühlen, reflektierenden Glanz von Silber entfernt. Aber kann dieses vertraute Metall...
Wenn es um die Auswahl von Werkstoffen für elektrische Leitungen, Sanitäranlagen oder die industrielle Fertigung geht, fällt die Wahl oft auf Kupfer - aber...
Wenn es um Werkstoffe geht, die ein Gleichgewicht zwischen Festigkeit, Korrosionsbeständigkeit und Hochtemperaturleistung bieten, zeichnet sich der Edelstahl AMS 5648 als...
Unsere Vertriebsingenieure stehen Ihnen gerne zur Verfügung, um alle Ihre Fragen zu beantworten und Ihnen ein schnelles, auf Ihre Bedürfnisse zugeschnittenes Angebot zu unterbreiten.