
Wie man das Gewicht von Blechen berechnet: Die wichtigsten Formeln
Haben Sie sich schon einmal gefragt, wie man das Gewicht von Blechen schnell berechnen kann? Dieser Artikel enthüllt eine einfache Formel, die das...
Haben Sie schon einmal ein perfekt gebogenes Metalldach gesehen und sich gefragt, wie es hergestellt wird? Das Geheimnis liegt im Kaltbiegen! In diesem Artikel geht es um die Tricks beim Biegen von flachem Metall zu glatten Bögen. Wir befassen uns mit Schubstangen- und Formmethoden sowie mit den wichtigsten Dingen, auf die man achten muss. Sie werden ein neues Verständnis für die gebogenen Metallformen um uns herum entwickeln. Sind Sie bereit, Ihren Verstand zu verbiegen?

Das Verfahren, bei dem eine Schubstange oder eine Form verwendet wird, um den mittleren Teil einer flachen Bramme zu verlängern und den äußeren Rand zu quetschen, um eine in zwei Richtungen gekrümmte Oberfläche zu bilden, wird Bogenbiegen genannt. Beim Bogenbiegen nimmt die Wandstärke der Außenkante des Teils zu, während die Mitte dünner wird.
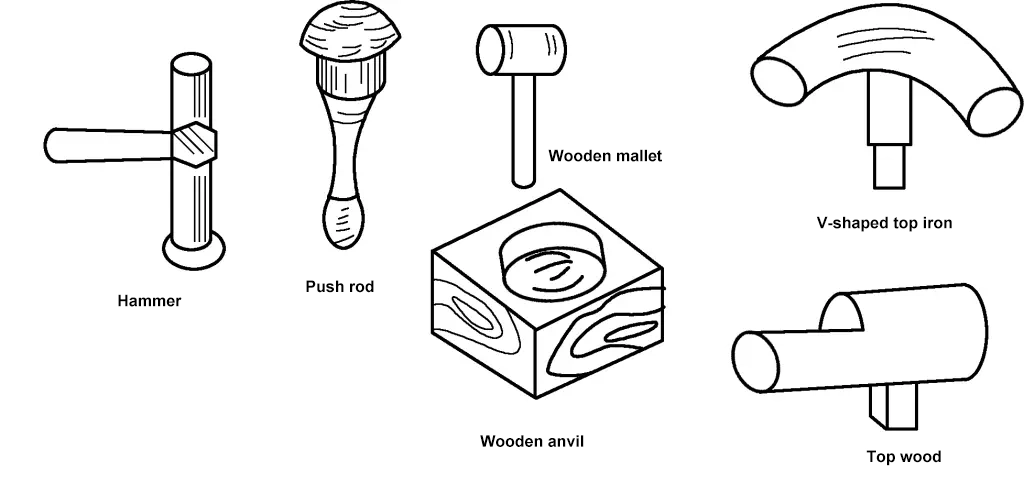
Zu den Werkzeugen für das manuelle Biegen von Bögen gehören Holzhämmer, Metallhämmer, Ambosse, Druckstangen und Formen, wie in Abbildung 1 dargestellt.
Je nach den verwendeten Werkzeugen sind die wichtigsten Methoden des Bogenbiegens das Schubstangenbogenbiegen und das Formenbogenbiegen.
Das Schubstangenbogenbiegen kann direkt Teile formen oder als Folgeprozess für andere Bogenbiegeverfahren verwendet werden. Wenn z. B. die Biegung der Form einen Punkt erreicht, an dem der Hammer nicht mehr weitermachen kann, muss er auf die Schubstange gesetzt werden, um weiterzumachen. Bei Bogenbiegeteilen mit großem Durchmesser können durch das Bördeln der Außenkante an der Schubstange große Formen eingespart werden, und Korrekturen und Polieren der Außenfläche können an der Schubstange vorgenommen werden.
Beim manuellen Biegen eines halbkugelförmigen Teils mit einer Schubstange, wie in Abbildung 2a dargestellt, kann eine Methode des abwechselnden Schrumpfens und Streckens verwendet werden. Zunächst werden mit einer Faltenzange Falten am Rand des Blechs erzeugt, dann werden die Falten an der Schubstange abgeflacht, um das Blech nach innen zu biegen, wie in Abbildung 2b dargestellt. Dann wird mit einem Holzhammer vorsichtig und gleichmäßig auf die Mitte geklopft, so dass sich der mittlere Zuschnitt ausdehnt und nach oben wölbt.
Die Schlagposition sollte etwas über den Auflagepunkt hinausgehen, und die Schlagposition muss genau sein, da es sonst leicht zu Dellen oder sogar zum Bruch kommen kann. Die Schlagkraft sollte leicht und gleichmäßig sein, und die Schlagpunkte sollten dicht sein, so dass sich der Rohling beim Schlagen dreht. Passen Sie die Schlagposition jederzeit anhand einer Sichtprüfung an, damit die Oberfläche glatt und gleichmäßig wird. Erhabene Stellen sollten nicht erneut angeschlagen werden, da sie sich sonst umso mehr abzeichnen, je öfter sie angeschlagen werden.
Wenn das Schlagwerkzeug die Mitte des Rohlings erreicht, sollte es kontinuierlich gedreht und nicht auf einen Punkt konzentriert werden, um eine übermäßige Ausdehnung und einen Überstand in der Mitte zu vermeiden. Verjüngen Sie die Kanten und schlagen Sie den mittleren Teil nacheinander an, wobei Sie zwischendurch prüfen, ob die gewünschte Form erreicht ist. Beim abschließenden Glätten sollte die Verformung durch Rückfederung berücksichtigt werden, so dass der Grad der Bogenbiegung (einschließlich Rückfederung) etwas größer sein sollte.
Nach dem Biegen des Bogens wird der Rundstab mit einem Flachkopfhammer poliert, wie in Abbildung 2c gezeigt. Anschließend markieren und schneiden Sie es entsprechend den Anforderungen und feilen die Kanten glatt. Wird während der Bearbeitung eine Kaltverfestigung des Rohlings festgestellt, sollte umgehend geglüht werden, um Risse zu vermeiden.
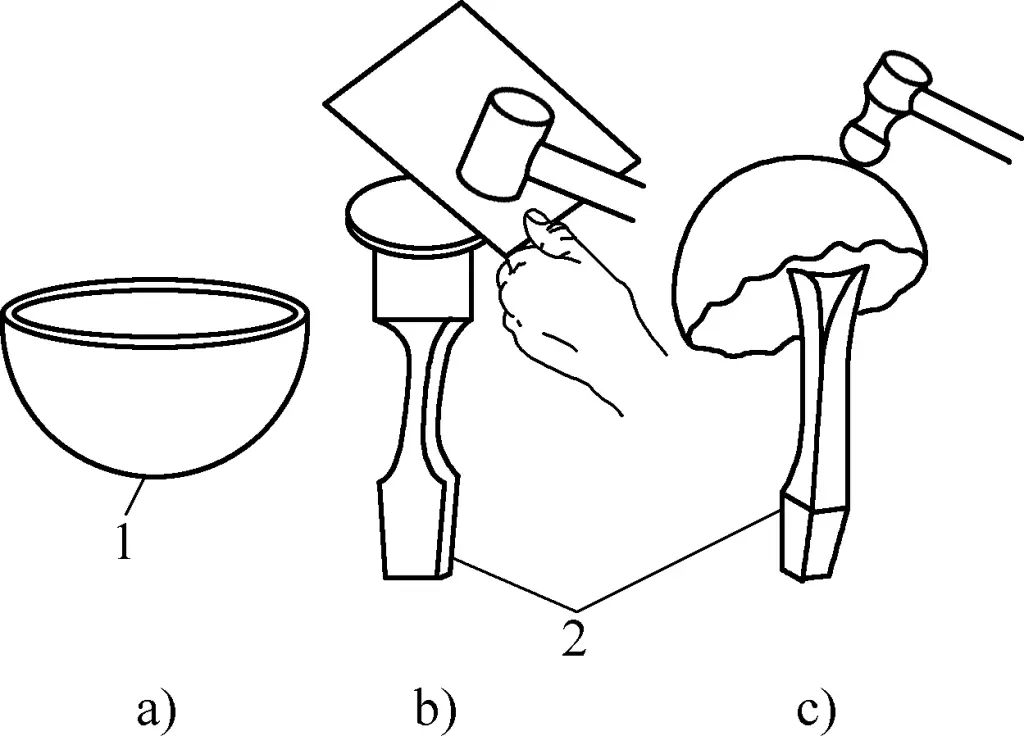
1-Teilig
2-Stoßstange
Wie in Abbildung 3 dargestellt, wird der Rohling auf die Form gespannt und mit einem Holzhammer vom Rand des Formhohlraums allmählich zur Mitte hin geklopft, so dass der Rohling konkav wird, bis er sich dem Formhohlraum vollständig anpasst. Wenn die Biegeverformung des Bogens groß ist, sollte sie in mehreren Phasen durchgeführt werden, wobei jedes Mal eine andere Form verwendet wird. Die Form der Form ist in der Abbildung durch doppelte gepunktete Linien dargestellt.
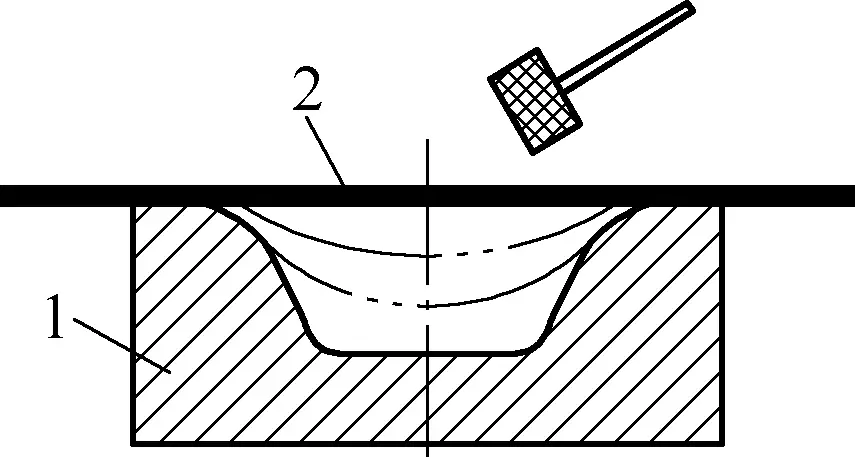
1-Schimmel
2-Blech
Während des Bogenbiegevorgangs können Gummi, Sandsäcke oder Kork zur Ausdehnung des Rohlings verwendet werden, was zu einer schnelleren Ausdehnung und einer glatteren Oberfläche der Bogenbiegeteile führt. Das Bogenbiegen eignet sich für die Herstellung von Teilen mit größeren Abmessungen und geringer Tiefe.
Beim Biegen des Formbogens ist Folgendes zu beachten: leichtes und gleichmäßiges Klopfen, um eine gleichmäßige Ausdehnung der gesamten bearbeiteten Fläche zu gewährleisten, so dass eine konvexe Form entsteht; der Vorgang sollte nicht zu schnell erfolgen und in mehreren Schritten durchgeführt werden, damit sich der Rohling allmählich vollständig an die Form anpasst; abschließend werden die Ausbuchtungen mit einem Flachhammer an der Schubstange geglättet und geklopft.
Die folgenden Punkte sollten bei Bogenbiegearbeiten beachtet werden:
1. Um einen reibungslosen Ablauf des Bogenbiegens zu gewährleisten, sollte der Rohling vor der Verwendung spannungsarm geglüht werden. Wird während des Bogenbiegens eine Kaltverfestigung festgestellt, ist ein sofortiges Glühen erforderlich.
2. Die Qualität von Bogenbiegeteilen hängt weitgehend von der genauen Berechnung der abgewickelten Größe ab, die häufig durch praktische Vergleichs- und Berechnungsmethoden ermittelt wird.
① Praktische Vergleichsmethode.
Drücken Sie das Papier entsprechend der Form des Objekts oder der Form in Falten und wickeln Sie es um das Objekt oder die Form. Schneiden Sie das Papier entlang der Kante des Objekts oder der Form ab. Die Größe des ungefalteten Rohlings kann dann durch Hinzufügen eines entsprechenden Rands auf der Grundlage der ungefalteten Größe des Papiers ermittelt werden.
Wenn die Produktmenge groß ist, können die erhaltenen Abmessungen durch eine Probefertigung angepasst werden, und es kann eine Blankoschablone für den Serienzuschnitt angefertigt werden. Diese Methode ist nicht sehr genau und weist eine große Toleranz auf.
② Berechnungsmethode.
Die Berechnungsmethode wird auf der Grundlage der erweiterten Form des Teils durchgeführt. Bei dem in Abbildung 4 gezeigten halbkugelförmigen Biegeteil ist die aufgeweitete Form kreisförmig, und zum Schneiden wird nur der Durchmesser des Rohlings benötigt. Der Durchmesser des Rohlings kann mit der folgenden Formel berechnet werden:
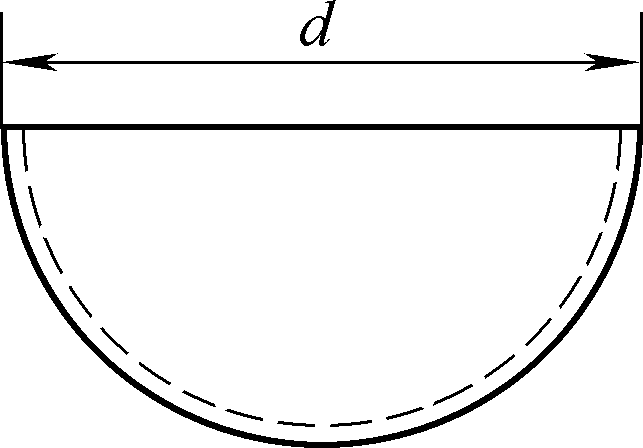
D=√(2d2)=1.414d
In der Formel
Dieser Algorithmus verwendet Näherungswerte und berücksichtigt nicht die Dehnung des Materials während des Biegens des Bogens, so dass nach dem Biegen des Bogens ein Kantenbeschnitt erforderlich ist, wobei der Überschuss die Beschnittzugabe darstellt.







