
Einbau von Stanzwerkzeugen in Maschinen: Schritt-für-Schritt
Der Einbau von Stanzwerkzeugen in Maschinen kann abschreckend wirken, ist aber für eine präzise und effiziente Metallverarbeitung unerlässlich. Dieser Leitfaden behandelt...
Haben Sie sich schon einmal gefragt, warum manche Maschinen reibungslos laufen und andere ständig ausfallen? Das Geheimnis liegt oft in der sorgfältigen Installation von Antriebs- und Förderketten. In diesem Artikel werden die wichtigsten Schritte erläutert, um sicherzustellen, dass diese Ketten korrekt installiert werden, von der Überprüfung der Komponenten bis zur Feinabstimmung von Ausrichtung und Spannung. Wenn Sie diese Richtlinien befolgen, können Sie die Leistung und Langlebigkeit Ihrer Ausrüstung verbessern. Tauchen Sie ein und entdecken Sie praktische Tipps, mit denen Sie kostspielige Wartungsarbeiten vermeiden und sicherstellen können, dass Ihre Maschinen wie eine gut geölte Maschine laufen.

Die wichtigsten Schritte für die Montage von Antriebs- und Förderketten sind wie folgt:
Überprüfen Sie Komponenten wie Wellen, Lager, Kettenräder und Schutzvorrichtungen, um sicherzustellen, dass sie in gutem Zustand sind und keine Gefahr oder übermäßigen Verschleiß aufweisen. Prüfen Sie, ob alle Lager korrekt und sicher eingebaut sind.
Wenn die Kette nicht neu ist, stellen Sie sicher, dass sie sauber, geschmiert und frei von übermäßigem Verschleiß oder versteckten Gefahren ist. Wenn das Kettenrad nicht neu ist, stellen Sie ebenfalls sicher, dass es keinen übermäßigen Verschleiß und keine versteckten Gefahren aufweist. Die Inspektionsstandards für Wellen und Lager sollten dem Produkthandbuch der Komponenten entsprechen.
Abbildung 1 zeigt die spezifische Arbeitsmethode für die Ausrichtung des Achssystems. Eine mechanische Wasserwaage kann direkt auf die Wellen gelegt werden, um die Ausrichtung sorgfältig zu überprüfen. Wenn mehrere Reihen von Ketten Ritzel auf der Welle montiert sind, kann die Wasserwaage waagerecht auf den Zähnen des Kettenrades platziert werden.
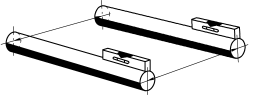
Zur Überprüfung der Parallelität der Wellen kann ein Messstab verwendet werden. Die Parallelität sollte zuerst geprüft werden, gefolgt von der Ebenheit. Stellen Sie wiederholt ein, bis sowohl die Parallelität als auch die Ebenheit den Anforderungen entsprechen.
Bei den meisten einreihigen Antriebsrollenketten oder Förderketten sollte die Ausrichtgenauigkeit auf 0,050in/ft oder 0,25° eingestellt werden. Für die meisten Zahnkettentriebe entspricht dieser Grenzwert einer Kettenbreite von bis zu 1 Zoll. Für Ketten aus Konstruktionsstahl sollten diese Grenzwerte entsprechend gelockert werden.
Für schnelllaufende, leistungsstarke, mehrreihige Rollenkettenantriebe sind die Ausrichtungsgrenzwerte nach folgender Formel zu berechnen:
Φ=0,00133C/pn
Wo
Die Formel besagt auch, dass der Ausrichtungsgrenzwinkel umso kleiner sein sollte, je kürzer der Achsabstand des Antriebs ist. Bei Zahnketten, Ketten aus Baustahl und Scharnierbandketten, die in Antrieben oder Förderanlagen eingesetzt werden, sind die Grenzwerte für die Winkelausrichtung beim Hersteller zu erfragen.
Prüfen Sie zunächst, ob die Welle axial beweglich ist. Vor dem Ausrichten der Kettenräder muss die Welle in der Antriebsposition fixiert werden, dann ziehen Sie die Befestigungsschrauben der Kettenräder zur axialen Fixierung an. Wenn mehrere Ketten vorhanden sind, muss der Abstand zwischen den Kettenrädern auf der Welle genau eingehalten werden.
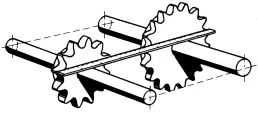
Abbildung 2 zeigt die Überprüfung der Ausrichtung von Kettenrädern. Mit einem Haarlineal kann die axiale Ausrichtung von zwei Kettenrädern auf einer Seite ihrer bearbeiteten Oberflächen überprüft werden. Ist der Achsabstand zu groß, kann das Lineal durch einen Klavierdraht ersetzt werden, und die Ausrichtung der Kettenräder lässt sich mit einem Lasergerät überprüfen. Die Verwendung eines Lasergeräts ist besonders praktisch für die Überprüfung der Ausrichtung von Förderbändern mit großem Achsabstand.
Der maximale Fehlerwert für die axiale Ausrichtung von Kettenrädern in Rollenkettenantrieben oder Kettenförderern wird mit der folgenden Formel berechnet:
δ=0,045p
Dabei ist δ der maximale axiale Fehler (in).
Erkundigen Sie sich bei den Herstellern von Zahnketten, Ketten aus Baustahl und Scharnierbandketten nach den Grenzwerten für den axialen Fluchtungsfehler in ihren Antrieben oder Förderanlagen.
Richten Sie bei Förderketten die Laufbahn sorgfältig axial zu den Kettenrädern aus, um einen reibungslosen Lauf der Kette von der Laufbahn zu den Kettenrädern ohne Kratzen und Behinderung zu gewährleisten. Die meisten Kettenhersteller können die Anforderungen für die axiale Ausrichtung der Kette angeben.
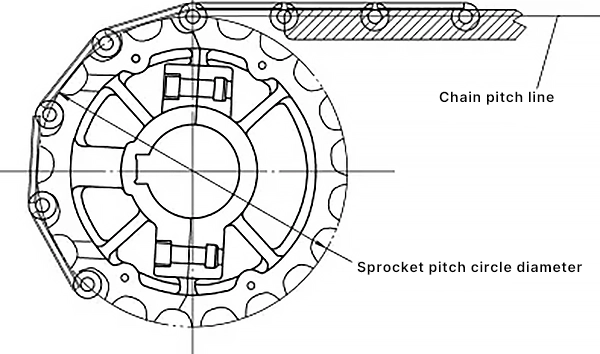
Förderkettenbahnen müssen auch vertikal zu den Kettenrädern ausgerichtet werden. In den meisten Fällen verläuft die Mittellinie des Kettengelenks in der Laufbahn tangential zum Teilkreis des Kettenrads (siehe Abbildung 3). Die meisten Kettenhersteller können die Anforderungen für die vertikale Ausrichtung der Laufbahn angeben.
Nehmen Sie die Kette aus der Verpackung und legen Sie sie auf einer Bank oder dem Boden aus. Achten Sie darauf, dass sie flach liegt, ohne sich zu biegen oder zu verdrehen.
Überprüfen Sie die Kette anhand des Handbuchs, um sicherzustellen, dass sie den Anforderungen entspricht. Stellen Sie sicher, dass die Kette während des Transports und der Lagerung nicht beschädigt wurde. Falls Anbaugeräte vorhanden sind, sollten auch diese vor dem Einbau und der Einstellung überprüft werden, um sicherzustellen, dass es keine Probleme gibt. Bei gebogenen Laschenketten ist darauf zu achten, dass sie in der richtigen Übertragungsrichtung eingebaut werden. Bei mehrreihigen Kettenantrieben ist zu prüfen, ob die Anbauteile symmetrisch eingebaut werden müssen. Handelt es sich um einen gruppenweise angeordneten Kettentrieb, ist auf die Synchronität und die horizontale Reihenfolge zu achten.
Wenn die werkseitig gekaufte Kette nicht die erforderliche Länge hat, muss sie bei der Verwendung zerlegt oder gespleißt werden. Viele einreihige Ketten werden ab Werk in 10 Fuß langen Stücken hergestellt, aber diese Länge ist selten genau die Länge, die für die Kettenübertragung oder -förderung benötigt wird, so dass sie normalerweise gekürzt oder gespleißt werden muss, um sie zu verlängern.
Im Folgenden werden einige sehr gebräuchliche Methoden zum Zerlegen oder Verbinden von Ketten erläutert. Ausführlichere Anleitungen finden Sie in den Veröffentlichungen des ACA oder bei den Kettenherstellern.
Diese Anleitung gilt nur für einreihige Rollenketten, bei denen die Außenlaschen der Verbindungsglieder im Schiebesitz sind. Handelt es sich um eine mehrreihige Kette oder sind die Außenlaschen der Verbindungsglieder mit Presspassung versehen, siehe den vom ACA veröffentlichten "ANSI Roller Chain Disassembly and Connection Guide". In anderen Fällen wenden Sie sich bitte an den Kettenhersteller.
1) Demontage.
Wenn es sich um eine genietete Kette handelt, müssen die Nietköpfe auf einer Seite eines Außenglieds abgeschliffen werden, da sonst die Stifte beim Herausdrücken die Hülsen beschädigen. Wenn die Kette Splinte hat, entfernen Sie einen oder beide aus dem Glied.
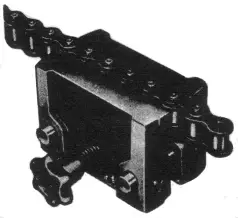
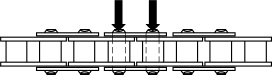
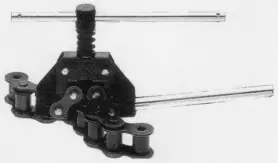
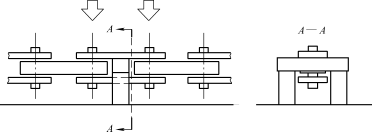
Wenn eine Pressvorrichtung und geeignete Werkzeuge zur Verfügung stehen, kann die Kette mit einer Kettenklemme eingespannt werden (siehe Abbildung 4), dann können die Bolzen aus der Außenlasche herausgedrückt werden (siehe Abbildung 5). Steht keine geeignete Pressvorrichtung zur Verfügung, können die Bolzen auch mit einem Bolzenauszieher (siehe Abbildung 6) aus der Außenlasche herausgedrückt werden. Die von der Kette entfernten Außenlaschen können im Allgemeinen nicht wiederverwendet werden.
2) Verbindung.
Legen Sie die Enden von zwei Kettenabschnitten einander gegenüber, stecken Sie die beiden Bolzen des Verbindungsglieds in die Hülsen dieser beiden Innenglieder, montieren Sie dann die aufgeschobene Außenlasche auf die beiden freiliegenden Verbindungsbolzen und setzen Sie Splinte oder Federklammern ein, drücken Sie dann die Verbindungsbolzen in die Kette, bis die Lasche am Sicherungsring anliegt.
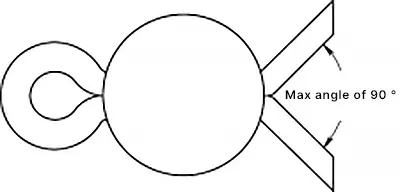
Das nahtlose (tote) Ende der montierten Federklammer sollte in Richtung des Kettenlaufs zeigen (siehe Abbildung 7). Die Schenkel des Splints sollten nicht in einem Winkel von mehr als 90° gespreizt sein (siehe Abbildung 8). Ein größerer Winkel erhöht das Risiko eines vorzeitigen Ausfalls. Nach dem Verbinden der Kette muss sich das Verbindungsglied frei biegen lassen.
Die folgende Anleitung gilt nur für außengeführte Doppelzahnketten (Anmerkung: auch bekannt als Rollenzahnketten oder allgemein als Hy-Vo-Ketten bezeichnet) mit einem einfachen Zwischenstück. Für andere Arten von Scharnieren oder Verbindern sowie für die Demontage und Montage von innengeführten Zahnketten siehe die vom ACA herausgegebene "Anleitung zur Verbindung und Demontage von Zahnketten" oder fragen Sie den Kettenhersteller.
1) Demontage.
Schleifen Sie einen Nietkopf an der Außenlasche ab (siehe Abbildung 9), da ein gewaltsames Entfernen des Bolzens ohne Abschleifen des Nietkopfes die Kette beschädigen würde. Entfernen Sie dann den langen und den kurzen Bolzen aus dem Scharnier (siehe Abbildung 10).


2) Verbindung.
Legen Sie die Enden der Kette zusammen und achten Sie darauf, dass die beiden Gliederlöcher aufeinander ausgerichtet sind (siehe Abbildung 11). Führen Sie zuerst den langen Verbindungsbolzen ein (siehe Abbildung 12) und dann den kurzen Bolzen, wobei Sie darauf achten müssen, dass die konvexen Flächen der beiden Bolzen einander gegenüberliegen (siehe Abbildung 13).



Stecken Sie ein Distanzstück auf das Ende des langen Bolzens und verriegeln Sie ihn mit einem Rund- oder Splint (siehe Abbildung 14). Bei Verwendung eines Splintes sollten die Schenkel des Splintes nicht in einem größeren Winkel als 90° gespreizt werden, da ein zu großer Winkel die Gefahr einer vorzeitigen Beschädigung birgt. Achten Sie darauf, dass sich das Scharnier nach der Verbindung frei biegen lässt.

In diesem Abschnitt werden nur einige der gebräuchlichsten Arten von Stahlketten und Verbindungselementen für den technischen Einsatz erläutert. Für hier nicht erwähnte Ketten oder Verbinder verweisen wir auf die öffentlich zugänglichen Informationen des Verbandes: Leitfaden für die Verbindung und Demontage von Stahlketten für den Maschinenbau und Gussketten. Weitere Informationen können auch von den Kettenherstellern eingeholt werden.
Viele Stahlketten für den Maschinenbau sind sehr groß, und die Kraft, mit der der Bolzen bei der Montage in die Außenlasche gedrückt wird, ist ebenfalls sehr groß. Bei der Montage solcher Ketten ist Vorsicht geboten, um sie nicht zu beschädigen. Da die Kraft zum Einsetzen des Bolzens sehr groß ist, wird für die Demontage und Montage der Kette normalerweise eine Pressvorrichtung verwendet.
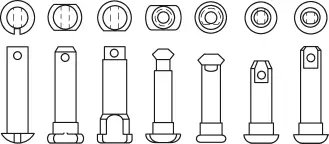
Die Bolzen von Stahlketten für den Maschinenbau haben verschiedene Formen (siehe Abbildung 15), und vor der Demontage der Kette sollte klar sein, aus welcher Richtung der Bolzen aus der Kette gedrückt werden muss.
1) Demontage.
Wenn die Kette genietet ist, muss der Stiftkopf auf einer Seite der Außenlasche abgeschliffen werden. Wenn die Kette mit Sicherungsringen und Splinten versehen ist, müssen die Sicherungsringe und Splinte an der Außenlasche entfernt werden, um eine Beschädigung der Hülse beim Herausdrücken des Bolzens zu vermeiden. Bei der Demontage sollte die Kettenlasche oben auf dem Außenglied abgestützt werden, und dann wird der Bolzen aus der Kettenlasche herausgedrückt (siehe Abbildung 16).
2) Verbindung.
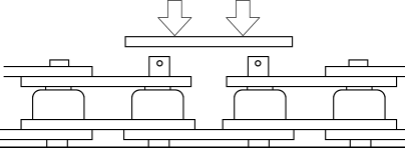
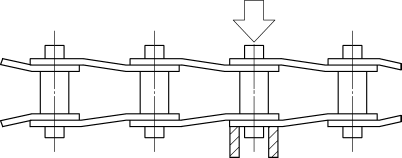
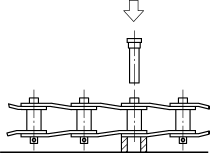
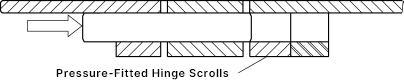
Wenn die Außenlasche und der Bolzen eine Gleitpassung aufweisen, ist die Montagemethode die gleiche wie bei der zuvor erwähnten Rollenkette. Handelt es sich jedoch um eine Presspassung, muss die Außenlasche mit Druck montiert und die Kettenlasche gleichzeitig mit gleicher Kraft in beide Bolzen gedrückt werden (siehe Abbildung 17), und dann müssen Sicherungsringe auf die Verbindungsbolzen gesetzt werden.
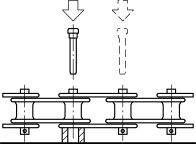
Wenn die Kettenteilung groß ist, wird die Verbindung der geraden Laschenkette für den Maschinenbau mit einem einzigen Bolzen hergestellt. In diesem Fall sollte ein gelochter Abstandshalter unter das Loch der Außenlasche gelegt werden, die Lochdurchmesser der beiden Außenlaschen sorgfältig auf das verbundene Innenglied ausgerichtet werden und der Bolzen von Hand so tief wie möglich eingeführt werden.
Richten Sie die verschiedenen ebenen Flächen oder Keilflächen des Bolzens vorsichtig auf die entsprechenden Nuten im Loch der Außenlenkerplatte aus und drücken Sie den Bolzen dann in das Loch der Außenlenkerplatte (siehe Abbildung 18). Wiederholen Sie diesen Vorgang auf der anderen Seite der Außenlenkerplatte und bringen Sie schließlich Sicherungsringe an beiden Verbindungsbolzen an. Vergewissern Sie sich nach dem Zusammenbau, dass sich alle Scharniere frei biegen lassen.
1) Demontage.
Bei gebogenen Laschenketten muss normalerweise nur ein Bolzen herausgedrückt werden, da alle Glieder gleich sind. Wenn der Bolzen vernietet ist, sollte ein Bolzenkopf auf einer Seite der Kette abgeschliffen werden. Wenn die Kette Sicherungsringe und Splinte hat, sollte ebenfalls eine Seite entfernt werden. Legen Sie dann ein gelochtes Distanzstück unter den zu entfernenden Bolzen und drücken Sie den Bolzen aus der Kettenlasche (siehe Abbildung 19).
2) Verbindung.
Wählen Sie eine Seite der Kette und stützen Sie das Loch der Kettenlasche mit einem gelochten Abstandshalter ab, richten Sie das Loch der Kettenlasche vorsichtig auf das schmale Endverbindungsloch des nächsten Kettenglieds aus und führen Sie den Bolzen mit der Hand so tief wie möglich ein. Richten Sie die verschiedenen ebenen Flächen oder Keilflächen des Bolzens sorgfältig auf die entsprechenden Nuten in der Bohrung der Kettenlasche aus, drücken Sie den Bolzen dann in die Bohrung der Außenlasche (siehe Abbildung 20) und bringen Sie anschließend Sicherungsringe an den Verbindungsbolzen an. Vergewissern Sie sich nach Abschluss der Verbindung, dass sich alle Scharniere frei biegen lassen.
Oft werden die Bolzen von Scharnierbandketten direkt als Verbindungsbolzen verwendet, da die Bolzen durch Pressen befestigt werden. Montage oder durch Rändelung an einem Ende des Bolzens. Achten Sie vor der Demontage oder Montage von Scharnierbandketten auf die Ein- und Ausbaurichtung der Bolzen.
Viele Flachkettenbolzen aus Stahl sind auf einer Seite der Scharnierrolle eingepresst. Das Ende des Stifts, das in die Scharnierrolle eingepresst wird, sollte auch das Ende sein, aus dem er entfernt wird (siehe Abbildung 21).

Zum Verbinden von Ketten mit flachen Oberteilen aus Stahl ist zu prüfen, ob die Scharnierrolle eine Presspassung aufweist. Ist dies der Fall, so drücken Sie den Zylinderstift von der anderen Seite der entsprechenden Scharnierrolle mit Presspassung in die Kette (siehe Abbildung 22).
Wenn alle Scharnierrollenlöcher der Kette gleich groß sind, dann müssen die Verbindungsbolzen der Kette Schultern haben. In diesem Fall muss der Bolzen zuerst mit dem Ende mit dem kleineren Durchmesser in die Kette eingeführt werden (dasselbe gilt für die später erwähnten Kunststoffketten), und nach der Verbindung muss sichergestellt werden, dass sich alle Scharniere frei biegen können.
Viele Tischplattenketten aus Kunststoff sind mit einem Stift, der an einem Ende gerändelt ist, in einer Scharnierrolle befestigt. Um die Seite mit dem gerändelten Ende des Bolzens zu finden, üben Sie Druck von der gegenüberliegenden Seite aus, um den Bolzen zur Demontage aus der Kette zu drücken (siehe Abbildung 23).

Einige Tischplattenketten aus Kunststoff haben auf einer Seite ein erweitertes Kopfloch. Führen Sie den gerändelten Stift in der richtigen Richtung ein und drücken Sie ihn mit Druck hinter dem gerändelten Ende in die Kette (siehe Abbildung 24), damit sich die Scharniere nach der Verbindung frei biegen können.

Wenn die Kette für einen Förderer verwendet wird und die Struktur des Förderers dies zulässt, können Mitnehmer, Seitenplatten oder Querschienen zuerst auf die Kette montiert werden. Wenn strukturelle Hindernisse vorhanden sind, muss die Kette natürlich vor der Installation dieser Mitnehmer usw. auf dem Förderer installiert werden.
Sobald die Kette in der richtigen Länge angeschlossen ist, kann sie auf den Antrieb oder die Förderanlage montiert werden. Alle Installationen erfordern drei grundlegende Schritte:
Diese drei Schritte scheinen sehr einfach zu sein, aber es gibt bei jedem Schritt viele Details zu beachten. Im Folgenden finden Sie eine Zusammenfassung dieser Details.
Viele Antriebsrollenketten und Zahnketten lassen sich leicht auf das Kettenrad auflegen. Ziehen Sie die Enden der Kette, um sie um ein Kettenrad zu wickeln, so dass die Rollen in den Zähnen liegen, positionieren Sie beide Enden auf dem Kettenrad und verbinden Sie sie zu einer Schlaufe. Abbildung 25 zeigt die endgültige Verbindung eines Rollenkettenantriebs.

Der Montageprozess für größere Ketten ist derselbe, jedoch werden bei der Montage oft Hilfswerkzeuge benötigt, wie z. B. bei Ketten aus Konstruktionsstahl, großformatigen Rollenketten und sehr breiten Zahnkettenanlagen.
Möglicherweise muss die Kette auch an ihren Platz gehievt werden, und die Kette zwischen zwei Kettenrädern wird häufig mit dicken Holzbrettern oder -stäben gestützt, und es können Klammern verwendet werden, um die Kette während der endgültigen Verbindung zu sichern.
Hinweis: Achten Sie beim Anheben oder "Spannen" für die Installation darauf, alle Sicherheitshinweise des Herstellers sorgfältig zu beachten.
Im Allgemeinen sollten die Förderkettensegmente zur Montage auf einer Werkbank oder auf dem Boden ausgelegt werden, und wenn möglich, können gleichzeitig Verbindungsstücke oder Mitnehmer installiert werden, um die Kette schließlich in den Förderer einzufädeln.
Befindet sich die Aufhängung direkt nach der Kopfwelle, ist es zweckmäßig, die Kette von dort aus in den Rücklauf einzuführen, sie vorsichtig gerade in den Förderer zu ziehen, ohne sie zu verdrehen oder zu biegen, und schließlich beide Enden der Kette zusammen auf das Kettenrad der Kopfwelle zu ziehen, um eine durchgehende Verbindung herzustellen.
Wie bei Antriebsketten sind auch bei der Installation großer und schwerer Förderketten in der Regel Hilfsmittel erforderlich. Unter Umständen ist ein Hebezeug erforderlich, um die Kette in den Förderer einzulegen, und es können Klammern verwendet werden, um die Kette während der endgültigen Verbindung zu sichern. Bei besonders großen Förderketten kann es erforderlich sein, die Kettensegmente während der Installation auf dem Förderer zu verbinden, und die Verbinder und Mitnehmer an der Kette können erst installiert werden, wenn die Kette vollständig auf dem Förderer installiert ist.
Umlenkrollen und Blöcke sowie "Spannen" werden ebenfalls häufig bei der Installation von Becherwerksketten verwendet, wobei die Endverbindung der Becherwerkskette normalerweise am hinteren Kettenrad erfolgt. Dies liegt daran, dass die Kettenspannung an diesem Punkt am geringsten ist. Bei großen Förderern und Becherwerken mit großen Ketten sollten Sie den Ketten- oder Ausrüstungslieferanten zu Installationsfragen konsultieren.
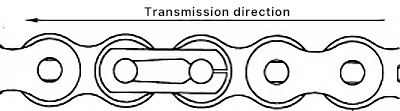
Um den Verschleiß zwischen Buchse und Bolzen zu minimieren, sollten Laschenketten entsprechend der Antriebsrichtung eingebaut werden, wobei das Grundkonzept in Abbildung 26 dargestellt ist. Das Prinzip der Montage von Laschenketten entsprechend der Antriebsrichtung besteht darin, dass unabhängig davon, ob das kleine Kettenrad das treibende oder das angetriebene Kettenrad ist, das schmale Ende oder das Rollenende der Kettenglieder auf der festen Seite immer dem kleinen Kettenrad zugewandt sein sollte. Wenn die Rolle in das Kettenrad ein- und ausrastet, d.h. wenn das Kettengelenk gelenkig ist, ist der Gelenkwinkel umso größer, je kleiner das Kettenrad ist.
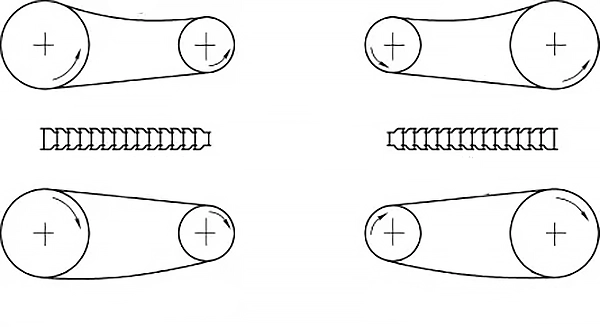
Wenn das breite Ende des Kettenglieds, d. h. das Bolzenende, den Zähnen des Kettenrads zugewandt ist, wird das gesamte Gleiten zwischen dem Bolzen und dem Buchsenloch voll belastet, was zu maximalem Verschleiß zwischen den beiden führt, und die Kette wird schneller gedehnt und muss häufiger ausgetauscht werden.
Wenn das schmale Ende des Kettenglieds den Kettenradzähnen zugewandt ist, kommt es zwar immer noch zu einem Gleiten zwischen dem Bolzen und der Buchsenbohrung, aber die Last zwischen ihnen nimmt bei der Gelenkbewegung schnell ab. Die gesamte Lastübertragung zwischen den Kettenradzähnen und der schmalen Seite der Kette erfolgt von der Rolle auf die Buchse und dann auf die Kettenlasche, was zu einem minimalen Verschleiß zwischen dem Bolzen und der Buchsenbohrung führt und den Umfang des Kettenverschleißes und die Notwendigkeit des Austauschs verringert.
Verschleißlängung kann der Hauptgrund für den Austausch der Kette sein. Daher ist die Wahl der Antriebsrichtung, die den Verschleiß zwischen dem Bolzen und dem Buchsenloch minimiert, die richtige Richtung. Wenn das Antriebsverhältnis nicht 1 ist, sollte das schmale Ende oder das Rollenende der Kettenglieder auf der festen Seite dem kleineren Kettenrad mit dem größeren Drehwinkel zugewandt sein. Je größer der Größenunterschied zwischen den beiden Kettenrädern ist, desto mehr erhöht sich die Verschleißlebensdauer.
In der Regel handelt es sich um einen Verlangsamungsantrieb, d. h. das treibende Kettenrad ist kleiner und hat eine höhere Geschwindigkeit als das angetriebene Kettenrad. Es gibt jedoch auch Fälle, in denen die Geschwindigkeit erhöht wird. Daher ist es nicht möglich, die Richtung des Kettentriebs anhand der treibenden und getriebenen Kettenräder zu bestimmen.
Vor der Inbetriebnahme neu installierter Geräte sollte eine sorgfältige Inspektion durchgeführt werden. Die Inspektion sollte mindestens die folgenden Punkte umfassen:
Drehen Sie zunächst die beiden Kettenräder in entgegengesetzte Richtungen, so dass der Kettendurchhang auf einer Seite konzentriert ist, um die lockere und die feste Seite der Kette zu bilden, und messen Sie dann mit einem Lineal den Abstand zwischen den Kettenrollen, die mit dem ersten Zahn beider Kettenräder in Eingriff stehen. Verwenden Sie dann ein Lineal, um die gesamte AC-Bewegung in der Mitte der losen Seite zu messen (siehe Abbildung 27).
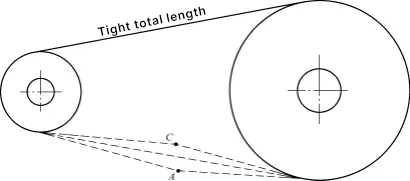
Wenn der Kettentrieb horizontal oder unter einem Neigungswinkel von weniger als 45° angeordnet ist, sollte das Verhältnis der gesamten gemessenen Bewegung zum Abstand zwischen den beiden Eingriffspunkten 4% bis 6% betragen. Bei einer horizontalen Übertragung beträgt die AC-Durchhangtiefe etwa 0,443. Bei großwinkligen Schrägübertragungen zwischen 45° und vertikaler Übertragung sollte das Verhältnis der Gesamtbewegung zum Abstand zwischen den beiden Eingriffspunkten nur 2% bis 3% betragen.
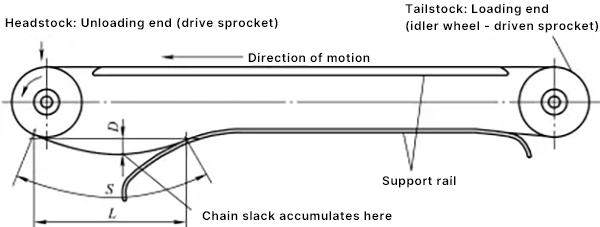
Die Messung des Durchhangs bei horizontaler Förderung ist in Abbildung 28 dargestellt. Dabei wird mit einem Lineal der Abstand (L) zwischen der letzten Rolle, die mit dem Kettenrad in Eingriff steht, und der ersten Rolle der Kette auf der Tragschiene gemessen; anschließend wird mit einem Lineal die Durchhangtiefe (D) gemessen.
Die Einstellung des Durchhangs beim Spannen wird vom Kettenhersteller empfohlen. Für Senkrechtförderer oder Becherwerke wird ein Durchhang im Allgemeinen nicht empfohlen. Die anfängliche Kettenspannung und die Einstellmethode werden vom Kettenhersteller empfohlen.
Installieren Sie das Schmiersystem und nehmen Sie es in Betrieb. Vergewissern Sie sich, dass der Ölbehälter voll ist, dass der Ölweg frei und sauber ist und dass die Ölversorgung der Kette den Konstruktionsanforderungen entspricht.
Drehen Sie die Antriebswelle vorsichtig (vorzugsweise von Hand), um festzustellen, ob die Kette optimal läuft. Bei einigen großen Geräten muss die Kette zur Inspektion angelassen werden. Achten Sie dabei darauf, dass alle Sicherheitsvorschriften eingehalten werden, um Verletzungen des Personals und Schäden am Gerät zu vermeiden. Die Kette sollte mindestens einen kompletten Zyklus lang durch die gesamte Bahn laufen.
Vergewissern Sie sich, dass die Kette durch die gesamte Schiene gelaufen ist. Prüfen Sie sorgfältig, ob die Kette beim Eingriff in das Ritzel reibungslos läuft, ohne zu kratzen oder die Laufbahn zu blockieren. Lassen Sie die Kette am besten einige Stunden lang unbelastet laufen, damit sich die Lager einlaufen können und das Schmieröl in die Arbeitsflächen eindringen kann.
Prüfen Sie nach dem Probelauf alle Befestigungen und verstärken Sie sie bei Bedarf. Prüfen Sie auch die Kettenspannung und stellen Sie sie bei Bedarf ein.
Wenn die Kette nicht in einem Gehäuse übertragen wird, sollte sie mit Schutzabdeckungen versehen werden, um Verletzungen durch Berührung der sich bewegenden Kette und des Kettenrads zu vermeiden. Weitere Informationen finden Sie in den American National Standards, wie ASME B15.1 und ASME B20.1.
Prüfen Sie die Schutzabdeckungen vor der Montage auf Beschädigungen und mögliche Gefahren. Vergewissern Sie sich während der Installation, dass alle Befestigungselemente nicht fehlen und die Verbindungen zuverlässig sind. Überprüfen Sie auch Sicherheitsvorrichtungen wie Sensoren und Verriegelungen am Gerät.







