Grundlegendes zum Bohren und Aufbohren: Werkzeuge und Techniken
In diesem Artikel erfahren Sie alles über die wichtigsten Werkzeuge und Techniken beim Bohren und Ausbohren. Von der Auswahl des richtigen Bohrers...

Die Tiefziehkraft ist eine wichtige Grundlage für die Bestimmung der Tonnage der Presse, die für Tiefziehteile benötigt wird. In der Praxis werden üblicherweise einige empirische Formeln zur Bestimmung der Tiefziehkraft verwendet.
Pmax =πdp1tRmK1
Pmax =πdp2tRmK2
Wo in der Formel
Tabelle 1 Koeffizient K 1 für das erste Tiefziehen von zylindrischen Teilen (08 ~15 Stahl)
| Relative Dicke t/D0 ×100 | Erster Tiefziehkoeffizient m1 | |||||||||
| 0.45 | 0.48 | 0.5 | 0.52 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 | |
| 5 | 0.95 | 0.85 | 0.75 | 0.65 | 0.6 | 0.5 | 0.43 | 0.35 | 0.28 | 0.2 |
| 2 | 1.1 | 1 | 0.9 | 0.8 | 0.75 | 0.6 | 0.5 | 0.42 | 0.35 | 0.25 |
| 1.2 | 1.1 | 1 | 0.9 | 0.8 | 0.68 | 0.56 | 0.47 | 0.37 | 0.3 | |
| 0.8 | 1.1 | 1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | 0.33 | ||
| 0.5 | 1.1 | 1 | 0.82 | 0.67 | 0.55 | 0.45 | 0.36 | |||
| 0.2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | ||||
| 0.1 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | |||||
Anmerkung: 1. wenn der Stempelradius rp = (4 ~6)t ist, sollte der Koeffizient K1 gemäß den Tabellenwerten um 5% erhöht werden.
2. Bei anderen Materialien korrigieren Sie die Nachschlagewerte entsprechend der Änderung der Materialplastizität (Erhöhung bei abnehmender Plastizität).
Tabelle 2 Koeffizient K 2 Wert für das zweite Tiefziehen von zylindrischen Teilen (08 ~15 Stahl)
| Relative Dicke t/D0 ×100 | Koeffizient m2 für das erste Tiefziehen | |||||||||
| 0.7 | 0.72 | 0.75 | 0.78 | 0.8 | 0.82 | 0.85 | 0.88 | 0.9 | 0.92 | |
| 5 | 0.85 | 0.7 | 0.6 | 0.5 | 0.42 | 0.32 | 0.28 | 0.2 | 0.15 | 0.12 |
| 2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.52 | 0.42 | 0.32 | 0.25 | 0.2 | 0.14 |
| 1.2 | 1.1 | 0.9 | 0.75 | 0.62 | 0.52 | 0.42 | 0.3 | 0.25 | 0.16 | |
| 0.8 | 1 | 0.82 | 0.7 | 0.57 | 0.46 | 0.35 | 0.27 | 0.18 | ||
| 0.5 | 1.1 | 0.9 | 0.76 | 0.63 | 0.5 | 0.4 | 0.3 | 0.2 | ||
| 0.2 | 1 | 0.85 | 0.7 | 0.56 | 0.44 | 0.33 | 0.23 | |||
| 0.1 | 1.1 | 1 | 0.82 | 0.68 | 0.55 | 0.4 | 0.3 | |||
Anmerkung:
1. Wenn der Stempelradius r p = (4~6)t, die K 2 Wert in der Tabelle sollte um 5% erhöht werden.
2. Für die Koeffizienten K 2 der 3., 4. und 5. Tiefziehung, die entsprechenden m n und t/D 0 ×100-Werte werden aus derselben Tabelle ermittelt, aber der größere oder kleinere Wert in der Tabelle sollte je nachdem, ob es einen Zwischenglühprozess gibt, gewählt werden:
Ohne Zwischenglühen ist K 2 den größeren Wert annimmt (näher an dem unten stehenden Wert);
Beim Zwischenglühen wird K 2 den kleineren Wert (näher am obigen Wert).
3. Bei anderen Materialien korrigieren Sie die Nachschlagewerte entsprechend der Änderung der Materialplastizität (Erhöhung bei abnehmender Plastizität).
Pmax =πdptRmKF
Pmax =πdKtRmKF
Wo in der Formel
Tabelle 3 Koeffizient K F Werte für das erste Ziehen von Flanschziehteilen (08 bis 15 Stahl)
| dF/dP | Ziehungskoeffizient d p /D 0 | ||||||||||
| 0.35 | 0.38 | 0.4 | 0.42 | 0.45 | 0.5 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | |
| 3 | 1 | 0.9 | 0.83 | 0.75 | 0.68 | 0.56 | 0.45 | 0.37 | 0.3 | 0.23 | 0.18 |
| 2.8 | 1.1 | 1 | 0.9 | 0.83 | 0.75 | 0.62 | 0.5 | 0.42 | 0.34 | 0.26 | 0.2 |
| 2.5 | 1.1 | 1 | 0.9 | 0.82 | 0.7 | 0.56 | 0.46 | 0.37 | 0.3 | 0.22 | |
| 2.2 | 1.1 | 1 | 0.9 | 0.77 | 0. 64 | 0.52 | 0.42 | 0.33 | 0.25 | ||
| 2 | 1.1 | 1 | 0.85 | 0.7 | 0.58 | 0.47 | 0.37 | 0.28 | |||
| 1.8 | 1.1 | 0.95 | 0.8 | 0.65 | 0.53 | 0.43 | 0.33 | ||||
| 1.5 | 1.1 | 0.9 | 0.75 | 0.62 | 0.5 | 0.4 | |||||
| 1.3 | 1 | 0.85 | 0.7 | 0.56 | 0.45 | ||||||
Hinweis: Beim Flanschen ist der Wert von K F steigt von 10% auf 20%.
P max =πd n (t n-1 -t n )R m K 3
Wo in der Formel
Die Tiefzieharbeit ist auch eine der wichtigsten Grundlagen für die Auswahl einer Presse. Die Druckbelastung der Presse wird durch die Festigkeit der Kurbelwelle oder des Getriebes begrenzt, während die Leistungsbelastung durch die kinetische Energie des Schwungrads, die Leistung des Motors oder dessen zulässige Überlastungsgrenze begrenzt ist. Daher sollten bei der Auswahl einer Presse sowohl die Höhe des Drucks als auch die Arbeit umfassend berücksichtigt werden.
Die Beziehung zwischen der Tiefziehkraft und dem Arbeitshub des Stempels ist in Abbildung 1 dargestellt. Die Tiefzieharbeit sollte die Fläche unter der Kurve (schraffierter Teil) sein. Um die Berechnung zu vereinfachen, wird die folgende empirische Formel zur Berechnung der Tiefzieharbeit verwendet
A=cPmaxh×l0-3
Wo in der Formel
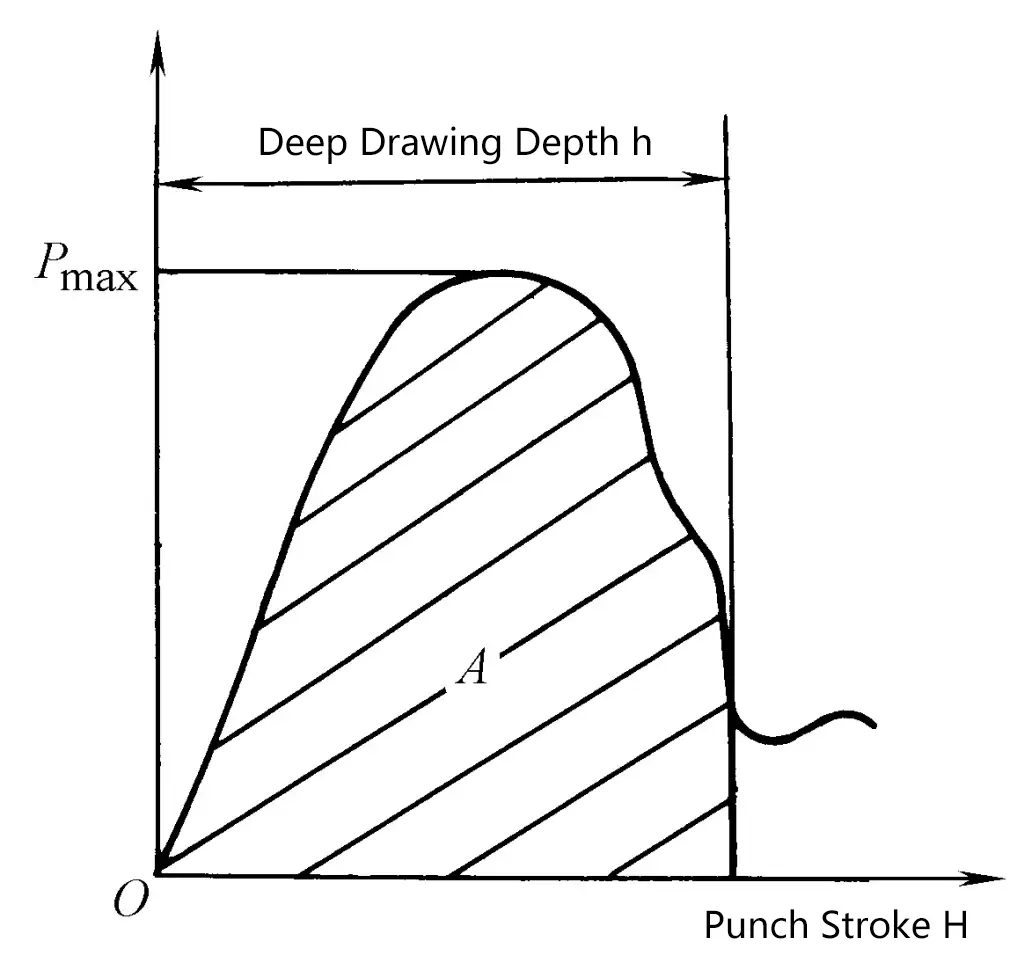
Tabelle 4 Verhältnis zwischen Koeffizient c und Tiefziehkoeffizient
| Tiefziehkoeffizient m | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 |
| Koeffizient c | 0.8 | 0.77 | 0.74 | 0.7 | 0.67 | 0.64 |
A=Pmaxh×1,2×l0-3
wobei
Die Leistung des Pressenmotors wird nach der folgenden Formel berechnet
P=KA n /(1.36×60×750×η 1 ×η 2 )
wobei