WIG-Punktschweißen 101: Grundsätze, Merkmale und Anwendungen
Stellen Sie sich vor, Sie schweißen mit äußerster Präzision und schaffen Verbindungen, die so stark sind wie die Materialien selbst. Das ist die Essenz des WIG-Punktschweißens. Bei diesem Verfahren wird ein Hochfrequenzlichtbogen verwendet, um saubere, kontrollierte Schweißnähte an dünnen Blechen zu erzeugen, insbesondere an rostfreiem Stahl und niedrig legiertem Stahl. In diesem Artikel erfahren Sie mehr über die Prinzipien des WIG-Punktschweißens, seine einzigartigen Eigenschaften und wie es sich von anderen Schweißverfahren unterscheidet. Machen Sie sich bereit, Ihr Wissen über Schweißverfahren zu erweitern und lernen Sie praktische Tipps für einwandfreie Schweißnähte.
Zuletzt aktualisiert:
Juni 28, 2024
Teilen Sie Ihr Gefallen:
Inhaltsverzeichnis
1. Punktschweißgeräte
Der Unterschied zwischen WIG-Punktschweißgeräten und allgemeinen TG-Geräten besteht darin, dass sie über spezielle Steuergeräte und Punktschweißzangen verfügen. Das Steuergerät kann automatisch für die Vorabzufuhr von Argon, die Belüftung und die Zündung des Lichtbogens sowie für die Schweißzeitkontrolle, den automatischen Stromabfall und die verzögerte Abschaltung des Argongases sorgen.
Durch Hinzufügen eines Schweißzeitreglers und Ersetzen der Düse in gewöhnlichen manuellen Wolfram-Argon-Schweißgeräten kann es auch als Wolfram-Argon-Punktschweißgerät fungieren.
2. Punktschweißen - Arbeitsprinzip, Eigenschaften und Anwendungsbereich
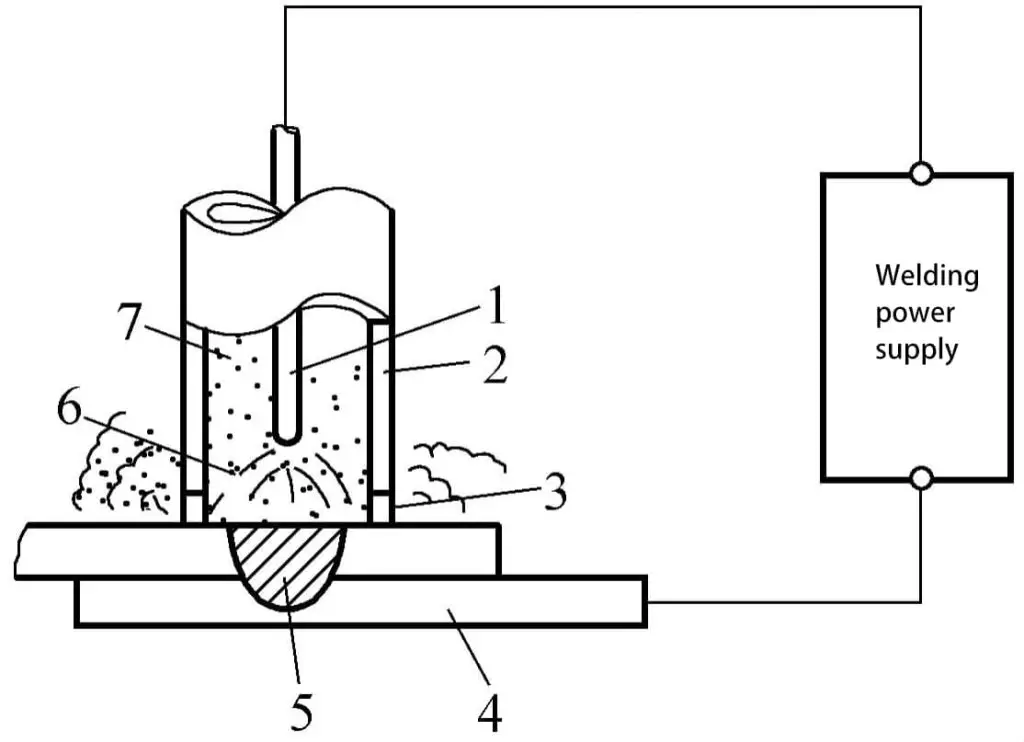
Wie in Abbildung 5-68 dargestellt, wird die Düse der Schweißpistole fest auf das Werkstück gepresst, wobei die Hochfrequenz- oder Induktionslichtbogenzündung verwendet wird, um zunächst einen kleinen Lichtbogen von etwa 5 A zwischen dem Wolfram und der Düse zu erzeugen. Dann wird der Schweißstrom eingeschaltet, um einen Schweißlichtbogen für das Punktschweißen zu erzeugen.
Beim Schweißen kann Gleichstrom im Pluspol oder Wechselstrom mit Lichtbogenstabilisierung verwendet werden. In der Regel wird der Gleichstrom-Positivanschluss verwendet, weil damit eine größere Eindringtiefe erreicht werden kann, ein geringerer Schweißstrom (oder eine kürzere Zeit) verwendet werden kann und dadurch die thermische Verformung und andere thermische Effekte reduziert werden.
Die Stärke des Schweißpunktes kann in einem weiten Bereich eingestellt werden, und die Größe des Schweißpunktes ist leicht zu kontrollieren. Wenn die Schweißzeit und der Schweißstrom zunehmen, vergrößert sich der Durchmesser des Schweißpunktes und die Festigkeit nimmt zu, was sich für das Mehrlagen-Punktschweißen und das Punktschweißen von Werkstücken mit unterschiedlichen Dicken eignet, insbesondere für Werkstücke, die nicht auf der Rückseite eingespannt werden können.
Das Wolfram-Argon-Lichtbogen-Punktschweißen weist einzigartige Vorteile auf. Diese Vorteile werden mit denen des Widerstandsschweißens verglichen. Der Nachteil ist, dass die Produktivität nicht so hoch ist wie beim Widerstandsschweißen.
Anwendungsbereich
Geeignet zum Schweißen verschiedener dünner Blechstrukturen und Verbindungen zwischen dünnen Blechen und dickeren Materialien, vor allem zum Schweißen von Materialien wie Edelstahl und niedrig legiertem Stahl.
3. Kernpunkte des Prozesses
Die Reinigungsanforderungen für das Argon-Lichtbogen-Punktschweißen mit Wolframelektroden sind die gleichen wie für das allgemeine Argon-Lichtbogenschweißen. In Tabelle 5-98 sind die Schweißparameter für das Argon-Lichtbogen-Punktschweißen mit Wolframelektrode 12Cr18Ni9 aufgeführt.
Tabelle 5-98 Schweißparameter für 12Cr18Ni9-Wolfram-Elektrode Argon-Lichtbogen-Punktschweißung
Material Dicke /mm
Schweißstrom /A
Zeit zum Schweißen /s
Sekundär-Impulsstrom /A
Sekundäre Impulszeit /s
Durchflussmenge des Schutzgases /(L/min)
Schweißpunkt-Durchmesser /mm
0.5+0.5
80
1.03
80
0.57
7.5
4.5
0.5+0.5
100
1.03
100
0.57
7.5
5.5
2+2
160
9
300
0.47
7.5
8
2+2
190
7.5
180
0.57
7.5
9
3+3
180
18
280
0.69
7.5
10
3+3
160
18
280
0.69
7.5
11
Anmerkung: 1. Der Lichtbogen erlischt eine Zeit lang, bevor der sekundäre Impulsstrom hinzugefügt wird. 2. Bogenlänge 0,5~1,0mm.
Um die Lichtbogengrube beim Punktschweißen zu füllen und die Verstärkung zu erhöhen, kann während des Schweißens eine angemessene Menge Fülldraht in das Schmelzbad eingebracht werden. Zur Verbesserung der Rissbeständigkeit und zur Verringerung der Rissneigung sollte die Schweißmaschine über eine automatische Stromabfallsteuerung verfügen, und es kann auch ein sekundäres Impulsheizverfahren eingesetzt werden.
4. Heißdraht-WIG-Schweißen
Die Argon-Lichtbogenschweißmaschine mit Wolfram-Elektrode besteht aus einer Gleichstromquelle für das Argon-Lichtbogenschweißen, einer zusätzlichen Stromquelle zum Vorwärmen des Schweißdrahtes (in der Regel Wechselstrom), einem Drahtvorschubmechanismus und einem Steuerkreis, der diese drei Teile koordiniert. Um einen stabilen Schweißprozess zu erreichen, kann die Hauptstromquelle auch eine niederfrequente Impulsstromquelle verwenden.
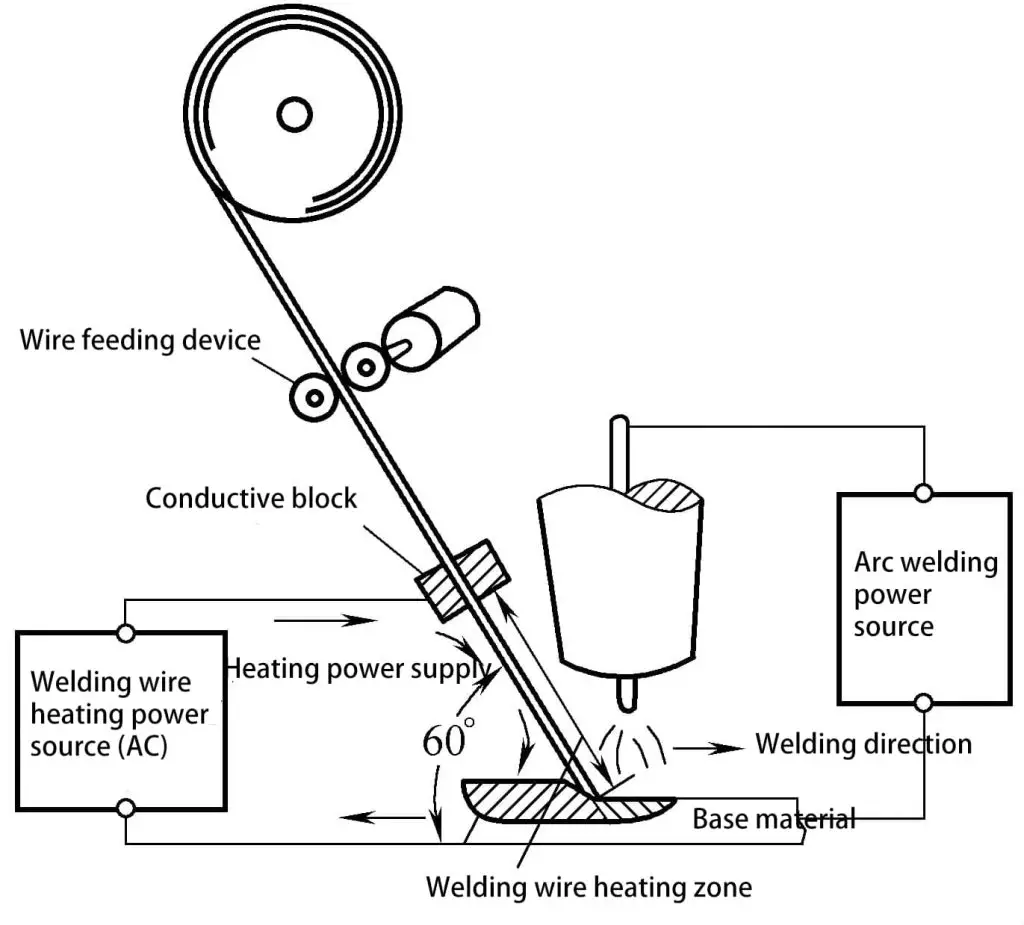
Abbildung 5-69 ist eine schematische Darstellung des Argon-Lichtbogenschweißens mit Wolfram-Elektrode. Bevor der Schweißdraht in das Schmelzbad eingeführt wird, wird er durch seinen eigenen elektrischen Widerstand erwärmt. Etwa 10 cm vor dem Eintritt in das Schmelzbad wird eine leitende Klemme so eingestellt, dass Strom zum Vorwärmen des Schweißdrahtes fließt.
Es ist am besten, eine Wechselstromquelle für den Vorwärmstrom zu verwenden, da Wechselstrom die magnetische Vorspannung für die Lichtbogenbildung verringern kann. Wenn der Vorwärmstrom nicht mehr als 60% des Schweißstroms beträgt, liegt der Längsschwenk des Lichtbogens entlang der Schweißnaht innerhalb von 30°.
Um eine ausreichende Vorwärmtemperatur bei begrenztem Vorwärmstrom zu erreichen, muss sichergestellt werden, dass der Schweißdraht innerhalb der Vorwärmlänge, die in der Regel nur etwa 10 cm beträgt, einen ausreichenden Widerstand aufweist, so dass der Durchmesser des Schweißdrahtes nicht zu groß sein sollte und einen Durchmesser von weniger als 1,2 mm erfordert.
Abbildung 5-69 Schema des Argon-Lichtbogenschweißens mit Wolfram-Wärmeelektrode
Das Heißdrahtschweißen hat sich bei Kohlenstoffstahl, niedrig legiertem Stahl, Edelstahl, Nickel und Titanlegierungen bewährt. Bei Aluminium und Kupfer ist aufgrund ihres geringen spezifischen Widerstands ein sehr hoher Heizstrom erforderlich, der zu übermäßiger magnetischer Vorspannung und ungleichmäßigem Schmelzen führt, weshalb das Heißdrahtschweißen nicht empfohlen wird.
Stellen Sie sich vor, Sie könnten perfekte Schweißnähte mit höchster Präzision herstellen, ganz gleich aus welchem Material. Willkommen in der Welt des WIG-Schweißens, einer Technik...
Stellen Sie sich ein Schweißverfahren vor, das so effizient ist, dass es die Industrie umgestaltet: Punktschweißen. Dieser Blog befasst sich mit den Grundlagen des Punktschweißens,...
I. Montageverfahren Entsprechend den festgelegten technischen Anforderungen ist der Prozess des Einbaus und der Verbindung von Teilen oder Komponenten zu...
Haben Sie schon einmal ein perfekt gebogenes Metalldach gesehen und sich gefragt, wie es hergestellt wird? Kaltwölbung ist das Geheimnis! Dieser Artikel taucht...
Haben Sie sich jemals gefragt, wie alltägliche Gegenstände ihre einzigartigen Formen erhalten? Von Getränkedosen bis zu Autoteilen ist das Biegen von Metall ein...
Wie bekommen Maschinen diese perfekten Löcher hin? Von winzigen Gadgets bis hin zu riesigen Werkzeugen sind präzise Löcher der Schlüssel. Dieser Artikel...
Unsere Vertriebsingenieure stehen Ihnen gerne zur Verfügung, um alle Ihre Fragen zu beantworten und Ihnen ein schnelles, auf Ihre Bedürfnisse zugeschnittenes Angebot zu unterbreiten.