
Cómo calcular el peso de la chapa: Fórmulas esenciales
¿Alguna vez se ha preguntado cómo calcular rápidamente el peso de una chapa? Este artículo desvela una sencilla fórmula que...
¿Alguna vez ha visto cómo una chapa se convierte en una precisa pieza de máquina? Todo empieza con el corte. Desde las cizallas de la vieja escuela hasta los láseres de ciencia ficción, el corte de metal ha recorrido un largo camino. Este artículo analiza los principales métodos, dónde brillan y cómo elegir el mejor para su trabajo. Obtendrá la primicia sobre el trabajo del metal y aprenderá lo que realmente importa a la hora de elegir una técnica de corte.

Las formas de los materiales utilizados en el procesado de chapa metálica incluyen principalmente chapas, perfiles de acero y materiales para tuberías. Para procesar las formas requeridas y otros requisitos de los componentes de chapa metálica, las materias primas deben cortarse primero en piezas en bruto según sea necesario. Este proceso se denomina corte en bruto y suele ser el primer paso en la transformación de chapa metálica.
Existen muchos métodos de troquelado. Los principales tipos utilizados en la producción son el cizallado, el punzonado, el corte y el mecanizado. La Tabla 1 muestra los métodos de corte más comunes y sus aplicaciones.
Tabla 1 Métodos habituales de blanking y sus aplicaciones
| Clasificación | Método | Equipamiento | Aplicación |
| Cizalla | Cizalla manual | Cizallas manuales, cizallas vibratorias manuales, cizallas de guillotina manuales | Se utiliza para el procesamiento recto y curvo de chapas tales como acero de bajo carbono, aluminio y sus aleaciones, cobre y sus aleaciones, cartón, baquelita y láminas de plástico con espesor t≤4mm. Las piezas procesadas tienen baja precisión y eficiencia de producción pero bajo coste. |
| Cizalla recta a máquina | Cizallas de guillotina | Se utiliza para cizallar materiales como acero con bajo contenido de carbono, aluminio y sus aleaciones, cobre y sus aleaciones, cartón, baquelita y láminas de plástico. Tiene alta fuerza de cizallamiento, alta productividad, y se utiliza para el procesamiento de forma recta de placas. | |
| Cizalla oblicua | Se utiliza para cizallar materiales como acero con bajo contenido en carbono, aluminio y sus aleaciones, cobre y sus aleaciones, cartón, baquelita y láminas de plástico. Tiene una fuerza de cizallamiento menor, adecuada para formas rectas medianas o grandes, arcos grandes y biselado de chapas, con un espesor de cizallamiento de hasta 40 mm. | ||
| Esquila de paso pequeño | Cizallas vibratorias | Se utiliza para cizallar materiales como acero con bajo contenido en carbono, aluminio y sus aleaciones, cobre y sus aleaciones, cartón, baquelita y láminas de plástico. Adecuada para curvas complejas, perforaciones y muescas, y también puede cizallar aleaciones de titanio. | |
| Cizallas de disco | Cizalla de rodillo de círculo recto | Se utiliza para cizallar materiales como acero con bajo contenido en carbono, aluminio y sus aleaciones, cobre y sus aleaciones, cartón, baquelita y láminas de plástico. Adecuada para cizallar tiras, líneas rectas y arcos con una precisión relativamente baja. Presenta rebabas en los bordes de corte, adecuada para la producción de lotes pequeños de piezas pequeñas y medianas, con un espesor de cizallado de hasta 30 mm. | |
| Cizalla para enrollar inclinada hacia abajo | Cizalla líneas rectas y arcos (R pequeños), con una precisión relativamente baja, y rebabas en los bordes de corte, con un espesor de cizallado de hasta 30 mm. | ||
| Cizalla para rodillos | Curvas complejas, con precisión relativamente baja, y rebabas en los bordes de corte, con un espesor de cizalladura de hasta 20 mm, precisión ±1 mm. | ||
| Perforación | Perforación | Pulse | Se utiliza comúnmente para cortar, punzonar, recortar y entallar materiales de chapa y perfiles con t≤10mm. Alta precisión (corte IT10, punzonado IT9), alta productividad, adecuada para la producción de lotes medianos y grandes. |
| Corte | Corte con llama | Máquina de corte por gas, soplete | Se puede utilizar para el corte y recorte de chapas y perfiles de hierro puro, acero de bajo contenido en carbono, acero de contenido medio en carbono y algunos aceros de baja aleación, con una precisión de ±1 mm y bajo coste. |
| Corte por plasma | Equipo de corte, soplete | Se utiliza para cortar formas de acero al carbono, acero inoxidable, acero de alta aleación, aleación de titanio, aluminio y sus aleaciones, cobre y sus aleaciones, y materiales no metálicos con un corte estrecho y espesor de hasta 200 mm, precisión de ±0,5 mm, también capaz de corte bajo el agua. 200mm, precisión de ±0,5mm, también capaz de corte bajo el agua. | |
| Arco voltaico | Soldador de CC, pinzas de ranurado | Se utiliza para cortar, recortar, biselar y eliminar rebabas grandes de materiales como acero de alta aleación, aluminio y sus aleaciones, cobre y sus aleaciones. | |
| Corte de alambre por descarga eléctrica | Cortadora de hilo por descarga eléctrica | Se utiliza para el corte preciso de diversos materiales conductores, con espesor de corte superior a 300 mm, precisión de ±0,01 mm. Capaz de cortar cualquier forma de curvas planas e inclinaciones laterales de ≤30°, especialmente adecuado para la fabricación de matrices de estampación. | |
| Corte por láser | Máquina de corte por láser | Corte preciso de diversos materiales, con espesor de corte superior a 10 mm, anchura de corte de 0,15 a 0,5 mm, precisión de ≤0,1 mm, pero equipo caro. | |
| Corte con agua a alta presión | Presión ultra alta (≥400MPa) Máquina de corte por chorro de agua | Puede utilizarse para metales y no metálicos (como vidrio, cerámica, rocas), se puede equipar con abrasivos artificiales, alta precisión, puede cortar cerámica de más de 10 mm de espesor, el equipo es caro | |
| Corte | Operaciones manuales | Sierra de arco | Se utiliza para cortar diversos perfiles, varillas, tubos, placas y otros materiales metálicos/no metálicos, puede serrar ranuras y materiales duros, las herramientas son baratas, la operación es simple, pero la intensidad de trabajo es alta y la productividad es baja |
| Sierra eléctrica manual, sierra con control manual | Se utiliza para procesar diversos perfiles, varillas, tubos, chapas de metales no endurecidos y no metálicos, alta productividad, ruidoso | ||
| Cortatubos eléctrico | Se utiliza para procesar tubos de metal y plástico con diámetros de ϕ200~ϕ1000mm | ||
| Bastidor de corte de tubos | Transformación de tubos de pequeño y mediano diámetro | ||
| Cortadora de muelas con control manual | Procesamiento de diversos metales y no metales (excepto metales no ferrosos, caucho y materiales plásticos) perfiles, varillas y materiales de tuberías. | ||
| Operaciones con máquinas herramienta | Máquina de sierra | Procesamiento de perfiles, varillas y materiales para tubos de metales no endurecidos, así como plásticos y madera, alta productividad | |
| Fresadora de cantos, cepilladora | Se utiliza para cortar, recortar, biselar y otros procesamientos de perfiles, varillas y materiales de tubos de metales no endurecidos, así como placas de plástico y madera, de alta precisión. | ||
| Fresadora de chapa, fresadora | Se utiliza para cortar y recortar perfiles, varillas y materiales de tubos de metales no endurecidos, así como placas de plástico y madera con gran precisión, puede cortar curvas complejas | ||
| Torno, mandrinadora | Se utiliza para cortar, biselar y recortar varillas y tubos de diversos materiales, alta precisión de procesamiento |
Cabe señalar que el método de corte debe seleccionarse en función del equipo de procesamiento existente en la empresa, la capacidad de producción, los requisitos de precisión de las piezas de chapa que se procesan, el lote de producción y la economía de procesamiento.
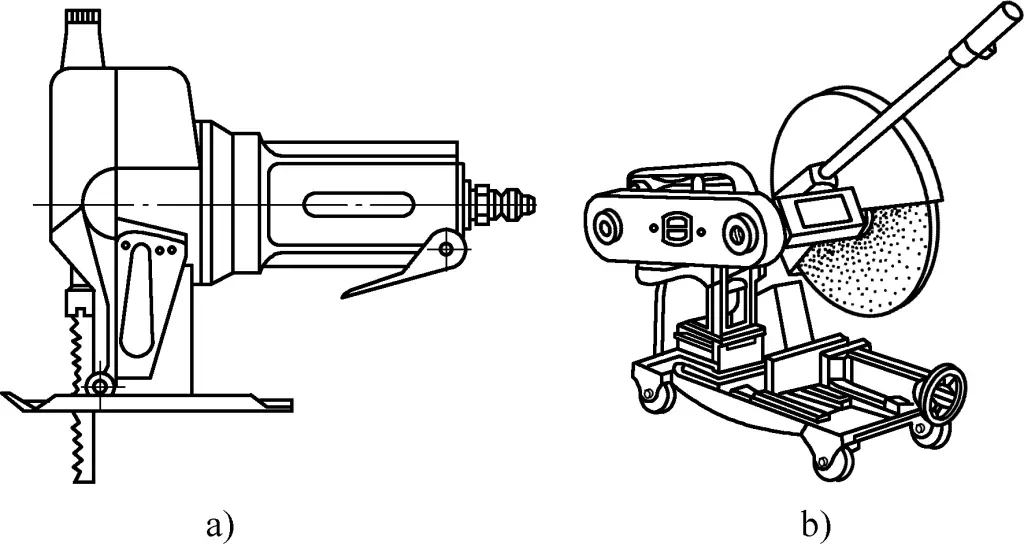
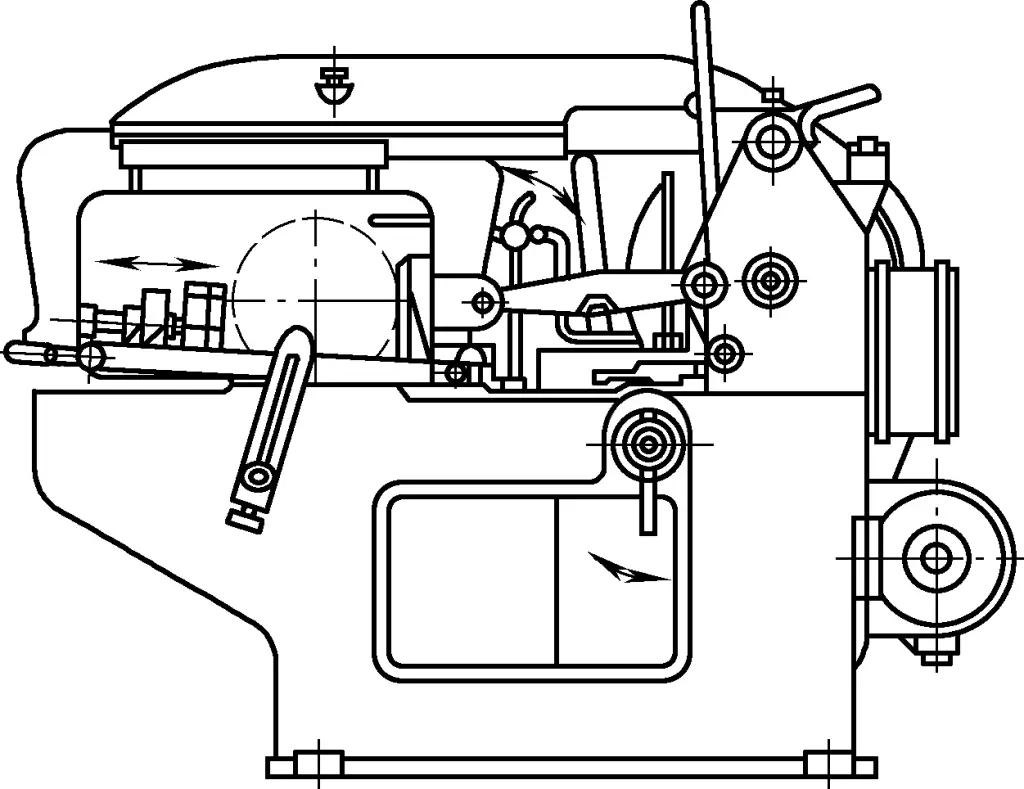
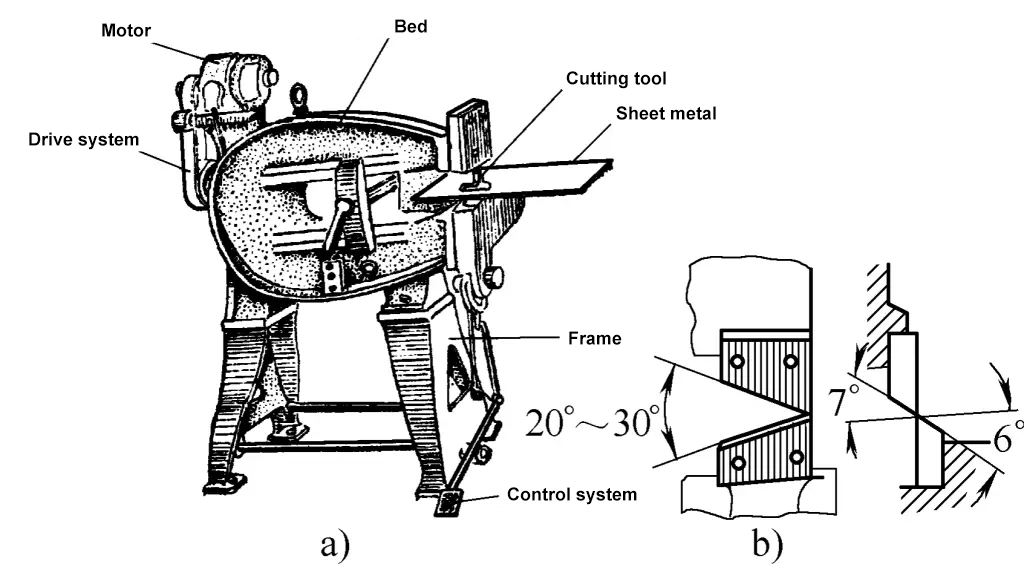
Entre los métodos de corte habituales mencionados anteriormente, los más utilizados en la producción son: el cizallamiento mediante una máquina cizalla, punzonado, corte por llama oxiacetilénica, corte por plasma, corte por láser y algunos procesos de corte. Las figuras 1a y 1b muestran sierras neumáticas manuales comunes y máquinas de corte con muela abrasiva utilizadas para el corte manual. La figura 2 muestra una sierra de arco de corte de máquina herramienta común.
El cizallado es un método de transformación en el que las chapas, los perfiles y las varillas se separan a lo largo de líneas rectas o curvas predeterminadas utilizando equipos o herramientas de cizallado especializados, con lo que se obtienen diversas piezas brutas de contornos rectos y curvos (a veces también formas internas). Es adecuado para todo tipo de materiales, excepto acero templado y materiales duros y quebradizos (como hierro fundido, cerámica, vidrio, carburo cementado, etc.).
El cizallado manual es una parte importante de las habilidades en chapa metálica, que incluye la alimentación, la eliminación del material sobrante, etc. Casi todas las formas de piezas de chapa fina pueden cizallarse manualmente. El cizallado manual es flexible y cómodo, casi sin restricciones.
Las herramientas para el cizallamiento manual incluyen tijeras rectas, tijeras curvas, tijeras neumáticas rectas y tijeras neumáticas de punzonado (véase la figura 3).

a) Tijeras rectas
b) Tijeras curvas
c) Tijeras neumáticas rectas
d) Cizallas punzonadoras neumáticas
Las tijeras rectas son cizallas manuales con bordes de corte rectos, utilizadas para cizallar contornos rectos de chapas, capaces de cizallar chapas de aluminio de hasta 1,5 mm de grosor y chapas de acero de hasta 1 mm de grosor. Las tijeras curvas tienen bordes de corte que siguen una curva, se utilizan para cizallar contornos curvos de chapas, capaces de cizallar chapas de aluminio de hasta 2 mm de grosor y chapas de acero de hasta 0,8 mm de grosor. Las cizallas neumáticas portátiles son cizallas manuales semimecanizadas, capaces de cizallar hasta 2,5 mm de grosor.
1) Técnicas de esquila manual
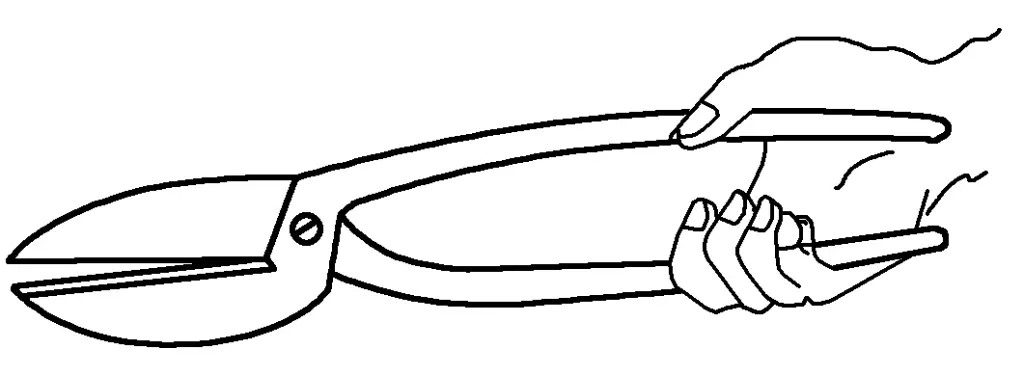
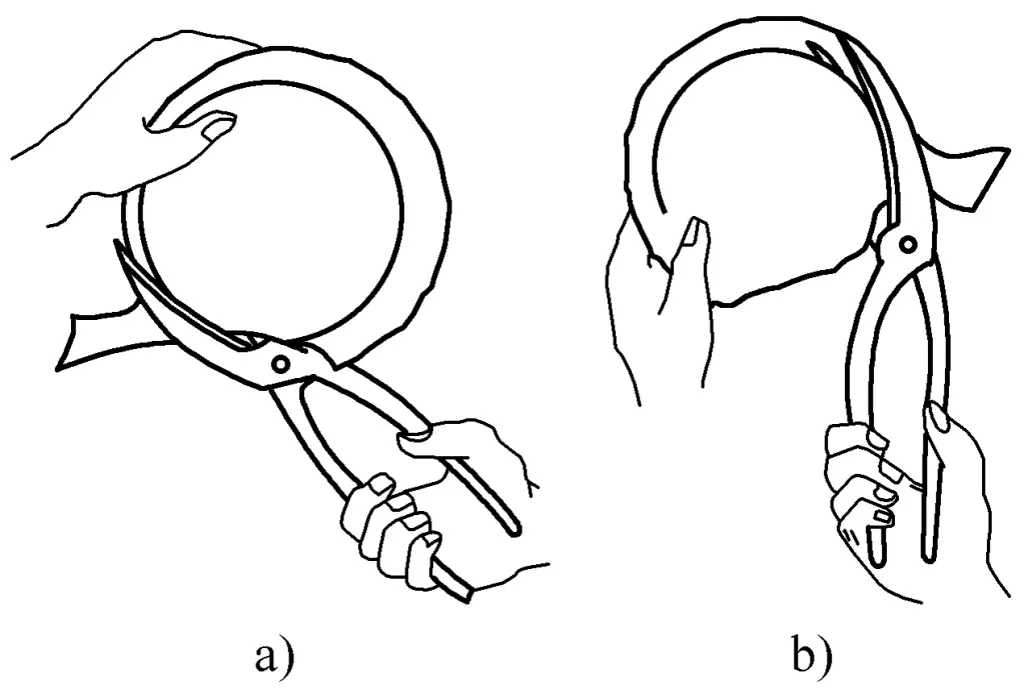
Por lo general, al cizallar manualmente chapas finas, se acostumbra a sujetar las tijeras con la mano derecha y el material con la izquierda. La figura 4 muestra el método correcto de sujetar las tijeras; el mango de las tijeras no debe sobresalir demasiado de la palma de la mano para facilitar el ejercicio de la fuerza sobre el mango, y el extremo de la cola no debe sujetarse dentro de la palma para evitar un agarre incómodo con la mano derecha.
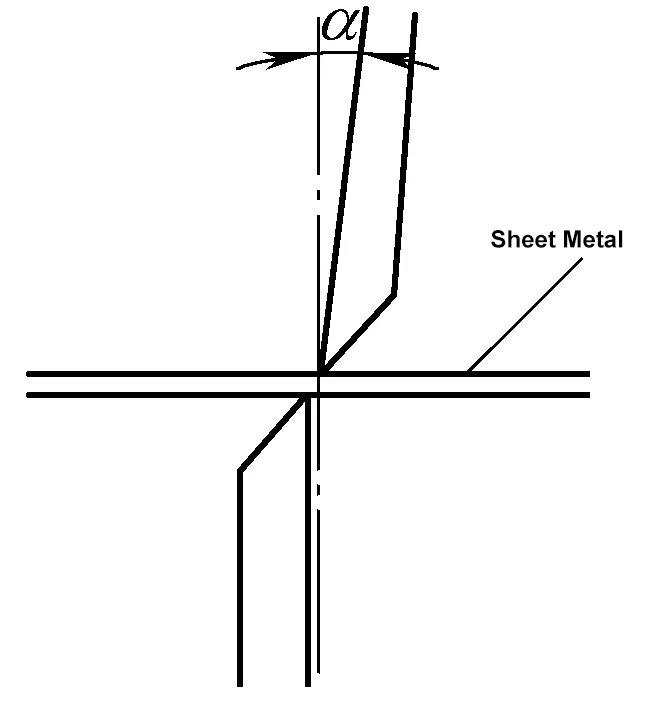
La mano izquierda sujeta el material y lo alimenta en la dirección de cizallamiento, alineando la cuchilla superior con la línea de cizallamiento (Una tangente a una línea recta o curva). Durante el cizallado, la cuchilla superior debe presionar el material con fuerza, y el ángulo de la cuchilla debe ajustarse para facilitar la fuerza, como se muestra en la Figura 5.
Al principio de la esquila, las dos cuchillas sólo deben abrirse hasta 3/4 de la longitud de la cuchilla. Al final de cada corte, las cuchillas no deben cerrarse completamente, dejando 1/4 de la longitud de la cuchilla. En otras palabras, las tijeras sólo deben abrirse y cerrarse parcialmente desde la posición 1/4 hasta la posición 3/4 de la longitud de la hoja, siendo la longitud de cada corte aproximadamente 1/2 de la longitud de la hoja, como se muestra en la figura 6.
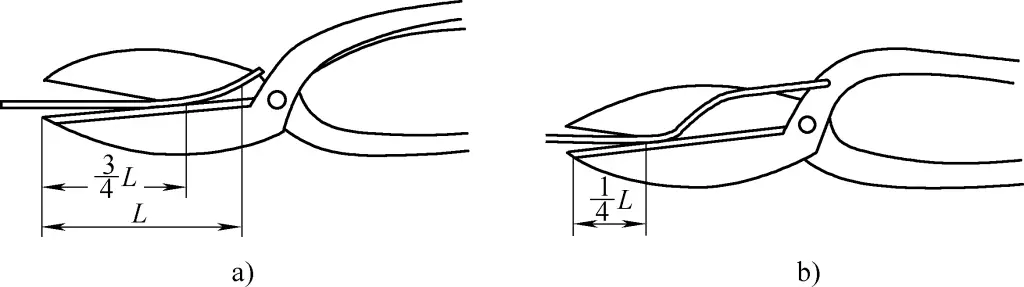
a) Inicio de la esquila
b) Extremos de cizallamiento
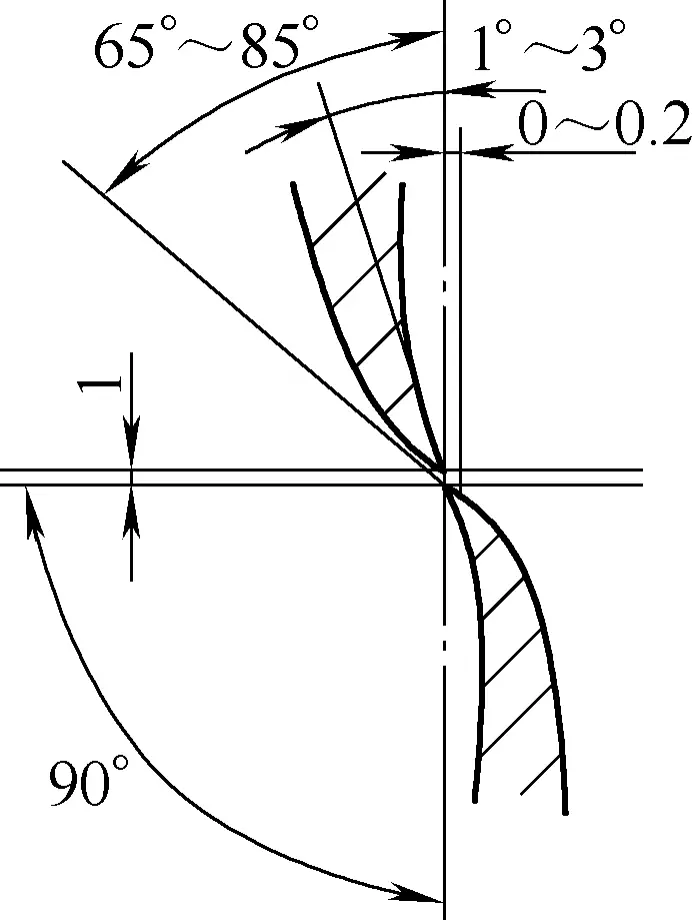
Durante el cierre de la cuchilla, debe aplicarse una presión continua a lo largo de la línea de corte, y los bordes de corte deben solaparse. Debe mantenerse una separación de 0 a 0,2 mm entre las dos cuchillas, con valores menores para materiales más finos y mayores para materiales más gruesos, como se muestra en la figura 7.
2) Método de corte de líneas rectas
Las figuras 8a y 8b muestran respectivamente las direcciones correcta e incorrecta para cortar líneas rectas.
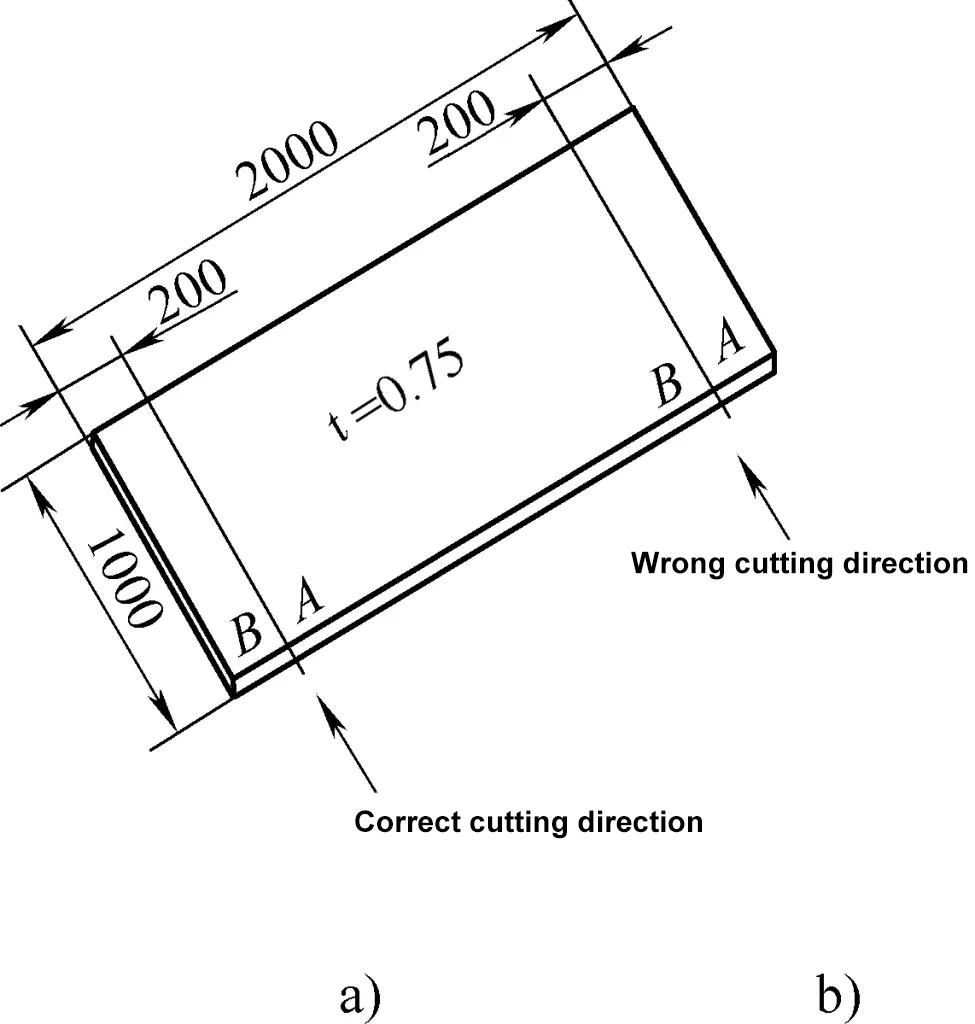
La figura 8a muestra la dirección correcta porque durante el proceso de corte, la mano derecha sujeta el cuerpo de las tijeras, el pie derecho pisa el punto A, la mano izquierda sujeta el punto B. A medida que el corte se hace más profundo, la mano izquierda debe levantarse para ayudar a rasgar en el punto de corte y hacer espacio para el cuerpo inferior de las tijeras. Como la placa B es pequeña, puede levantarse fácilmente, lo que la convierte en la dirección correcta. Por otro lado, en la figura 8b, el área y el peso del punto B son mayores, lo que dificulta levantar el material y cortar en profundidad, por lo que es la dirección incorrecta.
3) Método de corte de esquinas cóncavas y materiales angulares
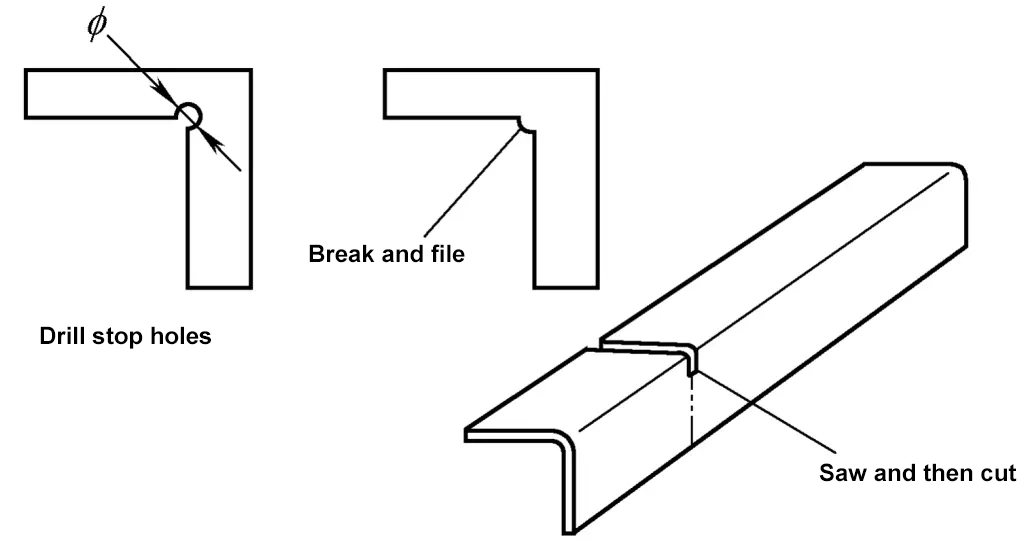
Si la línea de corte en la chapa metálica forma una forma cóncava para la pieza, lo que se denomina esquina cóncava, se debe taladrar un orificio de parada de grietas en la intersección de la línea de corte cóncava o se debe dejar una cierta distancia sin cortar.
El objetivo de taladrar un orificio de parada de grietas es garantizar que las posiciones finales de las líneas de corte de ambos lados caigan sobre el orificio de parada de grietas durante el corte, o dejar cierta distancia sin cortar para que los extremos de corte no dejen marcas en la intersección de la pieza, evitando así puntos de concentración de tensiones.
Por lo general, se deja una cierta distancia sin cortar en la intersección de las líneas de corte, a continuación se rompe la unión a mano y, por último, se utiliza una lima para conseguir la forma y las dimensiones deseadas. Para cortar piezas con forma diagonal, se puede serrar primero la raíz y, a continuación, cortar la línea con tijeras, como se muestra en la figura 9.
4) Método de corte de curvas
Cuando la línea de corte es una curva, la dirección de movimiento de las tijeras debe seguir la curva sin cubrir la línea de corte para permitir al operador controlar la cuchilla superior para que permanezca tangente a la curva, como se muestra en la Figura 10.
a) Sentido horario
b) Sentido contrario a las agujas del reloj
El método para cortar orificios internos consiste en crear primero un orificio de proceso en la chapa y, a continuación, ampliarlo gradualmente a lo largo de la línea de corte utilizando tijeras curvadas en espiral. Para agujeros internos más grandes, es preferible un corte con cizalla vibratoria.
Durante la operación de corte de chapas metálicas, a menudo se producen problemas como cortes incompletos, desviaciones dimensionales, líneas de corte interrumpidas y no rectas, cortes y rebabas excesivas. A continuación, analizamos estos problemas y ofrecemos las soluciones correspondientes.
1) Corte de chapa incompleto
Las principales razones de un corte incompleto son:
① La separación entre las láminas superior e inferior es demasiado grande. Diferentes separaciones son adecuadas para diferentes espesores de chapa. Una separación demasiado pequeña puede provocar el desgaste de la cuchilla y un aumento de la fuerza de corte, mientras que una separación demasiado grande puede provocar el giro del material y un corte incompleto. La solución es ajustar adecuadamente la separación de las cuchillas.
La figura 11 muestra los métodos para ajustar la separación. En la figura 11a, el método para estrechar la separación consiste en golpear el borde de la cabeza del remache, aplicando presión sobre la arandela convexa de las tijeras, lo que hace que parte del metal se desplace hacia abajo y se reduzca la separación de la hoja. No aplique una fuerza excesiva; normalmente, dos o tres ligeros golpes alrededor del borde son suficientes.
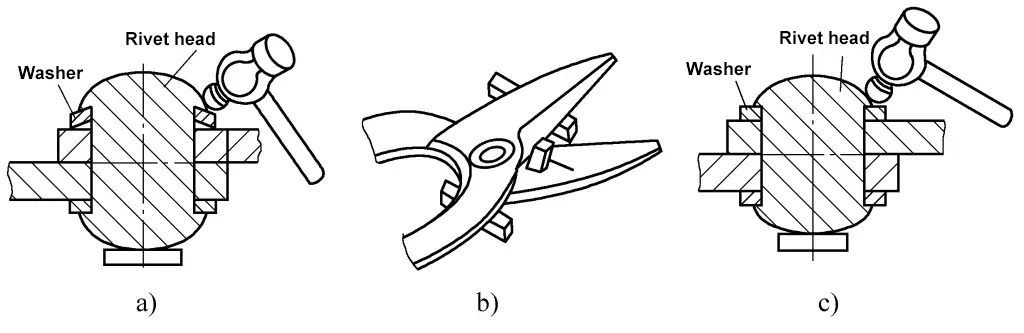
En la figura 11b, el método para ensanchar el hueco consiste en colocar un soporte fijo debajo de una hoja y el mango (cuanto más cerca del pivote, mejor) y, a continuación, golpear la otra hoja (de nuevo, cuanto más cerca del pivote, mejor). No emplee una fuerza excesiva; por lo general, bastan dos o tres golpes suaves.
Si la arandela convexa se ha aplanado (como se muestra en la figura 11c), ningún martillazo ajustará la separación. La solución en este caso es sustituir el remache y la arandela convexa.
② Cuchilla desafilada. La solución es afilar la cuchilla.
③ La chapa es demasiado gruesa, excediendo el rango de corte manual.
2) Desviación dimensional en el corte
La razón principal de la desviación dimensional es que la cuchilla superior de las tijeras no está alineada con la línea de corte de la chapa. Para líneas de corte rectas, la cuchilla superior debe alinearse y presionar a lo largo de la línea. Para líneas curvas, las tijeras deben evitar cubrir la línea trazada, y la cuchilla superior debe presionar la chapa y permanecer tangente a la línea durante el corte.
3) Líneas de corte interrumpidas y no rectas
Esto es causado por:
① Conexión floja entre la tijera y la chapa durante cortes sucesivos. Alinear continuamente la hoja superior con la línea puede evitar este fenómeno.
② El uso prolongado hace que las hojas se doblen, formando una curva hacia fuera o hacia dentro. La solución es enderezar la hoja o sustituir las tijeras.
4) Recortes
Las principales razones de los defectos de corte son:
① No taladrar agujeros antifisuras en la esquina cóncava de la pieza o dejar que el cizallamiento sobrepase la línea, dejando líneas sin cortar que se convierten en puntos de concentración de tensiones, lo que acaba provocando diversas fisuras. La única solución es taladrar agujeros antifisuras o dejar márgenes de limado según sea necesario.
② Las separaciones superior e inferior de la cuchilla son demasiado pequeñas, lo que provoca que toda la cuchilla se cierre y pellizque la pieza durante el corte. La solución es ajustar la separación de la cuchilla y evitar cerrar completamente las cuchillas durante el corte, dejando una cuarta parte de la longitud de la cuchilla y realizando después más cortes.
5) Rebabas excesivas
Las principales causas del exceso de rebabas son:
① Separación incorrecta de la cuchilla, ya sea demasiado grande o demasiado pequeña, lo que provoca rebabas grandes. La solución es ajustar la separación y realizar cortes de prueba varias veces para encontrar la separación óptima.
② Cuchillas romas. Las cuchillas desafiladas también provocan rebabas excesivas, por lo que afilarlas con regularidad mejora la calidad del producto y la eficiencia del procesamiento.
Durante el corte de chapa, preste atención a lo siguiente:
1) Durante el corte manual de chapas finas, las caras de corte de las cuchillas deben permanecer perpendiculares a la superficie de la chapa para mantener las cuchillas en la posición de corte más eficaz. Está prohibido inclinar la cara de corte contra la superficie de la chapa, ya que provoca rebabas excesivas o incluso cortes incompletos o el aprisionamiento de la pieza de trabajo entre los planos de giro de las cuchillas.
2) La fuerza de corte aplicada por las cuchillas sobre la pieza debe ser continua y suave. Al cortar hojas más gruesas, evite martillear la parte posterior de las tijeras para aumentar la fuerza de corte, ya que puede dañar los bordes de las cuchillas y convertir las curvas en líneas discontinuas, afectando a la calidad del corte. En su lugar, prolongue la longitud de los mangos de las tijeras, por ejemplo, fijando un tubo de acero, para aumentar la fuerza de corte.
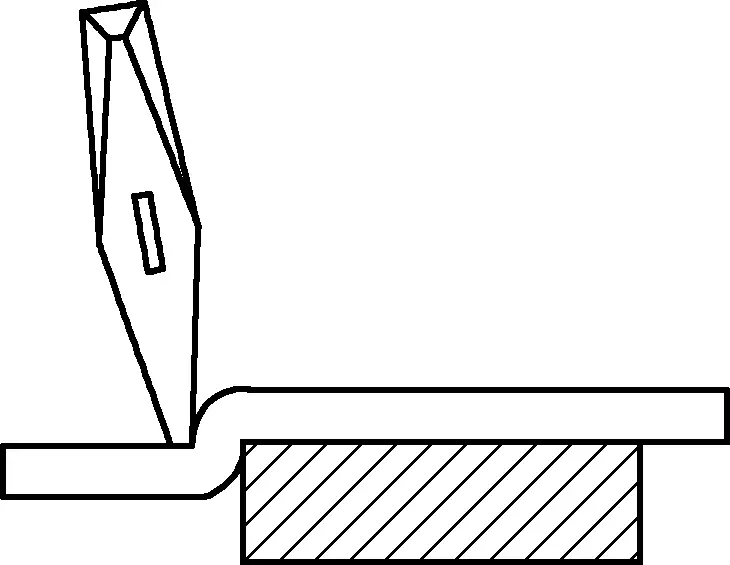
Al igual que el corte manual, el cincelado manual es una destreza importante en el corte de chapas metálicas, que suele utilizarse para cortar chapas de más de 3 mm de grosor. El cincelado se realiza con herramientas de cincel y un mazo.
El cincelado utiliza el movimiento de corte de la hoja del cincel para procesar la pieza. La principal característica del cincelado manual es que no está limitado por la posición de trabajo o la forma de las piezas, lo que hace que la operación sea sencilla y flexible.
De uso común herramientas de corte manuales - kezi, dividido en kezi superior y kezi inferior, como muestra la figura 12. Entre ellos, el kezi inferior suele fabricarse con hojas de tijeras de desecho o procesarse a partir de raíles de acero (véase la figura 12b).
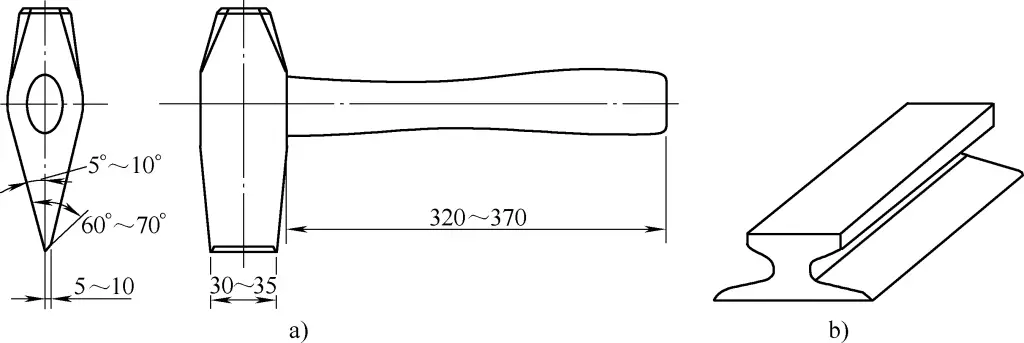
a) Dimensiones del kezi superior
b) Bajo kezi
La parte de la cuchilla del kezi superior tiene forma de cuña asimétrica. Al cortar, el lado izquierdo de la punta de la cuchilla (véase la figura 12a) es la parte de la pieza en bruto, y el lado derecho es la parte de desecho. Bajo la fuerza de martilleo de la parte superior, la punta de la cuchilla del kezi se introduce en el material de la pieza a lo largo del eje del kezi.
Cuando la punta de la cuchilla se encaja en la mayor parte de la chapa, debido a la importante fuerza de apriete en el lado de desecho de la cuchilla asimétrica en forma de cuña, la chapa se desgarra a lo largo de la línea de la punta de la cuchilla antes de que ésta llegue al fondo de la chapa, separando el material.
Como puede verse en la figura 12a, la sección transversal de la punta de la hoja del kezi es diferente de la de las herramientas generales. La punta gruesa y ancha de la hoja garantiza que el kezi no se deforme ni se rompa bajo una fuerza de impacto significativa y evita que la punta de la hoja se incruste en materiales duros y quebradizos, lo que podría provocar su rotura o expulsión y causar posibles lesiones. Garantiza principalmente la función del kezi de separar materiales (especialmente chapas metálicas).
Antes de realizar el corte a mano de una pieza, primero hay que familiarizarse con el dibujo de la pieza y comprender su forma y dimensiones. El kezi elegido debe tener un mango de aproximadamente 320-370 mm de longitud, con un grosor de hoja de unos 5-10 mm, como se muestra en la figura 12a.
Al realizar el corte manual, la palma de la mano debe mirar hacia abajo, sujetando el mango kezi con la mano a unos 30-40 mm de distancia del extremo del mango kezi.
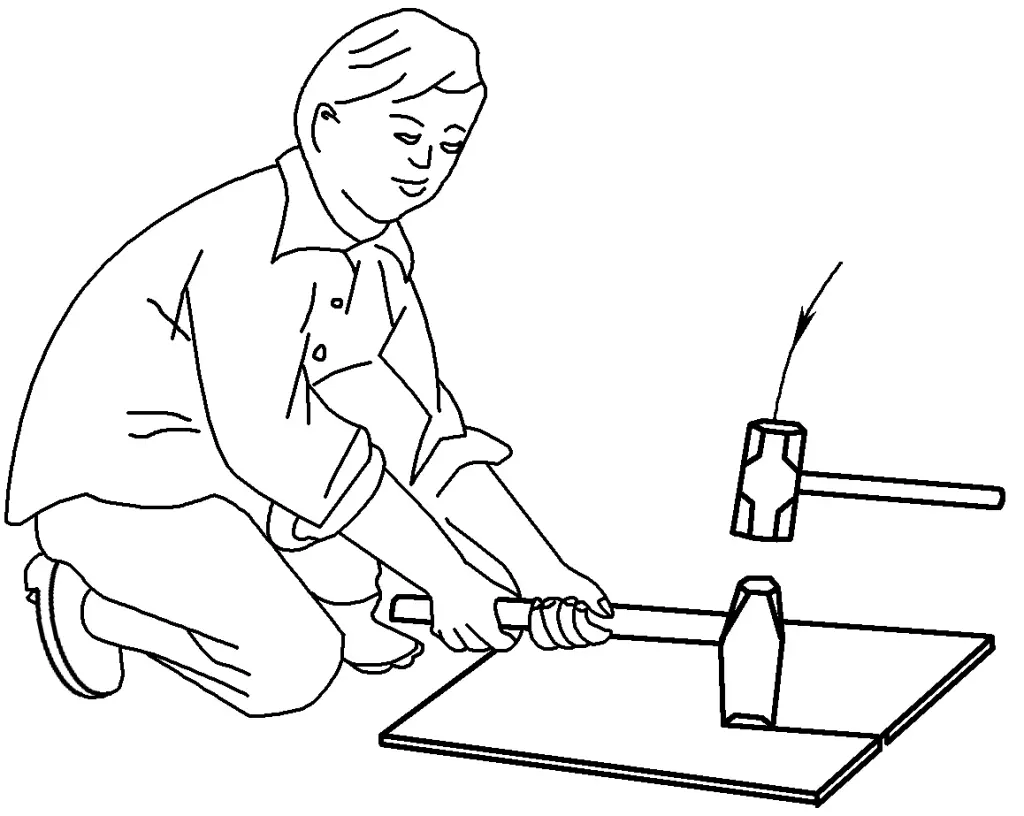
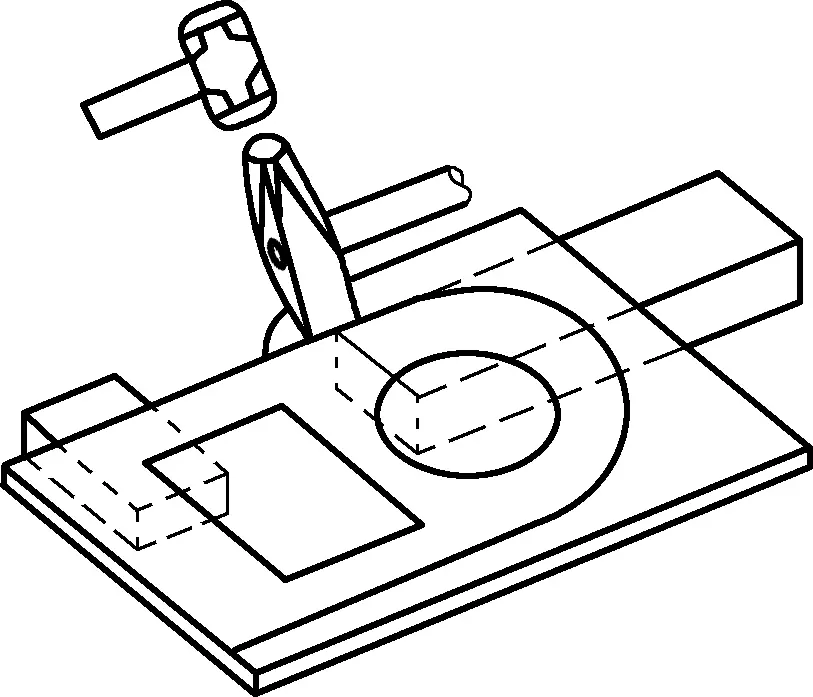
El corte lo realizan dos personas trabajando juntas. La persona que sujeta el mango del kezi lo agarra fuertemente con ambas manos, haciendo que el kezi quede ligeramente inclinado. Tras alinear la punta de la cuchilla con la línea de la chapa, enderezan el kezi, se colocan ligeramente erguidos y se concentran en la punta de la cuchilla. A continuación, la otra persona golpea la parte superior del kezi con un mazo, asegurándose de que los golpes son rectos y precisos. Al cortar chapas de acero marcadas en la plataforma, la persona que sujeta el mango del kezi debe ponerse en cuclillas, inclinarse ligeramente hacia delante, pero mantener la cabeza erguida y ligeramente hacia atrás.
Inclinarse hacia delante ayuda a mantener el mango verticalmente estable, y mantener la cabeza ligeramente hacia atrás facilita la observación de la línea, la alineación y evita errores accidentales del que empuña el martillo. El pie izquierdo debe adelantarse ligeramente, con la pantorrilla vertical al suelo, el muslo entre los dos brazos, y el pie derecho debe inclinarse ligeramente hacia atrás con la planta tocando el suelo, como se muestra en la figura 13.
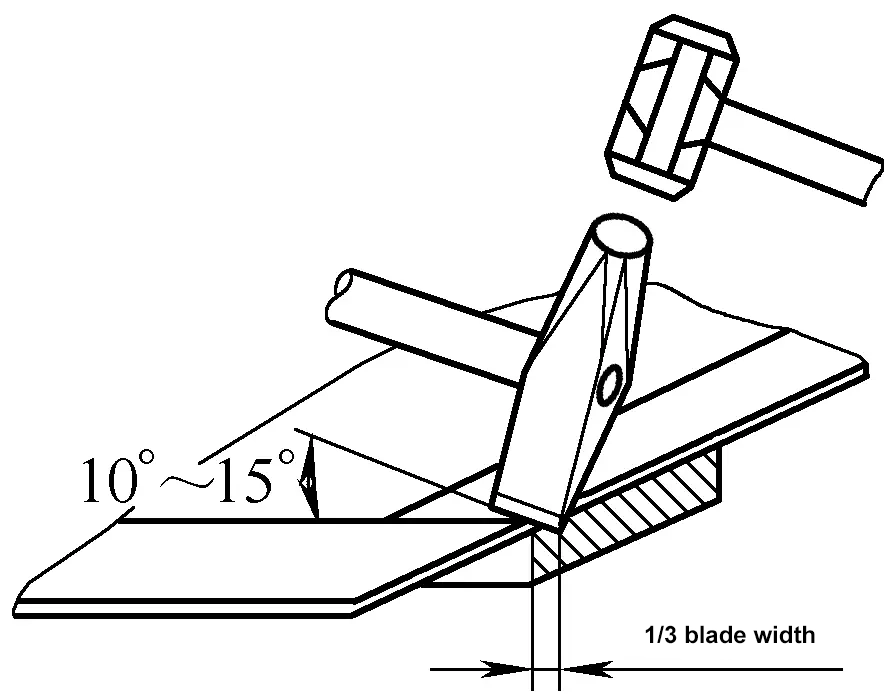
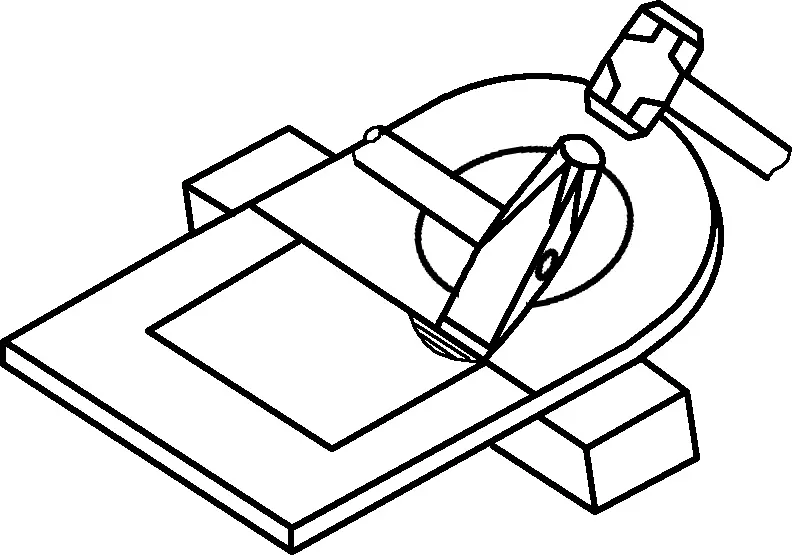
Durante el corte, alinee el extremo delantero de la cuchilla kezi con la línea de trabajo, asegurándose de que la cuchilla kezi no quede totalmente presionada contra la chapa. El corte debe comenzar desde el borde de la chapa, con 1/3 de la cuchilla kezi extendiéndose más allá del borde de la chapa y alineándose con la cuchilla kezi inferior.
Una vez cortado el borde de la hoja, alinee la cuchilla con la línea para seguir cortando hacia abajo. En este punto, el extremo posterior de la hoja debe inclinarse hacia arriba entre 10° y 15° para facilitar la observación de la línea, concentrar la fuerza del martillo en la parte delantera del kezi y garantizar el corte continuo de la hoja, como se muestra en la figura 14.
Después de martillar la parte superior del kezi, incline rápidamente el extremo trasero de la cuchilla hacia arriba, haga que el extremo delantero de la cuchilla se deslice hacia atrás a lo largo de la ranura de corte hasta que la línea de corte esté completamente terminada. Para acercarse al final del corte, martille suavemente para evitar dañar la cuchilla y la superficie de la plataforma.
Durante el proceso de corte, debido a la acción del lado de la punta de la cuchilla, la chapa se doblará lateralmente y se alabeará debido a la extrusión local, por lo que debe aplicarse una corrección plana a la chapa después del corte.
Una vez finalizada la operación de corte, limpie inmediatamente la zona de trabajo.
A pesar de la variedad de piezas de chapa para cortar, los pasos y métodos para el proceso de corte son generalmente los mismos. La siguiente descripción detallada de los pasos y métodos de corte a mano se proporciona a través de un ejemplo.
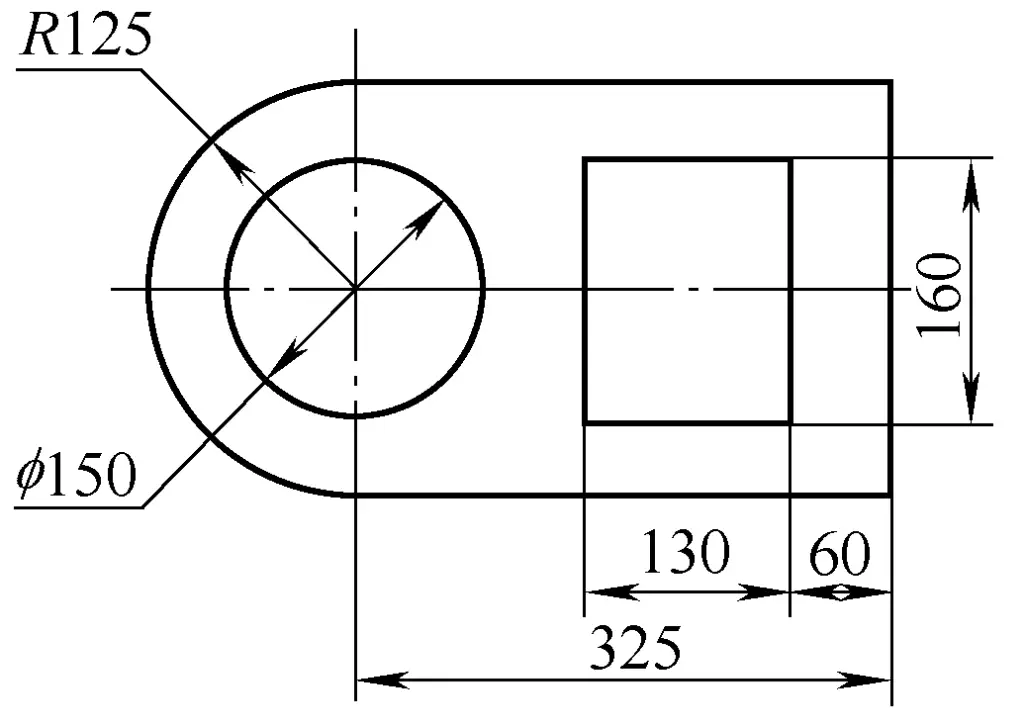
La pieza mostrada en la figura 15 está hecha de chapa de acero Q235A de 4 mm de espesor. Las esquinas del agujero interior no deben agrietarse después del corte. Los pasos y métodos de corte son los siguientes:
1) Marcado
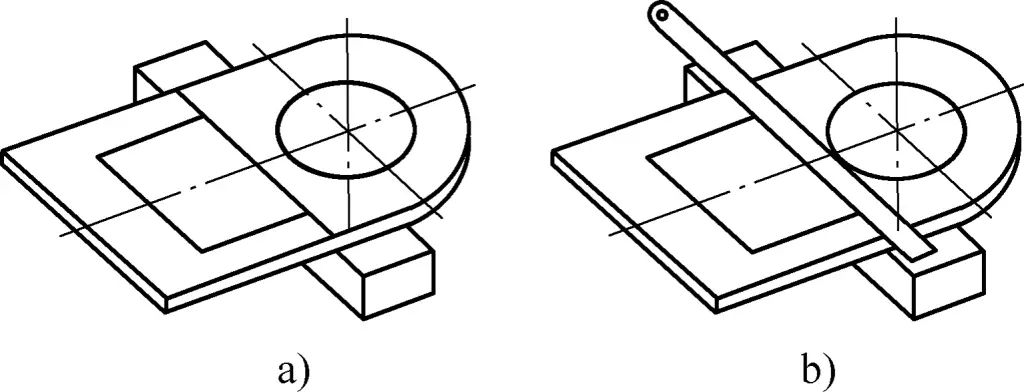
Prepare la chapa a procesar, utilice una plantilla para marcar o dibuje directamente el patrón en la chapa a escala 1:1. Para facilitar una alineación precisa, determine primero el punto de corte inicial y, a continuación, trace la línea de inicio hasta el borde de la chapa para alinearla con la cuchilla kezi inferior, como se muestra en la Figura 16.
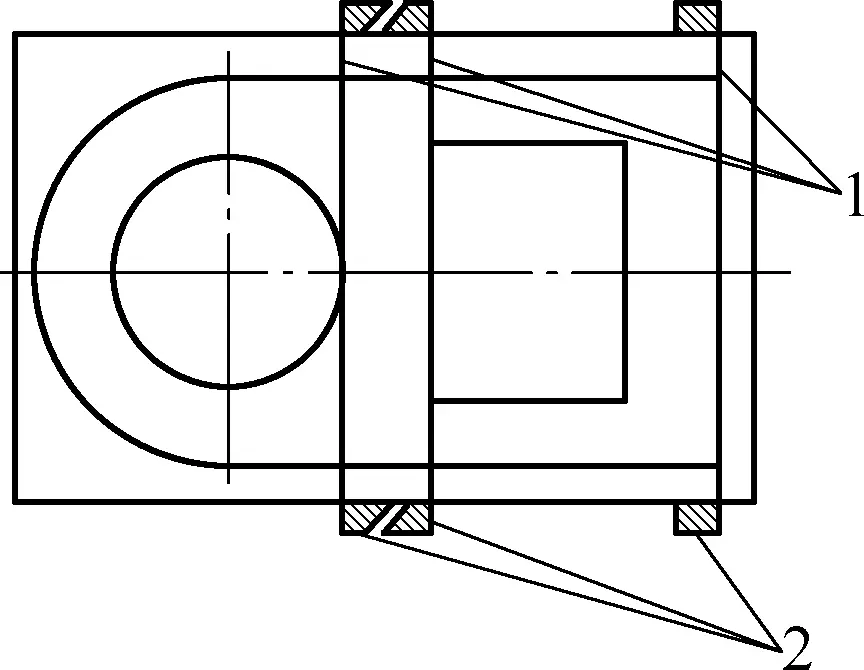
1-Línea de salida
2-Cuchilla kezi inferior
2) Determinar la secuencia de corte
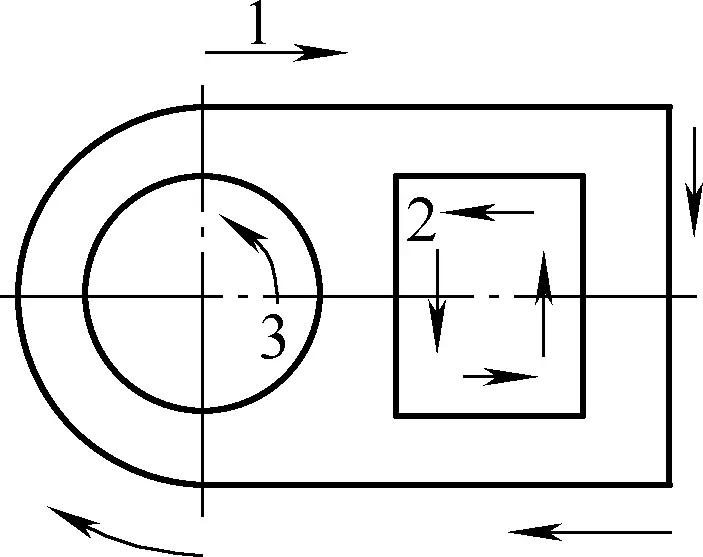
Analice el patrón de la pieza y determine la secuencia de corte. Generalmente, la secuencia de corte es: primero la forma exterior, después los agujeros interiores; primero las líneas rectas, después las curvas; primero las piezas enteras, después las secciones. La secuencia de corte para la pieza de trabajo mostrada en la Figura 15 se dispone como se muestra en la Figura 17.
3) Corte de secciones rectas
El método de corte para secciones rectas es:
① Empezar a cortar.
Coloque la chapa plana sobre el borde de corte inferior, con el material sobrante sobresaliendo del borde de corte, alineándolo con precisión con la línea de corte de forma que coincida con el borde inferior. La posición y el ángulo del cortador son los indicados en la figura 14.
Al iniciar el corte, la fuerza de martilleo debe ser menor para permitir el ajuste si el corte inicial no es preciso, evitando daños a los bordes de corte por colisión. Una vez que se confirme que el corte inicial es preciso, proceda a realizar cortes rectos graduales a lo largo del borde inferior de la cuchilla.
Corte.
Durante el proceso de corte, asegúrese de que la línea de corte de la chapa se alinea con el borde inferior, manteniendo un ángulo adecuado en la cuchilla superior y manteniendo los dos bordes próximos. De lo contrario, pueden producirse cortes incompletos y deformaciones por flexión, como se muestra en la Figura 18.
Para mejorar la calidad durante el corte, hay que corregir constantemente cualquier desviación y ajustar la fuerza de martilleo. Esto requiere que el operario se mantenga atento y estrechamente coordinado, con el martillador siguiendo las órdenes del portacuchillas.
4) Corte de secciones curvas
El método de corte para secciones curvas es:
① Empezar a cortar.
Cuando el corte llegue a una sección curva, corte primero el material sobrante de la sección recta terminada para evitar interferencias. Para minimizar la deformación, coloque la pieza circular en el borde inferior y gire continuamente la pieza, utilizando siempre el extremo del borde inferior para el corte (véase la Figura 19).
Corte.
Al cortar curvas, tanto el borde superior como el inferior son rectos, por lo que cada corte crea sólo un segmento. La esencia del corte de curvas es cortar segmentos rectos a lo largo de las tangentes de la curva, formando un polígono que se aproxima a la curva. Cuanto más cortos sean los segmentos, más se acercarán a la curva.
El requisito para cortar curvas es que cada corte sea mínimo y que la chapa gire con frecuencia; los golpes de martillo deben ser cortos y de fuerza adecuada.
5) Corte de orificios cuadrados interiores
Para garantizar una apertura precisa de los orificios cuadrados internos, alinee como se muestra en la figura 20. Para iniciar el corte, golpee ligeramente el borde superior en el punto de contacto con la chapa. Una vez que el corte inicial alcance 2 ó 3 veces la anchura del borde, aplane el borde superior y córtelo completamente (véase la figura 21). Después de la apertura, el método de corte es el mismo que para las secciones rectas.
a) Alineación por línea de trazado
b) Alineación por borde recto sobre línea
6) Corte de orificios circulares interiores
Para cortar orificios circulares internos, elija primero el punto de inicio. Para facilitar el inicio del corte, seleccione un punto que permita una sujeción fácil y alinee la tangente en este punto con el borde inferior (véase la figura 22). El método de corte es similar al de las secciones curvas.
Durante el corte manual, la fuerza de corte la aplica una segunda persona golpeando la parte superior de la cortadora con un mazo. En el momento en que el martillo entra en contacto con la cuchilla, las líneas centrales del martillo y de la cuchilla deben estar alineadas y perpendiculares al plano de la chapa.
La postura del empuñador debe ser correcta, el agarre estable y la alineación de la fresa rápida y precisa. El martillador debe golpear recto y con precisión, y ambas partes deben permanecer concentradas y coordinadas.
Compruebe que no haya peatones en los alrededores durante el corte; empiece con una altura de martillo baja hasta que se garantice la precisión y la estabilidad, y luego aumente la altura y la fuerza del martillo.
Los operarios no deben llevar guantes mientras cortan, especialmente el martillador, ya que los guantes reducen la respuesta táctil y pueden causar pérdida de agarre, provocando accidentes. Deben utilizarse guantes para desbarbar, manipular las piezas de trabajo y el material sobrante para evitar lesiones.
Compruebe con frecuencia el apriete de la maza y la cuchilla, asegurándose de que el mango está sujeto con cuñas para evitar que se aflojen por un uso prolongado. Además, afile y elimine las rebabas de la parte superior de la cuchilla para evitar lesiones causadas por los escombros que salen despedidos al martillar.
Cuando la pieza esté a punto de desprenderse, corte suavemente o utilice un martillo de mano para evitar dañar los filos de corte o la superficie.
La cizalla mecánica utiliza equipos especializados para cortar y separar chapas, muy utilizados en el corte de chapa por su gran eficacia y precisión.
Los equipos de cizallado mecánico incluyen cizallas de guillotina, cizallas vibratorias y cizallas giratorias.
Las cizallas de guillotina se utilizan principalmente para cortar chapas en líneas rectas, y funcionan según el principio de utilizar cuchillas lineales en los bordes de corte superior e inferior.
La figura 23 muestra un esquema del principio de la cizalla guillotina. La hoja superior (8) está fijada al portacuchillas (1), la inferior (7) a la mesa (4). Unas bolas (6) facilitan el movimiento de la hoja, con el tope trasero (9) posicionado por el pasador de posicionamiento (10).
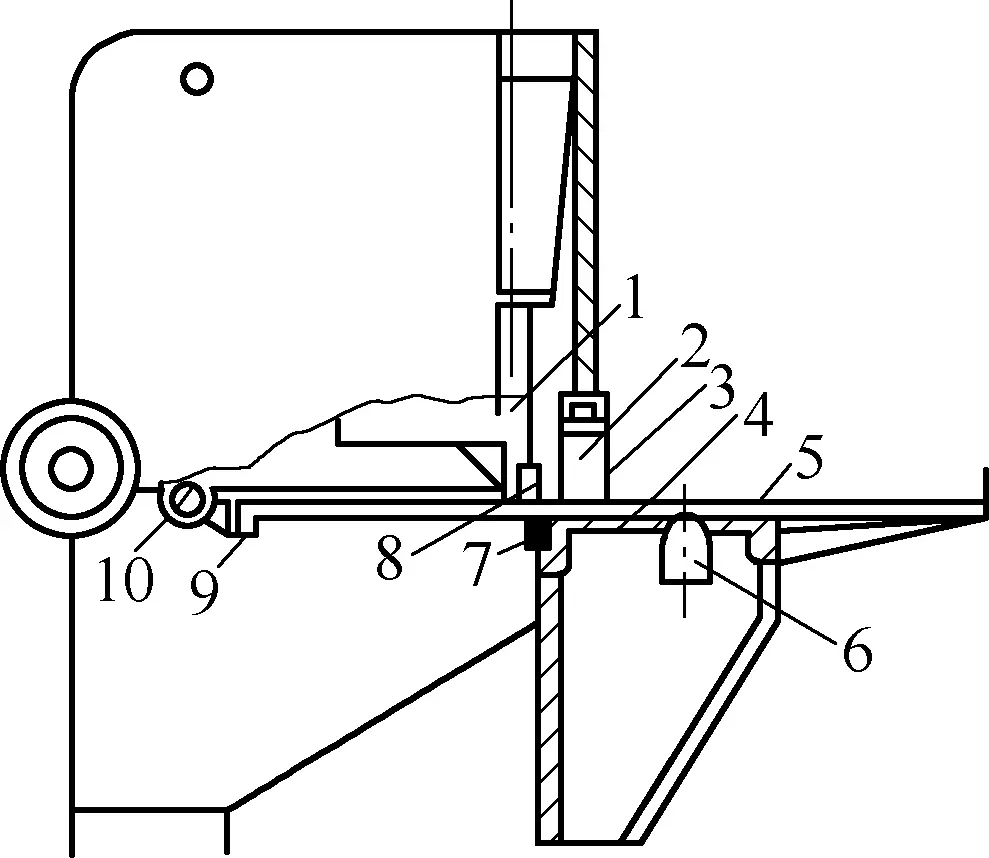
Soporte para 1 cuchilla
2-Cilindro de sujeción hidráulico
Placa de 3 tapas
4 Mesas
5 hojas
6 Bolas
7-Cuchilla inferior
8-Cuchilla superior
Calibre 9 trasero
Pasador de 10 posiciones
El cilindro hidráulico de presión 2 se utiliza para presionar la chapa, evitando que se voltee durante el cizallamiento. La placa protectora 3 es un dispositivo de seguridad para evitar accidentes laborales. Durante el funcionamiento, el cigüeñal acciona la corredera de la cizalla, cortando el material mediante el movimiento relativo de las cuchillas de cizallado superior e inferior.
Las máquinas cizallas se clasifican en máquinas cizallas de transmisión mecánica y máquinas cizallas de transmisión hidráulica en función de sus métodos de transmisión. Las máquinas cizallas con un espesor de placa menor a 10mm son en su mayoría de estructura de transmisión mecánica, mientras que aquellas con un espesor de placa mayor a 10mm utilizan en su mayoría estructuras de transmisión hidráulica.
Las cizallas vibratorias se utilizan generalmente para el corte basado en líneas o plantillas, y suelen emplearse para procesar chapas de menos de 2 mm de grosor. Su principio de funcionamiento consiste en generar un movimiento alternativo de alta velocidad de la cuchilla superior contra la inferior mediante transmisión mecánica, cortando la chapa en pequeños segmentos. Por lo tanto, también se puede utilizar para cortar perfiles curvos exteriores e interiores con radios de curvatura mayores. Su estructura y principio de funcionamiento se ilustran en la figura 24.
a) Aspecto
b) Cuchillas superior e inferior
La cizalla laminadora puede realizar el cizallado en línea recta o a lo largo de una curva. Utilizando la característica de que la cizalla enrolladora puede cortar formas circulares o curvas, puede sustituir a los troqueles de punzonado para cortar o recortar grandes... piezas de estampación en la producción de lotes pequeños, aunque la calidad del cizallado y la productividad no son elevadas. La cizalla laminadora utiliza un par de cuchillas circulares que giran en sentidos opuestos para cizallar la chapa.
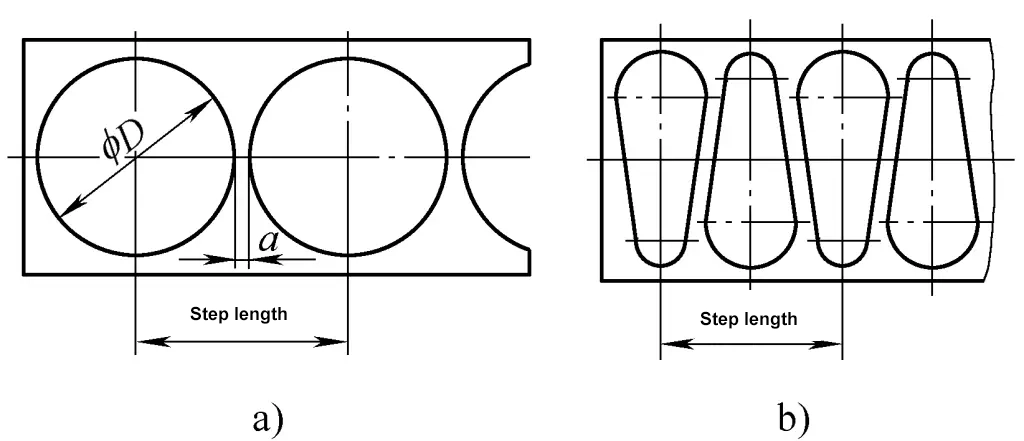
La figura 25a muestra la estructura y el principio de funcionamiento de la cizalla laminadora, y las figuras 25b, c y d muestran varias configuraciones de las cuchillas circulares.
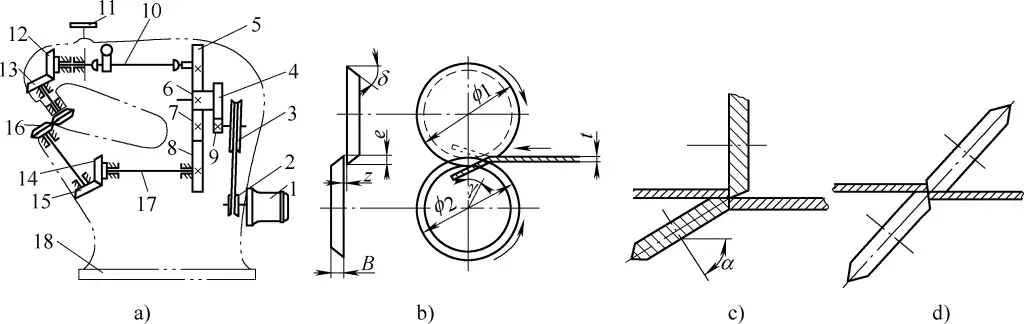
a) Estructura de la cizalla laminadora
b) Configuración recta de las palas circulares
c) Configuración recta inclinada de palas circulares
d) Configuración inclinada de las palas circulares
1-Motor
2, 3 Poleas
4-9 marchas
10 ejes
11-Mango de operación
Engranajes cónicos 12-15
16 cuchillas circulares
17-Eje motriz
18-Base
Las máquinas cizallas se dividen en cizalla de cuchilla plana y cizalla de cuchilla inclinada de acuerdo con el diferente montaje de las cuchillas superior e inferior. El cizallado con cuchillas inclinadas ahorra más trabajo que el cizallado con cuchillas planas y se utiliza sobre todo para el cizallado de chapas anchas y finas. La figura 26a muestra un diagrama esquemático del cizallado con cuchillas inclinadas.
El cizallamiento de cuchilla inclinada puede reducir significativamente la fuerza de cizallamiento. En las cizallas de cuchilla inclinada, la cuchilla inferior es horizontal y la cuchilla superior está inclinada un cierto ángulo respecto a la cuchilla inferior. Dado que la cuchilla superior está inclinada, la longitud de contacto entre la cuchilla y el material durante el cizallamiento es mucho menor que la anchura de la hoja, lo que resulta en una carrera más grande, menor fuerza de cizallamiento, y una operación más suave, por lo que es adecuado para el cizallamiento de hojas delgadas y anchas.
Generalmente, el ángulo de inclinación φ de la hoja superior oscila entre 1° y 6°. Para espesores de chapa de 3-10 mm, φ=1°-3°; para espesores de 12-35 mm, φ=3°-6°. γ es el ángulo de desprendimiento, que ayuda a reducir la rotación del material durante el cizallamiento; α es el ángulo de separación, que ayuda a reducir la fricción entre la cuchilla y el material. γ suele ser de 15°-20°, y α suele ser de 1,5°-3°.
La figura 26b muestra un diagrama esquemático del cizallado de cuchillas planas utilizando una cizalladora de cuchillas planas. La característica de la cizalla de cuchilla plana es que cizalla entre cuchillas superiores e inferiores paralelas. β es generalmente de 0°-15°. Este tipo de cizalla tiene una carrera pequeña pero una gran fuerza de cizallamiento y es adecuada para cizallar chapas gruesas y estrechas.
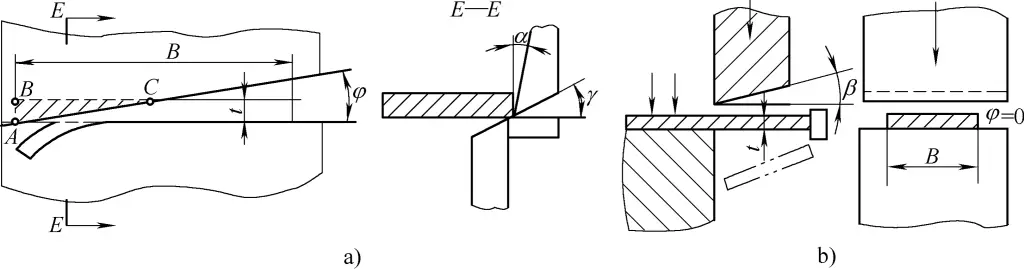
a) Cizallado de cuchilla inclinada
b) Cizallado de cuchillas planas
Las cizallas utilizan cuchillas rectas superiores e inferiores para cizallar las chapas. Para cortar las chapas en determinadas formas y tamaños, las cizallas están equipadas con dispositivos de tope, que constan de topes delanteros, traseros, laterales y topes angulares especializados.
Las placas de tope delanteras, traseras y laterales pueden instalarse y fijarse en la mesa de trabajo o en el bastidor de la bancada de la cizalla, y pueden ajustarse en posición delantera y trasera, izquierda y derecha mediante un mecanismo de ajuste. Las placas de tope angulares se instalan generalmente en las ranuras en T de la superficie de la mesa y pueden instalarse y fijarse en diferentes posiciones en la mesa según la forma de la chapa a cortar.
Aunque hay muchas cizallas con pantalla digital o CNC que han logrado el control y la visualización automáticos del posicionamiento en algunas placas de tope (como la placa de tope trasera), lo que facilita enormemente el cizallado de bloques y tiras de cierta longitud, el cizallado de formas más complejas sigue requiriendo el ajuste manual de varias placas de tope.
Para el corte de piezas de formas complejas, se suele adoptar el método de ajuste manual mediante plantillas. Un aspecto importante de las operaciones de corte es el ajuste de las posiciones de varias placas de tope instaladas en la cizalla para completar el cizallado de tiras y bloques de diferentes anchuras y formas, garantizando y controlando la calidad. En la figura 27 se ilustra el cizallado mediante placas de tope.

a) Utilización de la placa de tope trasera
b) Utilización de la placa de tope delantera
c) Utilización de placas de tope angular y trasero
d) Utilización de dos placas de tope angulares
e) Utilización de placas de tope traseras y angulares
f) Utilización de las placas de tope angular y frontal
1) Cizallado de tiras de anchura general
Para el cizallado de chapas de anchura general, el posicionamiento se puede realizar utilizando líneas o la placa de tope trasera, ajustando la posición de la placa de tope trasera con un tornillo. Durante el cizallado, la chapa se presiona firmemente con una placa de presión, a continuación el deslizador con la cuchilla de cizallado superior se desplaza hacia abajo, y la chapa se cizalla cuando las cuchillas de cizallado superior e inferior se solapan. La sección cizallada no suele requerir más procesamiento para garantizar la calidad, como se muestra en la figura 27a.
2) Cizallado de tiras más anchas
Para el cizallado de tiras más anchas, si la chapa se posiciona utilizando la chapa de tope trasera, la parte que sobresale se combará debido a su peso. El error de posicionamiento aumenta a medida que aumenta la relación entre la longitud en voladizo y el grosor de la chapa (B/t). Por lo tanto, cuando la anchura de la banda supera los 300-400 mm, debe utilizarse la placa de tope delantera para el posicionamiento, como se muestra en la Figura 27b. La posición del tope delantero puede determinarse utilizando herramientas de medición generales o plantillas.
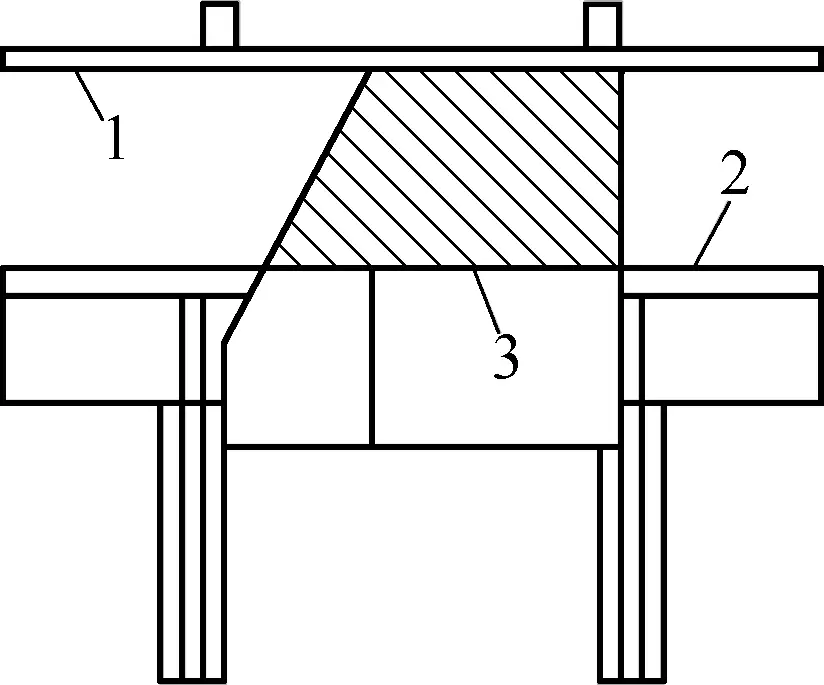
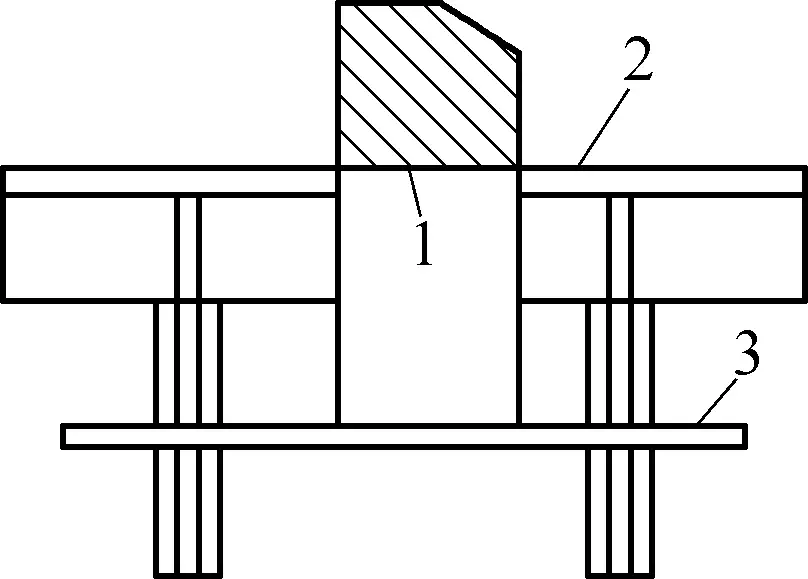
3) Cizallamiento de bloques trapezoidales y triangulares
Para cizallar bloques trapezoidales y triangulares, la placa de tope lateral puede utilizarse en coordinación con otras placas de tope para el posicionamiento.
Durante la instalación, coloque la plantilla sobre la mesa, alinéela con la cuchilla inferior y, a continuación, ajuste y fije la placa de tope lateral. A continuación, ajuste la placa de tope trasera utilizando la plantilla, y utilice tanto la placa de tope lateral como la trasera para el posicionamiento durante el cizallado, como se muestra en la figura 27c. De forma similar, en las figuras 27d, e y f se ilustran otros métodos para el posicionamiento de la junta utilizando la placa de tope lateral y otras placas de tope.
4) Corte el material estrecho.
Cuando la placa está demasiado lejos del dispositivo de prensado y no se puede presionar hacia abajo, para un cizallado seguro y suave, se puede añadir una tabla de relleno del mismo grosor que la placa cizallada y el dispositivo de prensado la presiona hacia abajo para el cizallado. La tabla de prensado puede ser más gruesa, como se muestra en la figura 28. Para chapas finas, no es necesario el acolchado, y la tabla de prensado puede presionar directamente la chapa.
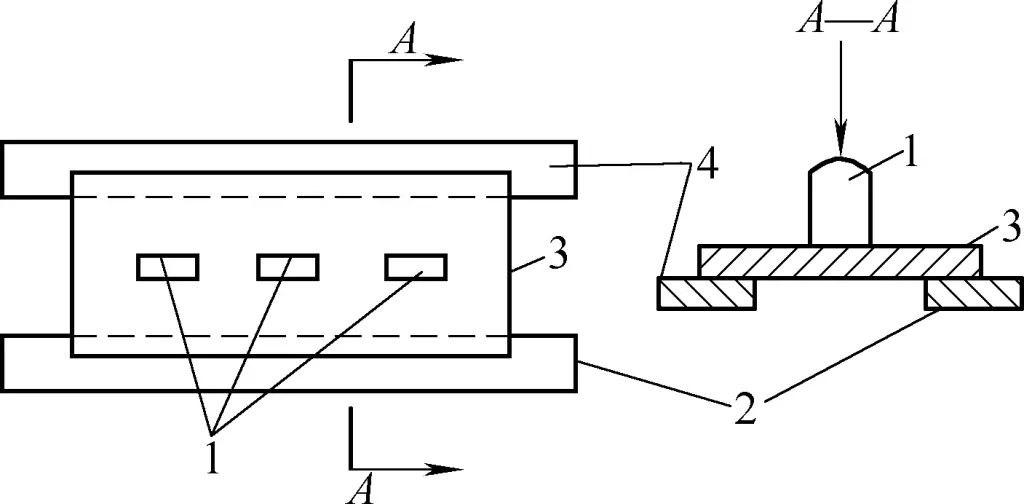
1-Dispositivo de presión
2-Placa de acero cizallada
3-Tabla de prensado
4-Placa de relleno
Durante la placa operación de cizalladoEn primer lugar, cumplir estrictamente los procedimientos de seguridad de la operación de cizallado. En segundo lugar, garantizar la rectitud y el paralelismo de la superficie cizallada de la placa y minimizar la distorsión del material para lograr piezas de alta calidad. A continuación, se da un ejemplo para ilustrar los pasos de la operación de cizallado y los métodos de alineación en detalle.
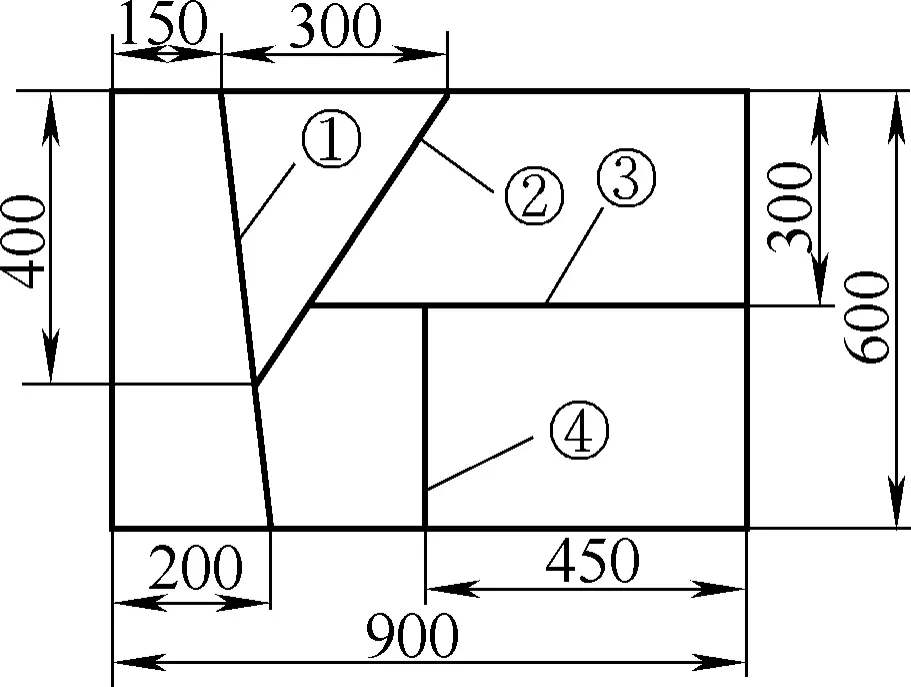
La pieza mostrada en la figura 29 está hecha de una placa de acero de 10 mm de espesor y 25 mm de espesor. La tolerancia de cada dimensión después del cizallado es de ±1mm. Los pasos de la operación de cizallado y los métodos de alineación utilizando una cizalladora inclinada de pórtico son los siguientes:
1) Pasos de la operación de cizallado
Aunque la estructura de las piezas a cizallar puede variar mucho, los pasos básicos de la operación de cizallado son generalmente los mismos y pueden realizarse de la siguiente manera:
① Determinar el número de personas necesarias para el esquileo.
Para placas más grandes, no es aconsejable que una persona opere sola durante la esquila. Deben coordinarse de dos a tres personas para realizar la tarea, con una persona designada como líder, y todas las acciones deben ser coherentes y seguir las órdenes del líder.
② Determinar la secuencia de cizallamiento.
Las piezas suelen tener varias líneas de cizallamiento. Cuando se utiliza una cizalla inclinada de pórtico, la secuencia de cizallado debe garantizar que cada cizallado separa la chapa en dos partes. La figura 29 muestra la secuencia de cizallado de la pieza, siguiendo la secuencia de las líneas de cizallado.
③ Analizar y determinar el método de alineación para el cizallamiento de la pieza.
Existen múltiples métodos para alinear la pieza en una cizalla inclinada de pórtico. Estos métodos deben aplicarse de forma flexible en función del análisis de la estructura de la pieza. Para esta pieza de trabajo, el método de alineación utilizado es:
④ En función de la naturaleza y el grosor del material a cizallar, inspeccione y ajuste la separación de las cuchillas de cizallado. Si la cizalla viene con una tabla de datos de ajuste de la separación de las cuchillas de corte, ajuste la separación de acuerdo con los datos. Como alternativa, consulte la Tabla 2 para determinar la separación de las cuchillas de la cizalla.
Tabla 2: Márgenes de separación razonables para cizallas (Unidad: mm)
| Tipo de material | Gap (t%) |
| Hierro puro electromagnético Acero dulce (acero con bajo contenido en carbono) Acero duro (acero al carbono medio o acero de alta resistencia) Acero al silicio eléctrico Acero inoxidable Acero de baja aleación Aluminio duro, latón Aluminio antioxidante | 6~9 6~9 8~12 7~11 7~13 6~10 6~10 5~8 |
Nota: En la tabla, t representa el espesor de la placa cizallada.
⑤ Después de comprobar y ajustar la separación de la cuchilla de la cizalla, haga funcionar la máquina en estado descargado para confirmar que funciona correctamente antes de cargar material. Antes de cargar, limpie la superficie de la placa y compruebe que las líneas de cizallamiento son claras y precisas.
⑥ Realizar el cizallado. Siga los métodos de alineación y los pasos de cizallamiento determinados.
⑦ Inspección de calidad. Mida las dimensiones de todas las partes de la pieza cizallada para asegurarse de que cumplen los requisitos de diseño y compruebe la calidad de los bordes cizallados.
2) Funcionamiento del método de alineación por cizallamiento
Realice las operaciones de cizallado en la pieza mostrada en la figura 28 utilizando los métodos de alineación determinados.
Línea de cizallamiento ①.
Coloque la placa en la mesa de la cizalla, empújela dentro de la abertura de la cizalla, alinee visualmente los extremos de la línea de cizallamiento con el borde inferior de la cuchilla de la cizalla, como se muestra en la Figura 30. A continuación, retire las manos de la abertura de la cizalla hacia el exterior de la placa de prensado y pulse o pise el interruptor para cizallar la placa.
1-Línea de cizallamiento ①
2-Borde inferior de la cuchilla de corte
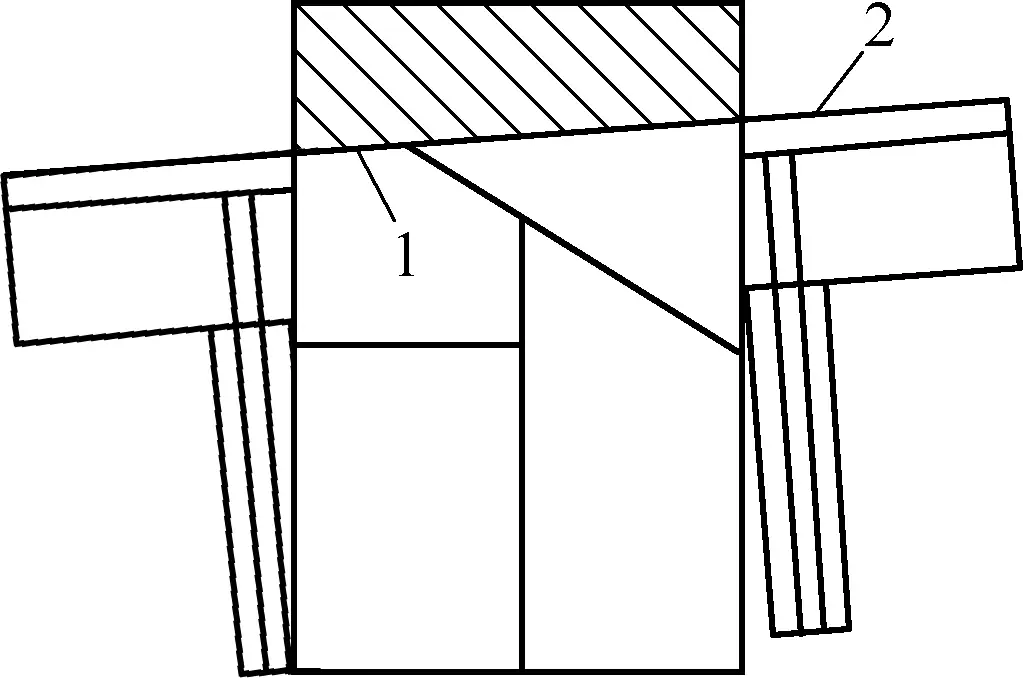
Línea de cizallamiento ②.
Ajuste y fije el tablero de tope de posicionamiento angular, utilice el tablero de tope como referencia de posicionamiento, coloque la placa correctamente en la cizalla y cizalla a lo largo de la línea de cizalla ②, como se muestra en la Figura 31.
1, Tablero de tope de 4 ángulos
2-Línea de corte ②
3-Borde inferior de la cuchilla
Línea de corte ③.
Al posicionar la línea de corte ③ con la galga trasera, la posición de la galga trasera puede determinarse de dos maneras: El primer método es la medición directa con una regla de acero, asegurándose de que la distancia desde los bordes superior e inferior de la cuchilla a la superficie del calibrador trasero es igual a la anchura del material a cortar. Después de fijar la galga trasera, vuelva a medir para garantizar un posicionamiento preciso.
El segundo método es el de posicionamiento de la plantilla. Colocando una plantilla de la misma anchura que el material a cortar entre el borde inferior de la cuchilla y el calibrador trasero, se puede determinar la posición del calibrador trasero. Una vez fijada la posición del calibrador trasero, se puede posicionar y cortar la línea de corte ③, como se muestra en la figura 32.
1-Calibrador trasero
2-Borde inferior de la cuchilla
3-Línea de corte ③
Línea de corte ④.
Al posicionar la línea de corte ④ con el calibrador delantero, el método para determinar la posición del calibrador delantero es el mismo que para el calibrador trasero. En la Figura 33 se muestra el escenario para el posicionamiento y corte del calibrador frontal.
1-Línea de corte ④
2-Borde inferior de la cuchilla
Manómetro 3-Back
Comparativamente, la operación de blanking tiene un contenido técnico menor, pero el blanking con cizalla es propenso a accidentes operativos. Para garantizar la calidad de las piezas de trabajo de cizallado y la seguridad de las operaciones de cizallado, deben observarse las siguientes precauciones durante el proceso de cizallado:
1) Antes de la puesta en marcha, compruebe cuidadosamente si el sistema operativo, el embrague y el freno de la cizalla están en condiciones fiables y efectivas, y asegúrese de que los dispositivos de seguridad están completos y son fiables. Si se encuentra alguna anormalidad, tome las medidas necesarias inmediatamente. Está prohibido hacer funcionar el equipo con averías. Asegúrese de que no hay sonido de golpeteo significativo de pasadores y llaves en el embrague rígido durante el funcionamiento.
2) El motor no debe arrancar bajo carga. El embrague debe estar desembragado antes de arrancar la máquina. Realice una marcha de prueba en vacío antes del funcionamiento oficial para comprobar si hay algún fallo en el funcionamiento de la barra de tracción y si se han aflojado tornillos, y confirme que todos los componentes son normales antes de proceder al funcionamiento oficial.
3) Concéntrese durante las operaciones de corte. Si operan varias personas, el interruptor de corte debe ser controlado por una persona designada. Está terminantemente prohibido introducir las manos en la zona de corte. Concéntrese durante la alimentación, especialmente para garantizar la seguridad de los dedos del operario. Cuando se corte una lámina de material hasta el final, no utilice los dedos para empujar el material desde abajo.
4) Las cuchillas y los bordes deben estar afilados. Al cortar hojas finas, las cuchillas deben quedar bien ajustadas. Mantenga paralelas las cuchillas superior e inferior, no utilice cuchillas desafiladas y compruebe que los bordes de corte estén lisos. Después de ajustar las cuchillas, realice una prueba manual y una prueba en vacío.
5) Al cortar piezas pequeñas de material, utilice una almohadilla de presión para evitar presiones indebidas y accidentes.
6) No coloque otros elementos u objetos ajenos sobre el banco de trabajo. Cualquier ajuste y limpieza debe realizarse con la máquina parada.
7) Está terminantemente prohibido que dos personas cizallen simultáneamente dos chapas diferentes en la misma cizalla. No pise el pedal ni tire del gancho de aire antes de que la pieza esté alineada. Nunca coloque la cabeza o las manos debajo de la cuchilla en ningún momento ni bajo ninguna circunstancia.
8) Mantener ordenado el espacio de trabajo alrededor de la obra, garantizando la elevación vertical sin obstáculos de las piezas o chapas.
9) Está prohibido utilizar la cizalla para procesar piezas de trabajo demasiado largas o gruesas. No utilice la cizalla para cortar acero templado, acero rápido, acero aleado para herramientas, hierro fundido y materiales quebradizos.
Las especificaciones principales para calibrar la cizalla son t×B (t es el grosor máximo admisible del material que se va a cizallar y B es la anchura máxima admisible de la chapa). La cizalla no debe utilizarse para procesar piezas que superen la anchura máxima de cizallado permitida B y el grosor t.
Al cizallar materiales de alta resistencia (como acero para muelles y chapas de acero de alta aleación), verifique el espesor máximo de cizallado permitido tmax. Esto se debe a que el diseño de la cizalla suele considerar materiales de dureza media (resistencia a la tracción en torno a 500 MPa y tipos de acero 25-30). Por lo tanto, si la resistencia a la tracción σb del material a cizallar es superior a 500 MPa, el espesor máximo admisible de cizallado tmax debe calcularse mediante la siguiente fórmula:
tmax=√(500t/σb)
En la fórmula
Según esta fórmula, si el espesor máximo de cizallamiento calculado es inferior al espesor del material que se va a cizallar, no se puede utilizar la cizalladora. La tabla 3 enumera las especificaciones técnicas de la cizalla.
Tabla 3 Especificaciones técnicas de la cizalla
| Parámetro | Modelo | ||||
| Q11-1×1000 | QY11-4×2000 | Q11-4×2500 | Q11-12×2000 | Q11Y-16×2500 | |
| Espesor de la chapa (mm) | 1 | 4 | 4 | 12 | 16 |
| Anchura de la hoja (mm) | 1000 | 2000 | 2500 | 2000 | 2500 |
| Ángulo de corte | 1° | 2° | 1°30′ | 2° | 1°~4° |
| Recuento de carreras (veces/min) | 65 | 22 | 45 | 30 | 8~12 |
| Gálibo trasero Distancia | 500 | 25~500 | 650 | 750 | 900 |
| Potencia (kW) | 0.6 | 6.5 | 7.5 | 13 | 22 |
| Forma estructural | Accionamiento mecánico auxiliar | Accionamiento hidráulico auxiliar | Accionamiento mecánico | Accionamiento hidráulico | |
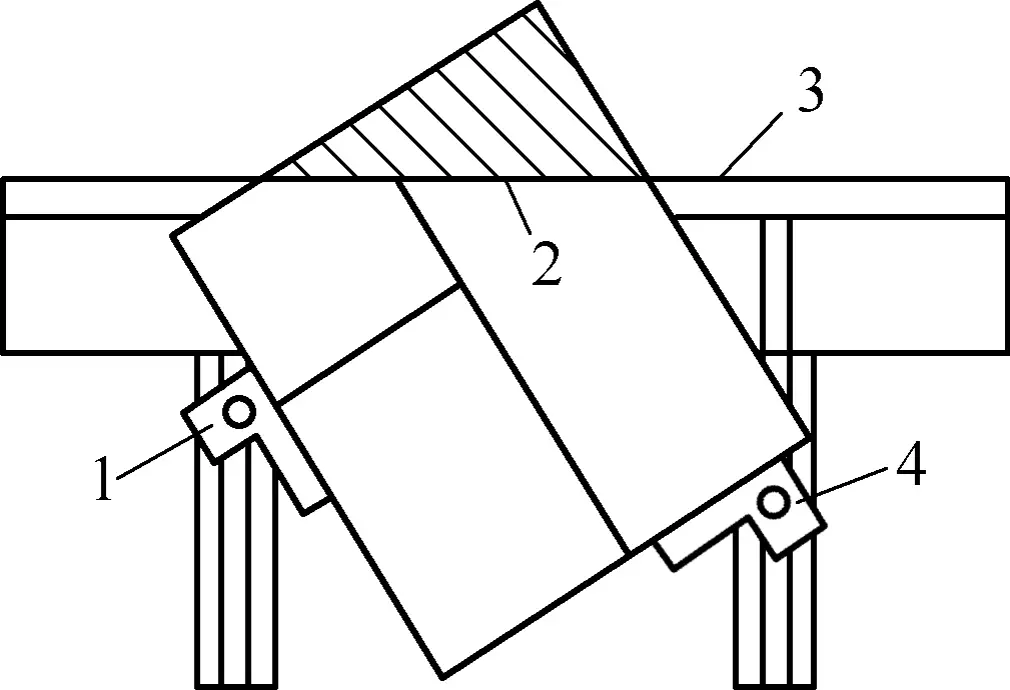
10) Cuando se corten planchas largas, deberá disponerse de soportes auxiliares; cuando se corten planchas grandes y pesadas, para facilitar la alimentación y reducir la fricción en la superficie del material cortado, deberá disponerse de soportes rodantes (es decir, soportes con bolas de acero para sujetar el material, estructura como la mostrada en la Fig. 34). Además, debe utilizarse un dispositivo de elevación para levantar las planchas, junto con suficientes trabajadores auxiliares, y debe garantizarse la coordinación con los trabajadores auxiliares.
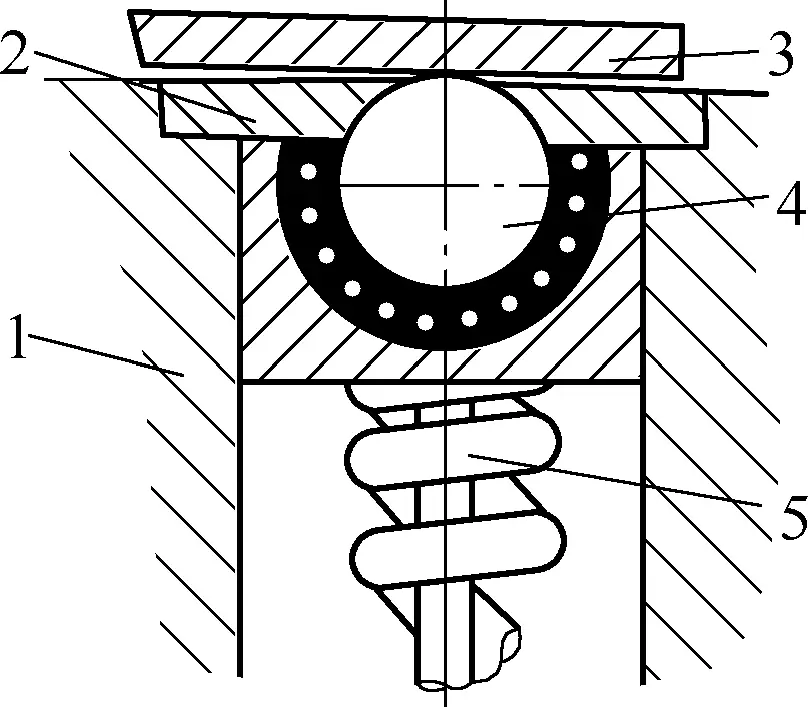
1-Apoyo
2-Cubierta de prensa
Placa de 3 cortes
4-Bola de acero
5-Muelles
El blanqueo es un proceso de estampación que utiliza una matriz bajo la presión de una prensa para separar una parte de la hoja o tira de material colocada entre los bordes del punzón y la matriz, obteniendo así la forma y el tamaño deseados de piezas en bruto o piezas planas.
El método de corte de la forma deseada a partir de una chapa se denomina blanking. En la producción en serie de piezas, el corte puede mejorar la eficacia de la producción y la calidad del producto.
Durante el cizallado, el material se coloca entre el punzón y la matriz, y bajo la acción de una fuerza externa, el punzón y la matriz generan una fuerza de cizallamiento, separando el material bajo la acción de la fuerza de cizallamiento (ver Fig. 35). El principio básico del cizallado es el mismo que el de la cizalladura, salvo que el filo recto de la cizalladura se cambia por un filo circular cerrado u otra forma de filo.
1-Puñetazo
Material de 2 hojas
3-Die
Mesa de 4 prensas
De acuerdo con el principio del proceso de troquelado, el troquelado se realiza principalmente colocando la chapa sobre un troquel montado en una prensa. Por lo tanto, el material en hojas, el equipo de troquelado y el troquel de troquelado constituyen los elementos de producción básicos del proceso de troquelado.
Las principales materias primas para el blanking son las chapas metálicas, aunque también pueden procesarse algunos perfiles (tubos) y materiales no metálicos. En la Fig. 36 se muestran los materiales más comunes para el blanking.
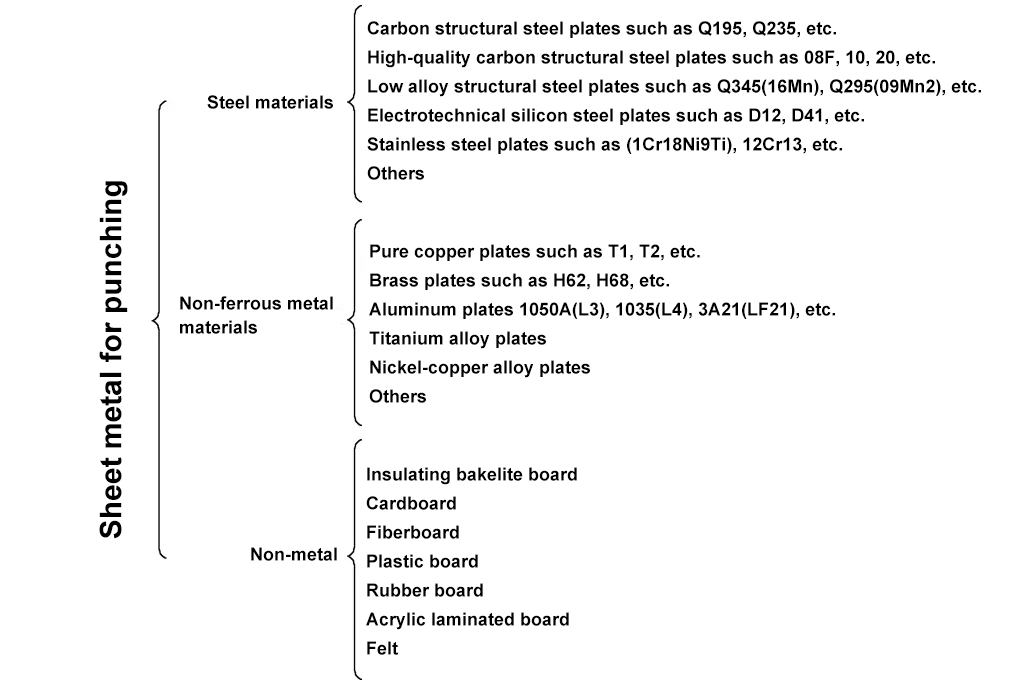
Nota: Las cifras entre paréntesis corresponden a las antiguas calificaciones estándar.
Aunque se utiliza una amplia gama de materias primas para el blanking, no todos los materiales son adecuados para el blanking. Las materias primas utilizadas para el blanking deben tener un buen rendimiento de estampación, una buena usabilidad y una buena calidad superficial para adaptarse a las características del proceso de blanking.
El principal equipo para el troquelado son las prensas de manivela, que son máquinas de forja accionadas por mecanismos de manivela. Las prensas se clasifican por presión nominal en grandes, medianas y pequeñas. Las prensas pequeñas tienen una presión nominal inferior a 1.000 kN, las medianas tienen una presión nominal de 1.000 a 3.000 kN y las grandes tienen una presión nominal superior a 3.000 kN.
Según su forma estructural, las prensas pueden dividirse en abiertas y cerradas. Las prensas abiertas tienen un bastidor en forma de C que permite al operario acercarse a la mesa de trabajo por delante, por la izquierda y por la derecha, lo que facilita su manejo. Sin embargo, debido a la rigidez limitada del bastidor, las prensas abiertas sólo son adecuadas para prensas pequeñas y medianas. Las prensas cerradas tienen un bastidor completamente cerrado y una mayor rigidez, por lo que son adecuadas para prensas medianas y grandes de uso general y prensas ligeras de alta precisión.
Además, las prensas de cigüeñal pueden dividirse en prensas de cigüeñal y prensas excéntricas en función de la estructura de sus ejes de trabajo principales.
1) Prensas de cigüeñal
Las prensas de cigüeñal utilizan un mecanismo de manivela formado por un cigüeñal como eje de trabajo principal para completar la magnificación de la fuerza y la transformación del movimiento. A continuación se explica la estructura y el principio de funcionamiento de la prensa inclinable de cigüeñal abierto JB23-63 (véase la Fig. 37).
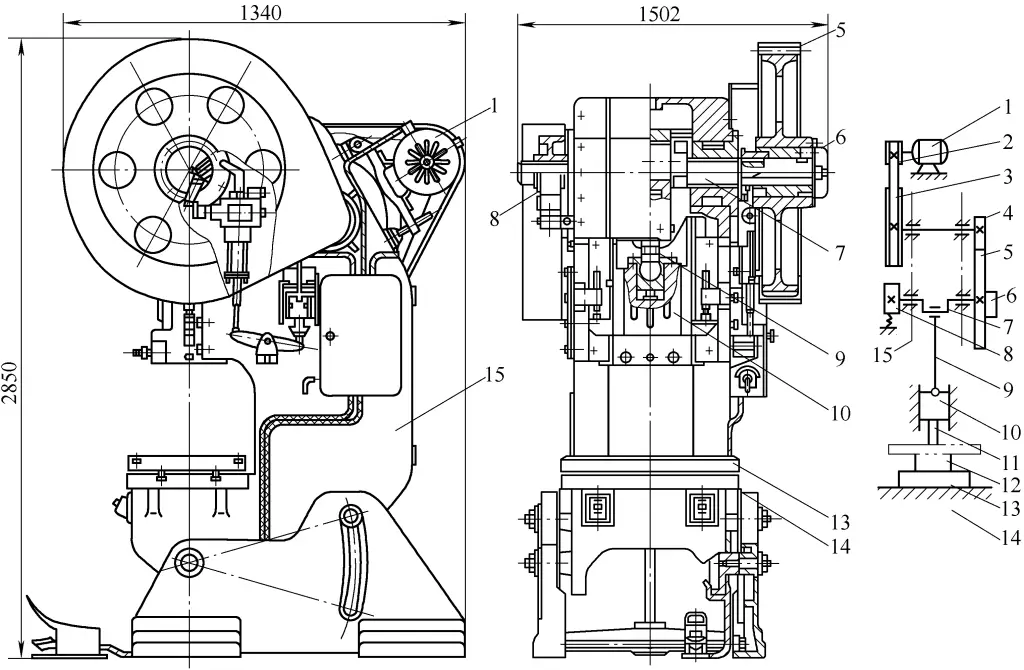
1-Motor
2-Polea pequeña
Polea 3-Grande
4-Pequeño engranaje
Engranaje 5-Large
6 embragues
Cigüeñal 7
8-Freno
9-Varilla de conexión
Deslizador 10
11-Matriz superior
12-Matriz inferior
13-Placa de apoyo
14-Mesa de trabajo
Cuerpo de 15 máquinas
Cuando la prensa funciona, el motor 1 transmite el movimiento a la polea grande 3 a través de la correa trapezoidal, y luego a través del engranaje pequeño 4 y el engranaje grande 5 al cigüeñal 7. El extremo superior de la biela 9 está instalado en el cigüeñal, y el extremo inferior está conectado a la corredera 10. El extremo superior de la biela 9 está instalado en el cigüeñal, y el extremo inferior está conectado a la corredera 10, convirtiendo el movimiento de rotación del cigüeñal en el movimiento lineal recíproco de la corredera. La posición más alta del movimiento de la corredera 10 se denomina punto muerto superior, y la posición más baja, punto muerto inferior.
Debido a los requisitos del proceso de producción, el deslizador a veces se mueve y a veces se detiene, por lo que se instalan un embrague 6 y un freno 8. Dado que la prensa funciona durante muy poco tiempo en cada ciclo de trabajo, y la mayor parte del tiempo funciona sin carga, se instala un volante de inercia para que la carga sobre el motor sea más uniforme y se aproveche eficazmente la energía del equipo. La polea grande también sirve como volante de inercia.
Cuando la prensa está en funcionamiento, la matriz superior 11 del molde usado se instala en la corredera, y la matriz inferior 12 se instala directamente en la mesa de trabajo 14, o se añade una placa de apoyo 13 a la mesa de trabajo para conseguir la altura de cierre adecuada. En este momento, colocando el material entre las matrices superior e inferior se puede realizar el punzonado u otros procesos de conformado para producir piezas de trabajo.
Como puede verse en la figura 37, la carrera de la corredera 10 (es decir, la distancia desde el punto muerto superior al punto muerto inferior de la corredera) es igual al doble de la excentricidad del cigüeñal 7, lo que se caracteriza por una gran carrera de la prensa que no puede ajustarse.
Sin embargo, como el cigüeñal se apoya sobre dos o más cojinetes simétricos en la prensa, la carga sobre ésta es más uniforme, por lo que se pueden fabricar prensas de gran carrera y gran tonelaje.
2) Prensa excéntrica
La prensa excéntrica utiliza un mecanismo de manivela formado por el uso de un eje principal excéntrico como eje principal de trabajo para completar la amplificación de la fuerza y cambiar la forma del movimiento. Como se muestra en la Figura 38, la carrera del deslizador de la prensa puede ajustarse ajustando la posición del manguito excéntrico 5 en la prensa.
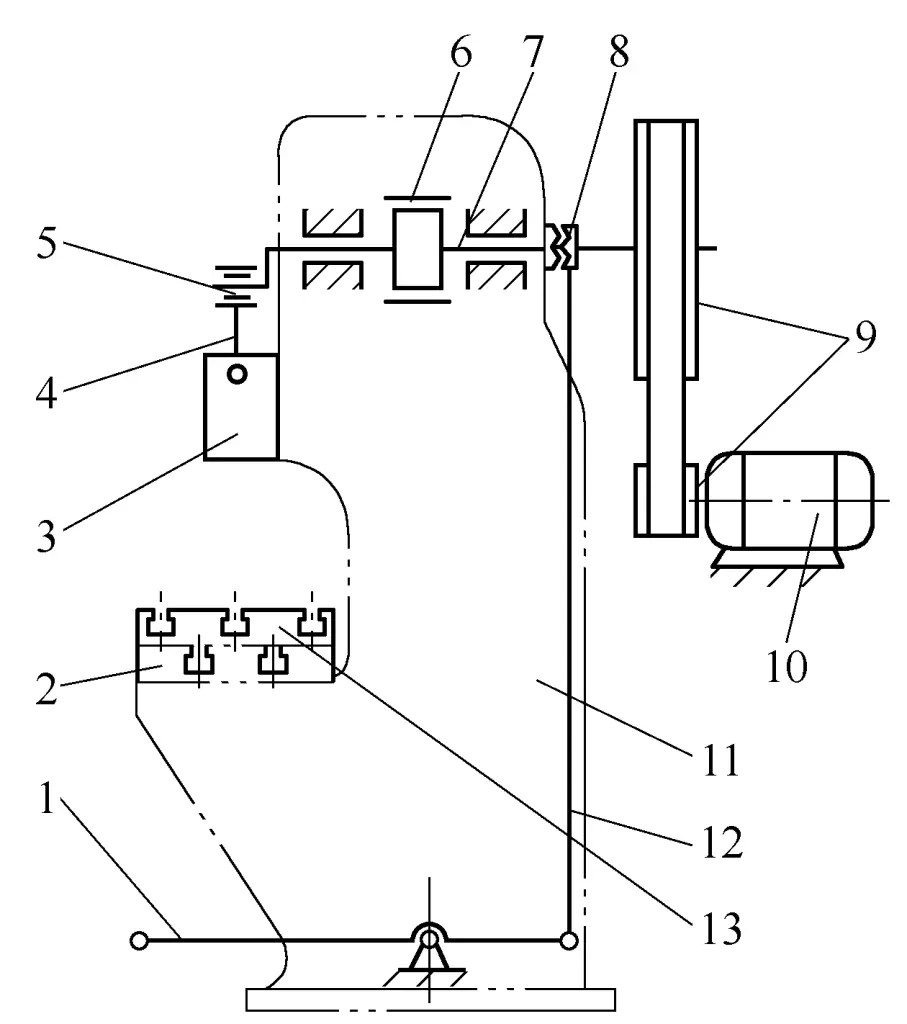
1-Pedal
2-Mesa de trabajo
Deslizador 3
4-Varilla de conexión
5-Manguito excéntrico
6-Frenos
7-Eje principal excéntrico
8 embragues
9-Pulley
10-Motor
11-Camas
Palanca de 12 mandos
13-Placa de apoyo de la mesa de trabajo
Este tipo de prensa se caracteriza por tener una carrera pequeña pero ajustable, por lo que puede utilizarse para procesos de punzonado en troqueles que no requieren una gran carrera, como los troqueles de placas guía.
Las matrices de punzonado utilizadas habitualmente para piezas de chapa metálica son matrices de un solo proceso, que completan un proceso de punzonado (punzonado o corte) por carrera de la prensa. Según los diferentes procesos de punzonado, las matrices de punzonado utilizadas habitualmente para piezas de chapa metálica incluyen matrices de punzonado, matrices de corte, etc. Según los diferentes métodos de guiado, pueden dividirse en matrices de punzonado abiertas, matrices de punzonado guiadas por matriz y matrices de punzonado con placa guía, etc.
1) Troquel de perforación
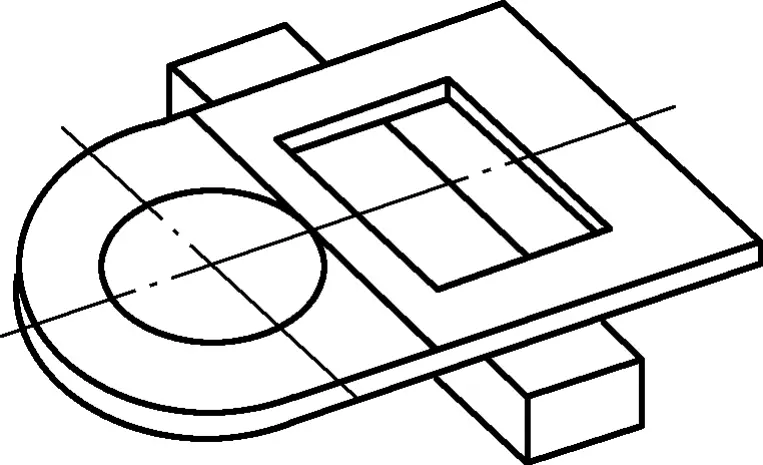
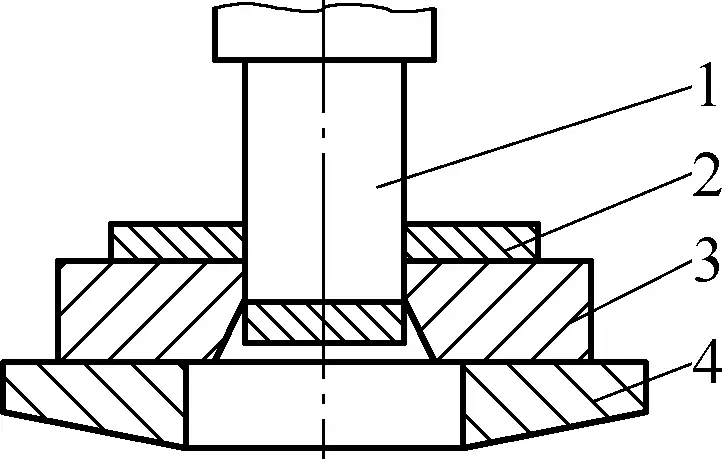
Como se muestra en la Figura 39b, un diagrama estructural de la matriz de punzonado utilizada para procesar los agujeros en la pieza mostrada en la Figura 39a.
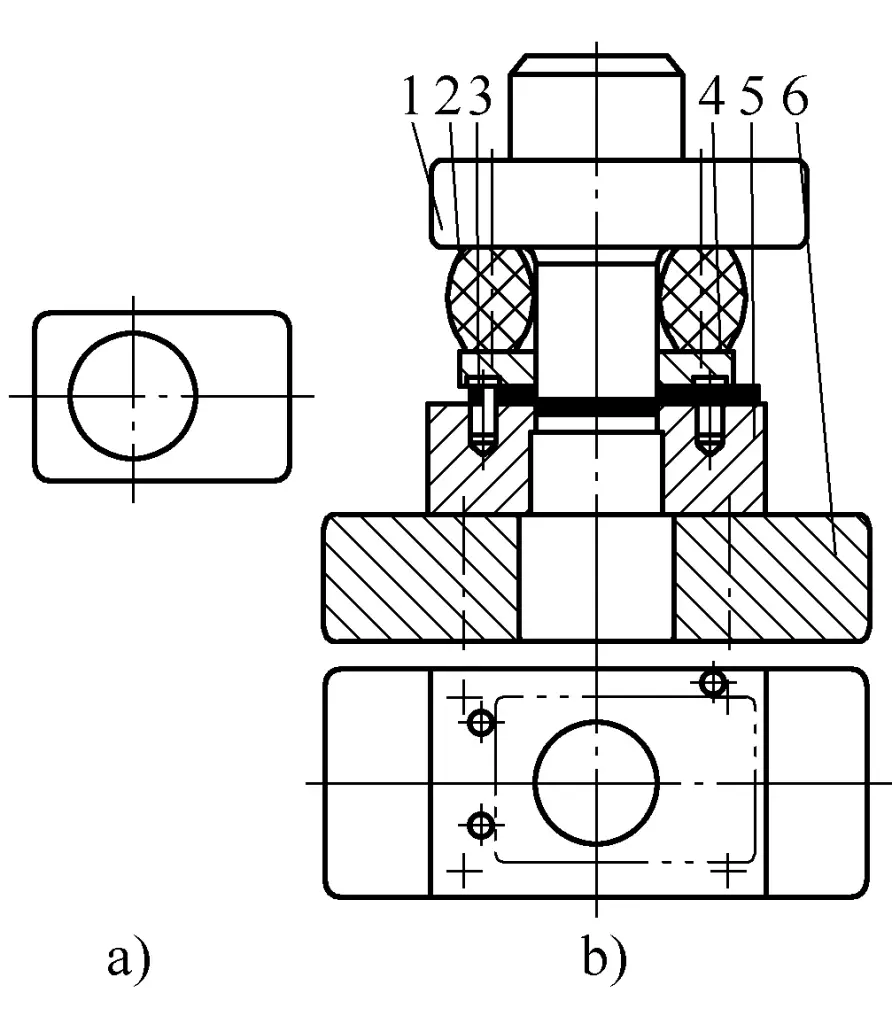
a) Diagrama estructural de la pieza
b) Diagrama estructural del troquel
1-Matriz superior
2-Cuerpo elástico de goma
Pasador de 3 posiciones
Placa de 4 estrías
5-Muere hembra
6-Placa inferior del troquel
Esta matriz es una simple matriz de punzonado de tipo abierto sin guía. Las piezas en bruto cizalladas se posicionan mediante tres pasadores de posicionamiento instalados en la matriz hembra 5. La matriz superior 1 y la matriz hembra 5 punzonan conjuntamente orificios redondos, y la placa separadora 4, accionada por el cuerpo elástico de caucho comprimido 2, empuja hacia fuera las piezas sujetas en el punzón de la matriz superior.
Este tipo de troquel tiene una estructura sencilla, es fácil de fabricar y de bajo coste, pero el holgura del troquel El ajuste es problemático, la calidad de las piezas punzonadas es mala y la operación no es muy segura. Se utiliza principalmente para punzonar piezas con requisitos de precisión bajos, formas sencillas y lotes pequeños.
2) Matriz de corte
La matriz de troquelado es una matriz de un solo proceso que completa el proceso de troquelado. La matriz de troquelado requiere una holgura razonable entre el punzón y la matriz, un posicionamiento preciso del material en banda en la matriz, una caída suave de las piezas troqueladas, la planitud de las piezas troqueladas y una buena calidad de la superficie cizallada.
La figura 40 muestra una matriz de corte con postes guía deslizantes. La matriz de troquelado guiada por un juego de troqueles de postes guía utiliza postes guía y casquillos guía como componentes de guía que encajan entre sí. Durante el funcionamiento, siempre encajan con una holgura H6/h5 o H7/h6, garantizando que las piezas de trabajo (punzón y matriz) de la matriz estén correctamente posicionadas y asegurando la calidad de las piezas troqueladas.
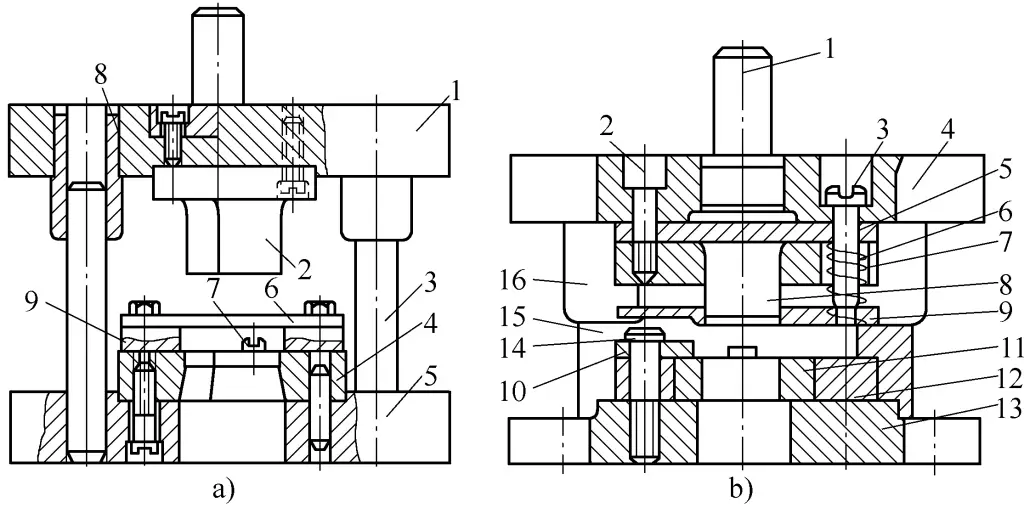
a) Matriz de obturación con placa separadora fija
b) Matriz de obturación con placa separadora elástica
a) En la figura:
1-Soporte superior para troqueles
2-Punch
Puesto de 3 guías
4-Muere
5-Soporte inferior del troquel
Placa 6-Stripper
7-Pin de posicionamiento
Manguito de 8 guías
Regla de 9 guías
b) En la figura:
1-Vástago del troquel
2-Tornillo de cabeza hexagonal interior
3-Tornillo de extracción
4-Soporte superior para troqueles
5-Placa de apoyo
Placa de fijación de 6 punzones
7-Primavera
8-Punch
Placa 9-Stripper
10-Placa de posicionamiento
11-Muere
Inserto para 12 troqueles
13-Soporte inferior del troquel
14-Tornillo
Puesto de 15 guías
Funda de 16 guías
Como se muestra en la figura 40a, una matriz de troquelado con una placa separadora fija se utiliza principalmente para estampar piezas gruesas (t>0,5mm) y rígidas. Durante el funcionamiento de la matriz, el material en tiras es alimentado por las reglas de guía izquierda y derecha 9 y posicionado directamente por el pasador de posicionamiento 7 para garantizar que el material en tiras tenga la posición correcta en la matriz.
Cuando el carro de la prensa desciende, el punzón 2 y la matriz 4 entran gradualmente en contacto con la chapa y la cortan. A medida que el carro asciende, el punzón 2 también asciende, y la placa separadora 6 montada sobre las reglas de guía 9 raspa el material en tiras adherido al punzón 2. Las piezas en blanco caen directamente a través del orificio de desecho situado debajo del soporte inferior de la matriz. Las piezas cortadas caen directamente a través del orificio para desechos situado debajo del soporte inferior de la matriz.
Como se muestra en la figura 40b, una matriz de troquelado con una placa separadora elástica se utiliza principalmente para estampar piezas delgadas (t<0,5 mm) y puede mantener una buena planitud de las piezas. El sistema de expulsión consta de la placa de expulsión 9, el tornillo de expulsión 3 y el muelle 7. Cuando el punzón 8 desciende con la prensa para punzonar la lámina de material, la placa separadora 9 también desciende y presiona la lámina de material, mientras que el muelle 7 se comprime.
Tras el punzonado, el producto cae directamente por el orificio para desechos del soporte inferior de la matriz, mientras que los desechos ascienden con el material en tiras firmemente enrollado alrededor del punzón 8. El muelle 7, mediante el reajuste de la placa despojadora 9, despoja el desecho. El sistema de pelado elástico puede utilizar muelles como elementos elásticos o elastómeros de caucho, goma, etc.
El troquel guiado por el juego de troqueles tiene una alta precisión de guiado, una larga vida útil del troquel y es adecuado para la producción en serie de piezas.
Como se muestra en la Figura 41c, se utiliza una matriz de corte tipo placa guía para procesar las piezas redondas mostradas en la Figura 41a. La Figura 41b muestra la disposición de las piezas.
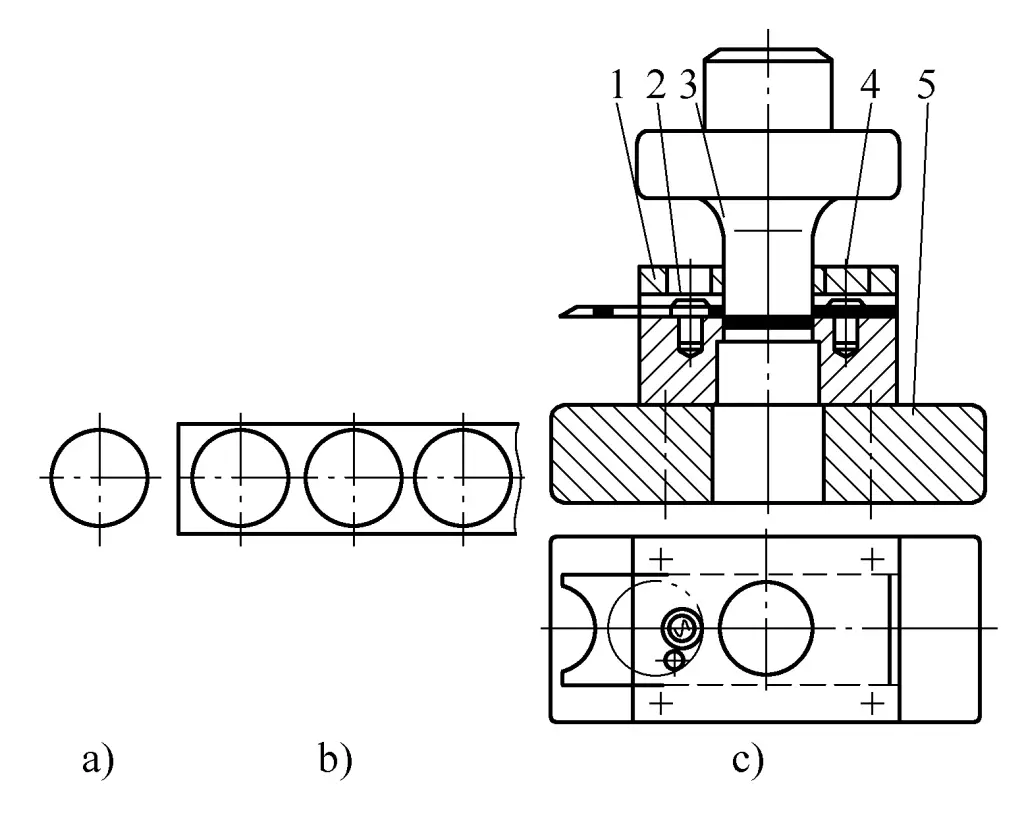
a) Diagrama esquemático de la estructura de la pieza
b) Diagrama esquemático de la disposición de las piezas
c) Diagrama esquemático de la estructura de la matriz
1-Placa guía
2-Pin cilíndrico
3-Muere superior
4-Muere
5-Plantilla inferior
Este tipo de troquel tiene una precisión mayor que los troqueles no guiados, una fabricación compleja, pero es más seguro de usar, fácil de instalar y se utiliza generalmente para formas sencillas y tamaños pequeños de troqueles de corte de un solo proceso con un espesor de chapa t>0,5 mm. Requiere una carrera de prensa pequeña para garantizar que el punzón no se separe de la placa guía durante el funcionamiento.
Para formas complejas y piezas más grandes, este tipo de estructura no es adecuada, y es mejor utilizar una estructura de matriz con postes guía y casquillos guía para el guiado.
Cuando el punzón de la placa guía funciona, se guía a través del pequeño hueco existente entre la parte de trabajo de la matriz superior 3 y la placa guía 1. Para materiales de menos de 0,8 mm, utilice un ajuste H6/h5; para materiales de más de 3 mm, utilice un ajuste H8/h7.
La placa guía también actúa como expulsor. Durante el punzonado, asegúrese de que el punzón no sale de la placa guía para mantener la precisión de la guía, especialmente en el caso de punzones múltiples o pequeños. Si el punzón sale y vuelve a entrar en la placa guía, el borde afilado del punzón puede dañarse fácilmente y el orificio guía de la placa guía puede roerse con facilidad, lo que afecta a la vida útil del punzón y a la precisión de la guía entre el punzón y la placa guía.
3) Composición estructural de la matriz de punzonado
Aunque hay muchas formas estructurales de matrices de punzonado, independientemente de la forma, su estructura consta de las siguientes partes.
① Perforar y morir.
Son las piezas que cizallan directamente el material y constituyen el núcleo de la matriz de punzonado. Normalmente, el punzón se fija en la plantilla superior y la matriz en la plantilla inferior.
② Dispositivo de posicionamiento.
Su función es asegurar la posición correcta de la pieza punzonada en la matriz, normalmente consta de piezas de posicionamiento como una placa guía o un pasador de posicionamiento, fijados en el soporte inferior de la matriz para controlar la dirección de avance y la cantidad de avance de la banda.
③ Dispositivo de extracción.
Su función es separar la chapa o la pieza punzonada de la matriz, y suele constar de piezas como una placa despojadora rígida o elástica. Cuando finaliza el punzonado y el punzón se desplaza hacia arriba, la banda del punzón queda bloqueada y cae por la placa de expulsión. Además, el orificio cónico expandido hacia abajo de la matriz ayuda a expulsar el material punzonado de la matriz.
④ Dispositivo de guía.
Su función es garantizar la posición relativa correcta entre las partes superior e inferior de la matriz, que suelen consistir en casquillos guía y pilares guía, placas guía, etc. Durante el funcionamiento, la guía garantiza el ajuste correcto entre el punzón y la matriz.
⑤ Dispositivo de sujeción y fijación.
Su función es garantizar la conexión firme y fiable entre el troquel y la prensa, así como entre las piezas del troquel, y suele constar de piezas como la plantilla superior, la plantilla inferior, el vástago del troquel, la placa de presión, pernos y tornillos. Estas piezas combinan y ensamblan varias partes del troquel y las fijan en la prensa.
⑥ Dispositivo de prensado.
Su función es evitar que se arrugue la pieza punzonada y mejorar la calidad de la sección de punzonado, suele consistir en un anillo elástico de sujeción, etc.
Para garantizar la calidad de las piezas punzonadas, deben determinarse los siguientes parámetros de proceso al formular los procesos de punzonado y diseñar las matrices de punzonado.
El método de disposición de las piezas troqueladas en la banda se denomina disposición. Los principios básicos de la disposición son mejorar la tasa de utilización del material, facilitar la operación segura y fácil para el personal con baja intensidad de mano de obra, y simplificar la estructura de la matriz. La tarea principal del trabajo de disposición es diseñar el diagrama de disposición, para lo cual deben determinarse los valores de solapamiento, distancia de paso, etc.
1) Determinación del valor de solapamiento
Durante la maquetación, se deja un cierto margen de proceso entre las piezas troqueladas y entre éstas y los laterales de la banda, lo que se denomina solapamiento.
El propósito de ajustar el solapamiento es compensar los errores de corte de la banda, los errores de paso de alimentación y los errores de sesgo de alimentación debidos a los huecos entre la banda y la placa guía durante el punzonado. Además, garantiza que los bordes de corte del punzón y la matriz puedan soportar fuerzas en ambos lados, proporcionando cierta rigidez a la banda durante la alimentación continua, evitando piezas defectuosas como esquinas faltantes, y mejorando la vida útil de la matriz y la calidad de la sección de la pieza.
Un solapamiento excesivo desperdicia material, mientras que un solapamiento insuficiente no sirve para el propósito previsto. Un solape insuficiente puede introducirse fácilmente en la matriz, aumentando el desgaste del filo de corte y afectando a la vida útil de la matriz.
El valor de solapamiento suele determinarse por experiencia. La tabla 4 muestra los valores de solapamiento para chapas de acero con bajo contenido en carbono. Una vez determinado el valor de solapamiento, puede decidirse la anchura de la banda para el cizallado en función del método de disposición.
Cuadro 4 Valores de solapamiento a y a1 para chapas de acero con bajo contenido en carbono (unidad: mm)
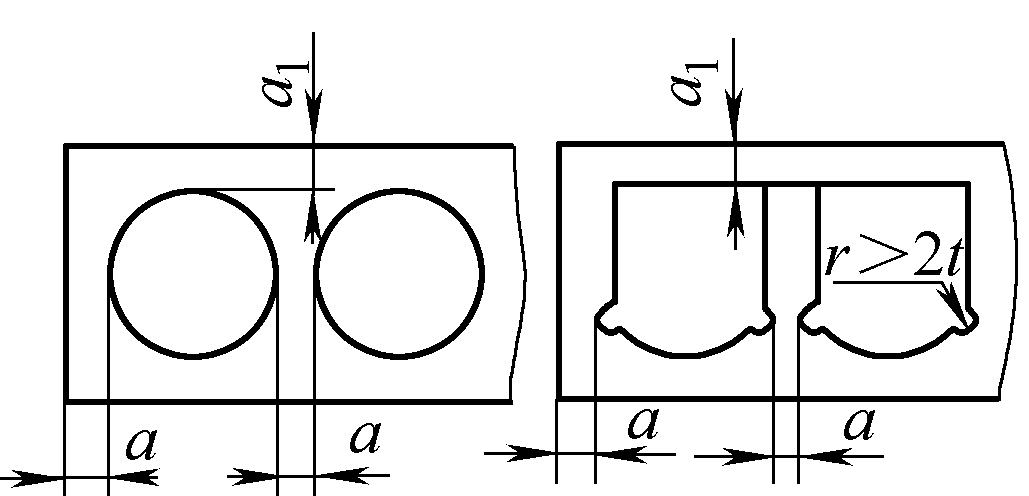
Nota:
Para otros materiales, multiplique los valores de la tabla por los siguientes coeficientes: acero medio al carbono 0,9; acero alto al carbono 0,8; latón duro 1~1,1; aluminio duro 1~1,2; latón blando, cobre puro 1,2; aluminio 1,3~1,4; no metales (cuero, papel, tableros de fibras, etc.) 1,5~2.
2) Determinación de la distancia de paso
La distancia que la banda avanza cada vez en la matriz se denomina distancia de paso de alimentación A. La distancia de paso es la base para determinar la posición del pasador de bloque.
El cálculo de la distancia de paso está relacionado con el método de trazado. El tamaño de la distancia de paso es la distancia entre los puntos correspondientes de dos piezas punzonadas correspondientes en la tira, como se muestra en la Figura 42.
a) Esquema de disposición de las piezas circulares
b) Esquema de disposición de piezas de forma irregular
Fuerza de perforación es la base principal para seleccionar una prensa adecuada y también es un dato necesario para diseñar la matriz y comprobar su resistencia. Para el punzonado normal de cantos planos, la fórmula de cálculo de la fuerza de punzonado es:
En la fórmula
F=Ltσb
En el proceso de corte, además de la fuerza de corte, también existen la fuerza de extracción, la fuerza de empuje y la fuerza de expulsión. La fuerza para eliminar el material adherido al punzón después del troquelado se denomina fuerza de extracción y se indica como FtiraLa fuerza para empujar o expulsar el material atascado en la matriz se denomina fuerza de empuje y la fuerza de expulsión, Fpulse y FExpulsar respectivamente. La magnitud de estas fuerzas es generalmente la fuerza de corte F multiplicada por un factor (0,04 a 0,12). La selección específica del factor puede consultarse en los materiales de cálculo de estampación relacionados.
La presión total de troquelado necesaria durante el troquelado es la suma de la fuerza de troquelado, la fuerza de extracción, la fuerza de empuje y la fuerza de expulsión. A la hora de elegir una prensa, debe considerarse si es necesario tener en cuenta todas estas fuerzas, en función de la estructura de las diferentes matrices:
Al elegir una prensa en función de la presión total de troquelado del troquel de troquelado, la presión nominal de la prensa debe cumplir generalmente: presión nominal de la prensa ≥ 1,2Ftotal.
La holgura de corte Z se refiere a la diferencia de dimensiones de las piezas de trabajo entre el punzón y la matriz, es decir, Z=Dmorir-DpunzónZ es el espacio libre de doble cara para el cegado, Dmorir y Dpunzón son las dimensiones del filo de corte de la matriz y el punzón respectivamente.
La holgura de troquelado tiene un impacto significativo en el proceso de troquelado; su tamaño afecta directamente a la calidad de las piezas troqueladas y también tiene un impacto considerable en la vida útil de la matriz. La holgura de troquelado es el parámetro de proceso más importante para garantizar un troquelado correcto. En la producción real, el valor de una holgura de corte razonable se determina mediante métodos experimentales.
El valor de una holgura de corte razonable tiene un rango bastante amplio, normalmente (5% a 25%) t. Dado que no existe un valor de holgura de corte absolutamente razonable, y que los requisitos específicos de las piezas de corte varían según los distintos sectores, cada sector, e incluso cada empresa, tiene sus propias tablas de holgura de corte. A la hora de determinar el valor específico de juego de corte, a menudo se hace referencia a las tablas de juego de corte pertinentes.
En términos generales, la selección de una holgura de corte razonable menor ayuda a mejorar la calidad de las piezas estampadas, mientras que la selección de una holgura de corte razonable mayor ayuda a mejorar la vida útil de la matriz. Por lo tanto, bajo la premisa de garantizar la calidad de las piezas estampadas, se debe utilizar una holgura de corte razonable mayor.
Además, la holgura de borrado de doble cara Z también puede calcularse mediante la siguiente fórmula:
Z=mt
En la fórmula:
Cuadro 5 valores m para las industrias de fabricación de maquinaria y de automoción y tractores
| Nombre del material | m valor |
| Acero 08, acero 10, latón, cobre puro | 0.08~0.10 |
| Acero Q235, 25 | 0.1~0.12 |
| 45 acero | 0.12~0.14 |
En las operaciones de troquelado, las dimensiones y la precisión de las piezas de trabajo de la matriz son los principales factores que afectan al grado de tolerancia dimensional de las piezas troqueladas. Además, la holgura adecuada de la matriz también depende de las dimensiones y tolerancias de las piezas de trabajo de la matriz. Por lo tanto, a la hora de determinar las dimensiones y tolerancias de fabricación de las piezas de trabajo del punzón y la matriz, es necesario tener en cuenta las leyes de la deformación de troquelado, el grado de tolerancia de las piezas troqueladas, el desgaste de la matriz y las características de fabricación.
Cuadro 6 valores m para la industria de aparatos e instrumentos eléctricos
| Tipo de material | Nombre del material | m valor |
| Materiales metálicos | Aluminio, cobre puro, hierro puro | 0.04 |
| Aluminio duro, latón, acero 08, acero 10 | 0.05 | |
| Bronce al estaño-fósforo, aleación de berilio, acero al cromo | 0.06 | |
| Chapa de acero al silicio, acero para muelles, acero con alto contenido en carbono | 0.07 | |
| Materiales no metálicos | Tela de papel, cuero, amianto, caucho, cartón duro de plástico, cartón adhesivo, cartón de tela adhesiva, hoja de mica | 0.02 0.03 |
1) Principios básicos del cálculo de las dimensiones de los punzones y las matrices para el troquelado
Los principios básicos del cálculo del tamaño de los punzones y matrices para el troquelado son:
Cuando se perforan orificios, el diámetro del orificio determina el tamaño del punzón, y la holgura de corte se obtiene aumentando el tamaño de la matriz.
Cuando se troquela, las dimensiones externas determinan el tamaño de la matriz, y la holgura de troquelado se obtiene disminuyendo el tamaño del punzón.
Dado que el desgaste de la matriz aumentará las dimensiones de las piezas troqueladas, y el desgaste del punzón disminuirá las dimensiones de las piezas punzonadas, para mejorar la vida útil de la matriz, al fabricar una nueva matriz, el tamaño de la matriz debe tender hacia el límite inferior de las dimensiones de la pieza troquelada, y el tamaño del punzón debe tender hacia el límite superior de las dimensiones de la pieza punzonada.
2) Métodos para garantizar la distancia de seguridad
Cuando se fabrican troqueles de corte, se suelen utilizar los dos métodos siguientes para garantizar una holgura de corte razonable:
Uno de los métodos es el de elaboración por separado. Los tamaños y tolerancias del punzón y la matriz se especifican por separado y se fabrican individualmente. Los tamaños y las tolerancias de fabricación del punzón y la matriz garantizan la holgura de corte necesaria. El punzón y la matriz procesados por este método son intercambiables, tienen un ciclo de fabricación corto y son adecuados para la producción por lotes.
Otro método es el proceso de ajuste individual. En este método, el punzón y la matriz se ajustan individualmente para garantizar una holgura de corte razonable. Tras el mecanizado, el punzón y la matriz deben coincidir correctamente y no pueden intercambiarse. Normalmente, la matriz se elige como la matriz de referencia para las piezas troqueladas, y el punzón se elige como la matriz de referencia para las piezas punzonadas.
En el plano de la pieza de la matriz de referencia se marcan las dimensiones y las tolerancias, y en el plano de la pieza de la matriz de no referencia correspondiente se marcan las mismas dimensiones nominales que en la matriz de referencia, pero sin tolerancias. La holgura de corte se ajusta según las dimensiones reales de la matriz de referencia, asegurándose de que el valor de la holgura de corte está dentro de Zmin a Zmax. El método de procesamiento de ajuste único se utiliza principalmente para punzones con formas complejas y pequeñas holguras de corte.
3) Cálculo de las dimensiones de trabajo al procesar por separado el punzón y la matriz
Las dimensiones de trabajo para procesar por separado el punzón y la matriz se refieren a las dimensiones que dan las desviaciones de fabricación del punzón y la matriz. La determinación de las dimensiones de trabajo puede calcularse en las dos situaciones siguientes:
① Troquel de perforación:
dconvexo=(dmin+xΔ)0-δconvexo
dcóncavo=(dconvexo+Zmin)=(dmin+xΔ+Zmin)+δcóncavo0
② Troquel de corte:
Dconvexo=(Dmax-xΔ)+δcóncavo0
Dconvexo = (Dcóncavo - Zmin) = (Dmax - xΔ - Zmin)0 - δconvexo
En la fórmula
4) Pasos del tratamiento de coincidencia única para punzones y matrices
El método de procesamiento de coincidencia única se utiliza a menudo para piezas en bruto con formas complejas y materiales finos. El principio para determinar las dimensiones nominales del punzón y la matriz es garantizar la máxima cantidad de desgaste dentro del rango de tamaño cualificado de las piezas de trabajo del molde.
Los pasos para determinar las dimensiones de fabricación del punzón y la matriz procesados de coincidencia única son:
① Primero seleccione el molde de referencia.
② Determinar si cada dimensión del molde de referencia aumentará, disminuirá o permanecerá inalterada tras el desgaste.
③ Según la determinación, el aumento de tamaño se calcula por el tamaño límite superior de la pieza menos xΔ, con tolerancia positiva para punzón y matriz, y el tamaño de tolerancia seleccionado como 1/3 a 1/4 de la tolerancia de tamaño Δ; la disminución de tamaño se calcula por el tamaño límite inferior de la pieza más xΔ, con tolerancia negativa para punzón y matriz, y el tamaño de tolerancia seleccionado como 1/3 a 1/4 de la tolerancia de tamaño Δ; el tamaño sin cambios se calcula por el tamaño medio de la pieza, con tolerancias positivas y negativas simétricas, y el tamaño de tolerancia seleccionado como 1/8 de la tolerancia de tamaño Δ.
④ Las dimensiones fuera de la matriz de referencia se ajustan según las dimensiones reales de la matriz de referencia para garantizar el requisito de holgura de punzonado.
El ajuste correcto de la prensa es un aspecto importante de la instalación de la matriz de punzonado y un requisito previo crucial para producir piezas estampadas de calidad. Los principales aspectos del ajuste de la prensa son el ajuste de la carrera de la prensa y la altura de cierre de la prensa. Cuando hay una barra de expulsión en la matriz, también es necesario ajustar la posición de la barra de expulsión.
La carrera de la corredera en la mayoría de las prensas (como las prensas de manivela) no es ajustable. Algunas prensas (como las prensas excéntricas, en las que el eje principal de la prensa es un eje excéntrico, como se muestra en la figura 43) tienen una carrera ajustable de la corredera. Como se muestra en la figura 43a, el uso de una estructura de eje excéntrico y manguito permite ajustar la carrera girando la posición del manguito excéntrico.
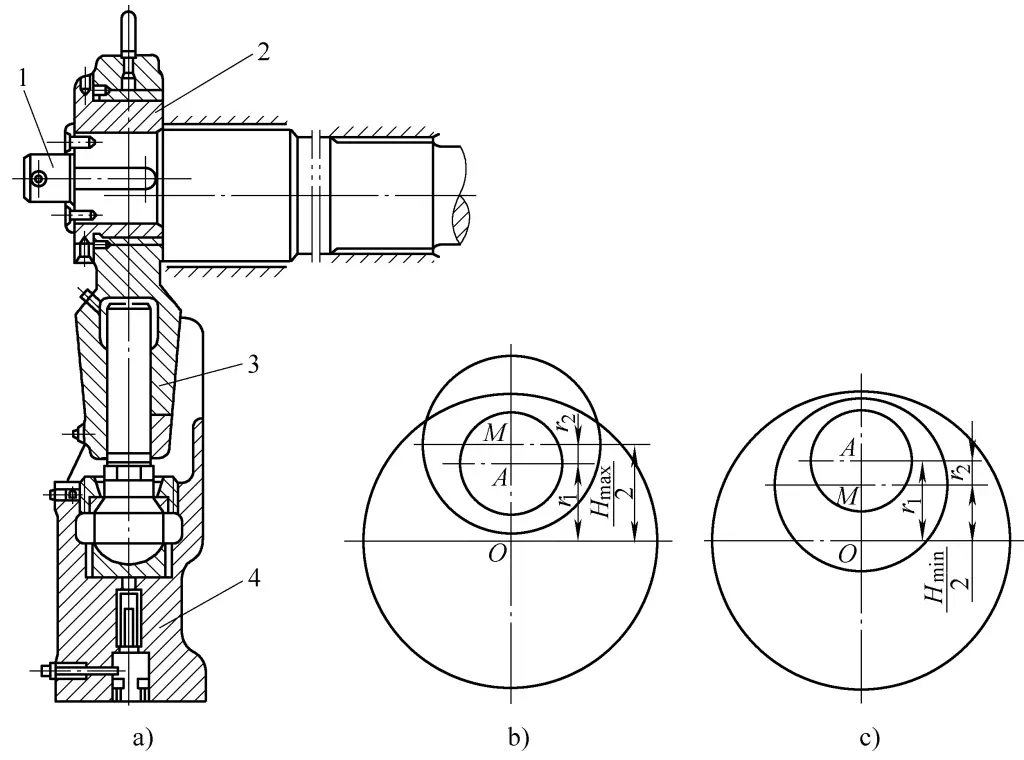
a) Mecanismo de carrera ajustable
b) Carrera máxima de funcionamiento
c) Carrera mínima de funcionamiento
1-Eje excéntrico
2-Manguito excéntrico
3-Varilla de conexión
4 Deslizadores
O-Centro del eje principal
A-Pieza excéntrica centro del eje principal excéntrico
M-Centro del manguito excéntrico
Cuando las distancias excéntricas del eje excéntrico y del manguito excéntrico están en la misma dirección, el valor de la carrera de funcionamiento es máximo, como se muestra en la figura 43b, es decir,
Hmax=2(r1+r2)
Dónde
Cuando las distancias excéntricas del eje excéntrico y del manguito excéntrico están en sentidos opuestos, el valor de la carrera de funcionamiento es mínimo, como se muestra en la figura 43c, es decir,
Hmin=2(r1-r2)
Donde Hmin-Carrera mínima de funcionamiento de la prensa (mm).
La figura 44 muestra un diagrama esquemático del mecanismo de ajuste de la carrera de la prensa excéntrica. El principio y los pasos para el ajuste son los siguientes:
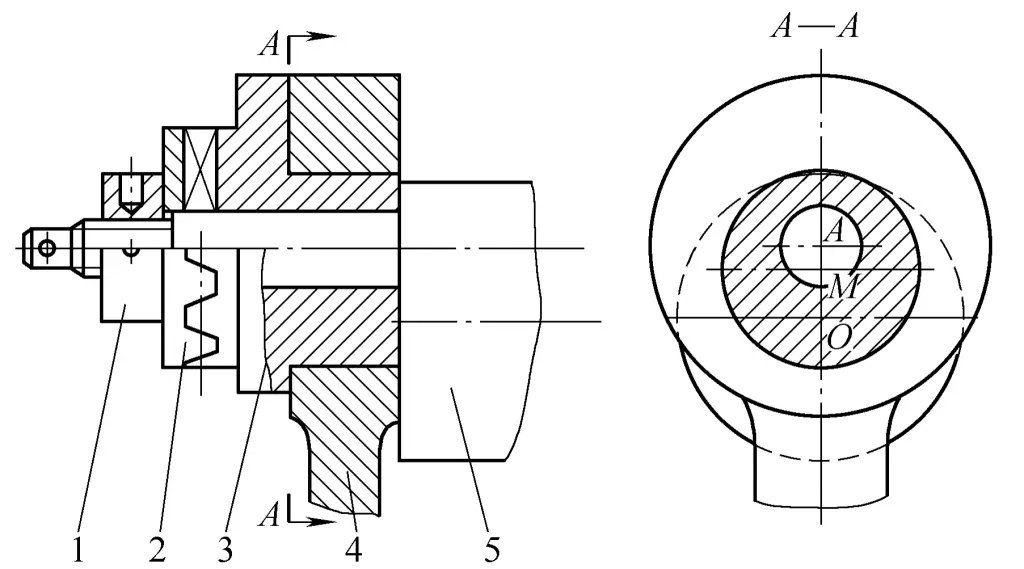
1-Tuerca
2-Manguito de enganche
3-Manguito excéntrico
4-Varilla de conexión
5-Eje principal excéntrico
El extremo delantero del eje principal excéntrico 5 es una parte excéntrica, que está revestida con un manguito excéntrico 3. El manguito excéntrico 3 y el manguito de acoplamiento 2 están engranados por dientes extremos y bloqueados por la tuerca 1. El manguito de acoplamiento 2 está conectado al eje principal excéntrico 5 mediante una chaveta. El manguito excéntrico 3 y el manguito de acoplamiento 2 están engranados por los dientes de los extremos y bloqueados por la tuerca 1. El manguito de acoplamiento 2 está conectado al eje principal excéntrico 5 mediante una chaveta. La biela 4 se enrosca libremente en el manguito excéntrico. De este modo, la rotación del eje principal hará que el centro M del manguito excéntrico 3 se mueva en un movimiento circular a lo largo del centro O del eje principal, haciendo así que la biela 4 y el deslizador realicen un movimiento de vaivén hacia arriba y hacia abajo.
Afloje la tuerca 1 para desenganchar los dientes extremos del manguito de acoplamiento 2, gire el manguito excéntrico 3 y ajuste la distancia desde el centro M del manguito excéntrico hasta el centro O del eje principal, ajustando así la carrera de la corredera dentro de un cierto rango. El rango de ajuste de la carrera es ![]() (donde A es el centro de la parte excéntrica del eje principal excéntrico, y M es el centro del manguito excéntrico).
(donde A es el centro de la parte excéntrica del eje principal excéntrico, y M es el centro del manguito excéntrico).
Para adaptarse a moldes de diferentes alturas, la altura de la matriz de la prensa debe ser ajustable. En general, se puede ajustar la longitud de la biela de la prensa.
Un extremo de la biela de la prensa está conectado al cigüeñal, y el otro extremo está conectado a la corredera. Por lo tanto, el ajuste de la longitud de la biela puede lograr el propósito de ajustar la altura del troquel. El mecanismo deslizante del cigüeñal de la prensa JB23-63 mostrado en la Figura 45 ajusta la altura del troquel ajustando la longitud de la biela.
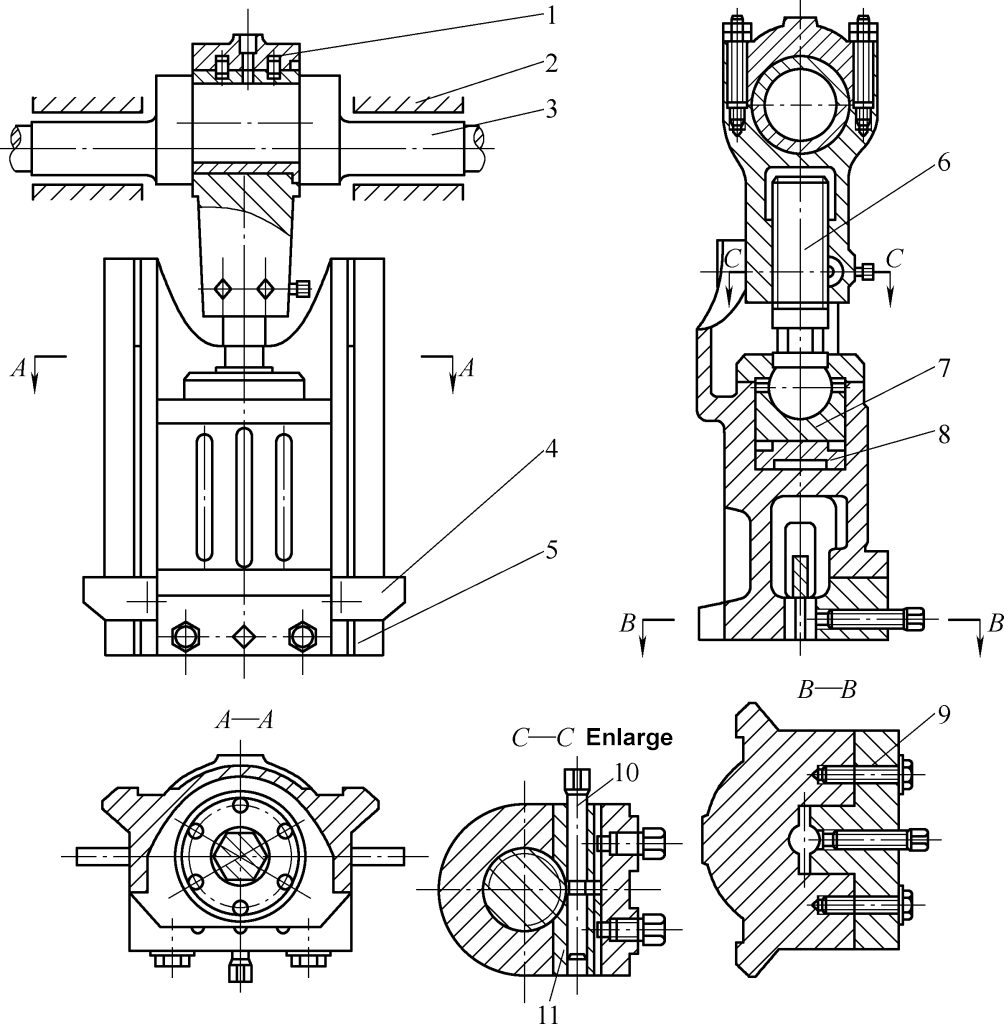
1-Cuerpo de conexión
2-Bujes
3 Cigüeñales
Barra 4 Striker
Deslizador 5
6-Tornillo de ajuste
7-Asiento de apoyo
8-Bloqueo de seguridad
9-Bloque de sujeción del portamatriz
10-Tornillo de bloqueo
11-Bloqueador
Como puede verse en la figura 45, la biela no es una parte integral, sino que está compuesta por el cuerpo de conexión 1 y el tornillo de ajuste 6. Hay una sección hexagonal en el centro del tornillo de ajuste 6, como se muestra en la sección A-A de la figura 44. Afloje el tornillo de bloqueo 10 y gire con una llave la parte hexagonal situada en el centro del tornillo de ajuste 6 para ajustar la longitud de la biela. Las prensas más grandes ajustan el tornillo mediante un motor, un engranaje o un mecanismo de tornillo sin fin.
Cuando la corredera está en el punto muerto inferior, la distancia entre el plano inferior de la corredera y la superficie de la mesa se denomina altura de cierre de la prensa. Cuando la biela se ajusta a su longitud mínima, la altura de cierre alcanza su valor máximo, denominado altura de cierre máxima de la prensa; cuando la biela se ajusta a su longitud máxima, la altura de cierre alcanza su valor mínimo, denominado altura de cierre mínima de la prensa.
Para instalar correctamente el molde en la prensa y garantizar el funcionamiento normal de la proceso de estampaciónLa altura máxima de cierre de la prensa debe ser mayor que la altura de cierre del molde, para que el molde pueda instalarse entre la superficie de trabajo de la prensa y la superficie inferior de la corredera; la altura mínima de cierre de la prensa debe ser menor que la altura de cierre del molde, para que los moldes superior e inferior puedan alinearse correctamente durante el estampado.
Después de ajustar la altura cerrada de la prensa, el dispositivo de bloqueo debe bloquearse para evitar que la longitud de la biela cambie debido a la holgura durante el funcionamiento de la prensa, afectando a la operación normal de estampación. Esto es especialmente importante para ciertos procesos de estampación en los procedimientos básicos de deformación, como el plegado y el gofrado.
Al final de una operación de estampación, la pieza suele quedarse atascada en el molde. Para empujar la pieza de trabajo hacia fuera, la prensa suele tener un dispositivo de expulsión colocado en la corredera. Como se muestra en la figura 46, el dispositivo de golpe rígido consiste en una varilla de golpe 4 que pasa a través de la corredera y un tornillo de tope 3 fijado al cuerpo de la máquina.
Cuando la corredera desciende para realizar el estampado, la pieza es empujada hacia arriba por el vástago expulsor 7 de la matriz superior a través del vástago de expulsión 4 de la corredera. Cuando la corredera asciende y se aproxima al punto muerto superior, ambos extremos de la barra de expulsión 4 son bloqueados por el tornillo de tope 3 del cuerpo de la máquina. A medida que la corredera continúa subiendo, la varilla de expulsión 4 se mueve hacia abajo en relación con la corredera, empujando la varilla de expulsión 7 en la matriz superior para expulsar la pieza de trabajo.
La carrera máxima de trabajo de la varilla de golpeo 4 es H-h. Si la varilla de golpeo 4 choca con el tornillo de tope 3 demasiado pronto, se producirán accidentes de equipo. Por lo tanto, al cambiar los moldes o ajustar la altura de instalación de la prensa, la posición del tornillo de tope 3 debe ajustarse en consecuencia.
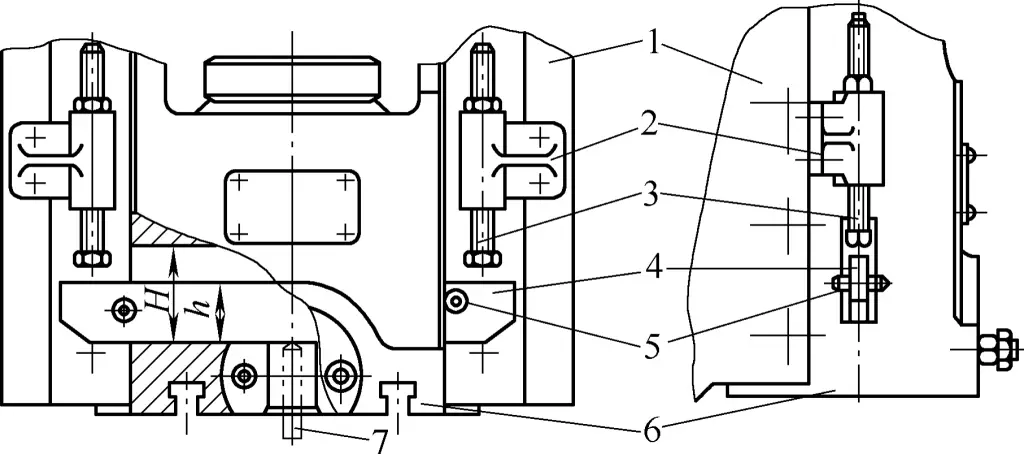
1-Cuerpo de la máquina
Asiento de 2 paradas
Tornillo 3-Stop
Varilla 4-Knockout
Pasador de 5 paradas
Deslizador 6
7-Vástago eyector
La figura 47 muestra el estado de funcionamiento inicial del dispositivo de golpe de prensa.
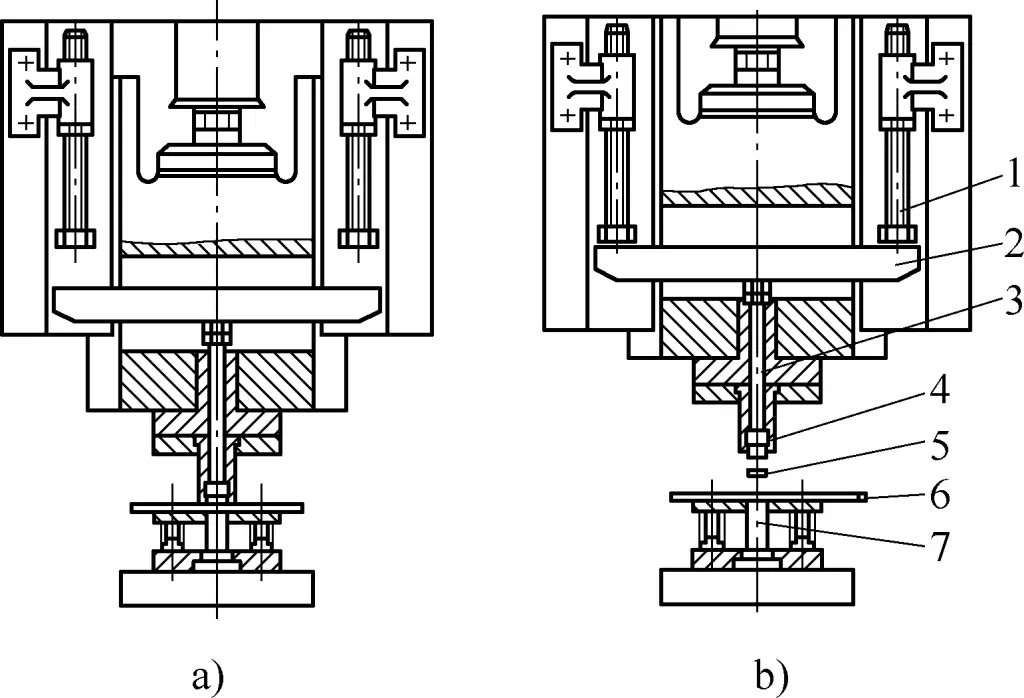
a) Punto muerto inferior de la carrera
b) Punto muerto superior de la carrera
1-Tornillo de tope
Varilla de 2 golpes
3-Vástago eyector
4-Muere hembra
Pieza de 5 sellos
Material de 6 hojas
7-Punch
La instalación y el ajuste de la matriz de estampación es una parte importante de la operación de estampación. La calidad de la instalación y el ajuste afecta directamente a la seguridad y la producción de las piezas procesadas. La corrección de la instalación y el ajuste afecta directamente a la seguridad del molde, el equipo y los trabajadores de estampación.
El principio general de instalación del troquel en la prensa es: primero fijar el troquel superior en la corredera de la prensa, y luego ajustar el troquel inferior según la posición del troquel superior. Los ajustes correspondientes de la prensa deben realizarse durante el proceso de instalación del molde.
La instalación de troqueles de corte puede dividirse en troqueles de corte no guiados y troqueles de corte guiados.
1) Instalación de troqueles de corte no guiados
La instalación de troqueles de corte no guiados es relativamente complicada. El método es el siguiente:
① Preparación para la instalación del molde. Antes de instalar el molde, la prensa y el molde deben ser inspeccionados. Los principales elementos de inspección incluyen:
Además, los operarios deben estar familiarizados con la forma, la precisión dimensional y los requisitos técnicos de las piezas a punzonar, comprender los documentos de proceso pertinentes de las piezas punzonadas y el contenido de procesamiento del proceso en curso; estar familiarizados con el tipo, la estructura, el principio de funcionamiento y las características de uso de la matriz de troquelado utilizada. Por último, hay que limpiar el molde y la mesa de trabajo de la prensa y comprobar su estado de funcionamiento.
② Compruebe las condiciones de instalación del troquel. La altura cerrada del troquel debe coincidir con la altura de instalación de la prensa. Antes de instalar el troquel, debe medirse su altura cerrada. El valor de la altura cerrada H0 del molde debe cumplir los siguientes requisitos:
Hmin+10mm≤H0≤Hmax-5mm
Fórmula
Si la altura cerrada del molde es demasiado pequeña y no cumple los requisitos anteriores, se puede añadir una almohadilla de suelo a la mesa de trabajo de la prensa para cumplir los requisitos anteriores antes de instalar el molde, como se muestra en la figura 48.
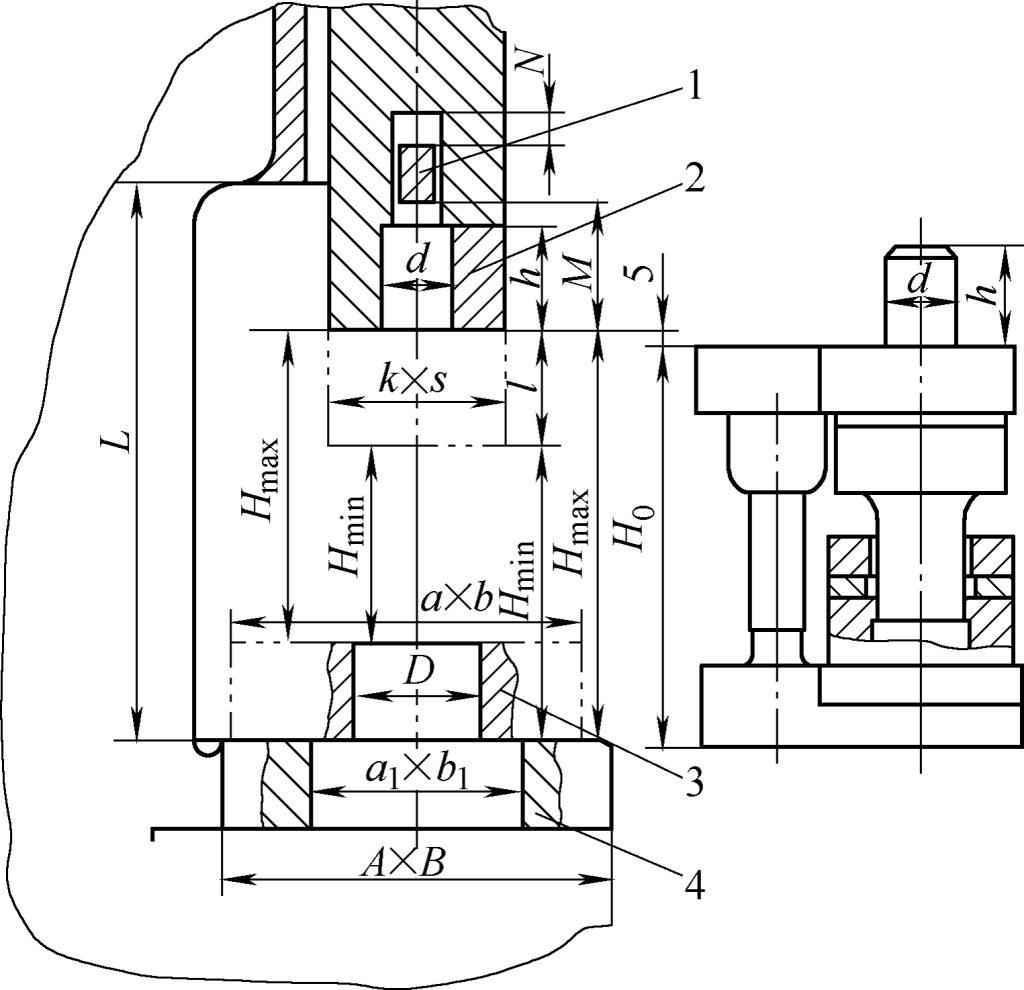
1-Haz de expulsión
Bloque de sujeción con mango de 2 moldes
3 almohadillas
4-Mesa de trabajo
El significado de las otras dimensiones que se muestran en la figura es:
Cuando se instalan varios juegos de troqueles en la misma máquina de prensar para el estampado en varias estaciones, la altura de cierre de cada juego de troqueles debe ser la misma.
③ Instale el troquel. Después de completar el trabajo de preparación para la instalación de cada troquel, proceda a la instalación del troquel de acuerdo con los siguientes pasos.
Coloque el troquel en el centro de la máquina de prensar como se muestra en la figura 49. Los troqueles superior e inferior están apuntalados por bloques 3.
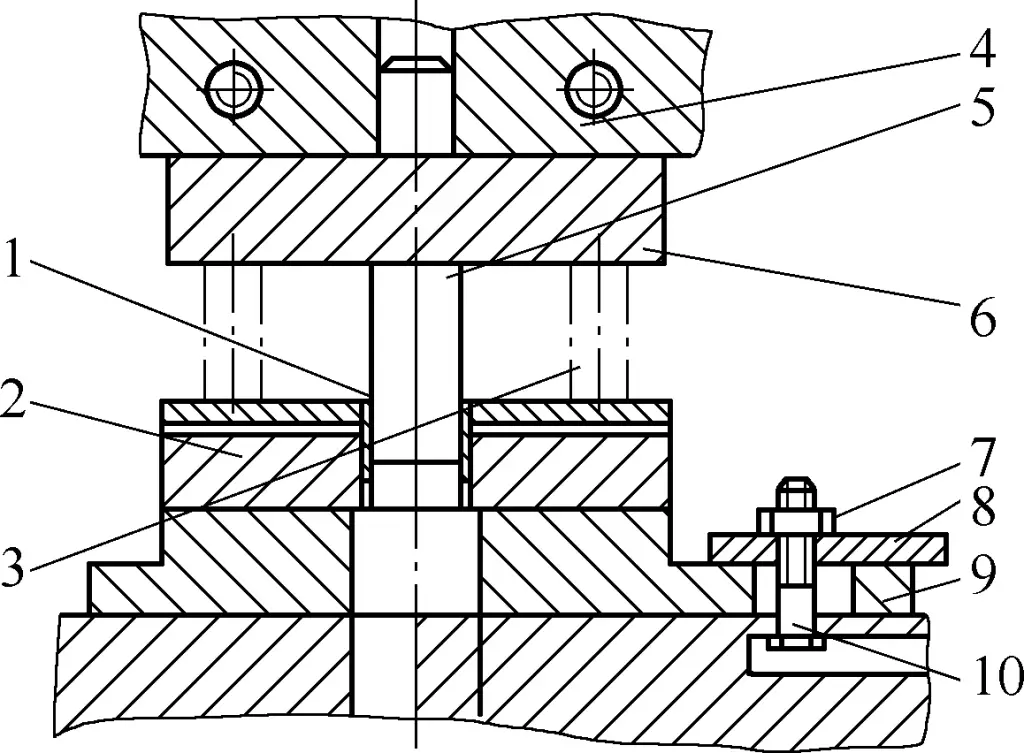
1-Cartón duro
2-Muere
3 Bloques
Deslizador de la máquina 4-Press
5-Punch
6-Plantilla superior
7-Tuercas
8-Placa de presión
9-Hierro de respaldo
Perno 10-T
Afloje la tuerca de la corredera de la máquina de prensar 4, gire manualmente o con una palanca el volante de la máquina de prensar para bajar la corredera de la máquina de prensar 4 hasta que entre en contacto con la plantilla superior 6 y el mango del troquel entre en el orificio del mango del troquel de la corredera de la máquina de prensar 4.
Si la corredera de la máquina de prensar 4 ajustada a la posición más baja según los requisitos anteriores sigue sin poder entrar en contacto con la plantilla superior 6, ajuste el tornillo de la biela de la máquina de prensar para que la corredera de la máquina de prensar 4 entre en contacto con la plantilla superior 6. Si ajustando la biela al punto más bajo todavía no puede hacer que el deslizador de la máquina de prensar 4 entre en contacto con la plantilla superior 6, entonces añada bloques en la parte inferior de la plantilla inferior para elevar la plantilla inferior hasta que entre en contacto.
Después de ajustar la altura de la corredera de la máquina de prensar 4, fije el mango del troquel a la corredera de la máquina de prensar 4.
④ Ajuste la separación de la matriz. Una vez finalizada la instalación de la matriz en la máquina de prensado, ajuste la separación entre el punzón y la matriz, es decir, coloque cartón duro 1 u hoja de cobre con un grosor equivalente al valor de separación de un solo lado entre el punzón y la matriz en el borde de corte de la matriz 2, y utilice el método de túnel de luz para ajustar la separación entre el punzón y la matriz para que sea uniforme.
⑤ Fijar el troquel. Después de ajustar la separación, inserte el perno en T 10 en la ranura de la mesa de la máquina de prensar y fije firmemente el troquel inferior a la máquina de prensar a través de la placa de presión 8, los tacos 9 y las tuercas 7. Tenga en cuenta que los pernos deben fijarse simétrica y alternativamente.
⑥ Prueba del troquel. Después de completar todo el trabajo anterior, la máquina de prensa se puede iniciar para llevar a cabo una prueba de funcionamiento del troquel. Durante la marcha de prueba, si se ha detectado la separación entre el punzón y la matriz necesita ajuste, afloje ligeramente la tuerca 7, y martille suavemente la plantilla inferior en la dirección de ajuste con un martillo de acuerdo con la distribución de la holgura del punzón y la matriz hasta que la holgura sea la adecuada.
⑦ Producción formal. Una vez inspeccionada y aprobada la pieza de prueba por el personal de autoinspección e inspección, puede iniciarse la producción en serie.
2) Método de instalación del troquel de corte guiado
En el caso de los troqueles de corte guiados, debido al guiado de los postes guía y los manguitos guía, la instalación y el ajuste son más cómodos y sencillos en comparación con los troqueles de corte no guiados. Los principales puntos de instalación son:
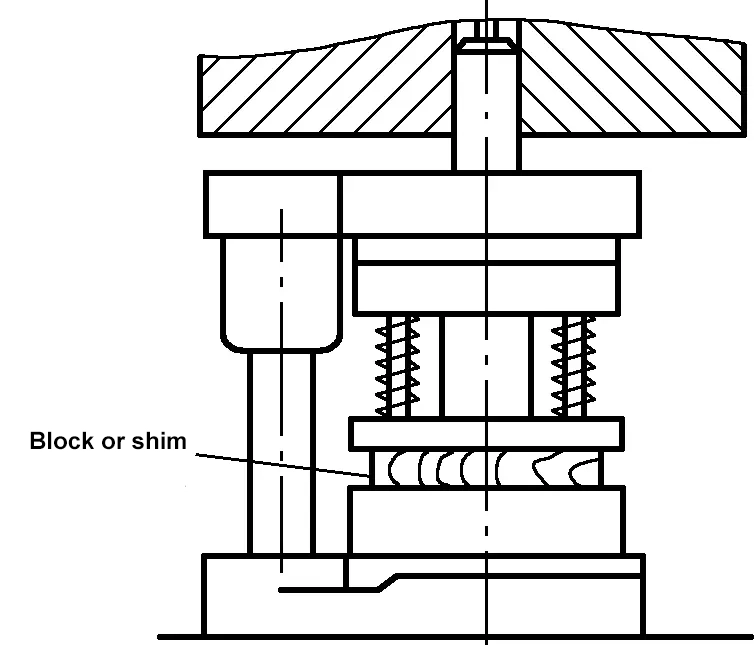
Los puntos clave del ajuste del troquel de corte son:
1) Ajuste la profundidad de ajuste del punzón y la matriz
Ajuste los troqueles superior e inferior del troquel de corte para garantizar la profundidad adecuada de encaje entre las piezas de trabajo de los troqueles superior e inferior. No debe ser ni demasiado profunda ni demasiado superficial, con el objetivo de producir piezas adecuadas. Generalmente, la matriz de corte asegura que el punzón entre en la matriz a una profundidad de 0,5-1mm, y para matrices de aleación dura, no debe exceder de 0,5mm. La profundidad de ajuste del punzón y la matriz se consigue ajustando la longitud de la biela de la prensa.
2) Ajuste la separación entre el punzón y la matriz
La matriz de corte debe garantizar una separación uniforme alrededor del punzón y la matriz. Los huecos inadecuados o desiguales afectarán directamente a la calidad de las piezas estampadas.
Para los troqueles de corte de componentes guiados, la instalación y el ajuste son relativamente cómodos, siempre que se garantice la precisión del movimiento del componente guía, ya que el ajuste entre los componentes guía (como los postes guía y los manguitos guía) es relativamente preciso, lo que garantiza un espacio de ajuste uniforme entre los troqueles superior e inferior.
Para las matrices de corte no guiadas, se puede forrar una lámina de cobre puro o cartón duro alrededor del borde de corte de la matriz para el ajuste (el grosor de la lámina de cobre puro o cartón duro es equivalente a la separación de un solo lado entre el punzón y la matriz). Cuando el grosor de la pieza estampada es superior a 1,5 mm, debido a la mayor separación entre la matriz y el punzón, se puede utilizar el método de forrado mencionado para el ajuste.
Para las matrices de corte de piezas más finas, el operario puede ajustar la matriz observando el tamaño de la separación entre el punzón y la matriz. Si se observa que la separación entre el punzón y la matriz es relativamente grande en una dirección determinada, se debe fijar primero la matriz superior y aflojar la inferior. A continuación, con un martillo, golpee suavemente el lateral de la matriz inferior hacia la dirección en la que debe reducirse la holgura. Después del ajuste adecuado, repita la observación de la separación alrededor del punzón y la matriz de acoplamiento hasta que sea uniforme.
Para las matrices de corte con bordes de corte rectos, se puede utilizar el método de transmisión de luz y la prueba de la galga de espesores para ajustar la separación. Cuando el punzón y la matriz estén centrados y la separación sea uniforme, utilice tornillos para fijar la matriz a la prensa para realizar el punzonado de prueba.
Tras el punzonado de prueba, inspeccione las piezas punzonadas de prueba para comprobar que no presentan rebabas significativas ni superficies de corte rugosas. Si no son adecuadas, afloje la matriz inferior y siga ajustando según el método anterior hasta que la separación sea la adecuada.
Para facilitar el ajuste de la separación de las matrices de corte no guiadas en la producción futura, se puede utilizar el método de presionar una lámina de cobre puro o una lámina de papel duro con un grosor igual a la separación de un solo lado del punzón y la matriz en la cavidad de la matriz junto con el punzón para reducir la carga de trabajo de ajuste de la matriz de corte.
3) Ajuste el dispositivo de posicionamiento
Los componentes de posicionamiento de la matriz de corte incluyen principalmente pasadores de posicionamiento, bloques de posicionamiento y placas de posicionamiento. Al ajustar el troquel de corte, compruebe si los componentes de posicionamiento cumplen los requisitos de posicionamiento y si el posicionamiento es fiable. Si las posiciones de los componentes de posicionamiento no son adecuadas, deben recortarse durante el ajuste y, si es necesario, sustituirse.
4) Ajustar el sistema de extracción
El ajuste del sistema de expulsión consiste principalmente en comprobar si la placa de expulsión o el expulsor funcionan con suavidad, si los muelles de expulsión y la elasticidad de la goma son suficientes, si la carrera de expulsión es adecuada, si los orificios de la chatarra no están obstruidos y si las barras de perforación y las barras de empuje pueden descargar sin problemas las piezas y los residuos. Si se detecta algún fallo, deben realizarse ajustes y, si es necesario, sustituciones.
El equipo utilizado para el cegado incluye principalmente varias prensas de manivela. Durante la operación, en primer lugar es necesario familiarizarse con el rendimiento y las características del equipo utilizado y dominar sus métodos de operación. En segundo lugar, también es importante comprender el funcionamiento y las características de la matriz utilizada para el cegado y ser capaz de instalarla y ajustarla. Además, a la hora de realizar operaciones de blanking, hay que prestar atención a seguir los procedimientos operativos, siendo los principales requisitos los siguientes puntos.
1) Conecte la corriente, y después de que el volante gire normalmente, haga funcionar la prensa en vacío unas cuantas veces para comprobar si el embrague, el freno y el sistema de control son sensibles y fiables; compruebe si los dispositivos de seguridad son eficaces; al mismo tiempo, observe si el molde funciona normalmente.
2) Pruebe varias piezas, realice una autoinspección y haga que el inspector las compruebe. Sólo proceda a la producción normal si están cualificadas.
3) Durante el trabajo, si se producen problemas de calidad o un funcionamiento anormal de la prensa, un mal funcionamiento de los controles o una respuesta insensible del embrague y el freno, detenga la máquina inmediatamente. Está terminantemente prohibido hacer funcionar el equipo con averías.
Entre los defectos más comunes de las piezas de corte se encuentran las rebabas grandes y las superficies alabeadas. Estos defectos pueden deberse a problemas con el material de troquelado, a ajustes o problemas con el molde de troquelado, o a negligencias en la operación. Las soluciones deben basarse en un análisis cuidadoso de las causas de los defectos. Consulte en la Tabla 7 los defectos y soluciones más comunes de las piezas de corte.
Cuadro 7 Defectos comunes y soluciones de las piezas ciegas
| Estado de la calidad | Causa | Solución |
| La sección cortada es buena, con sólo pequeñas rebabas y cierta inclinación en la superficie cortada. | Separación razonable y uniforme, bordes de corte afilados del punzón y la matriz, y grietas de cizallamiento superpuestas. | Es una situación normal. |
| La superficie de corte presenta grietas, bandas dobles brillantes y rebabas, el tamaño de punzonado se reduce y el tamaño de troquelado aumenta. | La separación es demasiado pequeña y las grietas de los bordes de corte del punzón y la matriz no se solapan. | Afile los bordes cortantes del punzón y la matriz. |
| La inclinación de la superficie de corte es grande, formando rebabas desgarradas, filetes agrandados, aumento del tamaño de punzonado y reducción del tamaño de corte. | El hueco es demasiado grande y las grietas no se solapan. | Vuelva a colocar los filos del punzón y la matriz. |
| La distribución de las rebabas en la superficie de corte es desigual, y el fileteado es inconsistente. | 1) Los ejes del punzón y la matriz están desalineados o no son coaxiales. 2) El hueco del dispositivo de guiado es demasiado grande. 3) El dispositivo de guía o el punzón están torcidos. | 1) Ajuste la posición relativa del punzón y la matriz o afile los filos de corte. 2) Sustituya el dispositivo de guiado (como el casquillo guía). 3) Vuelva a instalar el dispositivo de guía o el punzón. |
| Grandes rebabas en los bordes de las piezas punzonadas y aumento de los filetes de las piezas troqueladas. | El filo del troquel está romo o no es lo suficientemente duro. | Afile o sustituya el troquel. |
| Rebabas grandes en piezas troqueladas y filetes grandes en piezas punzonadas. | El filo del punzón está romo o no es lo suficientemente duro. | Afile o sustituya el punzón. |
| Tanto las piezas troqueladas como las punzonadas presentan rebabas y filetes grandes. | Tanto el punzón como la matriz están embotados. | Afile o sustituya el punzón y la matriz. |
| El plano de la pieza es cóncavo. | 1) El filo de corte de la matriz tiene una conicidad inversa. 2) La superficie de contacto entre el vástago expulsor y la pieza es demasiado pequeña. 3) La placa separadora está fija. 4) Corte por el orificio de la matriz | 1) Afilado de los bordes de la matriz 2) Sustitución del pasador eyector 3) Cambiar a una placa elástica separadora 4) Mejora del mecanismo de expulsión |
| Desplazamiento del agujero interior de la pieza | 1) Desalineación del anillo de posicionamiento y la matriz 2) Desalineación del tope de material y del dispositivo de alimentación | 1) Sustituya el anillo de posicionamiento 2) Vuelva a montar o sustituya las piezas pertinentes |
El corte por gas utiliza la energía térmica de una llama de oxiacetileno o una llama de gas licuado con oxígeno para precalentar la zona de corte de una pieza a una temperatura determinada y, a continuación, pulveriza un chorro de gas de corte a alta velocidad para hacer que el metal arda y libere calor, consiguiendo así el corte.
El corte por gas tiene las ventajas de la comodidad y la gran adaptabilidad. Puede realizar el corte de todos los espesores y tipos de acero al carbono, incluidas las chapas de acero y el acero estructural. Además, el corte por gas ofrece bajos costes de producción.
El corte por gas se clasifica según las diferentes llamas generadas por los gases de corte, como el corte por llama oxiacetilénica y el corte por gas licuado de petróleo oxigenado. En función de los métodos de operación, se divide en corte por gas manual, corte por gas semiautomático y corte por gas automático CNC. El corte manual con gas oxiacetilénico es el método más utilizado en transformación de chapa.
El equipo y las herramientas utilizados para el corte con gas varían ligeramente en función del tipo de gas combustible utilizado. El equipo de oxicorte acetilénico consta de una botella de oxígeno y un regulador de oxígeno, una botella de acetileno y un regulador de acetileno, un supresor de retroceso de llama y un soplete, como se muestra en la Figura 51.
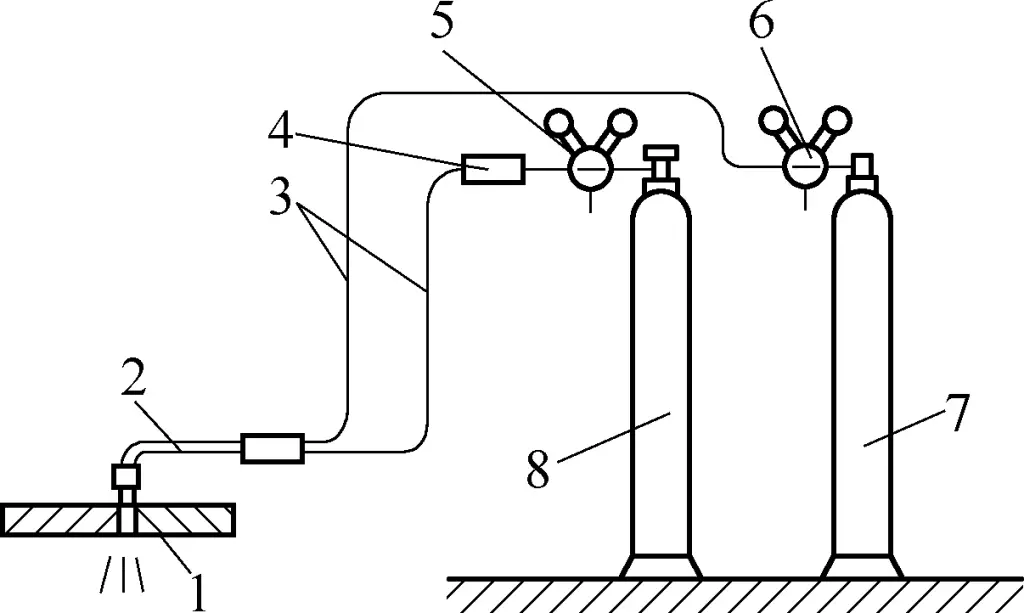
1-Pieza de trabajo
2-Torch
Manguera 3
4-Protector antirretroceso de llama
Regulador de acetileno 5
6-Regulador de oxígeno
7-Cilindro de oxígeno
Cilindro de acetileno 8
La botella de oxígeno es un recipiente cilíndrico para almacenar oxígeno a alta presión y está pintada de azul claro para su identificación. La presión máxima es de 16,7 MPa, con un volumen de unos 40L y una capacidad de gas de unos 6m3. La botella de oxígeno es un recipiente de alta presión con riesgo de explosión, que requiere precauciones de seguridad durante su uso. Debe manipularse con cuidado para evitar vibraciones e impactos fuertes, y mantenerse a más de 5 metros de llamas abiertas o fuentes de calor durante su funcionamiento.
En verano, las botellas de oxígeno deben protegerse de la exposición al sol y, en invierno, las válvulas congeladas no deben descongelarse con fuego, sino con agua caliente. El oxígeno de la botella no debe agotarse por completo; la presión residual debe mantenerse entre 98-196 kPa para evitar la entrada de otros gases y posibles explosiones.
Las botellas de acetileno son recipientes especializados para almacenar y transportar acetileno. Se parecen a las bombonas de oxígeno, pero son ligeramente más cortas (1,12 m) y tienen un diámetro mayor (250 mm). La superficie está pintada de blanco, con la palabra "acetileno" marcada en rojo. Para garantizar un almacenamiento estable y seguro del acetileno, la botella se rellena con un material poroso empapado en acetona.
Los cilindros de acetileno deben mantenerse en posición vertical durante su manipulación, carga, descarga y uso, y nunca deben colocarse planos sobre el suelo. El uso de acetileno requiere un regulador de presión; está prohibido el uso directo.
El regulador es un dispositivo que reduce el gas de alta presión a gas de baja presión. Su función es reducir la presión del gas a alta presión procedente de la botella hasta la presión de trabajo deseada y mantener la estabilidad de la presión.
La figura 52 muestra el principio estructural de un regulador de una etapa. Al girar el tornillo de ajuste 1 en el sentido de las agujas del reloj, se abre la válvula reguladora de presión 8, permitiendo que el gas a alta presión de la botella fluya desde la cámara de alta presión 7 a través de la válvula reguladora de presión 8 hasta la cámara de baja presión 12. El gas se expande, reduciendo la presión hasta la presión de trabajo, y sale por la salida 11. El gas se expande, reduciendo la presión a la presión de trabajo, y luego sale por la salida 11.
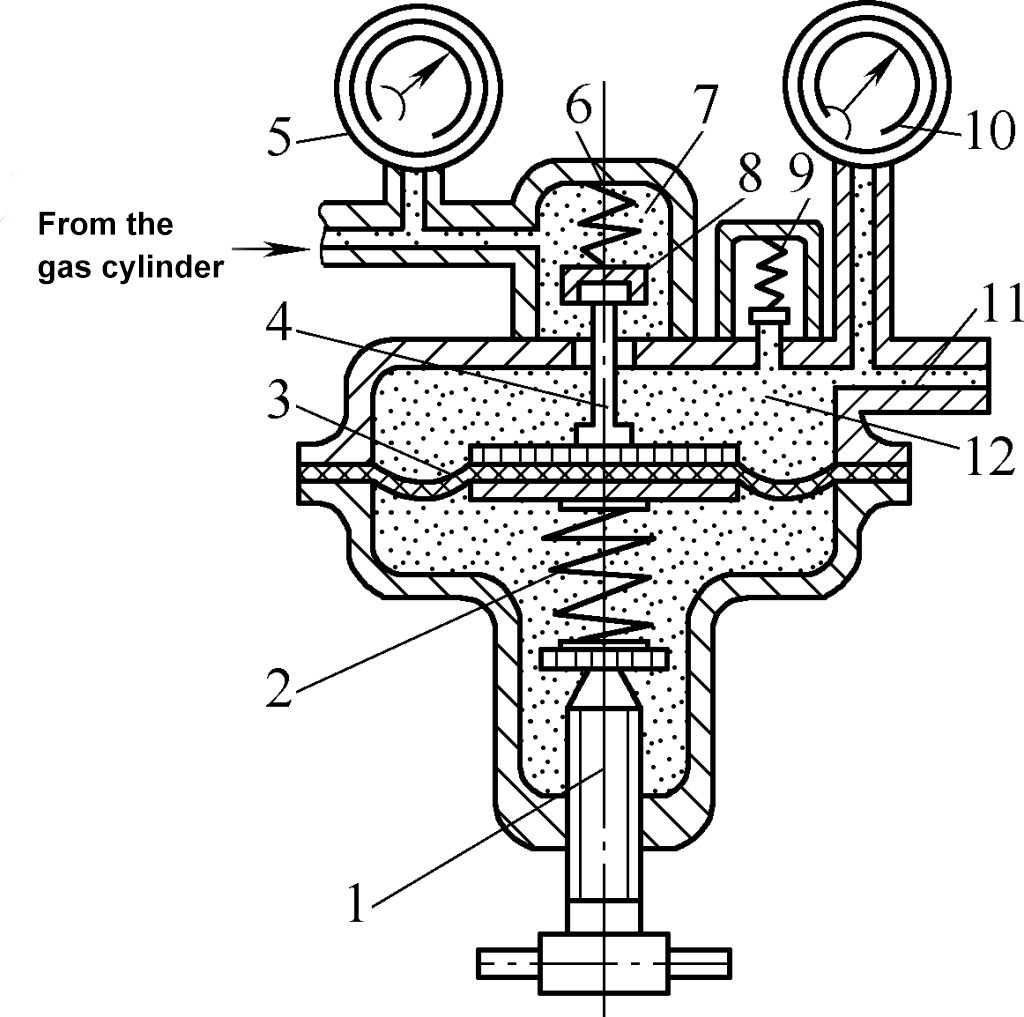
1-Tornillo de ajuste
2-Muelle de trabajo
3-Diafragma elástico
Varilla de 4 transmisiones
5-Medidor de alta presión
6-Muelle auxiliar
7-Cámara de alta presión
8-Válvula de control de presión
9-Válvula de seguridad
10-Medidor de baja presión
11 salidas
12-Cámara de baja presión
La presión de trabajo se ajusta cambiando la posición del tornillo de ajuste 1. El muelle de trabajo 2 y el muelle auxiliar 6 aseguran que la válvula de control de presión 8 pueda abrirse automáticamente y mantener el equilibrio a medida que la presión de la botella disminuye gradualmente, manteniendo estable la presión de trabajo.
Los reguladores para oxígeno y gas acetileno disuelto deben ser reguladores especializados que se adapten a las características de cada gas.
La función del soplete es mezclar oxígeno y acetileno en la proporción correcta para formar una llama de precalentamiento, y rociar oxígeno a alta presión sobre la pieza que se va a cortar, haciendo que el metal en el chorro de oxígeno arda, salga despedido y forme un corte.
El soplete de corte se divide en dos tipos, de chorro y de igual presión, según los diferentes métodos de mezcla de oxígeno y acetileno, como se muestra en la figura 53. De ellos, el soplete de corte de chorro es el más utilizado y es adecuado para gas acetileno de baja o media presión. De ellos, el soplete de corte tipo chorro es el más utilizado y es adecuado para gas acetileno de baja presión o presión media. En la Tabla 8 se enumeran los modelos y parámetros habituales del soplete de corte de tipo chorro.
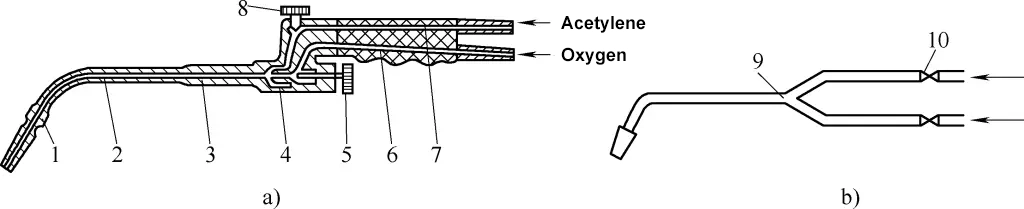
a) Principio y forma del tipo de chorro
b) Forma de igual tipo de presión
1-Boquilla de corte
2, 9-Tubo mezclador
Tubo de 3 chorros
4 boquillas
5, 10-Válvula de oxígeno
6-Conducto de oxígeno
7-Conducto de acetileno
8-Válvula de acetileno
Tabla 8 Modelos y parámetros comunes de la antorcha de corte de tipo chorro
| Modelo | Boquilla de corte | Espesor de la chapa de acero con bajo contenido en carbono/mm | Diámetro del orificio de oxígeno de la boquilla de corte/mm | Presión del gas/MPa | Consumo de gas/(L/min) | |||
| Número | Tipo | Oxígeno | Gas acetileno | Oxígeno | Gas acetileno | |||
| G01-30 | 1 | Forma del anillo | 3~10 | 0.7 | 0.2 | 0.001~0.1 | 13.3 | 3.5 |
| 2 | 10~20 | 0.9 | 0.25 | 23.3 | 6.0 | |||
| 3 | 20~30 | 1.1 | 0.3 | 36.7 | 5.2 | |||
| G01-100 | 1 | Forma de flor de ciruelo | 10~25 | 1.0 | 0.3 | 36.7~45 | 5.8~6.7 | |
| 2 | 25~50 | 1.3 | 0.4 | 58.2~71.7 | 7.7~8.3 | |||
Nota: En el número de modelo, G representa la antorcha de corte, 0 representa manual, 1 representa tipo jet, y los siguientes números representan el espesor máximo (mm) de acero bajo en carbono para corte con gas.
La figura 53a muestra el soplete de corte por chorro. El soplete de corte tipo chorro utiliza un tubo de chorro fijo, y mediante la sustitución de las boquillas de corte con diferentes diámetros de orificio de oxígeno, puede satisfacer las necesidades de corte de piezas de trabajo de diferentes espesores. Se utiliza ampliamente en la producción.
Durante el trabajo, el oxígeno de precalentamiento entra en la cámara de mezcla a gran velocidad, atrae el gas acetileno circundante y forma una mezcla con una determinada proporción, que se pulveriza por la boquilla de corte. Tras la ignición, forma una llama de precalentamiento. A continuación, el oxígeno de corte sale por el orificio central de la boquilla de corte a través del tubo de oxígeno, formando un flujo de oxígeno de corte a alta velocidad.
La figura 53b muestra el soplete de corte de igual presión. El acetileno, el oxígeno de precalentamiento y el oxígeno de corte del soplete de corte de igual presión se introducen respectivamente en la boquilla de corte a través de tuberías separadas. El oxígeno de precalentamiento y el acetileno comienzan a mezclarse en la boquilla de corte, y después de ser rociados y encendidos, producen una llama de precalentamiento. Es adecuado para gas acetileno de presión media y se caracteriza por una llama estable y no propensa al retroceso de llama.
La manguera de goma utilizada para el transporte de oxígeno, gas acetileno o gas licuado de petróleo a la antorcha de corte está hecha de caucho de alta calidad con tela tejida o fibra de algodón. La presión de trabajo permitida para la manguera de oxígeno es de 1.5MPa, y el diámetro de la manguera es de 8mm; la presión de trabajo permitida para la manguera de acetileno es de 0.5MPa, y el diámetro de la manguera es de 10mm. Para facilitar su identificación, la manguera de oxígeno es roja y la de acetileno verde.
El corte general con gas puede realizarse de acuerdo con los siguientes pasos y métodos:
Limpiar las manchas de aceite y óxido de la superficie de la pieza, y elevar la pieza a cierta altura, dejando un cierto espacio debajo de la pieza para facilitar la expulsión de la escoria de óxido.
A continuación, compruebe la forma de la línea de flujo de oxígeno de corte. Durante la inspección, encienda el soplete de corte y ajuste la proporción de la mezcla de oxígeno-acetileno para que la llama de precalentamiento sea una llama neutra. La forma más sencilla y práctica de juzgar la naturaleza de la llama de oxiacetileno es observar su forma.
La longitud de la llama neutra es moderada, con tres partes diferenciadas: el núcleo de la llama, la llama interior y la llama exterior (véase la figura 54a); la llama reductora es más larga y brillante, y la llama interior es más prominente (véase la figura 54b); la llama oxidante es más corta, sin límite evidente entre las llamas interior y exterior, y el brillo es más oscuro (véase la figura 54c).

1-Núcleo de llama
2-Llama interior
3-Llama exterior
Después de ajustar la llama de precalentamiento a una llama neutra, libere repetidamente el oxígeno de corte y ajuste la válvula de ajuste de la mezcla para garantizar que la llama de oxiacetileno pueda permanecer neutra durante el proceso de corte. Observe la forma del flujo de aire de corte (comúnmente conocido como línea de aire) desde diferentes lados, exigiendo que sea uniforme y claramente cilíndrico. En caso contrario, apague el acetileno y el oxígeno y utilice una aguja de limpieza para despejar la boquilla de corte hasta obtener el flujo de aire de corte estándar.
Si comienza a cortar desde el borde de una placa de acero, precaliente primero el borde de la placa. Cuando el punto de precalentamiento se vuelva ligeramente rojo, mueva el centro de la llama de precalentamiento fuera del borde, abra lentamente la válvula de oxígeno de corte y observe la escoria fundida oxidada que sale despedida con el flujo de oxígeno en el corte. Cuando el corte haya terminado, mueva lentamente el soplete de corte para continuar cortando, como se muestra en la Figura 55.
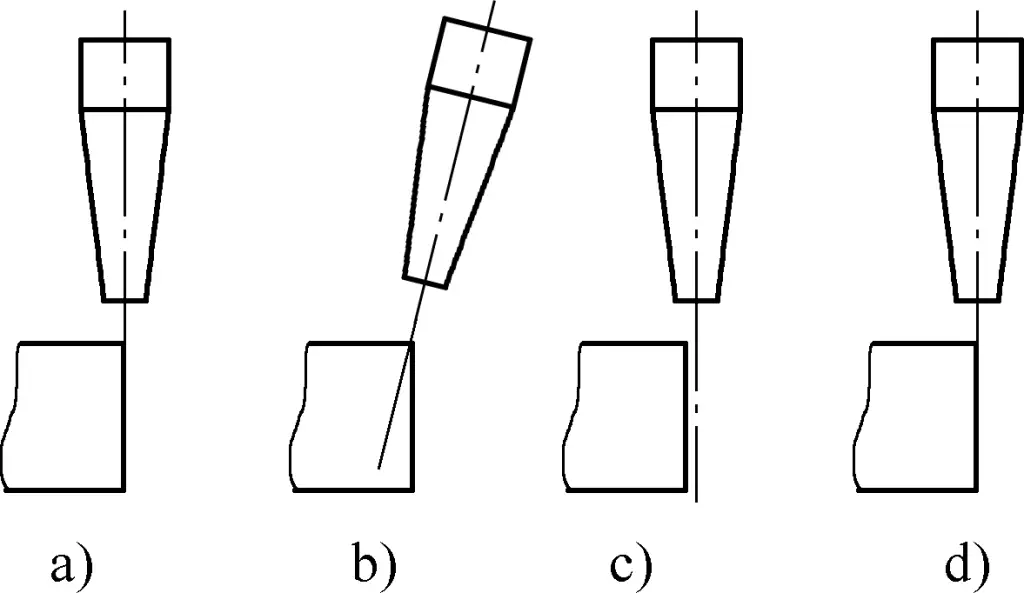
a), b) Precalentamiento
c) Retroceder y liberar oxígeno
d) Inicio del corte
En velocidad de corte debe determinarse en función del espesor de la chapa de acero y de los requisitos de calidad de la superficie de corte.
En el trabajo real, existen dos métodos para determinar si la velocidad de corte es la adecuada: Observar la estriación de la superficie de corte. Durante el proceso de corte, observe el corte desde la parte superior a lo largo de la dirección del flujo de aire de corte. Si la velocidad de corte es adecuada, el flujo de aire en el lugar de corte debe ser suave y sin curvatura evidente.
Para aprovechar al máximo la llama de precalentamiento y mejorar la eficiencia durante el corte, la boquilla de corte puede inclinarse hacia atrás 0°~30° en dirección opuesta al avance del corte según el espesor de la chapa de acero que se corte; cuanto más delgada sea la chapa de acero, mayor será el ángulo, como se muestra en la figura 56.
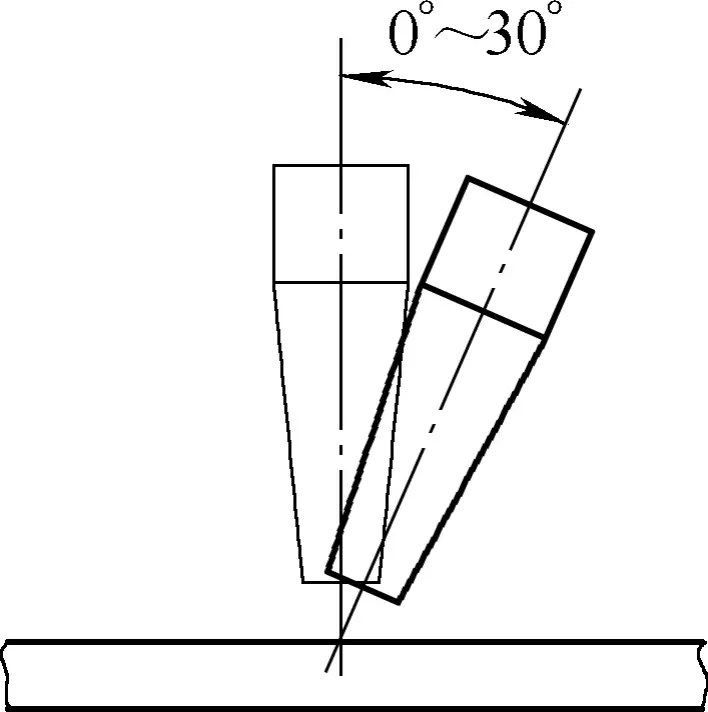
Si es necesario hacer un agujero en una posición determinada en el centro de la chapa de acero, debe prestarse atención a controlar la distancia y el ángulo de la boquilla de corte respecto a la chapa de acero al abrir el oxígeno de corte para evitar que la escoria salpicada bloquee la boquilla de corte, como se muestra en la figura 57.
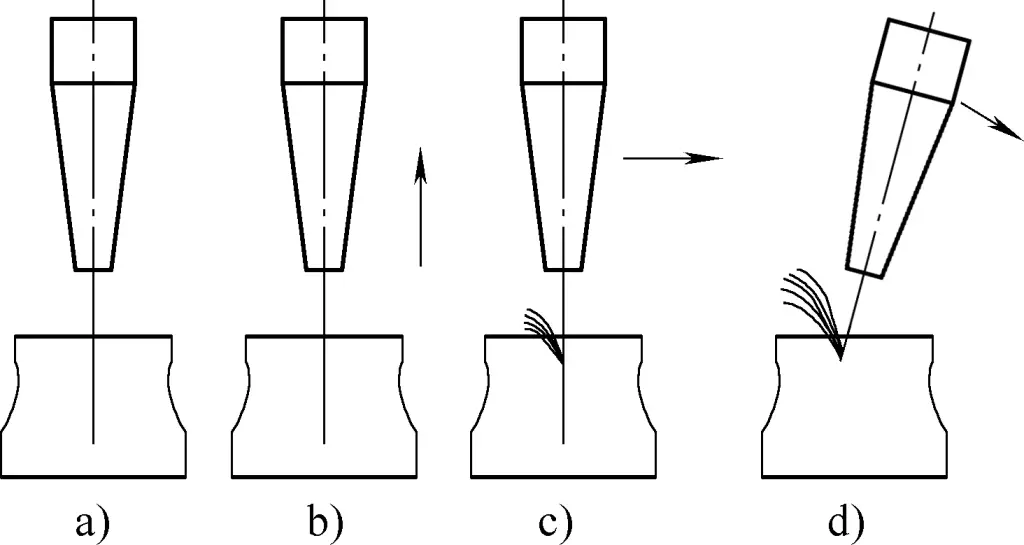
a) Precalentamiento
b) Elevación de la boquilla de corte
c) Iniciar el corte de oxígeno, mover la antorcha hacia atrás
d) Inclinar la linterna
La postura para sujetar el soplete durante el corte con gas es: sujetar el mango del soplete con la mano derecha, apoyar la válvula de ajuste del oxígeno de corte con los dedos pulgar, índice y corazón de la mano izquierda. Tanto si está de pie como en cuclillas, mantenga un centro de gravedad estable, relaje los músculos de los brazos, respire con naturalidad, sujete el soplete con firmeza y mueva ambos brazos lentamente según los requisitos de velocidad de corte o siga el movimiento del cuerpo. El cuerpo principal del soplete debe estar paralelo a la superficie superior del objeto a cortar.
Durante el proceso de corte, a menudo se producen retrocesos debido a un suministro insuficiente de oxígeno o gas acetileno, al bloqueo de la boquilla de corte por escoria o al sobrecalentamiento del cabezal de la boquilla. En este caso, debe cerrarse urgentemente la fuente de gas. La secuencia correcta es: En primer lugar, cierre la válvula de gas acetileno para cortar la fuente de gas inflamable y, a continuación, cierre la válvula de gas mixto. Tras identificar y resolver la causa, vuelva a encender y continúe trabajando.
Después de cortar hasta el punto final, cierre la válvula de oxígeno de corte y levante el soplete simultáneamente. Si no se necesita para un uso posterior, cierre primero la válvula de gas acetileno y, por último, cierre la válvula de ajuste de gas mezclado. Afloje el tornillo de ajuste del regulador de presión y cierre las válvulas del gas acetileno y de la botella de oxígeno. Una vez finalizado el trabajo, retire el soplete y el regulador de presión y guárdelos adecuadamente, enrolle las mangueras de goma de acetileno y oxígeno y limpie el lugar de trabajo.
El corte con gas de llama oxiacetilénico se utiliza principalmente para cortar acero de bajo contenido en carbono y acero de baja aleación. Se utiliza ampliamente para cortar chapas y perfiles de acero para la preparación del material y el biselado de soldaduras antes de soldar y cortar diversas chapas de formas complejas.
El corte con gas de llama oxiacetilénica puede cortar chapas de acero bajo en carbono de diferentes espesores, y los métodos de operación son diferentes.
1) Corte a gas de chapas de acero de 4~25 mm de espesor.
Para el corte por gas de chapas de acero de 4~25 mm de espesor, puede seleccionarse un soplete de corte del tipo G01-100. Durante la preparación del material, asegúrese de que la longitud del flujo de aire de corte (línea de viento) sea superior a 1/3 del grosor de la placa que se va a cortar. La distancia entre la boquilla de corte y la pieza a cortar es aproximadamente igual a la longitud del núcleo de la llama más 2~4mm. Para mejorar la eficacia del corte, la boquilla de corte puede inclinarse hacia atrás en un ángulo de 20°~30° durante el corte con gas.
2) Corte con gas de chapas finas de acero.
Para el corte con gas de chapas finas de acero, se suele elegir un soplete de corte tipo G01-30 y la boquilla de corte nº 2. Para lograr mejores resultados, la energía de la llama de precalentamiento debe ser pequeña, la boquilla de corte debe estar inclinada en dirección opuesta al avance y formar un ángulo de 25°~45° con la placa de acero, la distancia entre la boquilla de corte y la superficie de la pieza de corte debe ser de 10~15mm, y la velocidad de corte debe ser lo más rápida posible.
3) Corte con gas de chapas de acero gruesas.
Al cortar con gas placas de acero gruesas, comience primero el precalentamiento en la esquina del borde de la pieza de corte (véase la Figura 58a). Una vez precalentado a la temperatura de corte, aumente gradualmente el oxígeno de corte e incline la boquilla de corte hacia la pieza de corte (véase la Figura 58b). Después de que el borde de la pieza de corte esté completamente penetrado, aumente el flujo de oxígeno de corte y haga que la boquilla de corte esté perpendicular a la superficie de la pieza de corte. Simultáneamente, mueva la boquilla de corte a lo largo de la línea de corte. La velocidad de corte debe ser lenta, y la boquilla de corte debe realizar un giro transversal en forma de media luna (ver Figura 58c).
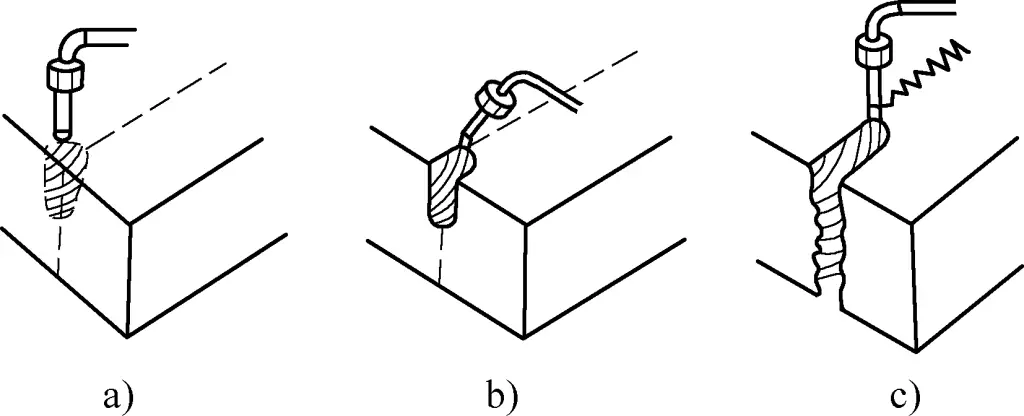
4) Corte de orificios en chapas de acero.
Cuando se cortan con gas componentes de tipo anillo de brida, dado que es imposible empezar a cortar desde el borde de la placa, la operación de corte debe empezar desde el centro de la placa de acero. Después de crear un agujero en la placa de acero, siga la línea de corte para cortar.
El método para perforar un agujero en la placa de acero se muestra en la Figura 59. En primer lugar, precaliente la zona de la placa de acero en la que se necesita hacer un orificio, mantenga la boquilla de corte perpendicular a la placa de acero (véase la Figura 59a) y, una vez calentada a la temperatura de corte, levante la boquilla de corte aproximadamente 15 mm de la placa de acero (véase la Figura 59b); a continuación, abra lentamente la válvula de oxígeno de corte e incline ligeramente la boquilla de corte (véase la Figura 59c).
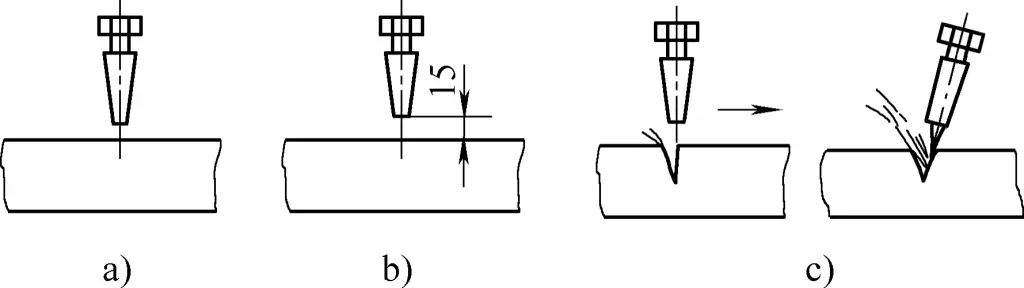
a) Precalentamiento
b) Levante la boquilla de corte
c) Abrir lentamente la válvula de oxígeno de corte
Durante todo el proceso de perforación, tenga cuidado de no mirar hacia la superficie de la chapa de acero para evitar quemarse con las salpicaduras de escoria.
5) Corte con gas de chapas de acero multicapa.
Cuando se cortan con gas varias placas de acero estratificadas con la misma forma, a menudo se apilan las placas de acero para completar el corte de varias placas a la vez. Para el corte de chapas de acero de varias capas, las chapas deben presionarse firmemente entre sí, por lo que se necesita un dispositivo de prensado (véase la Figura 60a), y debe limpiarse el óxido y la suciedad de la superficie de la chapa de acero.
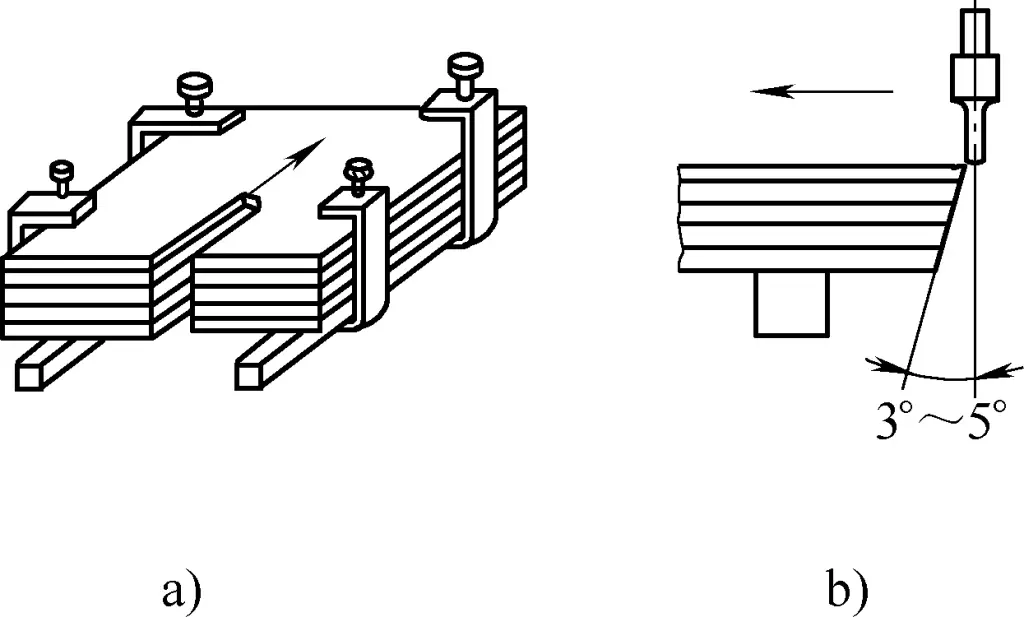
La capa superior de placas de acero debe desplazarse un poco hacia fuera (véase la figura 60b) para facilitar el inicio del corte con gas. Los parámetros de corte deben determinarse en función del grosor total de las placas de acero multicapa. Para evitar una fusión excesiva de la capa superior de placas de acero, se puede utilizar una placa de acero plana como placa de cubierta para el corte.
Durante el corte con gas de tubos de acero, la llama de precalentamiento debe estar perpendicular a la superficie del tubo de acero. Una vez cortado por completo, incline la boquilla de corte gradualmente hasta que esté cerca de la dirección tangente del material del tubo y, a continuación, continúe cortando.
La figura 61a muestra el corte con gas de tubos de acero fijos, comenzando el precalentamiento desde la parte inferior del material del tubo (visto desde abajo) en la dirección indicada por 1 en la figura. Al cortar la parte superior del material del tubo, cierre el oxígeno de corte, mueva de nuevo el soplete a la parte inferior del material del tubo y continúe cortando en la dirección indicada por 2 en la figura.
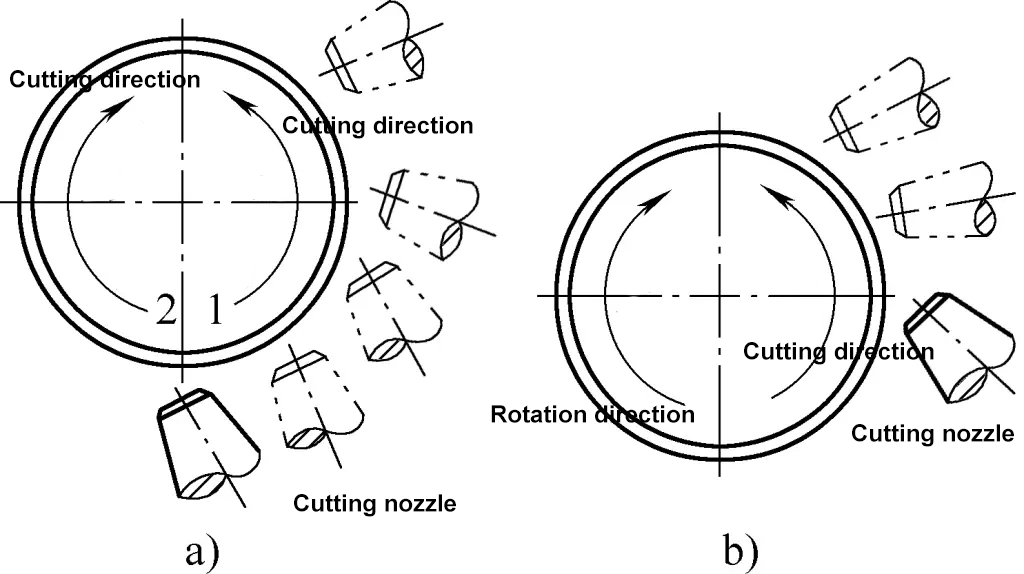
La figura 61b muestra el corte con gas de material de tubo giratorio. Comience el precalentamiento desde el lado de la tubería de acero y corte a lo largo de la dirección de corte mostrada en la figura. Después de cortar una sección, deténgase temporalmente, gire ligeramente el material de la tubería y continúe cortando. Los tubos de menor diámetro pueden cortarse en 2 ó 3 intentos, mientras que los de mayor diámetro pueden requerir varios intentos, pero cuantos menos sean, mejor.
Para cortar acero redondo con gas, comience el precalentamiento por un lado del acero redondo. La llama de precalentamiento debe estar perpendicular a la superficie del acero redondo. Al comienzo del corte con gas, abra simultáneamente la válvula de oxígeno de corte y gire la boquilla de corte para que quede perpendicular al suelo. Una vez cortado el acero redondo, mueva la boquilla de corte hacia delante y realice ligeros giros horizontales.
Es mejor completar el corte de acero redondo de una sola vez. Si el diámetro del acero redondo es grande y no se puede cortar en un solo intento, se puede utilizar el método de corte por segmentación como se muestra en la Figura 62. Los números de la figura indican la secuencia de corte durante el corte por segmentación de acero redondo.
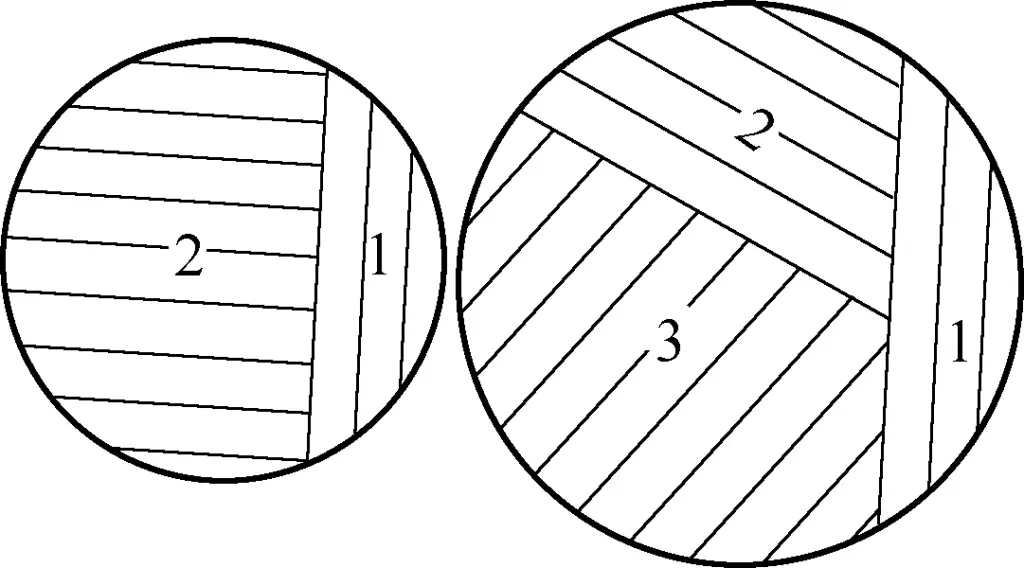
Al cortar vigas en I con gas, el principio es cortar de abajo arriba, como se muestra en la figura 63. De esta forma, el material sobrante no caerá y dañará el corte o causará otros accidentes. De esta forma, el material sobrante no caerá y dañará el corte o provocará otros accidentes. Durante el corte con gas, la boquilla de corte debe estar perpendicular a la línea de corte.
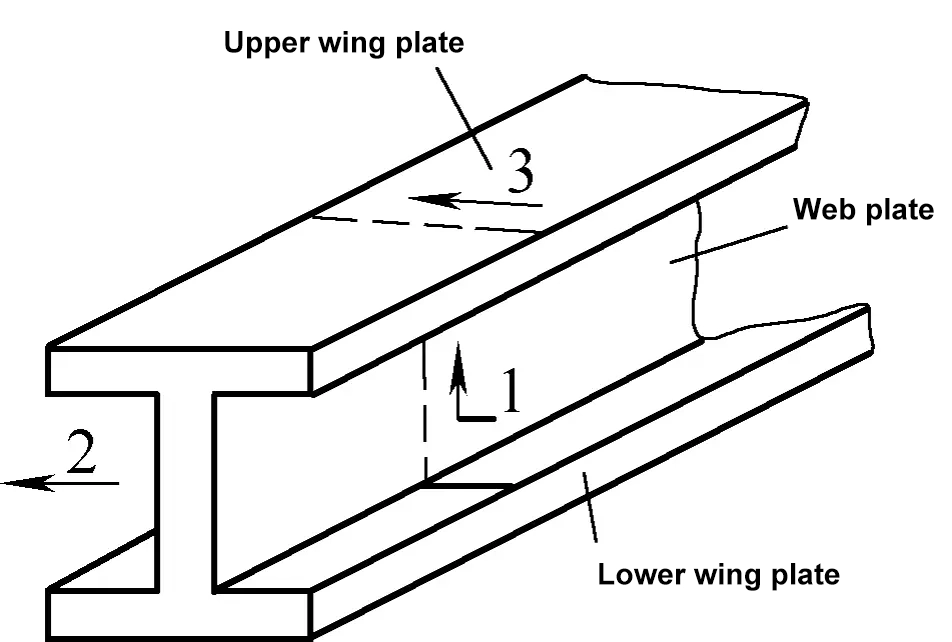
1-Completar un lado de la brida inferior y el alma en un solo corte.
2-Cortar con gas el otro lado de la brida inferior
3-Lastly, gas cortar la brida superior
En el corte por gas de acero de canal a lo largo de una línea recta, la boquilla de corte debe estar perpendicular a la superficie de corte (véase la figura 64a). Para cortes inclinados, la boquilla debe estar perpendicular al alma, y para las otras dos bridas, la boquilla debe seguir la dirección de la línea inclinada en el alma para el corte con gas (ver Figura 64b).
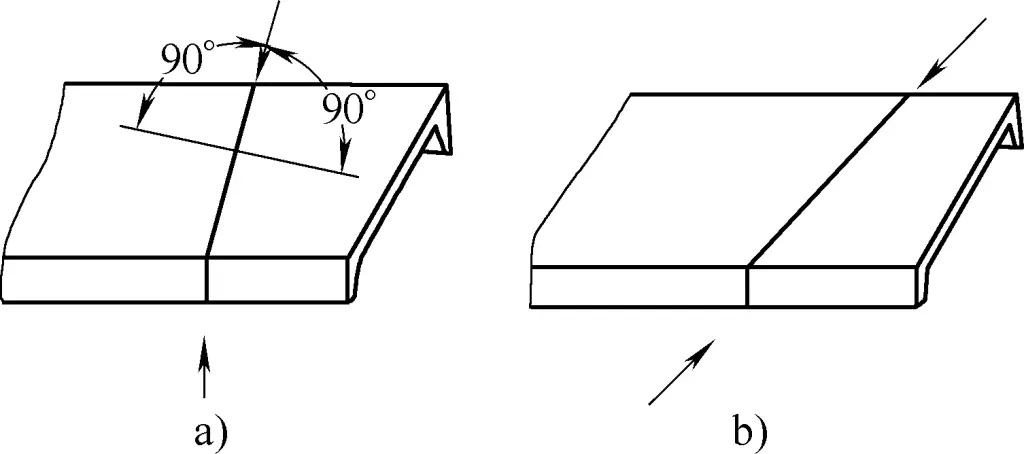
En comparación con el corte por gas general, el corte por gas de ranuras de soldadura debe ser ligeramente más rápido, con una potencia de llama de precalentamiento superior y una presión de oxígeno de corte ligeramente superior. La figura 65a muestra la forma utilizada para el corte con gas de ranuras en chapas y tubos de acero, mientras que el método de la figura 65b se utiliza principalmente para el corte de ranuras en tubos.
Cuando se utiliza el método mostrado en la Figura 65b para cortar a gas ranuras de tuberías, la potencia de la llama de precalentamiento es menor que cuando se utiliza el método mostrado en la Figura 65a, lo que evita que se queme el borde romo.
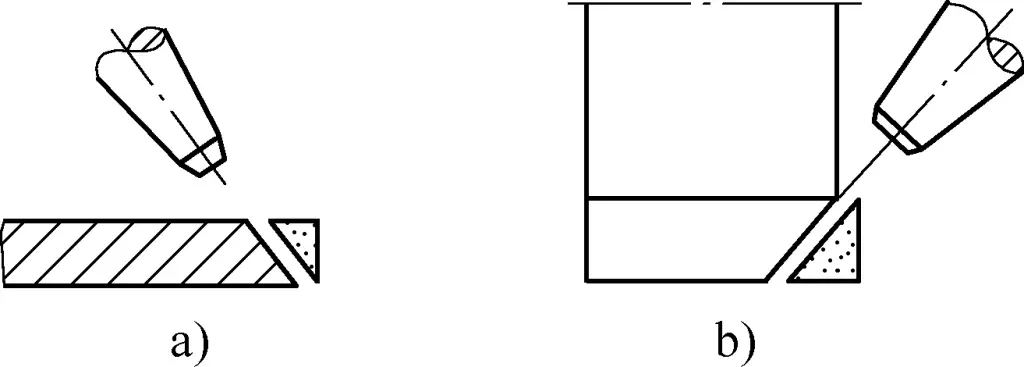
El acetileno utilizado en el corte por gas es un gas inflamable y explosivo, mientras que el oxígeno es un gas con un fuerte efecto de apoyo a la combustión y mayor presión. Las botellas de oxígeno, las de acetileno y los generadores de acetileno son recipientes a presión que plantean ciertos riesgos durante su transporte, almacenamiento y uso.
Además, como durante el corte con gas se utilizan llamas abiertas, la temperatura es alta y una gran cantidad de escoria fundida salpica alrededor, lo que aumenta el riesgo de incendio y explosión. Por lo tanto, hay que prestar especial atención a la seguridad y la producción civilizada durante las operaciones de corte por gas.
Por otra parte, la calidad de las piezas cortadas en el corte por gas está estrechamente relacionada con la selección de los parámetros del proceso de corte y la postura de la operación manual. Para garantizar la calidad de las piezas cortadas, también se debe prestar atención a la selección de la especificación del proceso de corte por gas durante las operaciones de corte por gas.
Para garantizar la seguridad durante las operaciones de corte con gas, deben observarse las siguientes precauciones principales:
1) La zona de trabajo de corte por gas debe cumplir los requisitos de seguridad y estar equipada con los medios de extinción de incendios necesarios. La zona debe estar libre de materiales inflamables y explosivos, bien ventilada y mantener un cierto nivel de humedad. Está terminantemente prohibido que los chorros de corte y la escoria fundida entren en contacto directo con las superficies de cemento. El generador de acetileno, las bombonas de acetileno y las bombonas de oxígeno deben mantenerse a una distancia segura de la zona de trabajo, generalmente de 10 metros o más.
2) Las chapas o secciones de acero que se corten en la zona de trabajo deben estar ordenadas y colocadas de forma estable. Debe haber cierto espacio detrás de la zona de corte para facilitar la descarga de escoria fundida y evitar la acumulación de acetileno, que podría causar una explosión.
La chatarra y la escoria residual generadas tras el corte deben limpiarse con prontitud. Durante el funcionamiento, la dirección de distribución de los dispositivos antirretroceso de llama y de las mangueras de oxígeno y acetileno debe ser razonable para evitar que se inflamen con la escoria fundida o sean aplastados por las piezas cortadas.
3) Los dispositivos y equipos de seguridad utilizados para el corte con gas deben ser seguros y fiables. Por ejemplo, los antirretroceso de llama deben ser sensibles y eficaces, los reductores de presión deben indicar con precisión y calibrarse periódicamente. Las bombonas de oxígeno y acetileno deben tener ubicaciones fijas, estar ordenadas y fijadas con soportes especiales para evitar que resbalen o rueden.
4) Los operarios deben estar formados y cualificados antes de realizar trabajos de corte con gas y deben seguir estrictamente los procedimientos de operación de seguridad para el corte con gas. Queda terminantemente prohibido el uso no autorizado de herramientas y equipos de corte por gas por parte de terceros. Durante la operación, el equipo de protección personal (como gafas de soldadura de gas, ropa de trabajo, guantes de soldadura y calzado aislante necesario, protecciones, etc.) debe estar limpio y completo.
Para garantizar la calidad de las piezas cortadas durante las operaciones de corte con gas, deben observarse también las siguientes precauciones:
1) Deben seleccionarse las especificaciones adecuadas de la antorcha de corte y la boquilla en función del grosor de la chapa o sección de acero que se va a cortar.
2) Elegir correctamente la especificación del proceso de corte con gas. Al cortar con una llama de oxiacetileno, la distancia entre la boquilla y la superficie de la pieza suele ser de 3 a 5 mm, y para chapas finas con un grosor inferior a 4 mm, se elige una distancia de 10 a 15 mm. La presión del gas para el corte manual se indica en la Tabla 9. El ángulo de inclinación de la boquilla con respecto a la superficie de la pieza se muestra en la Tabla 10.
Tabla 9 Presión de gas para corte manual
| Espesor de la chapa/mm | Soplete de corte | Presión del gas/MPa | ||
| Tipo | Boquilla | Oxígeno | Acetileno | |
| <3 | G01-30 | 12 | 0.3~0.4 | 0.001~0.12 |
| 3~12 | 12 | 0.4~0.5 | ||
| 12~30 | 2,3,4 | 0.5~0.7 | ||
| 30~50 | G01-100 | 3,4,5 | 0.5~0.7 | |
| 50~100 | 56 | 0.6~0.8 | ||
| 100~150 | G01-300 | 7 | 0.8~1.6 | |
| 150~200 | 8 | 1.0~1.4 | ||
| 200~250 | 9 | 1.0~1.4 | ||
Tabla 10 Ángulo de inclinación de la boquilla con respecto a la superficie de la pieza
| Espesor de la pieza/mm | <10 | 10~30 | >30 | ||
| Dirección de inclinación | Inclinación hacia atrás | Inclinación hacia atrás | Inclinación hacia delante al inicio | Perpendicular después de la penetración | Inclinación hacia atrás al final |
| Ángulo de inclinación | 0°~30° | 80°~85° | 80°~85° | 0° | 80°~85° |
Durante el corte con gas, una presión de oxígeno excesivamente baja puede provocar una combustión incompleta del metal, reduciendo la velocidad de corte y provocando la adherencia de escoria entre los cortes. Por otro lado, una presión de oxígeno excesivamente alta puede hacer que el exceso de oxígeno actúe como refrigerante, lo que provoca una superficie irregular del corte.
La longitud óptima del chorro de oxígeno de corte es de unos 500 mm con un contorno claro, lo que garantiza un soplado suave de la escoria y cortes limpios con bordes afilados. De lo contrario, se producen graves adherencias de escoria y una anchura de corte desigual.
3) Debe utilizarse oxígeno puro para el corte. Si la pureza es inferior a 98%, las impurezas del oxígeno, como el nitrógeno, absorberán calor durante el corte, formando otras películas compuestas en la superficie de corte, dificultando la combustión del metal, reduciendo la velocidad de corte y aumentando el consumo de oxígeno.
4) Las placas que se van a cortar deben desincrustarse químicamente para eliminar cualquier capa de óxido; de lo contrario, podrían producirse retrocesos que afectarían a la calidad del corte.
5) En el caso de aceros sensibles al endurecimiento, los bordes de los cortes con gas deben someterse a una inspección de grietas superficiales y a pruebas de dureza de acuerdo con la normativa pertinente. Si la temperatura ambiente es baja durante el corte con gas, precaliente la zona de corte antes de cortar.
La calidad de la superficie cortada con gas se evalúa en función de la planitud de la superficie cortada, la profundidad de las marcas de corte y la distancia mínima entre las muescas. Además, las desviaciones dimensionales son problemas de calidad comunes en el corte con gas. La Tabla 11 enumera los defectos comunes de las superficies cortadas con llama de oxiacetileno y sus causas.
Tabla 11 Defectos de la superficie de corte con llama oxiacetilénica y sus causas
| Defectos | Causas |
| Demasiado áspero (corta demasiado profundo) | Baja pureza del oxígeno, presión del oxígeno de corte demasiado alta, velocidad de corte demasiado rápida, potencia de la llama de precalentamiento demasiado alta |
| Muchos pozos | Muchas interrupciones durante el corte, mala conexión al reanudar el corte; gruesa capa de óxido en la superficie con óxido; llama de precalentamiento insuficiente al cortar ranuras; suciedad en el carril guía de la máquina de corte que hace que el carro se golpee. |
| Cóncavo | Presión de oxígeno de corte demasiado alta, velocidad de corte demasiado rápida |
| Inclinado | Antorcha de corte no perpendicular a la superficie de la placa; flujo de aire de corte sesgado, presión de oxígeno de corte demasiado baja; tamaño de boquilla pequeño. |
| Colapso del borde superior | Llama de precalentamiento demasiado fuerte, velocidad de corte demasiado lenta, boquilla demasiado cerca de la pieza, presión de oxígeno de corte demasiado alta. |
| Muchas escorias en el borde inferior | Baja pureza del oxígeno, baja presión del oxígeno de corte, llama de precalentamiento demasiado fuerte, velocidad de corte demasiado rápida o demasiado lenta. |
| Carburización | Boquilla demasiado cerca de la placa de acero, la llama de precalentamiento es una llama reductora |
| Marca de arrastre grande | Velocidad de corte demasiado rápida, presión de oxígeno de corte insuficiente |
No todos los metales pueden cortarse con gas. Los metales para el corte con gas deben cumplir las siguientes condiciones:
1) El punto de ignición del metal debe ser inferior a su punto de fusión. Si el punto de ignición del metal es superior a su punto de fusión, el metal se fundirá antes de alcanzar el punto de ignición, lo que dará lugar a un corte por fusión con cortes desiguales que no cumplen los requisitos de corte, o puede que no se corte en absoluto.
2) El punto de fusión del óxido metálico debe ser inferior al del propio metal. Esto garantiza que el óxido metálico pueda ser eliminado a tiempo, dejando al descubierto una nueva superficie metálica y permitiendo un corte continuo. De lo contrario, si el óxido metálico tiene un punto de fusión alto y cubre la superficie metálica calentada, obstaculizará el contacto entre el metal subyacente y el oxígeno de corte, dificultando el corte con gas.
Según las condiciones de los metales de corte por gas, el corte por gas se utiliza principalmente para el acero al carbono y el acero de baja aleación, como el acero de bajo carbono, el acero de alto manganeso, el acero de bajo cromo, el acero de aleación de bajo cromo-molibdeno y cromo-níquel, y las aleaciones de titanio. El corte con gas suele ser difícil para los aceros con alto contenido en carbono y los aceros de baja aleación y alta resistencia. Materiales como el hierro fundido, el acero inoxidable, el cobre y el aluminio no pueden cortarse con gas. La tabla 12 muestra el rendimiento del corte por gas de diferentes metales.
Tabla 12 Rendimiento de corte con gas de diferentes metales
| Metal | Rendimiento |
| Acero: Contenido de carbono inferior a 0,4% | Buen corte |
| Acero: Contenido de carbono de 0,4% a 0,5% | Cortar bien. Para evitar el agrietamiento, precalentar a 200℃ y enfriar lentamente después del corte. La temperatura de recocido debe ser de 650℃. |
| Acero: Contenido de carbono de 0,5% a 0,7% | Buen corte. Debe precalentarse a 700℃ antes de cortar y recocido después del corte. |
| Acero: Contenido de carbono superior a 0,7% | Difícil de cortar |
| Hierro fundido | Difícil de cortar |
| Acero de alto manganeso | Buen corte, mejor después del precalentamiento |
| Acero al silicio | Corte deficiente |
| Acero aleado con bajo contenido en cromo | Buen corte |
| Acero inoxidable bajo en cromo y bajo en cromo-níquel | Buen corte |
| Acero inoxidable al cromo-níquel 18-8 | Puede cortarse, pero requiere las técnicas operativas correspondientes |
| Cobre y aleaciones de cobre | No se puede cortar |
| Aluminio | No se puede cortar |







