Liquidación de punzones y matrices: Secretos para piezas perfectas
¿Qué pasaría si un pequeño hueco pudiera hacer o deshacer su próximo proyecto de fabricación? En el mundo del punzonado y...
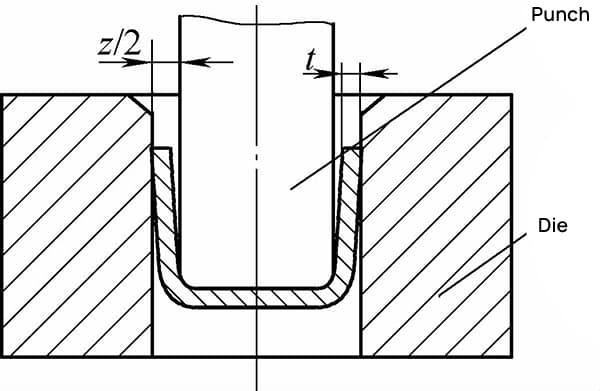
La holgura entre el punzón y la matriz en embutición profunda se refiere a la diferencia dimensional lateral entre ambos, con la holgura bilateral denotada como z, tal y como se muestra en la figura 1.
Cuando la holgura es pequeña, la redondez de la pieza estirada es buena, pero la fuerza de estirado es elevada, lo que puede provocar fácilmente el desgarro de la pieza y un gran desgaste de la matriz. Si la holgura es demasiado grande, la fuerza de embutición se reduce y, aunque la vida útil de la matriz se alarga, la pieza adquiere una forma frustocónica.
Esto ocurre porque durante el proceso de embutición, la parte inferior de la pieza siempre se adhiere al punzón, mientras que la boca se adhiere a la matriz. Por lo tanto, en el caso de piezas que requieran una gran redondez o que deban encajar entre sí, se debe realizar un examen detallado y minucioso, tomando como referencia la curva de deformación del material.
Una vez determinada la relación t/D, el que la chapa se arrugue o no durante el conformado depende de la fuerza de sujeción de la chapa y del radio de la matriz.
La holgura en embutición profunda no debe ser negativa. De hecho, una holgura entre el punzón y la matriz menor que el grosor del material no tiene capacidad para frenar las arrugas. Si el material se arruga en la fase de rebordeado y no puede alisarse al pasar sobre el radio de la matriz, sólo aumentará significativamente la resistencia al flujo del material, provocando la rotura de la pieza.
Para piezas semiesféricas, la holgura entre el punzón y la matriz puede considerarse infinitamente grande, lo que apoya la afirmación anterior. Desde otra perspectiva, las matrices ordinarias de embutición profunda no tienen una característica para controlar el espesor del material; y si la holgura entre el punzón y la matriz es menor que el espesor del material, el material puede quedar atrapado y sofocado en la holgura o, en casos graves, estirarse y agrietar la matriz.
Por lo tanto, en el diseño de las matrices de embutición profunda, la holgura a cada lado entre el punzón y la matriz es generalmente mayor que el espesor del material para reducir la fricción. La fórmula para calcular la holgura z/2 en cada lado es:
En la fórmula,
Tabla 1: En profundidad Troquel de dibujo Coeficiente de holgura K
| Espesor del material: t/mm | Precisión general. | Embutición de precisión | Embutición de precisión | |
| Embutición profunda de una etapa | Embutición profunda multietapa | |||
| <0. 4 | 0. 07 ~ 0. 09 | 0. 08 ~ 0. 10 | 0. 04 ~ 0. 05 | 0 ~ 0. 04 |
| <1. 2 ~ 0. 4 | 0. 08 ~ 0. 10 | 0. 10 ~ 0. 14 | 0. 05 ~ 0. 06 | |
| <3 ~1. 2 | 0. 10 ~ 0. 12 | 0. 14 ~ 0. 16 | 0. 07 ~ 0. 09 | |
| ≥3 | 0. 12 ~ 0. 14 | 0. 16 ~ 0. 20 | 0. 08 ~ 0. 10 | |
El principio de determinación de la holgura debe tener en cuenta los efectos de las tolerancias de la chapa, así como el fenómeno del engrosamiento en el soporte de la pieza bruta.
La experiencia con la embutición profunda de acero inoxidable indica que con una matriz de embutición profunda de una sola operación, el coeficiente de embutición profunda es de alrededor de 0,52, y el espesamiento en el soporte de la pieza en bruto es de sólo 2-3%. Esto se debe a que el material sufre una deformación tangencial por compresión, lo que provoca un engrosamiento mínimo.
En los productos de ferretería, sólo los envases de líquidos y los envases de cosméticos tienen requisitos estrictos en cuanto a la redondez de la pieza. En estos casos, son necesarios cálculos precisos y un control estricto de la holgura y las tolerancias de fabricación entre el punzón y la matriz de embutición profunda.
En el caso de los utensilios de cocina de acero inoxidable, la integridad del sellado de la pieza se basa en juntas de silicona especializadas, de ahí que el holgura entre el punzón y la matriz en los moldes de embutición de piezas cilíndricas suele fijarse en 1,1t o más. En la embutición profunda multietapa, la holgura entre el punzón y la matriz para todas las etapas, excepto la última, suele fijarse entre 1,1t y 1,5t.
1) Para todas las operaciones de embutición, excepto la etapa final, no se especifica la dirección del juego.
2) En cuanto a la etapa final: cuando las dimensiones exteriores de la pieza deben ser exactas, las dimensiones de la matriz son las estándar, y las dimensiones del punzón se reducen con respecto a las de la matriz para obtener la holgura necesaria; a la inversa, cuando las dimensiones interiores de la pieza deben ser exactas, las dimensiones del punzón son las estándar, y las dimensiones de la matriz se aumentan con respecto a las del punzón para obtener la holgura necesaria.