Fundamentos de perforación y sondeo: Herramientas y técnicas
En este artículo descubrirá las herramientas y técnicas esenciales para perforar y taladrar. Desde la selección del taladro adecuado...

La fuerza de embutición es una base importante para determinar el tonelaje de la prensa necesario para las piezas embutidas. En la producción real, se suelen utilizar algunas fórmulas empíricas para determinar la fuerza de embutición profunda.
Pmax =πdp1tRmK1
Pmax =πdp2tRmK2
Donde en la fórmula
Cuadro 1 Coeficiente K 1 para la primera embutición profunda de piezas cilíndricas (acero 08 ~15)
| Espesor relativo t/D0 ×100 | Primer coeficiente de embutición profunda m1 | |||||||||
| 0.45 | 0.48 | 0.5 | 0.52 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 | |
| 5 | 0.95 | 0.85 | 0.75 | 0.65 | 0.6 | 0.5 | 0.43 | 0.35 | 0.28 | 0.2 |
| 2 | 1.1 | 1 | 0.9 | 0.8 | 0.75 | 0.6 | 0.5 | 0.42 | 0.35 | 0.25 |
| 1.2 | 1.1 | 1 | 0.9 | 0.8 | 0.68 | 0.56 | 0.47 | 0.37 | 0.3 | |
| 0.8 | 1.1 | 1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | 0.33 | ||
| 0.5 | 1.1 | 1 | 0.82 | 0.67 | 0.55 | 0.45 | 0.36 | |||
| 0.2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | ||||
| 0.1 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | |||||
Nota: 1. Cuando el radio del punzón rp = (4 ~6)t, el coeficiente K1 debe aumentarse en 5% según los valores de la tabla.
2. Para otros materiales, corrija los valores de búsqueda de acuerdo con el cambio en la plasticidad del material (aumente a medida que disminuye la plasticidad).
Cuadro 2 Coeficiente K 2 valor para la segunda embutición profunda de piezas cilíndricas (acero 08 ~15)
| Espesor relativo t/D0 ×100 | Coeficiente m2 para la primera embutición profunda | |||||||||
| 0.7 | 0.72 | 0.75 | 0.78 | 0.8 | 0.82 | 0.85 | 0.88 | 0.9 | 0.92 | |
| 5 | 0.85 | 0.7 | 0.6 | 0.5 | 0.42 | 0.32 | 0.28 | 0.2 | 0.15 | 0.12 |
| 2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.52 | 0.42 | 0.32 | 0.25 | 0.2 | 0.14 |
| 1.2 | 1.1 | 0.9 | 0.75 | 0.62 | 0.52 | 0.42 | 0.3 | 0.25 | 0.16 | |
| 0.8 | 1 | 0.82 | 0.7 | 0.57 | 0.46 | 0.35 | 0.27 | 0.18 | ||
| 0.5 | 1.1 | 0.9 | 0.76 | 0.63 | 0.5 | 0.4 | 0.3 | 0.2 | ||
| 0.2 | 1 | 0.85 | 0.7 | 0.56 | 0.44 | 0.33 | 0.23 | |||
| 0.1 | 1.1 | 1 | 0.82 | 0.68 | 0.55 | 0.4 | 0.3 | |||
Nota:
1. Cuando el radio del punzón r p = (4~6)t, el K 2 en la tabla debe incrementarse en 5%.
2. Para los coeficientes K 2 de la 3ª, 4ª y 5ª embutición, los m n y t/D 0 ×100 se obtienen de la misma tabla, pero el valor mayor o menor de la tabla debe elegirse en función de si existe un proceso de recocido intermedio:
Sin recocido intermedio, K 2 toma el valor mayor (más próximo al de abajo);
Con el recocido intermedio, K 2 toma el valor más pequeño (más cercano al anterior).
3. Para otros materiales, corrija los valores de búsqueda de acuerdo con el cambio en la plasticidad del material (aumente a medida que disminuye la plasticidad).
Pmax =πdptRmKF
Pmax =πdKtRmKF
Donde en la fórmula
Cuadro 3 Coeficiente K F valores para la primera embutición de piezas trefiladas con brida (08 a 15 acero)
| dF/dP | Coeficiente de tracción d p /D 0 | ||||||||||
| 0.35 | 0.38 | 0.4 | 0.42 | 0.45 | 0.5 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | |
| 3 | 1 | 0.9 | 0.83 | 0.75 | 0.68 | 0.56 | 0.45 | 0.37 | 0.3 | 0.23 | 0.18 |
| 2.8 | 1.1 | 1 | 0.9 | 0.83 | 0.75 | 0.62 | 0.5 | 0.42 | 0.34 | 0.26 | 0.2 |
| 2.5 | 1.1 | 1 | 0.9 | 0.82 | 0.7 | 0.56 | 0.46 | 0.37 | 0.3 | 0.22 | |
| 2.2 | 1.1 | 1 | 0.9 | 0.77 | 0. 64 | 0.52 | 0.42 | 0.33 | 0.25 | ||
| 2 | 1.1 | 1 | 0.85 | 0.7 | 0.58 | 0.47 | 0.37 | 0.28 | |||
| 1.8 | 1.1 | 0.95 | 0.8 | 0.65 | 0.53 | 0.43 | 0.33 | ||||
| 1.5 | 1.1 | 0.9 | 0.75 | 0.62 | 0.5 | 0.4 | |||||
| 1.3 | 1 | 0.85 | 0.7 | 0.56 | 0.45 | ||||||
Nota: Al rebordear, el valor de K F aumenta de 10% a 20%.
P max =πd n (t n-1 -t n )R m K 3
Donde en la fórmula
El trabajo de embutición profunda es también una de las bases importantes para seleccionar una prensa. La carga de presión de la prensa está limitada por la resistencia del cigüeñal o los engranajes de transmisión, mientras que la carga de potencia está limitada por la energía cinética del volante, la potencia del motor o su nivel de sobrecarga admisible. Por lo tanto, a la hora de seleccionar una prensa, hay que considerar exhaustivamente tanto la magnitud de la presión como la del trabajo.
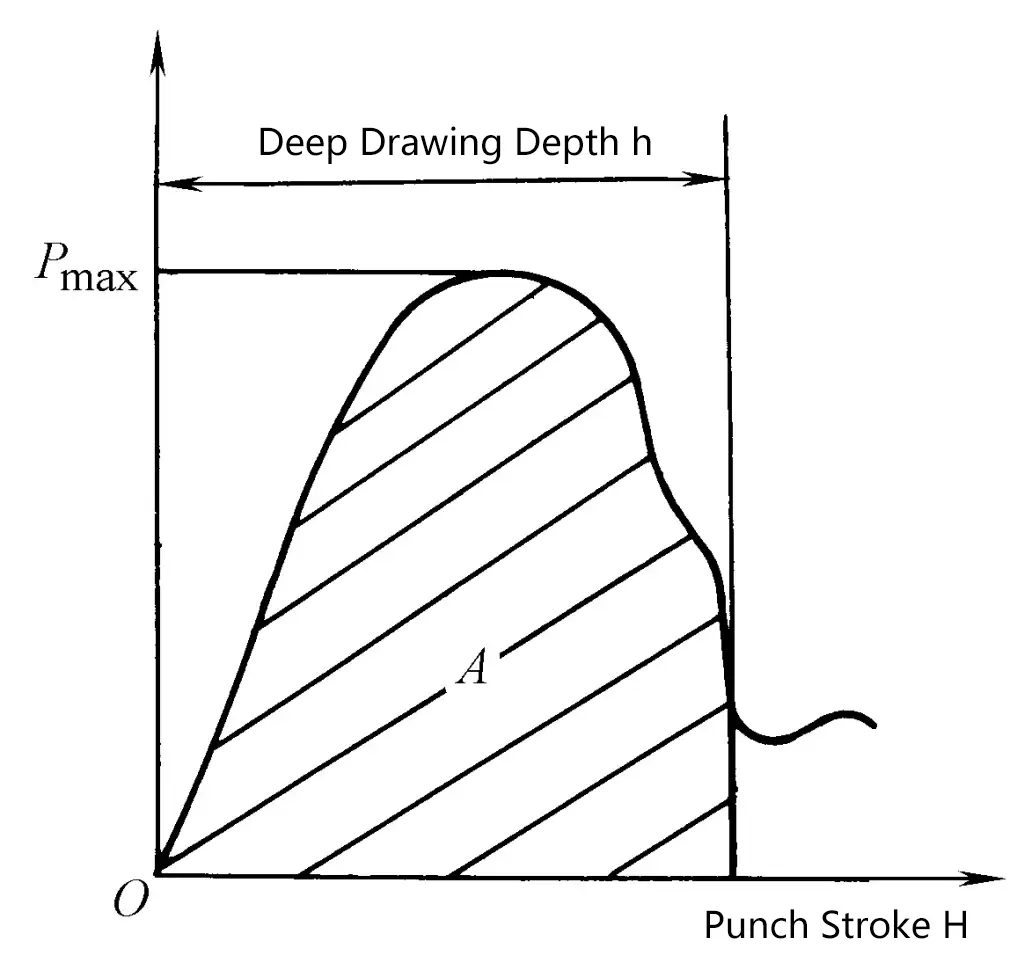
En la figura 1 se muestra la relación entre la fuerza de embutición profunda y la carrera de trabajo del punzón. El trabajo de embutición profunda debe ser el área bajo la curva (parte sombreada). Para facilitar el cálculo, se utiliza la siguiente fórmula empírica para calcular el trabajo de embutición profunda
A=cPmaxh×l0-3
Donde en la fórmula
Cuadro 4 Relación entre el coeficiente c y el coeficiente de embutición profunda
| Coeficiente de embutición m | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 |
| Coeficiente c | 0.8 | 0.77 | 0.74 | 0.7 | 0.67 | 0.64 |
A=Pmaxh×1,2×l0-3
donde
La potencia del motor de la prensa se calcula mediante la siguiente fórmula
P=KA n /(1.36×60×750×η 1 ×η 2 )
donde