Comment assurer un pliage précis et sûr du métal dans votre atelier ? Cet article aborde l'essentiel du calcul du tonnage de la presse plieuse, en expliquant les facteurs critiques tels que le type de matériau, l'épaisseur de la tôle et la longueur du pliage. Découvrez comment utiliser ces calculs pour éviter les pièges les plus courants et garantir ainsi la longévité de votre équipement et la qualité de vos pliages. Grâce à des conseils pratiques et à une calculatrice interactive, vous gagnerez en confiance pour réaliser des pliages parfaits à chaque fois.
Dernière mise à jour :
23 août 2024
Partagez vos appréciations :
Table des matières
Qu'est-ce que le tonnage d'une presse plieuse ?
Le tonnage d'une presse plieuse fait référence à la force nécessaire pour plier le métal à l'aide d'une machine de presse plieuse. Il est généralement mesuré en tonnes (tonnes courtes aux États-Unis) ou en tonnes métriques (tonnes) par pied ou mètre de longueur de pliage. Par exemple, une presse plieuse de 100 tonnes peut exercer jusqu'à 100 tonnes de force sur toute la longueur du banc.
Le tonnage nécessaire dépend de plusieurs facteurs :
Propriétés des matériaux (type, épaisseur, résistance à la traction)
Angle de courbure
Largeur de l'ouverture de la filière
Longueur du coude
Calculateur de tonnage des presses plieuses
Comme vous le savez, les pays utilisent des unités différentes, certains pays utilisant les unités métriques et d'autres les unités britanniques. Pour vous faciliter la tâche, le calculateur de tonnage de la presse plieuse que nous avons fabriquée peut répondre à ces deux besoins différents en même temps.
Si vous souhaitez en savoir plus sur la formule de calcul du tonnage de la presse plieuse, vous pouvez vous référer à cet article. Profitez-en.
Ouverture V recommandée de la matrice inférieure
Epaisseur du matériau S
0,5-2,5 mm
3-8mm
9-10mm
>12mm
Filière inférieure Ouverture en V
6×S
8×S
10×S
12×S
Rayon intérieur de cintrage à partir de l'ouverture de la matrice en V
Le calcul du tonnage requis pour une opération de presse plieuse est essentiel pour garantir un pliage précis sans endommager l'équipement ou la pièce à usiner. La formule standard utilisée pour le calcul du tonnage est la suivante :
(lorsque σb = 450N/mm²)
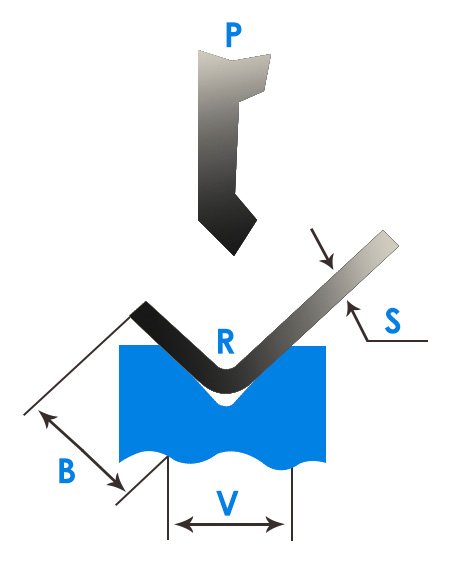
Ici, P représente le tonnage nécessaire, S l'épaisseur du matériau (en mm), L la longueur du pli (en mm) et V l'ouverture de la matrice (en mm). Dans cette formule, σb est la résistance à la traction du matériau (en N/mm²).
Une autre variante de la formule d'estimation du tonnage requis est la suivante :
Ces deux formules offrent un moyen fiable de calculer le tonnage requis pour une opération de cintrage pneumatique.
Exemple de calcul :
Matériau : acier doux
Épaisseur : 4mm
Longueur de cintrage : 3000mm
Ouverture de la matrice : 8×4=32
Si nous calculons avec la première formule, nous obtenons :
P=650×4²×3/32=975KN 975KN=99.49Ton
Si nous calculons avec la deuxième formule, nous obtenons : P=1.42×450×4²×3/32=958.5KN 958,5KN=97,8Ton
En utilisant deux méthodes de calcul différentes, nous avons obtenu une pression de cintrage proche de 100 tonnes. Compte tenu du facteur de sécurité, nous recommandons de choisir une cintreuse ayant une pression de cintrage d'au moins 120 tonnes.
Variables clés dans le calcul du tonnage
Le calcul précis du tonnage repose sur une compréhension approfondie de plusieurs variables critiques. Cette section examine ces variables en détail, en explorant la façon dont elles interagissent et influencent la force requise pour un pliage précis du métal.
A. Propriétés des matériaux
Type de matériau et résistance à la traction En raison de leurs structures moléculaires et de leurs propriétés mécaniques uniques, les différents matériaux requièrent une force variable pour être pliés. La propriété clé qui influe sur les exigences de tonnage est la résistance à la traction.
Acier doux (ASTM A36) : Avec une résistance à la traction d'environ 58 000 psi, cet acier est souvent utilisé comme référence pour les calculs de tonnage.
Acier inoxydable (304) : Sa résistance à la traction est d'environ 85 000 psi, ce qui nécessite un tonnage environ 1,5 fois supérieur à celui de l'acier doux.
Aluminium (6061-T6) : Malgré sa résistance à la traction inférieure de 45 000 psi, ses propriétés uniques nécessitent souvent un tonnage similaire à celui de l'acier doux.
Une étude publiée dans le Journal of Materials Processing Technology (2021) a révélé que les aciers à haute résistance dont la résistance à la traction dépasse 100 000 psi peuvent nécessiter jusqu'à 2,5 fois le tonnage de l'acier doux pour des opérations de pliage équivalentes.
Épaisseur L'épaisseur du matériau a un effet exponentiel sur le tonnage requis. La relation est généralement exprimée comme suit :
Tonnage ∝ (épaisseur) ²
Par exemple, si l'on double l'épaisseur du matériau, on quadruple le tonnage nécessaire. Cette relation a été confirmée par une analyse approfondie de la Precision Metalforming Association, qui a examiné plus de 10 000 opérations de pliage dans diverses industries.
B. Paramètres de flexion
Longueur du coude Les exigences en matière de tonnage augmentent linéairement avec la longueur du coude. Une formule simple est souvent utilisée :
Tonnage total = Tonnage par pied × Longueur du coude (en pieds)
Par exemple, si un coude particulier nécessite 20 tonnes par pied, un coude de 5 pieds nécessitera 100 tonnes de force.
Ouverture de la filière en V La largeur de l'ouverture de l'emporte-pièce en V influe considérablement sur le tonnage requis. Une ouverture plus large réduit la force nécessaire mais peut avoir un impact sur la précision du pliage. La largeur optimale de la matrice en V est généralement égale à 8 fois l'épaisseur du matériau pour le cintrage à l'air.
Une étude publiée dans l'International Journal of Machine Tools and Manufacture (2023) a montré que l'augmentation de la largeur de l'outil en V de 6 à 8 fois l'épaisseur du matériau peut réduire les besoins en tonnage jusqu'à 25% tout en maintenant la précision du pliage à ±0,5 degré.
Angle de courbure Les angles de courbure plus prononcés requièrent plus de force. Si les coudes à 90 degrés sont les plus courants, les angles peuvent varier considérablement en fonction de l'application.
Pliage à 30 degrés : Nécessite généralement environ 60% du tonnage nécessaire pour un coude à 90 degrés.
Courbe à 120 degrés : Peut nécessiter jusqu'à 130% du tonnage pour un coude à 90 degrés.
Ces relations ont été établies à la suite de tests approfondis effectués par la Fabricators & Manufacturers Association et sont largement utilisées dans les calculateurs de tonnage standard de l'industrie.
C. Facteurs liés à l'outillage
Outillage standard Les matrices en V et les poinçons standard constituent la base de la plupart des calculs de tonnage. Cependant, même au sein d'un outillage standard, des variations peuvent affecter les exigences en matière de tonnage :
Rayon du poinçon : Un rayon plus petit nécessite généralement un tonnage plus important mais produit un pliage plus net.
Rayon de l'épaulement de la matrice : Un rayon plus grand peut réduire les besoins en tonnage mais peut affecter la précision du pliage.
Outillage spécial (par exemple, outils d'ourlet, outils de décalage) L'outillage spécialisé nécessite souvent des facteurs d'ajustement aux calculs de tonnage standard :
Outils d'ourlet : Peut nécessiter jusqu'à 4 fois le tonnage d'un V-dies standard pour le même matériau.
Outils décalés : Peut nécessiter 1,5 à 2 fois le tonnage standard en raison de la répartition complexe des contraintes lors du pliage.
Une enquête menée en 2022 par la Precision Metalforming Association auprès d'ateliers de fabrication de métaux a révélé que les ateliers utilisant des outils spécialisés sans réglage adéquat du tonnage présentaient un taux de défaillance des outils et de rejet des pièces supérieur de 35%.
Optimisation des opérations de pliage des presses plieuses
A. Choisir la bonne capacité de la machine
Le choix d'une presse plieuse avec une capacité de tonnage appropriée est crucial pour des opérations efficaces et sûres :
Adapter les capacités aux besoins : Idéalement, une presse plieuse devrait fonctionner à 80-90% de sa capacité nominale pour des performances optimales. Une étude de la Precision Metalforming Association (2023) a révélé que les machines fonctionnant constamment à moins de 60% ou à plus de 95% de leur capacité nominale présentaient des coûts de maintenance supérieurs de 25% sur une période de cinq ans.
Prendre en compte les besoins futurs : Lors du choix d'une machine, il faut tenir compte des besoins futurs potentiels. Une règle empirique consiste à choisir une presse plieuse dont la capacité est supérieure de 20-30% aux besoins maximaux actuels, afin de pouvoir faire face à une croissance future ou à des exigences inattendues.
Considérations sur la charge distribuée : Pour les pièces longues, les machines doivent être équipées de systèmes de couronnement afin d'assurer une répartition uniforme de la force.
B. Choisir l'outillage approprié
Le choix d'un outillage approprié peut avoir un impact significatif sur le tonnage requis et la qualité du pliage :
Sélection des matrices : Les ouvertures de matrice plus larges nécessitent généralement moins de tonnage, mais peuvent affecter la précision du pliage. Une étude réalisée en 2022 dans le Journal of Manufacturing Processes a montré que l'augmentation de la largeur de la matrice de 6 à 8 fois l'épaisseur du matériau permettait de réduire le tonnage nécessaire jusqu'à 18% tout en maintenant la précision de l'angle de pliage à ±0,5 degré.
Rayon du poinçon : Des rayons de poinçonnage plus petits créent des courbes plus nettes mais nécessitent un tonnage plus important. Par exemple, la réduction du rayon de poinçonnage de 1/32″ à 1/64″ pour un pliage à 90 degrés dans un acier doux de calibre 16 peut augmenter le tonnage requis d'environ 15%.
Outillage spécialisé : Envisager des outils spécialisés pour les pièces complexes. Les outils de pliage par rotation, par exemple, peuvent réduire les exigences de tonnage pour certaines géométries jusqu'à 40% par rapport au pliage traditionnel à l'aide de matrices en V.
C. Ajustement des paramètres de flexion
L'optimisation des paramètres de pliage peut conduire à des améliorations significatives de l'efficacité et de la qualité des pièces :
Optimisation de la séquence de pliage : Un séquençage correct des coudes peut réduire les besoins en tonnage global et améliorer la précision. Le logiciel Amada VPSS 3i, par exemple, comprend un optimiseur automatique de séquence de pliage qui peut réduire les exigences de tonnage total jusqu'à 25% pour les pièces complexes comportant plusieurs pliages.
Ajustement de la vitesse et du temps de séjour : Le réglage de la vitesse du coulisseau et du temps d'arrêt en fin de course peut avoir une incidence sur le retour élastique et le tonnage requis. Une étude publiée dans l'International Journal of Machine Tools and Manufacture (2023) a démontré que l'optimisation de ces paramètres pouvait réduire le retour élastique jusqu'à 30% dans les aciers à haute résistance.
Positionnement de la jauge arrière : Le positionnement précis de la jauge arrière garantit une position de pliage cohérente et peut réduire le tonnage requis en évitant le surpliage. Les systèmes modernes comme le Trumpf ACB (Automatically Controlled Bending) peuvent ajuster la position de la butée arrière en temps réel en fonction du retour élastique mesuré, ce qui améliore la précision et réduit les besoins en tonnage.
D. Techniques de compensation du retour élastique
La gestion du retour élastique est cruciale pour obtenir des cintrages précis tout en minimisant le tonnage requis :
Surpliage : Le surpliage traditionnel nécessite un tonnage plus élevé mais peut être optimisé.
Systèmes actifs de mesure d'angle : Les systèmes mesurent les angles de pliage en temps réel pendant le processus de pliage, ce qui permet des ajustements immédiats et réduit la nécessité d'un pliage excessif.
Stratégies spécifiques aux matériaux : Des matériaux différents nécessitent des approches différentes en matière de compensation du retour élastique. Par exemple, l'aluminium nécessite généralement 2 à 3 fois plus de compensation du retour élastique que l'acier doux pour des épaisseurs équivalentes.
La mise en œuvre de ces stratégies d'optimisation peut conduire à des améliorations significatives des opérations de presse-plieuse. Une étude de cas publiée dans le Journal of Cleaner Production (2024) a montré qu'un atelier de fabrication de taille moyenne avait augmenté sa productivité de 22%, réduit ses déchets de matériaux de 15% et diminué sa consommation d'énergie de 18% après avoir mis en œuvre un programme complet d'optimisation de la presse plieuse basé sur des calculs de tonnage précis et un réglage minutieux des paramètres.
En sélectionnant soigneusement les machines et les outils, en affinant les paramètres de pliage et en utilisant des techniques avancées de compensation du retour élastique, les fabricants peuvent maximiser les avantages d'un calcul précis du tonnage, ce qui se traduit par une amélioration de la qualité des pièces, une réduction des déchets et une augmentation de l'efficacité globale.
Glossaire des termes relatifs au calcul du tonnage
Pour bien comprendre le calcul du tonnage des presses plieuses, il est essentiel de maîtriser la terminologie utilisée dans ce domaine. Ce glossaire définit les principaux termes, abréviations et symboles couramment rencontrés dans le calcul du tonnage et les opérations de presse plieuse.
A. Termes de base
Tonnage : La force nécessaire pour plier le métal, généralement mesurée en tonnes ou en tonnes métriques.
Frein à main : Machine-outil utilisée pour plier la tôle en la serrant entre un poinçon et une matrice.
Cintrage à l'air : Méthode de pliage où le poinçon ne s'enfonce pas dans la matrice, nécessitant généralement le tonnage le plus faible.
Pliage du fond : Méthode de cintrage où le poinçon entre en contact avec le fond de la matrice, nécessitant un tonnage plus important que le cintrage à l'air.
Monnaie : Méthode de pliage qui utilise une force extrême pour estamper le métal entre le poinçon et la matrice, ce qui nécessite le tonnage le plus important.
B. Termes relatifs au matériel
Résistance à la traction : La contrainte maximale qu'un matériau peut supporter lorsqu'il est étiré avant de se rompre.
Limite d'élasticité : La contrainte à laquelle un matériau commence à se déformer plastiquement.
K-Factor : Valeur utilisée pour calculer l'axe neutre dans un coude, affectant les calculs de tonnage.
Dos d'âne : La tendance d'un métal à reprendre partiellement sa forme initiale après avoir été plié.
C. Termes relatifs à l'outillage
V-Die : La partie inférieure de l'outil de pliage avec une ouverture en forme de V.
Le punch : La partie supérieure de l'outil de pliage qui presse le matériau dans la matrice.
Ouverture de la matrice : La largeur de la filière en V, un facteur critique dans les calculs de tonnage.
Rayon de perforation : Le rayon de la pointe du poinçon, qui affecte le rayon intérieur du pli.
D. Termes liés au calcul
Allocation de pliage : La longueur de l'arc à travers le pli à l'axe neutre du matériau.
Déduction de la courbure : La différence entre la somme des longueurs des brides et la longueur totale du motif plat.
Angle de courbure : L'angle par lequel le matériau est plié, généralement mesuré à partir de l'intérieur du pli.
Longueur du coude : La longueur du coude le long de l'axe du coude.
E. Termes avancés
Couronnement : La légère courbe convexe appliquée au banc ou au coulisseau d'une presse plieuse pour compenser la déflexion sous la charge.
Cintrage adaptatif : Un processus dans lequel la presse plieuse ajuste automatiquement les paramètres sur la base d'un retour d'information en temps réel.
Enveloppe de tonnage : La plage de tonnage qu'une presse plieuse peut appliquer en toute sécurité sur la longueur de son banc.
F. Abréviations et symboles
CNC : Commande numérique par ordinateur
FEA : Analyse par éléments finis
OEE : Overall Equipment Effectiveness (efficacité globale des équipements)
HSS : Acier à haute résistance
UHSS : Acier à ultra-haute résistance
IoT : Internet des objets
IA : Intelligence Artificielle
ML : Apprentissage automatique
σ (sigma) : Utilisé pour représenter la contrainte dans les calculs
ε (epsilon) : Utilisé pour représenter la déformation dans les calculs
E : Module d'Young, mesure de la rigidité d'un matériau
G. Termes spécifiques à l'industrie
Diagramme de limite de formage (FLD) : Représentation graphique des limites de formabilité d'un matériau.
Minimum Rayon de courbure: Le plus petit rayon qui peut être courbé sans endommager le matériau.
Facteur de tolérance au pliage (BAF) : Coefficient utilisé dans les calculs de la tolérance au pliage, variant en fonction du matériau et de l'angle de pliage.
Tonnage par mètre (TPM) : Mesure de la force de flexion requise par unité de longueur, couramment utilisée dans les systèmes métriques.
H. Termes relatifs aux technologies émergentes
Jumeau numérique : Une représentation virtuelle d'une presse plieuse physique utilisée pour la simulation et l'optimisation.
Modélisation prédictive du tonnage : L'utilisation de l'IA et des données historiques pour prédire le tonnage requis pour les nouvelles pièces ou les nouveaux matériaux.
Analyse de la répartition des forces (FDA) : Calcul avancé de la répartition des forces de flexion sur la longueur d'un coude.
Détection en temps réel des propriétés des matériaux (RTMPS) : Technologie émergente permettant de mesurer les propriétés des matériaux pendant le processus de pliage.
Vérification du tonnage par la blockchain (BTV) : Utiliser la technologie blockchain pour assurer l'intégrité et la traçabilité des calculs de tonnage.
La compréhension de ces termes est essentielle pour toute personne impliquée dans les opérations de presses plieuses, qu'il s'agisse d'opérateurs, de programmeurs, d'ingénieurs ou de directeurs. Au fur et à mesure de l'évolution du domaine, de nouveaux termes apparaîtront probablement, reflétant les progrès de la technologie et de la méthodologie.
Ce glossaire sert de base à une communication claire et à une bonne compréhension du monde complexe du calcul du tonnage des presses plieuses. Il est important de noter que si ces définitions sont généralement acceptées, de légères variations peuvent exister selon les fabricants ou les régions. Il convient de toujours se référer aux manuels des équipements spécifiques ou aux normes industrielles pour obtenir les définitions les plus précises dans votre contexte particulier.
Avez-vous déjà été confronté à des arrêts soudains ou à des dysfonctionnements mystérieux lors de l'utilisation d'une presse plieuse ? Comprendre comment utiliser et dépanner cette machine essentielle...
Pourquoi certaines industries préfèrent-elles les presses plieuses hydrauliques, alors que d'autres optent pour des machines pliantes ? Le choix se résume souvent à...
Ce guide sur l'outillage de presse plieuse aborde les aspects essentiels des matrices de pliage, depuis leurs types et leurs utilisations jusqu'aux matériaux...
Imaginez que vous travaillez avec des machines puissantes où une seule erreur peut entraîner des blessures graves. C'est la réalité de l'utilisation d'un...
Vous avez déjà été confronté à un problème déconcertant avec votre presse plieuse à commande numérique ? Vous n'êtes pas le seul. Cet article se penche sur les problèmes les plus courants...
Vous êtes-vous déjà demandé ce qu'il fallait faire pour utiliser et entretenir une presse plieuse hydraulique en toute sécurité ? Garantir une utilisation sûre et efficace de...
Ce guide explore 18 défauts courants qui peuvent perturber l'efficacité de votre machine. Des pompes à huile bruyantes aux mouvements lents des vérins,...